
Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.

Какой драчевый напильник — круглый или плоский — пригодится дома?
Очень популярным вопросом можно назвать то, какой, плоский или круглый инструмент пригодится в бытовых условиях. Среди большого разнообразия тяжело подобрать самый лучший вариант выполнения. Собственно поэтому советы по выбору отличаются следующими характерностями:
- При проведении серьезного ремонта дома следует предпочтение лучше отдавать хорошему набору инструментов. Связывают это с тем, что низкокачественная продукция не сможет прослужить в течение долгого периода.
- Если первоначальная задача состоит в изготовлении конструктора для ребенка либо иных маленьких изделий, то можно выбрать дешевые напильники или рашпиль.
В общем необходимо заявить, что базовым вариантом считается плоский напильник. Он подойдет для проведения фактически всех видов работ.

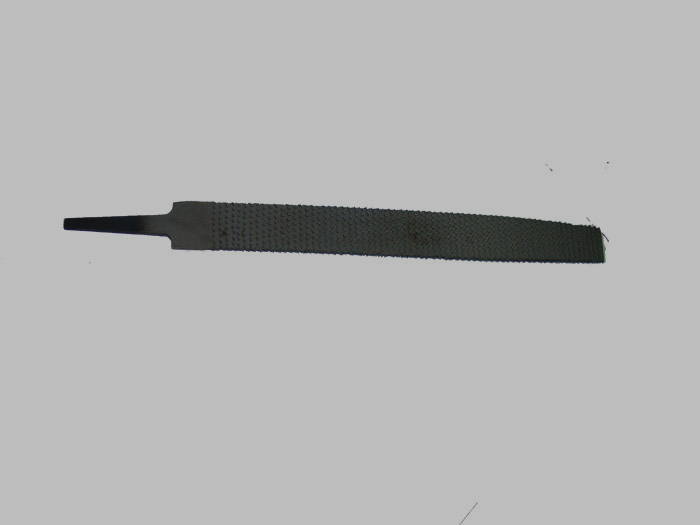
В отдельную категорию инструментов необходимо отнести рашпиль. В большинстве случаев он напоминает драчевый напильники, впрочем отличается собственными некоторыми характерностями. Примером можно назвать такие моменты:
- Плоский вариант выполнения драчевого напильника практически всегда используется для работы с вогнутыми поверхностями.
- Современные плоские рашпили оборудуются удобными рукоятками, благодаря им значительно упрощается задача по отделке поверхности.
- Встречаются и круглые рашпили. Они снабжены двухкомпонентными рукоятками. За счёт круглого сечения имеется возможность провести обработку самых разных отверстий, которые имеют неравномерную поверхность.

Напоследок напомним, что напильники считаются очень важным инструментом, который можно встретить в наборе фактически всех слесарей. В продаже встречается много самых разных наборов, по этому больших проблем с выбором не появляется. Более всего в наши дни востребован продукт заграничных изготовителей, так как заявленные характеристики почти всегда соответствуют настоящим. При приобретении рекомендуется провести зрительный осмотр, так как даже небольшие изъяны должны отсутствовать.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Основные навыки работы с напильником

Секрет долгой службы драчевого оборудования заключается в следующем:
- Аккуратное пользование. Это включает не только правильную работу слесарной оснасткой, но и условия хранения. Драчевый инструмент нельзя держать вместе с другими узлами и деталями. Лучше приспособить для этого специальный стенд, где каждая единица занимает свое определенное место.
- Исключить попадание влаги (ведет к коррозии), масел и жиров (отрицательно сказываются на остроте насечки).
- Избежать «забивания» зубьев мягким материалом, который потом трудно вычистить, поможет натирание мелом.
- Не допускается применять драчевый крупнозубный инструмент для снятия окалины, это неизбежно приведет к выкрашиванию отдельных элементов насечки.
- Рекомендуется всегда начинать работу с новым напильником на более пластичных материалах: алюминии, бронзе, латуни, – а уже потом переходить к стали.
- Завершив черновое опиливание детали, напильник тщательно очищают с помощью щетки, промывают бензином, высушивают и помещают на хранение.
Виды насечек напильников
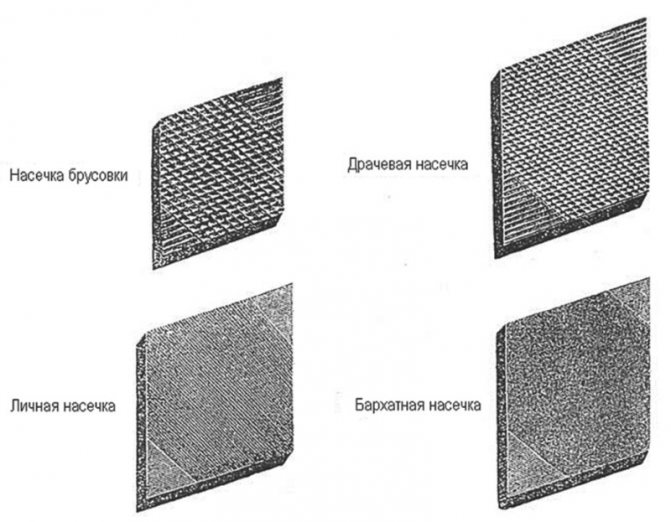
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2-0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02-0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876-54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35-40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513-67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54-60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3-3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
http://100metrov.com.ua/images/napilnikiraznue5.jpg










При этом напильники достаточно широко применяются в разных сферах. Они используются для обработки деталей из дерева, металла и других материалов. Они применяются для заточки цепей или полотен пил. Они бывают полезны при установке и сборке различных конструкций.
Таким образом, ценность и необходимость напильника как инструмента не подлежит сомнению. Именно поэтому попытаемся определиться, как выбрать подходящий экземпляр.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Предназначение и описание инструмента
Основной сферой применения для таких инструментов является обработка металлических и прочих заготовок. Список работ для них включает несколько операций:
- Очистка различных поверхностей от въевшейся грязи и ржавчины.
- Черновая и финишная полировка.
- Доработка изделия до конечных размеров.
- Шлифование мест ударов, срезов, заусенцев, сварных швов.
- Зачистка окисленных контактов.
- Заточка зубьев пил и ножовок.
Такие работы выполняются при помощи соприкосновения граней приспособления с нанесёнными насечками и поверхности обрабатываемого материала. Увеличивая силу нажатия, число движений и скорость перемещения напильника можно повысить глубину обработки.
Разновидностей таких инструментов много и каждый используется для конкретных нужд. Применение напильника не по назначению ухудшает качество обработки и снижает срок его службы.

О том, какие бывают напильники, знают все. За долгие годы применения внешний вид приспособления и область использования кардинально не изменились. Даже на современных высокотехнологичных предприятиях множество работ по конечной доводке изделий производится напильниками.
По своей сути напильник — это режущий инструмент, который выглядит как стальная заготовка с насечками и насаженной рукояткой или заострённым концом для неё. Она бывает сделана из дерева или пластика и присутствует в составе конструкции в целях обеспечения удобного и безопасного рабочего процесса.
Основная масса таких инструментов имеет прямоугольную, треугольную или округлую форму, но другие виды не исключаются.
Как выбрать надфиль?
Выбирая надфиль для работы, стоит внимательно осмотреть его в магазине. Материал изготовления инструмента зависит от типа материала, с которым предстоит работать. Для обработки керамики и стекла применяются алмазные надфили с разной зернистостью. Фогольцевые напильники используются в работе с ювелирными украшениями
Специалисты рекомендуют обратить внимание на ряд моментов перед покупкой
- Заводские дефекты, повреждения должны отсутствовать на его поверхности. Увидеть трещины на небольшом напильнике бывает невозможно, в этом случае поможет хитрый прием – следует ударить надфилем по любому твердому предмету и послушать звук, если он звонкий – инструмент можно брать.
- Небольшое искривление надфиля допустимо, это не считается дефектом. Слишком искривленный инструмент стоит положить обратно на полку, пользоваться им нельзя, он может быстро выйти из строя и даже сломаться.
- Внимательно необходимо осмотреть насечки на напильнике – они должны быть острыми, нанесены без пропусков, параллельно друг другу.
- Никакой ржавчины и грязи на поверхности быть не должно.
Насечки надфилей
ГОСТ 1513-77 был утвержден специально для определения типа насечек на надфилях. Значение указывается на ручках для удобства мастеров. Маленькие надфили имеют закономерность: с повышением номера насечек, напильник становится грубее в работе. Специалисты различают пять видов их нанесения:
- 1 и 2 – от 28 до 56 насечек на 1 см поверхности инструмента;
- 3, 4 и 5 – от 40 до 112 насечек.
Формы надфилей
Большой набор инструментов необходим для работы с любыми видами заготовок и для зачистки различных поверхностей
Понимать, какой напильник необходимо подобрать в конкретном случае, важно для достижения оптимального результата
- надфиль квадратный – напильник, которым можно отшлифовать пазы и углубления разного размера;
- ромбовидный надфиль незаменим для нанесения на поверхности разнообразных насечек;
- надфиль трехгранный можно применять для шлифования углов;
- клиновидные напильники с острыми наконечниками используются ювелирами;
- плоские считаются универсальными инструментами, незаменимыми для любой шлифовки;
- овальные и круглые надфили хороши для обработки отверстий различных размеров;
- игольчатые миниатюрные напильники применяются ювелирами при обработке украшений из драгоценных металлов;
- надфиль полукруглый , имеющий одну плоскую сторону, считается универсальным инструментом и может применяться для разных работ.

Ручка для надфиля
Какую пилку выбрать без рукоятки, или с удобной ручкой, каждый мастер решает самостоятельно. Все плотники знают, что тонким надфилем без ручки работать не очень удобно, но такие напильники занимают меньше места. Для удобства рукоятка напильника должна быть длиннее, чем его рабочая часть. Сколов и зазубрин на ее поверхности быть не должно. Маркировка надфиля на рукоятке – обязательна. Существуют инструменты с удобными съемными ручками. Можно купить универсальный вариант для нескольких инструментов, изготовленный из:
- современных пластиковых материалов;
- дерева различных пород, покрытого лаком;
- резины и каучука.
Маркировка надфилей
Согласно ГОСТ 1513-67 все напильники должны иметь соответствующую маркировку. Самые главные параметры надфилей для заточки, согласно утвержденным стандартам:
- Твердость стали, из которой изготовлен напильник, определяется по категориям и маркируется буквой У (углеродистая сталь), за которой следует цифра.
- Зернистость напильников обозначается цветными полосками на ручках инструментов, красная характеризует параметры от 160/125 до 10/80, синяя – от 80/63 до 63/55 зерен. Надфили без полос – самые мелкозернистые, имеют плотность от 50/40 до 40/28 зерен.
Напильники
Лезвие напильника, как правило, изготавливается из прочной инструментальной стали, некоторые модели имеют насечку с алмазным напылением для обработки очень твердых металлов. Обычно алмазный напильник стоит дороже модели со стандартными металлическими зубцами. Крупные модели имеют эргономичную рукоятку из древесины или пластика.
В арсенале полезно иметь напильники разного типа, также полезным будет приобрести набор напильников, удовлетворяющий ваши нужды.
Разновидности напильников
Существует несколько классификаций напильников. Рассмотрим самые основные из них.
По форме сечения все напильники делятся на несколько групп:
- напильник плоский
- напильник круглый
- напильник квадратный
- напильник трехгранный
- напильник ножовочный
Плоские напильники применяются для обтачивания плоских и выгнутых поверхностей снаружи и внутри. Самый популярный тип.
Круглый напильник для обработки отверстий и круглых углублений.
Квадратный – для пазов, отверстий в форме квадрата и прямоугольника.
Трехгранный напильник используется обычно для обтачивания внутренних углов.
Ножовочный (или ножевидный) принадлежит к особой группе и имеет треугольную вытянутую форму, расширяющуюся кверху. Используется для обработки наклонных пазов.









По насечкам:
- Драчевый напильник – предназначен для грубого снятия слоя, эффективен в работе с древесиной или металлом для снятия ржавчины.
- Личный – самый часто использующийся вариант, применяется повсеместно в столярном и слесарном деле, а также в быту. Качественно удаляет верхний слой с поверхности любого материала.
- Бархатный напильник – имеет самые мелкие зубцы и применяется для чистовой шлифовки.
Ключевые параметры при выборе напильникаНазначение. Данная характеристика показывает, для обработки какого материала предназначен напильник.
- Для работ по дереву существуют специальные напильники – рашпили, по форме полотна могут быть плоскими и круглыми. Используются для грубой обработки изделий из дерева.
- Также есть напильник надфиль. Это меньший по размеру напильник, использующийся в мелких работах по заточке. Он тоже может быть разной формы: овальный, прямоугольный, треугольный и др., и с насечками разного типа.
- Напильники общего назначения могут обрабатывать разные материалы: от металла до пластмассы.
- Инструмент специального назначения используется в профессиональной сфере на производстве и для ручной обтачки в быту или в мастерской они не подходят.
Длина рабочей части. Длинные напильники (20-40 см) более удобны в работе, так как увеличивается шаг и амплитуда движений более свободная. Благодаря этому обработка детали происходит быстрее. Но для работы с мелкими заготовками или обтачивания труднодоступных мест удобнее будет маленький и узкий инструмент.
Сопутствующие товары
Для безопасной работы с напильником и любым другим ручным инструментом для защиты рук требуются специальные перчатки, которые уберегут пальцы и ладони от царапин и повреждений.
Где купить напильник
Правила работы напильником
Для того, чтобы выполнять задачи, ради которых устройство было создано, необходимо его рифлёную зону с небольшим усилием приложить к зоне, которую предстоит опиливать. Затем, не ослабляя прижима, привести в движение. Зубцы насечки инструмента начнут снимать верхнюю часть с обрабатываемой детали. Это действие определяется техническим термином – «Послойное срезание материала с поверхности». Качество среза является результатом правильности выбора номера насечки, а производительность определяется силой прижатия и частотой перемещений инструмента по заготовке. Окончательная обработка детали ведётся личневым или бархатным напильником. Обработка дерева производится рашпилем.
Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Виды напильников
Инструменты объединяются в группы по таким параметрам, как:
- Сечение режущей части
Профили сечений имеют вид геометрических фигур. Чаще используются круглая, плоская, овальная формы.
- Плоская форма выбирается для обработки уплощенных поверхностей, наружных или внутренних.
- Круглый и овальный инструмент применяется для опиливания отверстий и полукруглых углублений.
- Для обработки шлицев и канавок подойдут изделия ромбической формы. Они незаменимы при опиливании зубьев шестерен.
- Трехгранные формы используются для формирования углов 60° в пазах, углублениях и канавках, а также при заточке пил.
- Изделия с квадратным сечением удобны для обработки отверстий в форме квадрата.
- Длина режущей части
Размер полотна представлен в диапазоне от 50 до 500 мм. Чем больше давление на поверхность, тем длиннее выбирается режущая часть.
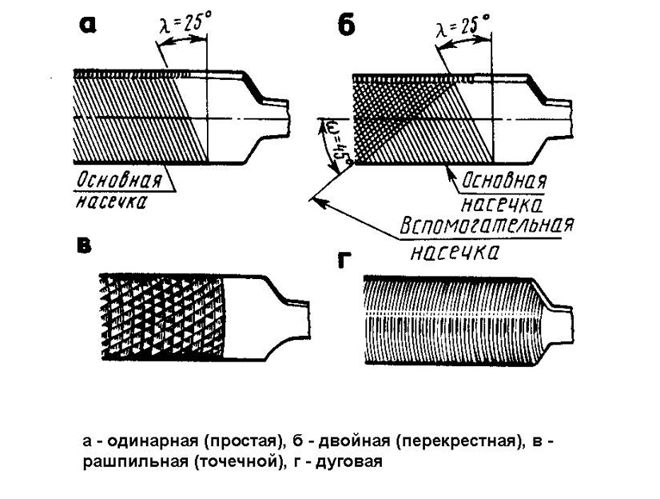
- Взаимное расположение насечек
Напильники выпускаются с одинарной и перекрестной насечкой.
- Инструменты с одинарной насечкой, как правило, используются для удаления заусенцев и для обработки мягких материалов.
- Изделия с перекрестной насечкой, например, в виде ромбов характеризуются высокой производительностью, поэтому им отдается предпочтение при больших объемах работ.
- Марка используемой стали
Драчевый напильник должен выдерживать большую длительную нагрузку, поэтому для его изготовления не допускается использование простых сталей. Продукт изготавливают из инструментальной закаленной стали или из легированных сплавов, которые не ржавеют.
- Количество насечек на единицу площади (см. таблицу)
В зависимости от этого параметра выпускаются напильники 3-х видов: драчевый, личной, бархатный с разными номерами насечек.
Наименования, характеристики, назначения напильников
| Наименование | Номер насечки | Количество насечек на 1 см | Толщина срезаемого слоя, мм | Точность, мм | Назначение |
| Драчевый | 0 1 | 5 — 12 | 0,05 — 0,15 | 0,1 — 0,2 | Грубая (черновая) обработка |
| Личной | 2 3 | 13 — 25 | 0,02 — 0,06 | 0,02 — 0,05 | Чистовое опиливание (промежуточное) |
| Бархатный | 4 5 | 25 — 80 | 0,01 — 0,03 | 0,01 — 0,005 | Финишная обработка (окончательная) |
Для удобства инструменты снабжаются прочными деревянными, металлическими или пластмассовыми ручками. Часто драчевые напильники выпускаются без рукоятки. В этом случае насечки нарезают с двух сторон: мелкую на одной стороне, крупную — на другой.
Приемы опиливания
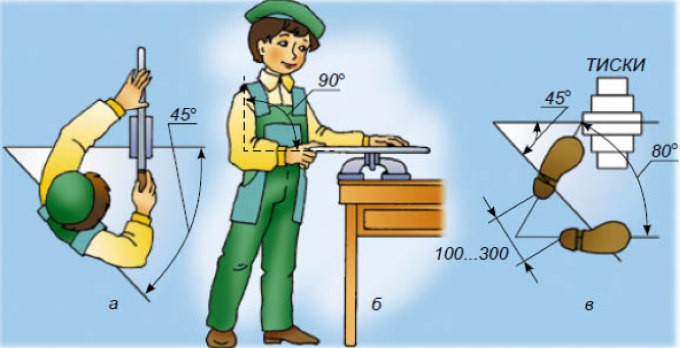
Наибольшая производительность труда при опиливании обеспечивается при расположении верхней поверхности губок тисков на уровне локтя рабочего (рис. 6, а). Существенное влияние на производительность опиливания оказывает положение ног и корпуса рабочего при работе.
Наиболее удобное положение такое, при котором корпус слесаря составляет примерно 45° с линией, проходящей через губки тисков (рис. 6, б). Левая нога слесаря должна быть выдвинута вперед носком в сторону рабочего движения напильника на расстояние 150–200 мм от переднего края верстака и должна воспринимать почти весь вес тела. Правая нога должна быть отдалена от левой на 200–300 мм. Угол между средними линиями ступней должен составлять примерно 60– 70° и правая нога должна быть упором (рис. 6, в).
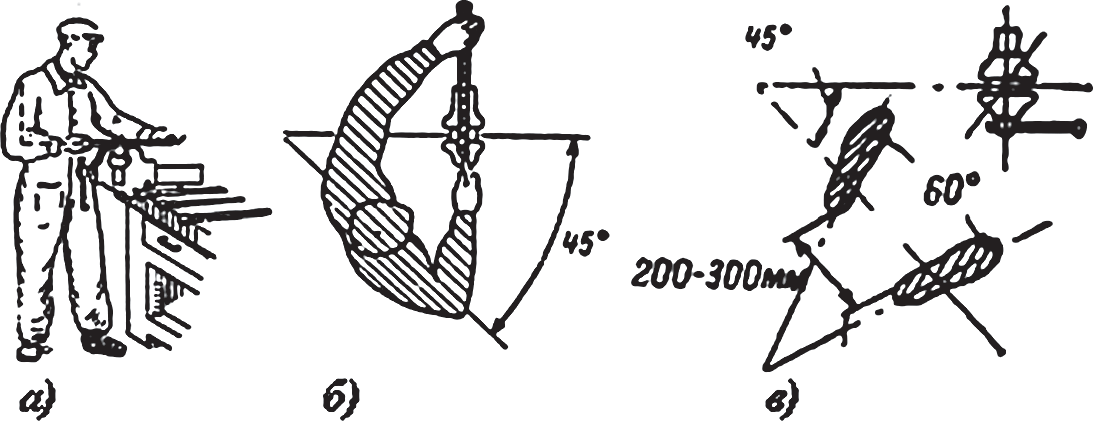
Рис. 6. Приемы опиливания
Для снятия напильником толстых слоев металла приходится нажимать на напильник с большей силой, и поэтому правую ногу отставляют от левой на 500–700 мм, так как в этом случае нагрузка на нее больше, чем в первом случае. При слабом нажиме на напильник, например при доводке или отделке поверхности детали, ноги ставят почти рядом.
Существенным является координация движений слесаря и усилий, прикладываемых к напильнику (рис. 7).
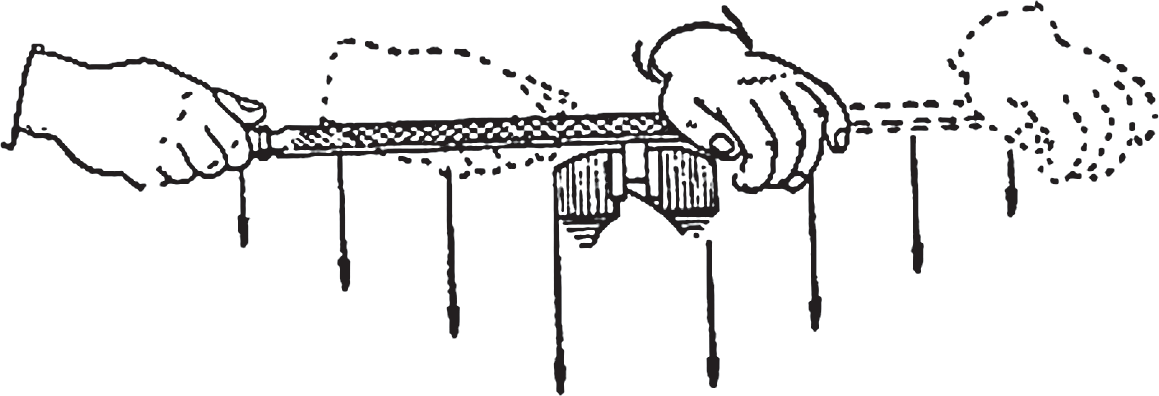
Рис. 7. Схема распределения усилий нажима рук при опиливании
Движение напильника должно быть строго горизонтальным, поэтому вертикальные усилия на рукоятку и нос напильника должны изменяться в зависимости от положения точки контакта напильника с деталью. При рабочем движении напильника усилие левой руки необходимо постепенно уменьшать. Регулируя усилие нажатия на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. Прижимать напильник к детали необходимо только при рабочем ходе (от себя). Во время обратного хода напильник должен лишь скользить по поверхности. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе.
Если плоскую поверхность опиливают особенно тщательно, ее проверяют «на краску». Окрашенные места опиливают, а затем поверхность снова проверяют по краске. Так продолжают до тех пор, пока не будет достигнута необходимая точность обработки поверхности.
Правильное положение рук при черновом опиливании показано на рис. 8. Темп движения напильника зависит от его величины и выполняемой работы. Опиливание идет быстрее, если темп движения взят небольшой, а стружку снимают большую.








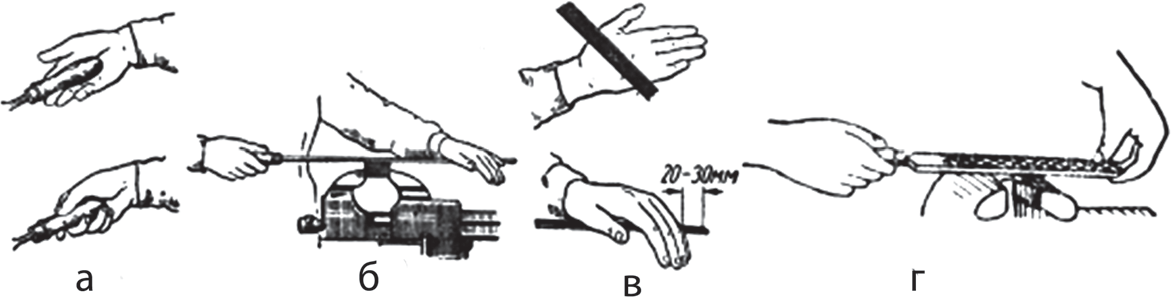
Рис. 8. Приемы работы напильником: а — положение ручки напильника в правой руке; б — выполнение опиливания; в — положение левой руки на напильнике; г — положение левой руки при чистовом опиливании
При чистовом опиливании вертикальное усилие нажатия на напильник должно быть значительно меньше, чем при черновом опиливании. В этом случае левой рукой нажимают на нос напильника не ладонью, а лишь большим пальцем (рис. 8, г). На поверхности заготовки напильник оставляет следы зубьев, которые называют штрихами или рисками. По равномерности штрихов определяют качество опиливания. Для уменьшения глубины штрихов и лучшего выравнивания плоскостей изменяют положение рук и периодически изменяют направление опиливания, в результате получается перекрестный штрих.
При опиливании металлов (особо вязких) между зубьями напильников набивается стружка, которая мешает дальнейшей работе и царапает поверхность обрабатываемой заготовки. Поэтому напильники периодически чистят щетками.
Рабочую поверхность личного напильника с целью предупреждения царапания покрывают мелом. Мел заполняет пространство между зубьями напильника, и стружка не попадает во впадины между насечками.
Опиливание поверхности обычно заканчивают ее отделкой. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, которой обертывают напильник, и абразивными брусками. При этом направление движения напильника может быть поперечным, продольным или круговым штрихами (рис. 9).
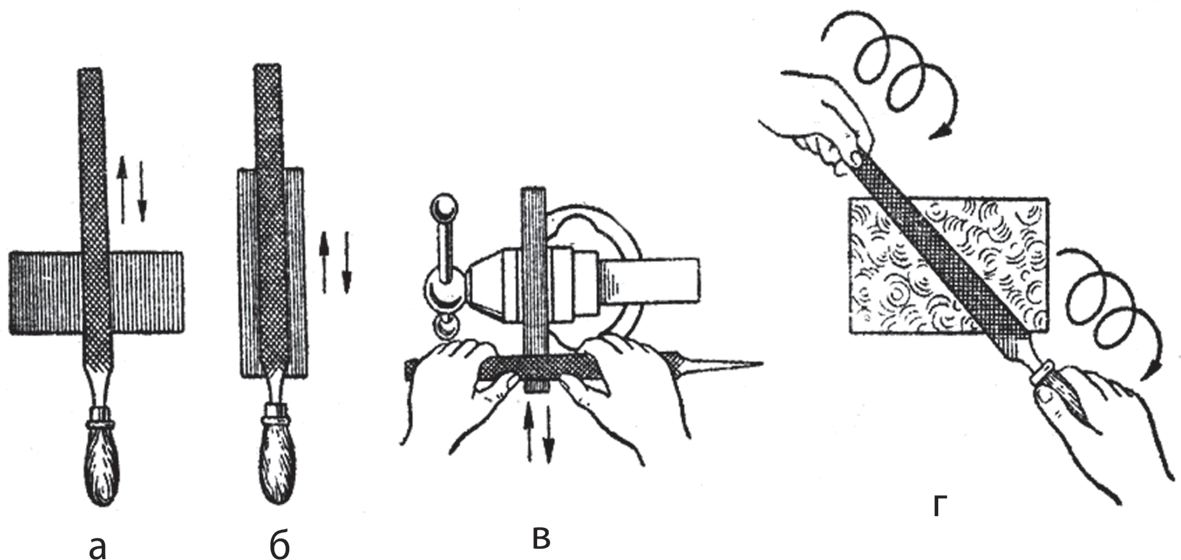
Рис. 9. Отделка поверхности напильником: а — поперечным штрихом; б и в — продольным штрихом; г — круговым штрихом
Чтобы получить гладкую и чистую поверхность, насечку напильника необходимо во время работы чаще прочищать и натирать мелом (при опиливании алюминия — стеарином).
После отделки поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом (рис. 10). В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку натирают стеарином.
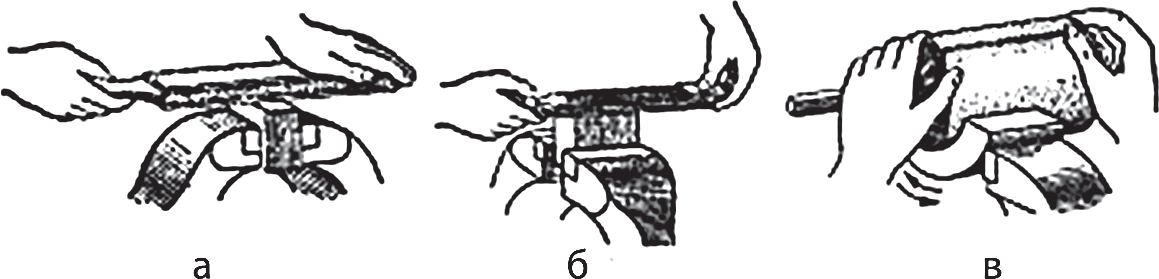
Рис. 10. Отделка опиленных поверхностей: а – деревянным бруском с наклеенной наждачной бумагой; б – абразивной бумажной шкуркой, натянутой на напильник; в — вогнутой поверхности абразивной шкуркой
Тонкости выбора инструмента
В зависимости от задачи, которую предстоит выполнить, выбирается и размер напильника, и особенности насечек, и форма, и длина. Так, например, для опиливания меди, бронзы, латуни, алюминия, других мягких металлов и дерева следует выбирать инструменты с одинарной насечкой. Использовать для таких работ личные или бархатные напильники не рекомендуется – их зубья слишком быстро забиваются стружкой и перестают резать. Выбирая номер насечки, стоит исходить из толщины снимаемого слоя и точности обработки.
Давайте разберемся в этом. Напильники с номером насечки 0 или 1 используют в том случае, когда опилить следует 5-10 мм, а точность обработки колеблется от 0,1 до 0,2 мм. При этом нужно учитывать, что за один ход такой напильник может снять 0,05-0,1 мм. Поверхность материала в результате такой обработки будет достаточно шероховатая, поэтому их чаще всего применяют для черновой обработки. Определиться с длиной инструмента достаточно просто: чем больше размер опиливаемой поверхности, тем больше должен быть напильник. Либо можно воспользоваться такой формулой: