Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства
Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе
Правила выбора:
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.
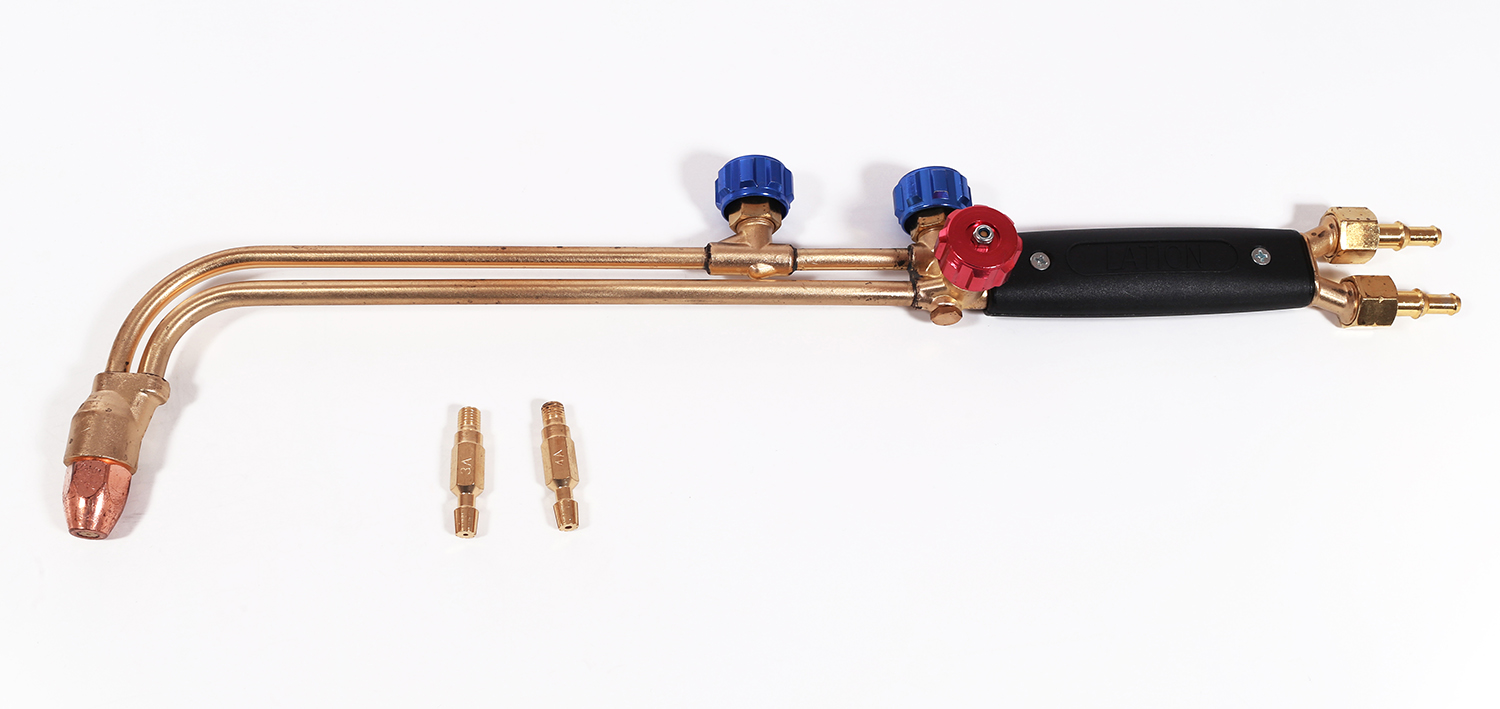
Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Преимущества и недостатки
К основным достоинствам газовых резаков относят следующие обстоятельства:
- возможность разрезания заготовок в диапазоне толщин от 3 до 700 мм (в зависимости от типа оборудования) и выполнения реза криволинейной конфигурации;
- компактные габариты автогена и минимальная комплектация обеспечивают высокую мобильность комплекта газорежущего оборудования в сборе и позволяют его доставку к месту применения на обычном автотранспорте;
- независимость от электропитания, что создает возможность работы в полевых условиях;
- при соответствующей настройке автоген с успехом заменяет гильотину и болгарку при раскрое листового профиля небольших толщин, особенно при выполнении отрезов криволинейных очертаний;
- невысокие затраты на приобретение оборудования и подготовку его к выполнению работы.
Из недостатков отмечают следующие факторы:
- необходимость доработки кромок реза;
- сравнительно большую ширину реза и низкую точность резания;
- возникновение тепловых деформаций;
- невозможность резки чугуна и нержавеющих сталей;
- наличие конусности реза при больших толщинах;
- риск возникновения пожара или взрыва газовоздушной смеси;
- необходимость управления химической реакцией горения.
Классификация изделий
Современные устройства работают посредством смешивания кислорода и воспламеняемых газов. Тип топлива — первый критерий деления на группы. Наиболее распространены следующие газовые резаки:
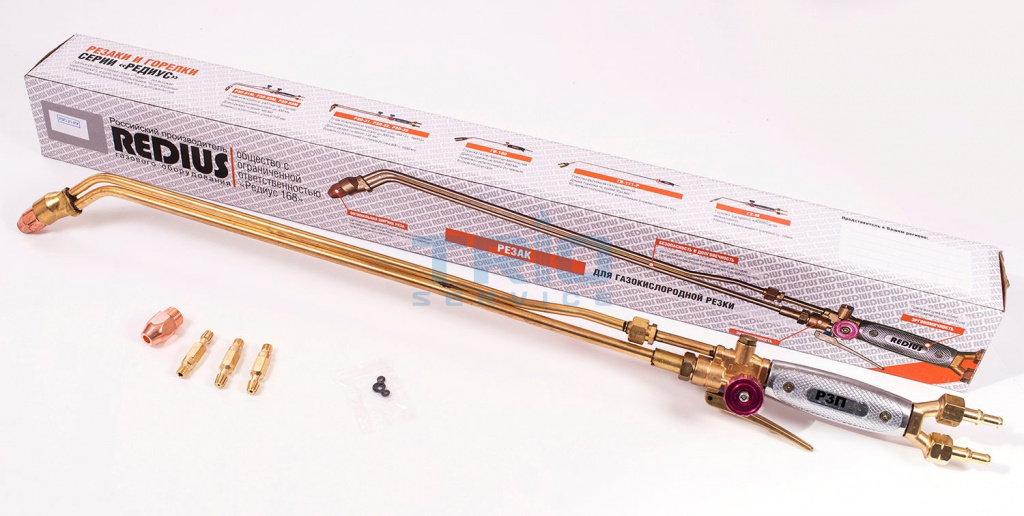
- Пропановый. Весьма распространен, поскольку безопасен и имеет высокий КПД. Используется при резке цветных либо черных металлов, популярен среди любителей и профессионалов. Пример востребованной модели — пропановый резак «Корд-05П-L340». Режет металл от 3 до 500 мм толщиной, весит лишь 0,9 кг, стоит около 1500 рублей.
- Кислородный. Является инжекторным резаком, рабочая смесь которого на 85% состоит из кислорода и на 15% — из пламени. Первый подается под большим давлением, поэтому происходит воспламенение смеси. Невысокая стоимость газокислородного резака позволила ему стать популярным среди любителей. Стоимость чуть ниже пропанового аналога, поскольку рассмотренный аппарат режет не такой толстый металл (до 300 мм).
- Ацетиленовый. Данное горючее используется при работе с толстыми заготовками, поскольку оно сильно нагревается. Труба, через которую подается ацетилен, имеет вентиль, позволяющий регулировать скорость потока. Резак ацетиленовый — один из немногих, имеющий портативные аналоги. Они становятся популярнее ежегодно, поскольку не уступают в качестве крупным изделиям. Пример — Redius P2A-01M, стоимость которого составляет около 1600 рублей.
- Керосиновый. Применяется для резки углеродистых сталей с максимальной толщиной 200 мм. Не считается востребованным, поскольку чаще встречается в горной, угольной промышленности, на шахтах. Это своего рода преимущество керосинового резака перед пропаном и ацетиленом (их не рекомендуется использовать под землей).
- Бензиновый. Сфера применения та же, что у керосиновых. Считается ручным резаком, а топливом служит бензин А-80, А-92, А-95.
- Водородный. Смесь из кислорода и водорода имеет наивысшую температуру горения среди газов — 2800 градусов. Поэтому водородный резак хорош в работе, которую нужно сделать быстро. Главное достоинство в том, что его получают электролизным способом из воды, который возможен в домашних условиях. Часто используется в ювелирных работах. Встречаются экземпляры покрупнее и помельче, причем последние более популярны. Доливка воды — единственная необходимость при обслуживании.
Интересное видео по этому поводу подготовила компания Сварка Центр:
Также газовый резак по металлу имеет различное конструктивное исполнение; это второй критерий классификации. Сюда относятся размеры, количество трубок, способ воспламенения смеси и другое. Выделяют:
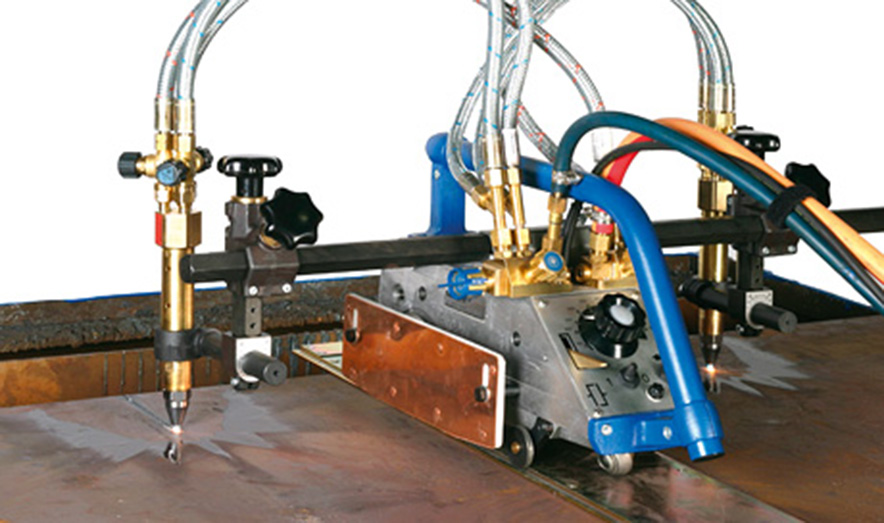
- промышленные резаки (для больших объемов работ; также известны как машины для газовой резки металла);
- компактные, портативные, мини-резаки (условные названия, поскольку изделие по размеру не больше паяльной лампы; используется, к примеру, при розжиге костра);
- туристический (похож на ранее названный, но имеет функцию предварительного подогрева и исправно работает под любым углом наклона);
- резак с пьезоподжигом (не содержит вентилей; воспламенение смеси происходит при нажатии одной кнопки).
Некоторые изделия для резки металла газом выделяют в отдельные группы. Ниже — подробнее о них.
- Воздушно-дуговые резаки. Назначение — резка цветных или черных металлов в производственных условиях. Малогабаритны (например, воздушно-дуговой отечественный резак РВДм-315 весит 500 г при длине 315 мм), высокопроизводительны, однако работают только с источником тока и компрессором. Покупка его для бытовых нужд станет лишней тратой денег. К тому же, для работы воздушно-дуговым резаком понадобятся электроды, катоды и сопла, которые придется докупать регулярно.
- Трехтрубные устройства. Также известны как резаки с внутрисопловым смешением. В отличие от большинства газосварочных резаков имеют не два канала (трубки), а три. По первому идет режущий газ — кислород, по второму — горючий газ (пропан, ацетилен и др.), по третьему — подогревающий газ. Для нормальной работы трехтрубного устройства требуется повышенное давление рабочего газа (минимум 20 кПа).
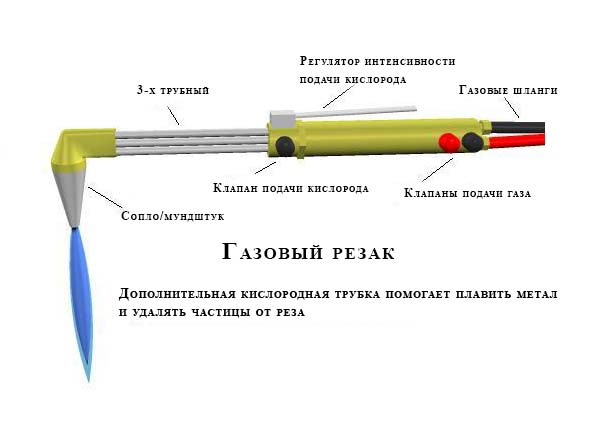
Трехтрубный газовый резак
Конструкция позволяет использовать любой горючий газ, необходимо лишь подбирать подходящие мундштуки для резака. Относятся к самым безопасным изделиям, поскольку смешивание элементов происходит не в основании изделия, а у головки. Однако это повышает цену на трехтрубный резак в 1,5-2 раза.
Далее — пара слов о регулярных инвестициях в работу.
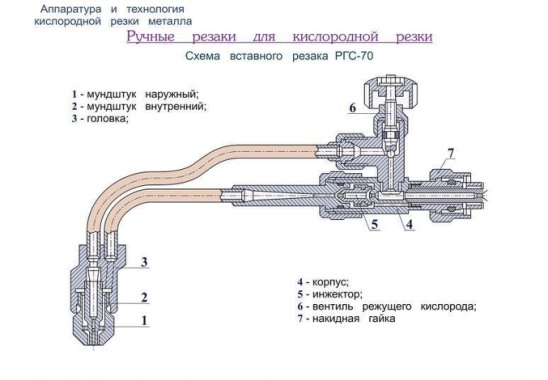
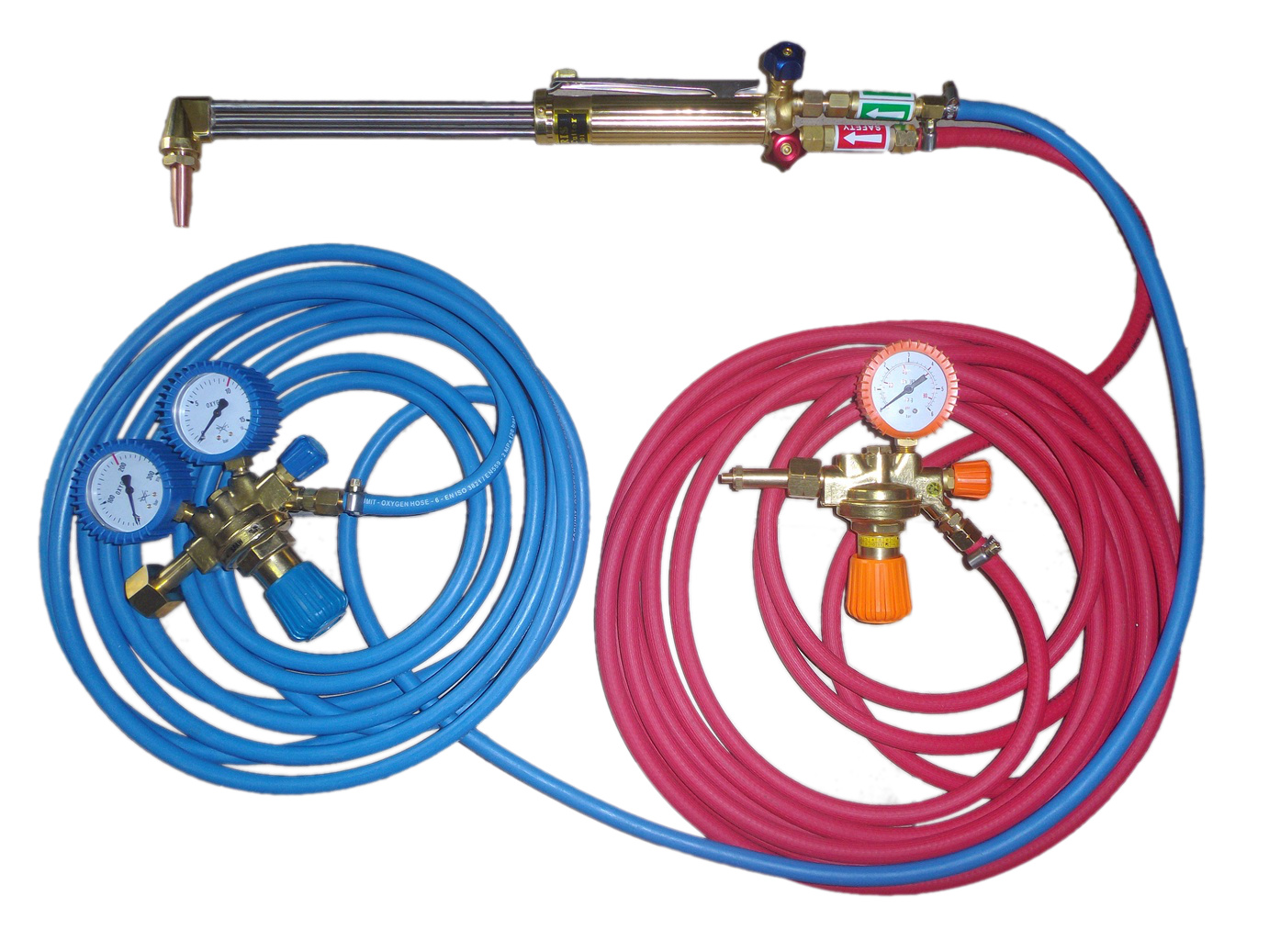
Оборудование для кислородной резки
Поскольку для работы часто используют ацетилен, то в качестве оборудования для кислородной резки нередко берут установки для ацетиленовой сварки. Вместо сварочных горелок там применяются газовые резаки. Наиболее распространенный вариант — резак инжекторного типа.
По своей конструкции резаки существенно отличаются от горелок. Они имеют дополнительные трубки, через которые подается режущий кислород, и наконечники с мелкими отверстиями для смеси газов. Центральное отверстие предусмотрено для подачи режущего кислорода.
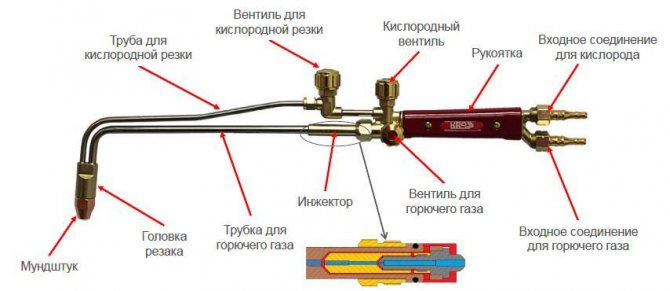
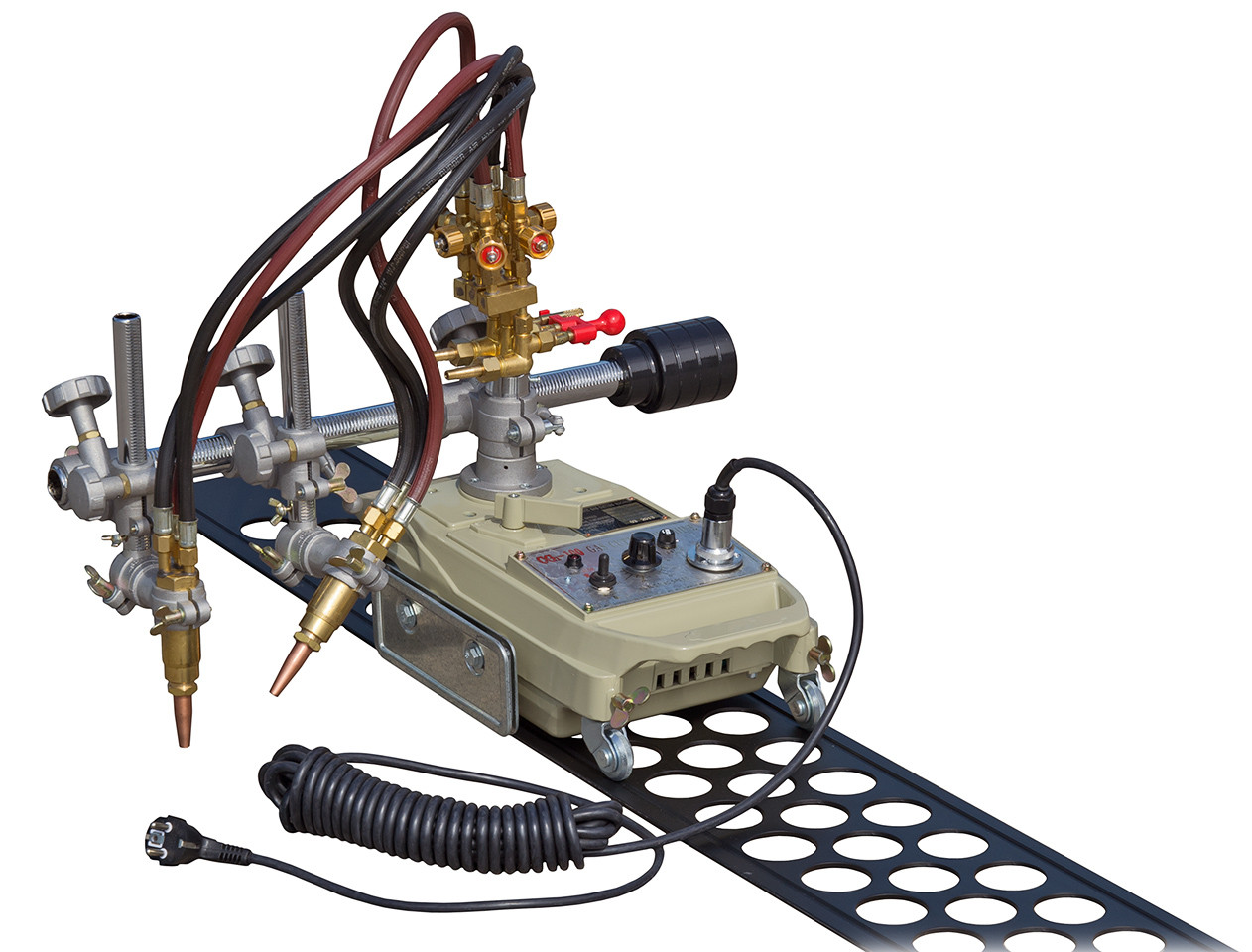
Рисунок 4 — Схема установки для кислородной резки
Принцип работы машины для кислородной резки:
- заготовка располагается горизонтально, вентили резака закрыты;
- открывается кислородный вентиль, а после — вентиль горючего газа;
- смесь воспламеняется и регулируется по мощности;
- металл нагревается по площади реза;
- открывается вентиль с режущим кислородом, активирующим горение при достижении разогретого металла;
- в процессе появляются окислы, они удаляются струей кислорода;
- при окончании работы сначала закрывают вентиль режущего кислорода, потом горючего газа, в завершении — горелки.
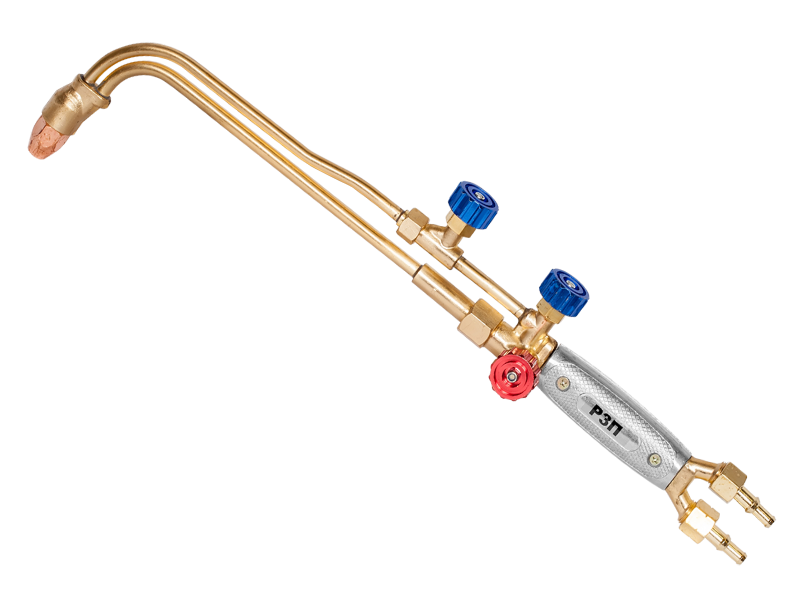
Основной инструмент комплекта кислородной резки — резак. Существуют классификации этих элементов:
- по виду горючего газа (резаки для жидких горючих смесей, ацетилена, газов-заменителей);
- степени автоматизации (ручные, машинные);
- назначению (специальные и универсальные);
- смешиванию газов (безинжекторные и инжекторные);
- мощности пламени (большая, средняя, малая).
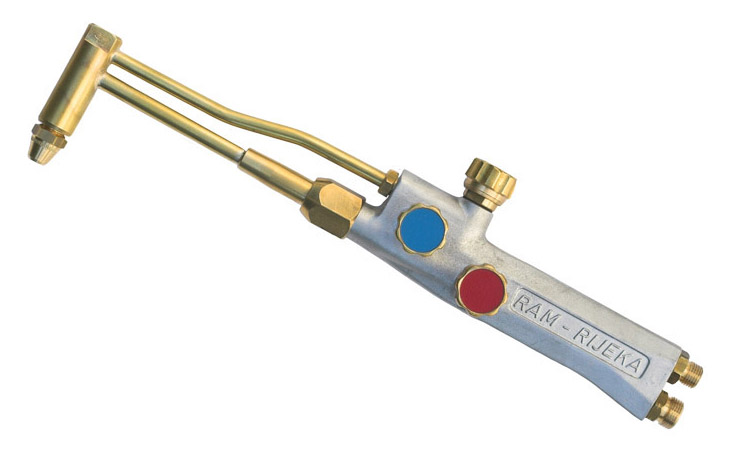
Какие нюансы учесть при выборе ИГР?
На обоснование выбора модели газового резака влияют множество факторов, начиная от того, какой тип резки предполагается выполнять, и заканчивая уточнениями, сколько резак стоит. В части технической необходимо учитывать следующие моменты:
- материалами корпуса и газовых трубок должны служить медные или латунные сплавы, нержавеющая сталь;
- алюминиевая рукоятка более долговечна, чем пластмассовая;
- латунные ниппели на входе предпочтительнее, чем алюминиевые;
- материал внутреннего и внешнего мундштука ацетиленового резака – медь, для кислородно-пропанового ИГР допускается изготовление внутреннего мундштука из латуни;
- вращение вентилей должно происходить с небольшим усилием, но без заеданий;
- рекомендуется выбирать разборные конструкции, поскольку у них выше ремонтопригодность, проще чистить инжектор и трубки наконечника.
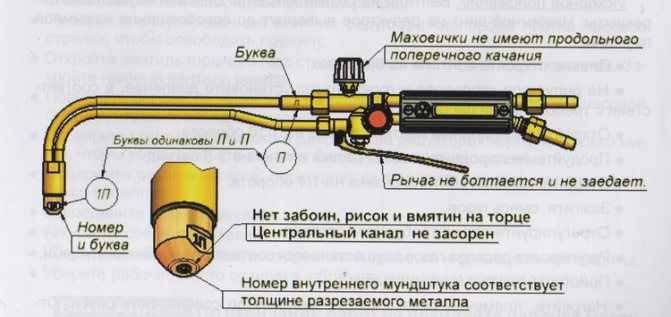
На рис
ниже отмечены некоторые внешние факторы, на которые следует обратить внимание при осмотре и выборе ИГР
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства
Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе
Правила выбора:
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.

Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.





Несколько полезных советов
- при регулировке выходящей струи помните, что температура плавления металла всегда выше температуры воспламенения, иначе заготовка просто не прогорит;
- температура окислов (брызг) же должна быть ниже температуры плавления металла, иначе резка не состоится вовсе;
- классический пропановый резак не пойдет по работу по чугуну или высокоуглеродистой стали, т.к. углерод понижает температуру плавления;
- окислы надо удалять сразу же, иначе они застынут и осложнят работу;
- металл должен иметь низкую теплопроводность, чтобы кромка не успевала остыть после предварительного нагрева.
Еще ряд рекомендаций перед началом работ:
при выборе мундштука обращайте внимание на маркировку — на них стоят буквы («А» — для ацетилена, «П» — для пропана и т.д.);
на вентилях есть стрелки с направлением и буквой, указывающей на сторону вращения при открытии («О») и закрытии («З»);
гайка штуцера под кислород имеет правую резьбу, под горючий газ — левую;
никогда не направляйте газовое оборудование для резки металла в сторону источников смеси (баллонов);
следите за шлангами; хороший газорезчик соединяет их и располагает сбоку так, чтобы не мешали процессу.
Вкратце это все, что необходимо знать про принцип работы и виды газовых резаком по металлу. Перед покупкой пользователь определяется с типом оборудования, оценивает объем работ, прикидывает, в какую сумму обойдется машина газовой резки или компактный мини-экземпляр. Если вы — опытный пользователь, который может дать рекомендации относительно резаков, поделитесь этим в обсуждении к статье.
Виды газовой резки
Классификация разделяет резку газом на различные типы, в зависимости от особенностей технологии. Наиболее распространены:
- Кислородно-пропановая (метановая, бутановая, ацетиленовая и т. д.). Применяется, если содержание кислорода или легирующих добавок не превышает 1%.
- Кислородно-флюсовая. Применяется для тех типов металла и стальных сплавов, для которых неэффективна обычная пропановая технология (высоколегированных, высокоуглеродистых сталей, чугуна и тому подобных). При использовании данного способа к месту разреза подается не только чистый кислород, но и флюс – специальный порошок. Он имеет тройное действие.
- Термическое: повышает температуру в области обработки, благодаря чему снижается процент образования тугоплавких окислов.
- Абразивное: несгоревшие частицы порошка очищают кромки среза от тугоплавких окислов ударным воздействием.
- Химическое: вступает в реакцию с тугоплавкими окислами, преобразуя их в текучее состояние, после чего они легко удаляются из среза струей кислорода.
- Копьевая. Данная технология используется для прожигания отверстий в стали или разрезании металла большой толщины. При этом способе кислород к месту разреза подается через стальную трубку, иногда для повышения температуры в точке приложения в трубку дополнительно вводится низкоуглеродистый прут, проволока или вместе с кислородом подается железный порошок. Копье прижимается к нужной точке и температура на его конце достигает в среднем 2000°C. Это позволяет прожечь даже сталь, образующую тугоплавкие окислы.
- Воздушно-дуговая. Данный способ предполагает сгорание стали под воздействием электрической дуги, а выдувание шлаков – струей воздуха.
Кризис способствует росту
– Наши продажи растут, и думаю, что по мере углубления кризиса этот рост усилится. Кризис, конечно, повлиял – произошел некоторый спад продаж по одной позиции. Но зато стал расти спрос по другим – мы перестроились и начали выпускать больше продукции по востребованным позициям. В результате наши обороты сейчас на 25-30% выше, чем за аналогичный период годом ранее.
– Мы практически не используем кредиты, живем на свои деньги. Но это не главное. Главное то, что наша продукция помогает потребителям выживать в тяжелых экономических условиях. Это в благополучные времена они могли не особенно заботиться об издержках производства и переплачивать в десятки раз за традиционную – ацетиленовую (или пропановую) – сварку. Сейчас, когда кризис заставил всех считать деньги, все большее количество потенциальных потребителей наших аппаратов становятся реальными.
– Но за снижение издержек им, наверное, придется заплатить недостатками вашего аппарата?
– Не придется. Потому что серьезных недостатков у аппарата нет, по всем основным параметрам он превосходит ацетиленовые. И особенно – по безопасности, являющейся ключевой проблемой традиционной газосварки. Разве что предельная температура у нас немного ниже – не 3200 градусов, как у ацетилена, а 2600. Впрочем, в абсолютном большинстве случаев этого достаточно. Температура плавления стали – вдвое ниже (1300 градусов), так что двойное превышение температуры пламени, необходимое для качественной сварки, пайки и резки, наша технология обеспечивает. Не является большим недостатком и потребность в электросети: основной объем сварочных работ производится на территориях, где такие сети имеются.
Наши аппараты настолько удобные, да и недорогие, что позволяют обеспечить малые предприятия и частных лиц неплохими заработками на ремонте автомобилей, ювелирке, производстве стеклянных игрушек и т.д. Достаточно иметь лишь небольшие навыки такой работы. А эксплуатационные расходы наших аппаратов очень малы. Сейчас, когда кризис нарастает и многие малые предприятия и люди теряют работу, это может помочь пережить трудные времена. Традиционная ацетиленовая сварка (да и пропановая) для этого не годится – она слишком дорогая в эксплуатации и требует специальных разрешений. Наш аппарат разрешений не требует, это фактически бытовая техника. Вообще говоря, по многим параметрам наш аппарат вполне может конкурировать с наиболее распространенной электросваркой.
Какие нюансы учесть при выборе ИГР?
На обоснование выбора модели газового резака влияют множество факторов, начиная от того, какой тип резки предполагается выполнять, и заканчивая уточнениями, сколько резак стоит. В части технической необходимо учитывать следующие моменты:
- материалами корпуса и газовых трубок должны служить медные или латунные сплавы, нержавеющая сталь;
- алюминиевая рукоятка более долговечна, чем пластмассовая;
- латунные ниппели на входе предпочтительнее, чем алюминиевые;
- материал внутреннего и внешнего мундштука ацетиленового резака – медь, для кислородно-пропанового ИГР допускается изготовление внутреннего мундштука из латуни;
- вращение вентилей должно происходить с небольшим усилием, но без заеданий;
- рекомендуется выбирать разборные конструкции, поскольку у них выше ремонтопригодность, проще чистить инжектор и трубки наконечника.
На рис
ниже отмечены некоторые внешние факторы, на которые следует обратить внимание при осмотре и выборе ИГР
На что обратить внимание при выборе газового резака
При выборе устройства необходимо проверить следующие несколько моментов:
- ниппели лучше выбрать латунные, они прослужат дольше алюминиевых;
- алюминиевая рукоятка более долговечна, чем пластмассовая;
- вентили должны вращаться без заедания, но с постоянным небольшим усилием;
- выбирайте модель с шайбой кислородного вентиля от 4 см в диаметре — регулировка подачи будет точнее и удобнее;
- материал корпуса и трубок; у пропановых резаков — медный сплав или нержавеющая сталь ;
- для ацетиленовых горелок для меди в сплаве должна быть не более 60%.
Стоит также убедиться в наличии запасных частей и расходных деталей.
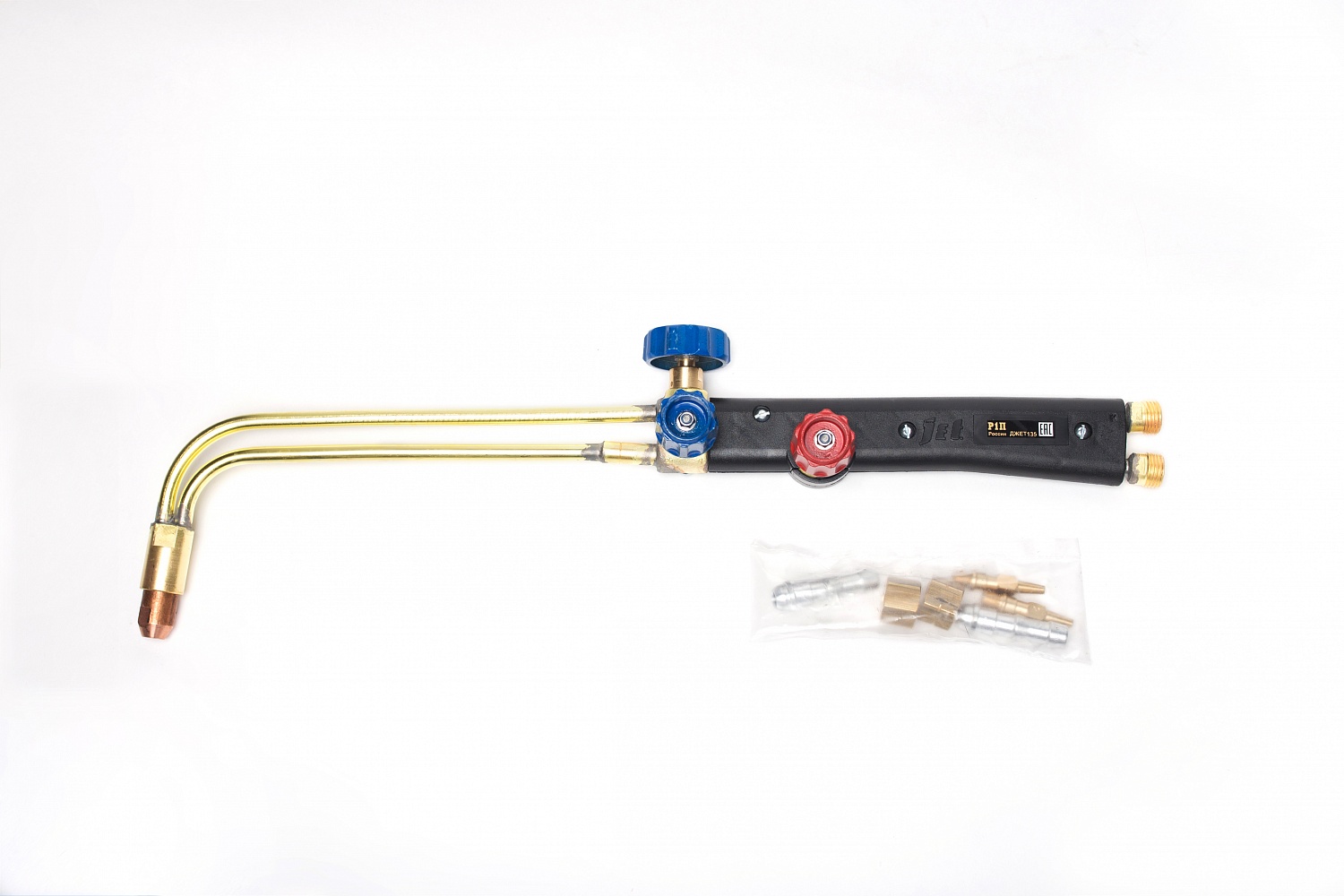
Портативные и ультрапортативные
Размеры типовых газовых инжекторных и безинжекторных резаков небольшие, однако пара тяжелых 40-литровых баллонов с кислородом и горючим газом, входящие в комплект оборудования газокислородной резки, существенно ограничивают мобильность газорезчика.Даже для выполнения единственного небольшого реза сварщик вынужден катить громоздкую тележку с газовыми баллонами.
Выход из положения – портативный пропановый резак переносного типа, оснащенный пятилитровым кислородным баллоном и пропановым баллоном емкостью 2, 3 или 5 литров. Комплект, состоящий из резака, коротких (до 5 метров) шлангов и двух баллонов умещается в пластиковом чемодане контейнерного типа либо в специальной сумке, упрочненной металлическими вставками. Такой мини резак по металлу газовый популярен у специалистов, занимающихся ремонтов холодильников и кондиционеров.
Если продолжать обзор газорежущей аппаратуры по степени ее миниатюризации, то следующей группой газовых устройств будут цанговые газовые резаки, состоящие из газового баллончика емкостью до 0,5 литра и горелки с соплом, прикрепленной к баллончику через цанговое соединение.
Температура верхушки факела пламени, сформированного узким конусом, может достигать 1300 град. Ц, что позволяет резку тонких листов металла. Если факел будет сравнительно широким, то с его помощью можно разжечь огонь в походных условиях для приготовления пищи либо отогреть замерзшие трубы.
Ультрапортативными можно считать миниатюрные резаки, которые подсоединяются к цанговому баллончику посредством гибкого шланга. Так называемый карманный резак, называемый в обиходе микрогорелкой и горелкой-паяльником, применяется для пайки электродеталей, ювелирных изделий, небольших медных трубок.
Бензорез своими руками
Простота конструкции бытовых бензорезов позволяет с легкостью выполнить такое оборудование самостоятельно, используя в качестве основы бензиновую пилу или болгарку. Такая техника отлично подойдет для работы по дому и на даче, она универсальна в использовании, имеет простую конструкцию, а выполнить ее не составит труда.
Для изготовления бензореза своими руками потребуется следующее:
- Двигатель и металлический кожух от бензопилы.
- Шкивы с диаметром 70 миллиметров.
- Отрезные круги для работы с металлом и бетоном.
- Лист прочного металла.
Из металлического листа с толщиной в 2−3 миллиметра выполняют небольшую площадку, к которой сваркой или болтами крепится кожух двигателя от бензопилы.
Привод самодельного бензореза можно выполнить самостоятельно из подходящих по размеру шкивов или использовать уже готовые конструкции от крупноразмерных болгарок или старых бензопил. От мотора непосредственно к отрезному округу крутящий момент передается прочным ремнем или цепью.







Останется лишь выполнить защитный кожух, для чего можно использовать уже готовые подходящие по размерам металлоконструкции или вырезать их из листового металла и сварить по имеющимся размерам.
Выполнить своими руками такую технику проще всего на основе мощной бензопилы, к которой дополнительно приобретается функциональная насадка бензорез. Такие насадки отличаются простотой и универсальностью использования, поэтому они подходят к большинству моделей техники и позволяют существенно расширить функциональные возможности оборудования.
Бензорез по бетону — это универсальная техника, которая используется, как в промышленности, так и востребована у дачников и владельцев частных домов. Можно с легкостью приобрести уже готовое оборудование либо изготовить его из бензопилы или подходящих по размеру болгарок. Популярностью пользуются универсальные насадки на бензопилы, что позволяет с легкостью работать с пластиком, деревом, металлом и камнем.
Правила выбора
При выборе газового резака нужно учитывать ряд рекомендаций
Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
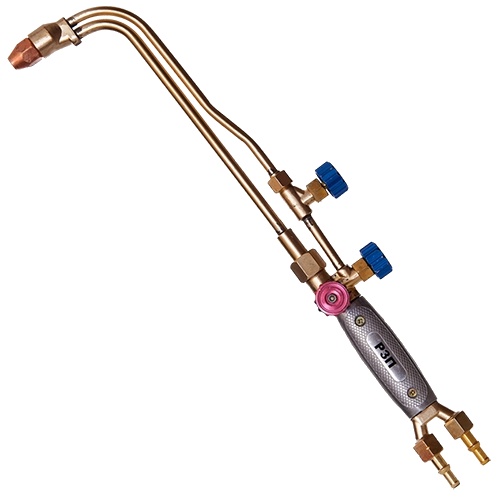
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию.
Область применения
Область применения газовых резаков весьма широка. Их используют везде, где нужно резать, паять или сваривать металл:
- на заготовительных участках машиностроительных и металлообрабатывающих заводов;
- на стройплощадках — от дачного домика до гидроэлектростанций;
- в автосервисе;
- на судостроительных верфях;
- в оборонной и аэрокосмической промышленности;
- при разборке старых металлоконструкций ;
- в производстве электроники и радиотехники;
- в ювелирном деле;
- на художественных промыслах.
Кроме того, газовый резак может стать вашим надежным и производительным помощником в домашней мастерской
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
Перед работой нужно запастись:
линейкой, специальным карандашом, угольником и рулеткой;
специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
Пол в мастерской должен быть или бетонным, или земляным.
Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление.
Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
Охлаждение деталей проводится или с помощью воды, или естественным образом.
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
Сначала закручиваем вентиль кислорода.
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
Закручиваем вентили на баллонах.
Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.