
Особенности конструкции режущих инструментов
Классификация режущих инструментов может быть выполнена с учетом различных критериев. Основной — это конструкция оборудования. В зависимости от конструкции могут быть выделены такие виды оборудования, как:
- фрезы;
- резцы;
- зенкеры;
- сверла;
- цековки;
- развертки;
- метчики;
- плашки;
- ножовочные полотна;
- шеверы;
- абразивный инструмент.
Каждый из перечисленных видов обладает некоторыми характерными конструкционными особенностями, которые и определяют принадлежность к тому или иному виду режущего инструмента. Так, однолезвенные инструменты — это резцы. Они обеспечивают возможность обрабатывать металл, применяя разнонаправленное движение подачи.
Обработка металла фрезами подразумевает выполнение вращательных движений инструментом по траектории с фиксированным радиусом. При этом направление движения подачи не совпадает с направлением оси инструмента.
Сверла — это режущее оборудование осевого типа. Их применяют в тех случаях, когда требуется изготовить отверстие в обрабатываемом материале или увеличить уже готовые отверстия. При обработке сверла совершают вращательные движения, которые для получения требуемого результата дополняются движениями подачи. Ось вращения и направление движения подачи совпадают.
Зенкеры также относятся к осевым инструментам. Они позволяют откорректировать форму и размер отверстий в металле, кроме того, с их помощью можно сделать диаметр отверстия больше. Для обработки отверстий могут использоваться и развертки. Этот тип оборудования предназначен для удаления шероховатостей со стенок отверстий. Этот процесс принято называть чистовой обработкой. Торцевые и цилиндрические участки обрабатываются таким осевым инструментом, как цековки.
Конструкция фрезов концевых обдирочных.
Для изготовления наружной резьбы на металлических заготовках цилиндрической формы используются плашки. Нарезать резьбу во внутренней части отверстий можно метчиками.
Ножевые полотна — это многолезвийные инструменты. По форме они представляют собой металлические полосы, на которых сделаны многочисленные зубья одинаковой высоты. Их применяют, если нужно отрезать кусок заготовки или сделать пазы в ней. Поступательные движения в этом случае являются основными рабочими.
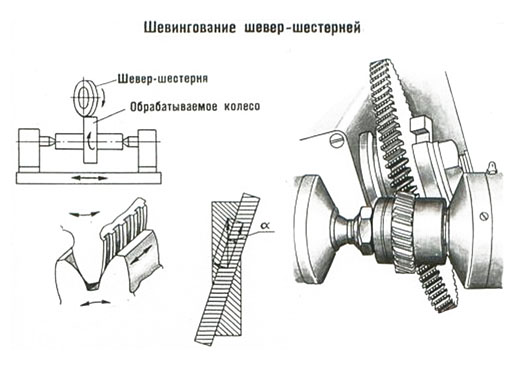
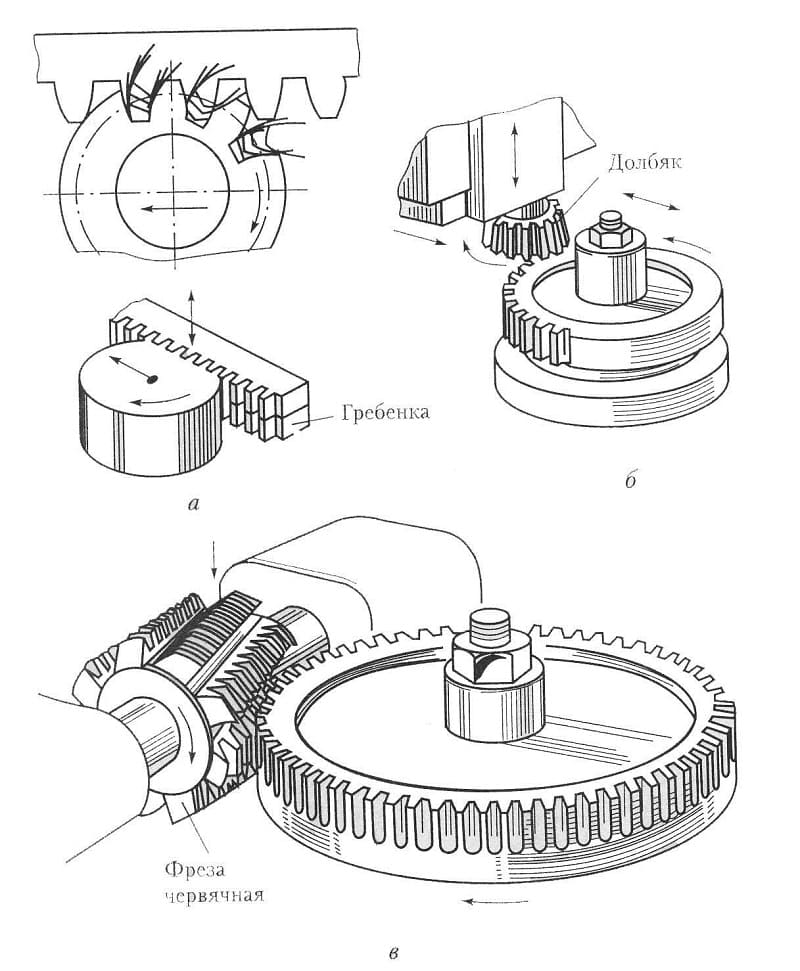
Долбяки используются для заточки зубьев на различных деталях. Например, на зубчатых колесах, валах и т. д. Зубчатые колеса также могут быть обработаны шеверами. Действие этих инструментов напоминает скобление. В результате выполняется чистовая обработка деталей.
Группа абразивных инструментов включает в себя различные приспособления и материалы для чистовой обработки деталей. Это могут быть специальные порошки, зерна, бруски, кристаллы и прочее.
Какие соблюдают правила
Безопасность работы с электроприбором должна соблюдаться в обычном порядке. Перед началом процесса проверяют электропроводку и состояние оборудования. Каждый инструмент со временем выходит из строя от длительного срока службы.
Фреза тоже может сломаться или создавать:
- вибрационные колебания;
- нагрев обрабатываемой детали вместе с инструментом;
- завивание металлической стружки;
- просадку заготовки;
- формирование наростов от обработки мягкого металла.
Подобное положение влияет на фрезу, она плохо, долго и некачественно справляется с поставленной задачей.
Есть отличительные критерии у исполнительных механизмов, которые используют в металлообработке – это разные:
- формы;
- типы;
- размеры;
- профили;
- назначение.
Поэтому, когда выбирают лучшую фрезу для дрели, чтобы работать с металлическими сплавами, сверяют параметры по всем перечисленным показателям.
Фрезерование интересная работа. В таком процессе получают конструктивно разные изделия из металла. На итоговую модель влияет сам инструмент, который использовали для выполнения операций
Важно, все параметры совместить с учетом рекомендаций опытных фрезеровщиков
Summary
Article Name
Фреза по металлу
Description
Фреза по металлу для дрели 30мм, 20мм, 6 мм, 32 мм
Author
Сарычев Александр Викторович — судебный строительно-технический эксперт, кандидат технических наук
Publisher Name
Википедия строительного инструмента
Publisher Logo
« Предыдущая запись
Принципы выбора
В многообразии оснастки может запутаться даже специалист. Поэтому при покупке насадок нужно учитывать каким критериям должны соответствовать дисковые фрезы.
Критерии
Критерии выбора дисковой фрезы по металлу:
- количество зубьев;
- материал.
Количество зубьев
От количества зубьев зависит чистота и точность резов, скорость обработки. С увеличением их количества повышается нагрузка на электродвигатель, замедляется процесс выведения металлической стружки из рабочей зоны.
Количество зубьев:
- малое — до 40;
- среднее — до 80;
- большое — более 90.
Для домашних работ нужно выбирать диски со средним количеством зубьев. Они производительные, не сильно напрягают электродвигатель, из рабочей зоны достаточно быстро выводится металлическая стружка.
Разные виды фрез (Фото: Instagram / grindingcenter)
Материал
Виды материалов:
- Чтобы разрезать металлы прочностью до 800 Мпа, нужно использовать оснастку, изготовленную из быстрорежущей стали, к которой добавляется до 5% молибдена.
- Чтобы обрабатывать металлы прочностью свыше 800 Мпа, рекомендуется применять фрезы из инструментальной стали, к которой добавляется до 5% кобальта.
- Для работы с нержавейкой подойдут специальные дисковые инструменты, на режущих частях которых закрепляются напайки, изготовленные из карбида вольфрама.
Преимущества
Положительные стороны:
- Качественная обработка заготовок.
- Получение резов высокой точности, чистоты при использовании дисков со множеством зубьев.
- Выполнение разных технологических операций.
- Универсальность применения. Можно использовать оснастку на станках разного производства.
Производители:
- Metabo;
- Корвет;
- Jet;
- «Инструмент-сервис»;
- Stayer;
- «Глобус».
Средняя цена — 1000 рублей.
Резка дисковой фрезой (Фото: Instagram / jet_tools_rus)
Правила хранения и испытания

Проверка дисковых отрезных фрез на работоспособность и стойкость происходит на образцах, которые изготовлены из стали 45, со скоростью резания 20−100 метров за минуту. Проводятся испытания на фрезерных станках с применением спецоправки и правочных колец. Общая длина фрезерования каждого инструмента, который подвергается проверке по металлу, составляет 25−50 см.







Проверочную обработку производят с обязательной подачей охлаждающей жидкости, водного раствора эмульсола. После того как испытание будет завершено, явления окрашивания на режущих частях отрезных дисковых фрез должны отсутствовать. Если после тестирования фреза готова к дальнейшей эксплуатации, считается, что испытание на работоспособность она прошла.
Внешний вид оборудования анализируется, согласно ГОСТу, визуально. Осуществляется осмотр с помощью лупы с четырёхкратным увеличением. Твёрдость проверяется по стандарту 9013, а шероховатость — 9378.
https://youtube.com/watch?v=mlUNGGL9qKo
Требования к дрели
Под фрезерованием понимается обработка предмета фрезой, она стоит в корпусе двигателя. Мастер управляет рабочими процессами, он регулирует скорость оборотов и глубину проникновения в заготовку. При работе на фрезерном станке двигается обрабатываемая часть.
Электродрель с насадками
Когда используют дрель, перемещают само устройство, которое должно подходить для фрезеровки. От этих операций требуется большая точность, где основное усилие приходится на привод.
Если в мастерской планируется выполнять небольшие фрезерные работы, которые не обещают серьезных нагрузок, подойдет обычный электроприбор.
Принцип работы такого инструмента основан на скорости движения вала, а обеспечивает её двигатель. От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу.
Элементы оснастки
Это элементы оснастки, им предстоит выполнять конкретные действия с материалом:
- углубленную выборку;
- контурную выемку;
- вырезку пазов или уступов.
Режущий элемент устанавливают с учетом:
- мощности силового агрегата;
- способов управления;
- марки дрели;
- центра тяжести.
Только на большой скорости можно чисто обработать предмет. На специальном станке достигают в среднем 25000 об/мин. У самой высоко оборотистой дрели такой показатель равен 4500 единиц. Ни на одной модели нельзя добиться такого же качества как на производственном фрезере, но она не всегда нужна в домашней мастерской и даже на строительной площадке. От ручного электрического инструмента, который передает вращательные движения оснастке требуется соблюдение условий:
- вращение вала с минимальной скоростью 1500 об/мин., желательно чтобы обороты регулировались;
- мощность механики с запасом прочности, так как фрезерование происходит с большими боковыми нагрузками;
- установку патрона, который обеспечит надежный захват хвостовика.
Если фрезеровать дрелью в не том положении, неправильно направить силы сопротивления:
- изменится вектор нагрузки, который выведет редуктор из рабочего состояния при дополнительном давлении на материал;
- двигателю понадобится частое отключение, чтобы избежать перегрев;
- якорь деформируется;
- патрон не выдержит влияния чрезмерных усилий.
Чтобы вырезать в заготовках профильные выемки с разными углублениями, выборкой или желобами, нужно подобрать не только дрель, но и режущую часть в соответствии с конфигурацией и шириной.
Сталь для изготовления фрез
Для изготовления фрез применяются только и исключительно высококачественные материалы. К таковым материалам относятся высоколегированные стали, обладающие повышенной износостойкостью к температурному воздействию. Чтобы повысить прочность оснастки при нагреве, в состав сплава вводятся твердосплавные материалы — молибден, хром, ванадий, а также вольфрам.
Для достижения высокой твердости будущего изделия, в составе сплава должно присутствовать не менее 0,7% углерода. Если количество углерода меньше этого значения, значит готовая фреза будет недостаточно твердой. В состав сплава, из которого изготавливаются рассматриваемые типы оснастки, входят следующие вещества:
- Вольфрам с молибденом — за счет этих твердосплавных материалов достигается особая прочность, высокая износостойкость и красностойкость стали
- Хром — в состав сплава входит этот элемент, количество которого ограничивается до 4%. Хром в умеренном количестве позволяет получить повышенной прочности к прокаливанию металл
- Кобальт — влияет положительно на красностойкость, но при этом его большое количество негативно отражается на прочности. Кобальт подавляет углерод, в результате чего снижается прочность
- Сера и фосфор — в составе сплавов их количество должно быть ограниченным до значения 0,03%. Чем больше серы и фосфора в составе, тем ниже качество насадки
Для изготовления фрез применяются стали марки Р6М5, Р18 и Р12. Первая марка стали является самой дешевой, но при этом получаемая оснастка обладает низкой износостойкостью. Высокая износостойкость присуща для сплавов марки Р18, в составе которых содержится много вольфрама. Марка стали Р12 отличается повышенными показателями тепловой устойчивости. Разновидности рассматриваемых оснасток в работе показаны в видео ролике ниже.
https://youtube.com/watch?v=6kiNFGZFZ2s%3F
Подводя итог, нужно отметить, что фрезы по металлу стоят достаточно дорого, поэтому покупать устройства без предварительного выяснения его назначения, крайне нерационально. Каждый вид фрезы имеет не только предназначение, но и характерные технические параметры, которые нужно учитывать, перед тем, как купить насадку для обработки металлических заготовок. Зная о том, какие основные виды фрез по металлу выпускаются современными производителями, не составит большого труда выбрать их для выполнения соответствующих манипуляций.
Публикации по теме
На перфоратор переходник для закрепления сверла
Насадка на дрель для заточки сверл и ее эффективность
Насадки на дрель, шуруповерт и болгарку для полировки авто — виды и их выбор
Какие пилки для электролобзиков бывают отличие маркировка и назначение
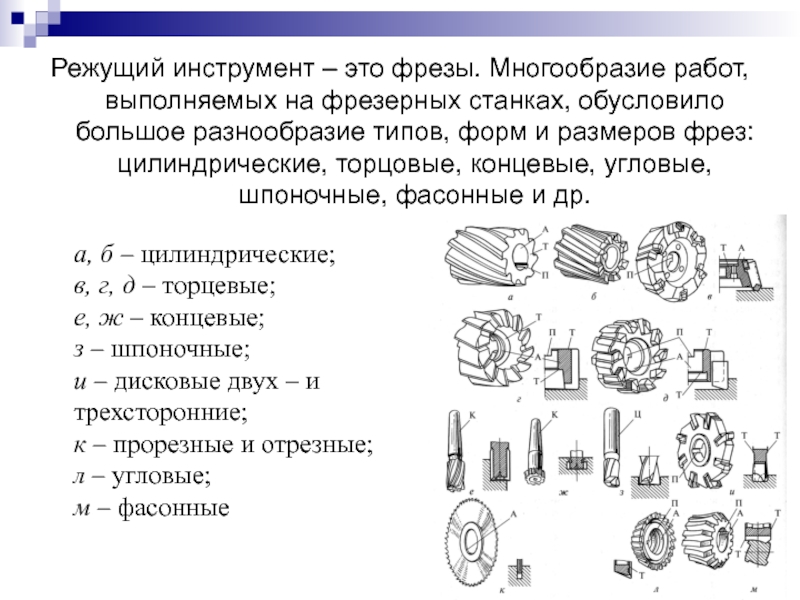
Классификация режущих инструментов
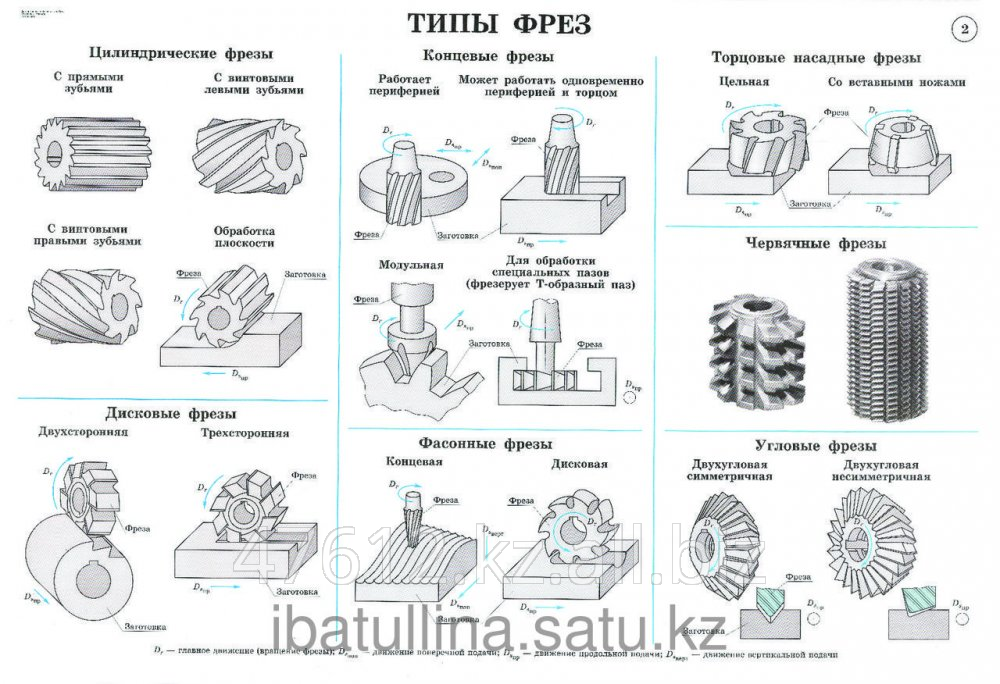
Металлорежущее оборудование, которое в наши дни используется в самых разных отраслях промышленности, а также в быту, допускает использование различных видов режущего инструмента. Перечень этих видов весьма обширен, благодаря чему существует возможность подобрать металлорежущий инструмент, наилучшим образом соответствующий особенностям выполняемых операций.
Критерии классификации описываемого инструмента весьма многочисленны, их рассмотрению посвящена настоящая статья.
Одним из основных классификационных критериев является особенность конструкции режущего инструмента. По нему выделяют такие виды, как:
- Резцы: инструмент однолезвийного типа, позволяющий выполнять металлообработку с возможностью разнонаправленного движения подачи;
- Фрезы: инструмент, при использовании которого обработка выполняется вращательным движением с траекторией, имеющей неизменный радиус, и движением подачи, которое по направлению не совпадает с осью вращения;
- Сверла: режущий инструмент осевого типа, который используется для создания отверстий в материале или увеличении диаметра уже имеющихся отверстий. Обработка сверлами осуществляется вращательным движением, дополненным движением подачи, направление которого совпадает с осью вращения;
- Зенкеры: инструмент осевого типа, с помощью которого корректируются размеры и форма имеющихся отверстий, а также увеличивается их диаметр;
- Развертки: осевой инструмент, который применяется для чистовой обработки стенок отверстий (уменьшения их шероховатости);
- Цековки: металлорежущий инструмент, также относящийся к категории осевых и используемый для обработки торцовых или цилиндрических участков отверстий;
- Плашки: используются для нарезания наружной резьбы на заготовках;
- Метчики: также применяются для нарезания резьбы – но, в отличие от плашек, не на цилиндрических заготовках, а внутри отверстий;
- Ножовочные полотна: инструмент многолезвийного типа, имеющий форму металлической полосы с множеством зубьев, высота которых одинакова. Ножовочные полотна используются для отрезания части заготовки или создания в ней пазов, при этом главное движение резания является поступательным;
- Долбяки: применяются для зуботочения или зубодолбления шлицев валов, зубчатых колес, других деталей;
- Шеверы: инструмент, название которого происходит от английского слова «shaver» (в переводе – «бритва»). Он предназначен для чистовой обработки зубчатых колес, которая выполняется методом «скобления»;
- Абразивный инструмент: бруски, круги, кристаллы, крупные зерна или порошок абразивного материала. Инструмент, входящий в данную группу, применяется для чистовой обработки различных деталей.
Следующим классификационным критерием является вид поверхности, обработка которой осуществляется с помощью металлорежущего инструмента. По нему выделяют следующие инструменты:
- Применяемые для обработки тел вращения, наружных фасонных, а также плоских поверхностей: в данную группу включаются описанные выше резцы и фрезы, абразивные круги и некоторые другие изделия;
- Используемые для обработки отверстий: речь идет о зенкерах и сверлах, расточных резцах и протяжках;
- Инструменты, с помощью которых выполняется нарезка резьбы: в эту группу входят плашки, метчики, накатные ролики, ряд других изделий;
- Применяемые для обработки поверхностей звездочек, шлицевых валов, зубьев колес: эти операции выполняются с помощью пальцевых и дисковых фрез, обкаточных резцов и долбяков, шлифовальных кругов и шеверов. Нельзя не упомянуть протяжки, сдвоенные головки-фрезы и зубострогальные резцы (они предназначены для нарезания прямозубых колес конического типа), а также конические фрезы червячного типа и зубострогальные головки (с помощью этих инструментов нарезаются колеса конического типа со спиральными зубьями).
Еще одним критерием классификации металлорежущего инструмента является принцип его взаимодействия с материалом. По нему выделяют такие инструменты, как:
- Обычные;
- Ротационные, круговое лезвие которых непрерывно обновляется.
Кроме того, специалисты указывают на такой классификационный критерий, как тип изготовления, выделяя при этом:
- Цельный режущий инструмент;
- Составной инструмент, конструкция которого представляет собой неразъемное соединение нескольких элементов;
- Сборный инструмент, отличающийся разъемным характером соединения элементов, которые его образуют.
По способу соединения со станком выделяют насадной, хвостовый и призматический инструмент.
Наконец, по такому критерию, как способ применения, выделяют ручной, машинный, а также машинно-ручной металлорежущий инструмент.
Эксплуатация и хранение
Особенности:
Хранить насадки лучше в специальных футлярах
Если их нет, для них нужно подготовить отдельный ящик и расположить его в сухом месте с низким уровнем влажности.
Важно регулярно проверять остроту режущих частей. Если оснастка затупилась, нужно отдать ее на переточку или заменить.
Чугун можно обрабатывать только на низких оборотах, другие металлы в разных режимах.
При работе в рабочую зону нужно добавлять охлаждающую жидкость.
С помощью дисковых фрез по металлу можно выполнять разные технологические операции
При их выборе важно учитывать определенные моменты, чтобы не столкнуться с разными проблемами. При правильном хранении, настройке, работе с оснасткой можно получить высокое качество обработки металлических заготовок
Критерии выбора, производители, требования

Фрезы можно приобрести как в онлайн, так и в офлайн магазинах. В комплекте с аппаратом для маникюра часто идет стартовый набор, если его нет, лучше составлять список нужных инструментов самостоятельно, и приобретать по отдельности инструменты хорошего качества с отзывами.



Можно приобрести недорогой стартовый набор отдельно, но в результате в нем окажется несколько хороших рабочих насадок, а остальные будут лежать без дела.
Проверенные производители аппаратов для маникюра и комплектующих к ним с высоким рейтингом, отзывами, хорошо представленные в магазинах:
Какие фрезы лучше для аппаратного маникюра? Опытные мастера хвалят инструменты немецкого производства за их качество и выносливость, а в повседневной работе выбирают и фаворитов отечественного рынка.
В зависимости от производителя меняется и ценовая категория материалов. Стоимость фрезы начинается от 100 рублей и может достигать 1000 рублей и выше. По такой же цене в том же магазине можно купить целый набор из 10-30 насадок. Ориентируйся на качество и производителя.
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Контроль внешнего вида фрез осуществляется при помощи лупы ЛП-1-4´ по ГОСТ 25706.
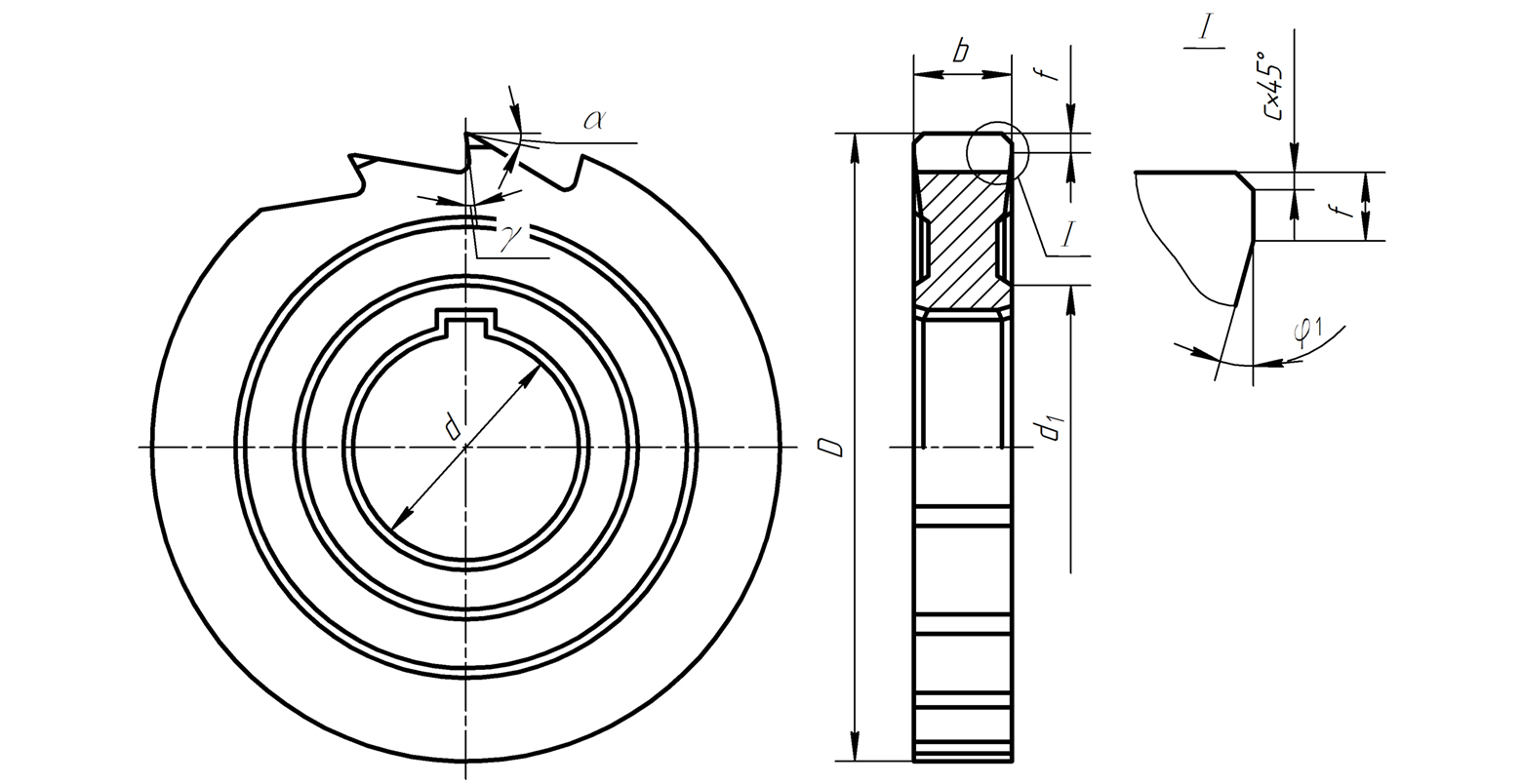
4.2. Параметры фрез должны контролироваться средствами измерения, имеющими погрешность не более:
при измерении линейных размеров — значений, установленных ГОСТ 8.051;
при контроле параметров 2 — 7 п. 2.7 — значений, установленных ГОСТ 17336.
4.3. Параметры шероховатости поверхностей фрез должны контролироваться: Rz — на приборах типа ПСС по ГОСТ 9847, R
a — на профилометрах по ГОСТ 19300.
Допускается проверять параметры шероховатости путем сравнения с контрольными образцами, имеющими указанные в п. 2.5 значения параметров шероховатости, или с образцами шероховатости поверхностей по ГОСТ 9378. Сравнение проводят при помощи лупы ЛП-1-4´ по ГОСТ 25706.
4.4. Испытания фрез должны проводиться на фрезерных станках, соответствующих установленным для них нормам точности и жесткости.
4.5. Твердость фрез контролируют по ГОСТ 9013 на приборах типа ТР по ГОСТ 23677.
4.6. Фрезы следует испытывать на заготовках из стали марки 45 по ГОСТ 1050, твердостью 170 … 197 НВ.
4.7. Фрезы испытывают на полную глубину:
за один проход при t
£ 25,4 мм;
за два прохода при 25,4 < t
£ 50,8 мм;
за три прохода при t
> 50,8 мм.
4.8. В качестве смазочно-охлаждающей жидкости следует применять индустриальное масло 20 А по ГОСТ 20799 с расходом не менее 40 л/мин.
4.9. Испытания на работоспособность следует проводить на режимах, указанных в табл. 4.
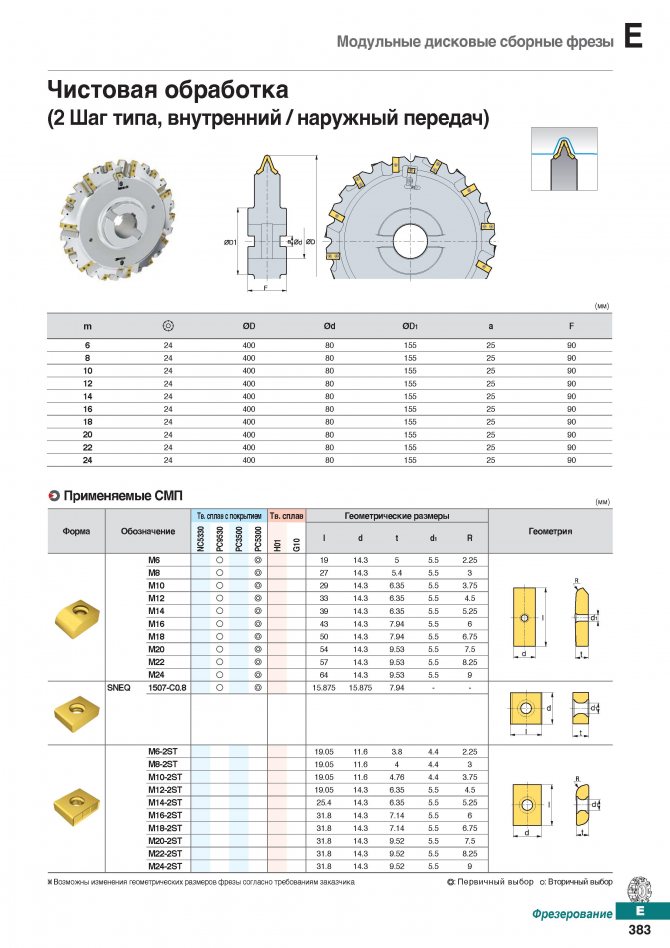
Таблица 4
| Шаг цепи, мм | Скорость резания v, м/мин | Подача S,
мм/об |
Вид обработки |
| От 6,35 до 12,7 | 29 | 1,5 | Однопроходное зубофрезерование |
| Св. 12,7 » 25,4 | 25 | 1,7 | |
| Св. 25,4 до 50,8 | 20 | 2,0 | Многопроходное зубофрезерование |
| » 50,8 | 15 | 2,5 |
4.10. Испытания фрез на работоспособность следует проводить в течении 10 мин для шага до 50,8 мм и 15 мин — для шага более 50,8 мм.
После испытаний фреза не должна иметь выкрошенных и смятых режущих кромок и должна быть пригодна для дальнейшей работы.
Особенности монтажных пил
Основные элементы инструментов — платформа (основание), рабочий стол для заготовки и отрезной диск (абразивный — в случае с металлом). Классифицируется отрезная машина по типу привода. Он бывает:
- ременным;
- прямым.
Условное деление монтажных пил на бытовые и профессиональные происходит по двум критериям — мощности оборудования и типу привода. Так, инструмент с прямой передачей считается любительским, с ременной — профессиональным.
https://youtube.com/watch?v=pr_NmWaHOpw
Классическая монтажная дисковая пила по металлу в действии отличается от маятниковой. Далее приведены некоторые особенности оборудования, к которым пользователь должен быть готов перед работой.
- При резке заготовки под углом возможно ее смещение. В результате диск способен повредить станину изделия. Во избежание этого рекомендуется использовать дополнительную струбцину для фиксации заготовки в тисках.
- Пуск оборудования сопровождается сильным толчком — к этому нужно быть готовым.
- Машина отрезная монтажная — весьма шумный агрегат, поэтому при резке металла (особенно длительной) стоит использовать беруши или наушники.
- По окончанию работ на заготовке в месте реза появляется тонкий заусенец, который легко срезается обычной болгаркой. Рекомендуется иметь ее наготове.
Шпоночная фреза и ее конструктивные особенности
Ключ-фрезы, конструктивно представленные в виде стального стержня с рабочими кромками сбоку, напоминают сверло по металлу. На боковых гранях помимо режущей части выполнены выемки в виде витков. Они предназначены для образования острых кромок и сколов во время работы.

Для изготовления шпоночных фрез используется быстрорежущая легированная сталь. Ключевой резец имеет конструктивное сходство с концевыми насадками. Основное отличие шпоночного приспособления состоит в том, что его рабочие кромки являются боковыми кромками. Оборудование предназначено непосредственно для изготовления шпоночных пазов в металлических заготовках. Насадки бывают с цилиндрическим и коническим хвостовиком по ГОСТ 9140.
Интересно Благодаря своей конструкции аксессуары для шпоночных пазов позволяют фрезеровать в двух направлениях.
https://youtube.com/watch?v=99LdqvylpH4%3F
Устройство и принцип работы инструмента
Металл обрабатывается благодаря множеству лезвий, которые располагаются на зубчатом теле фрезы. При вращении инструмента происходит фрезерование, во время которого одновременно несколько зубцов контактируют с материалом, срезая слои различной толщины.
Изготавливаются рабочие зубцы из твёрдых металлов, быстрорежущей стали, кардной проволоки или минеральной керамики. В некоторых случаях фрезу делают с алмазным напылением.




В зависимости от вида зубцов и устройства оборудования различают такие типы фрез:
- Сварные.
- Цельные.
- Сборные.
Цельное приспособление состоит из единого металла. Основными их частями являются рабочий участок (у концевых) или тело дисковой формы (у насадочных) и корпус-хвостовик.
К типу насадочному относят отрезные и дисковые инструменты. Они, в свою очередь, могут быть сварными или цельными. У сварных инструментов хвостовик и рабочая часть изготавливаются из различных металлов и друг к другу крепятся при помощи сварки.
Сборное оборудование тоже изготавливается из нескольких металлов (чаще всего двух), но они не намертво прикреплены друг к другу. Их части фиксируются при помощи болтов, винтов или клиньев. Основной частью сборных фрез является корпус, а вот резцы можно точить или заменять. Резцы чаще всего выполнены с твердосплавными напайками или из быстрорежущей стали.
Из чего делают насадки и какие бывают типы фрез
Все виды фрез имеют режущие кромки, посредством которых осуществляется обработка металла. Зубья контактируют с металлом, срезая при этом слои разной толщины
Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
- Быстрорежущая и углеродистая сталь
- Минеральная керамика
- Карданная проволока
Для обработки высокопрочных материалов применяются фрезы, имеющие алмазное напыление. Использование качественных материалов влияет на стоимость оснастки, поэтому хорошие фрезы никогда не будут стоить дешево. Низкокачественные насадки изготавливают из дешевых сплавов, что в итоге отражается на сроках службы оснастки
Именно поэтому перед покупкой фрезы по металлу нужно обратить внимание на производителя, а также на наличие сертификата качества, подтверждающих подлинность продукции
По конструкции рассматриваемые насадки классифицируются на три основных типа:
- Сварные — соединение рабочей части (резца) и хвостовика достигается посредством сварочного шва
- Цельные — изготавливаются путем литья готового изделия
- Сборные — их еще называют разборными. Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Сварные и цельные фрезы по металлу изготавливаются из разных материалов — хвостовик из одного материала, а рабочая часть из другого более прочного. Сборные также изготавливаются из разных материалов, а главное их отличие от сварных и цельных в том, что рабочая часть по мере износа может быть заменена. Соединение сборных фрез с хвостовой частью осуществляется разными способами, от чего применяются соответствующие соединители — болты, клинья или винты.
Это интересно! Сборные фрезы по металлу стоят дороже, чем цельные и сварные. Самые дешевые — это сварные борфрезы, так как их главный недостаток в том, что они имеют слабое место — сварочное соединение. Сварные шарошки — это отличный вариант для домашнего применения.
Производители
При выборе резцов следует ориентироваться не на лучшую цену, а на соответствие продукции требованиям государственного стандарта. Произведенные по техническим условиям резцы вряд ли прослужат долго, да и заточить их будет проблематично. Несоответствие стандарту прямо указывает на изменение состава материалов в сторону удешевления. Например, для сплава ВК8 разница в несколько процентов кобальта кардинально меняет прочностные и температурные характеристики.
Только продукция, произведенная по ГОСТ, может обеспечить заявленные параметры и обеспечить бесперебойный технологический цикл.