
Процесс сварки с использованием инвертора
Перед тем как приступать к сварочным работам, необходимо провести подготовку деталей. Их необходимо тщательно очистить от краски, грязи и ржавчины. После этого следует убрать с кромок пятна жира или краски с помощью растворителя.
Перед началом сварочных работ необходимо отрегулировать силу тока. Можно попробовать выполнить пробную сварку. Если валик получается размытым, то силу тока надо увеличить. Когда валик становится таким большим, что двигать электродержатель становится сложно, то ток уменьшается.
Зажечь дугу можно следующими способами:
- с помощью метода, похожего на поджиг спичек;
- несколько раз постучать концом электрода по свариваемому металлу.
Тем, кто только начинает варить, можно сначала наметить линию на металле, а потом вести шов по ней. Только сделать ее надо хорошо видимой. После этого можно зажигать дугу и подводить электрод к началу предполагаемого шва. Здесь начинает плавиться металл и покрываться шлаком. Так выглядит сварочная ванна, которую необходимо двигать по разметке шва. Делать это необходимо под определенным углом. Выделяют два отличия ведения шва под углом: вперёд или назад. Первый способ идеально подходит для тонких металлов, так как позволяет проводить сварку с самой низкой теплотой. Для толстых металлов применяется второй способ.
Что такое ПВ сварочного аппарата
У любого сварочного аппарата есть одна важная характеристика — продолжительность включения , чаще можно встретить именно аббревиатуру «ПВ». Данная характеристика измеряется в процентах и является ничем иным, как отношением времени работы под нагрузкой к времени охлаждения. Все это замеряется при конкретной температуре окружающей среды.
По европейским стандартам ПВ должно указываться при 40°С и 5-минутном интервале. По стандартам стран СНГ при 20°С и 10 минутах. В Беларуси в 95% случаев вы встретите показатель Продолжительности включения, рассчитанный именно при 20°С и 10 минутках.
Что же этот хитрый показатель означает
Если говорить о стандартах СНГ, то ПВ 70% означает, что сварочный аппарат будет работать непрерывно на максимальном токе
7 минут, остальные 3 ему необходимо отдыхать. Естественно, такая логика работает при температуре окружающей среды 20°С.
Если температура окружающей среды повышается, то ПВ снижается. То есть, если «за бортом» будет 50°С, то ПВ Вашего такого аппарата будет минимум вдвое меньше.
Если же мы имеем «заморский» сварочный аппарат, например Esab, то ПВ на этом аппарате считалась по-другому. Стандартные 30% для таких аппаратов рассчитаны при температуре 40°С, соответственно, в условиях белорусского лета, когда столбик термометра колеблется на отвертке 24-28°С, то значение ПВ можно смело умножать на 1.5-2. Таким образом, мы будем иметь около 5 минут из 10 или 2.5 минуты из 5 (если считать по стандартам ЕС)
Почему этот показатель важен
Не нужно иметь высшее техническое образование, чтобы понять, зачем показатель продолжительности включения вообще ввели.
- В первую очередь, он дает картину рабочего цикла. Если на улице 25°C или 30°C, а ПВ аппарата 20%, то Вы имеете менее 2 минут на сварочные работы на максимальном токе, остальные 8 Вам придется «курить» в стороне, ожидая, пока аппарат остынет. «Сварить» петли на заборе Вы не успеете и за половину дня.
- Во-вторых, этот показатель помогает выбрать между двумя сварочными аппаратами, которые имеют одинаковый максимальный ток. Наверняка модель с более высоким ПВ имеет лучшую систему охлаждения и «запас прочности» внутренних компонентов. Правда, эта логика работает только с аппаратами известных брендов, которые дорожат репутацией.
Почему этот показатель не важен
Неожиданный поворот сюжета, не правда ли? Увы, но после всего сказанного мы будем убеждать Вас, что не стоит обращать внимание на продолжительность включения при выборе сварочного аппарата. На сегодняшний день ПВ стал маркетинговой уловкой
Многие производители в битве за потребителя идут на хитрости. Например, в каталогах легко можно найти сварочные аппараты с ПВ 80%, 90% и даже 100%. Как это возможно, спросите Вы? А все очень просто
На сегодняшний день ПВ стал маркетинговой уловкой. Многие производители в битве за потребителя идут на хитрости. Например, в каталогах легко можно найти сварочные аппараты с ПВ 80%, 90% и даже 100%. Как это возможно, спросите Вы? А все очень просто.
Указав ПВ 100% на сварочном аппарате производитель не говорит о том, при какой температуре делался замер.
Иногда можно встретить аппараты на 160А, где написано ПВ 100%, а ниже мелким шрифтом «при 100А». Честно ли это? Не думаю, так как принято указывать ПВ именно на максимальном токе.
Многие производители специально завышают ПВ, ведь никто правду все равно не узнает. Вы ведь не будете проверять этот показатель с помощью балластного реостата.
Вот 4 причины не обращать внимание на ПВ при выборе сварочного аппарата:
показатель рассчитан для максимального тока
Будете ли Вы вообще хоть раз в жизни «варить» на максимальном токе, если у Вас аппарат на 200А или 250А? Да? Может еще и непрерывно? А однофазная сеть точно даст «реальные» 200А? Ох, как сомневаюсь.
нужно ли Вам вообще высокое ПВ ? Примите во внимание тот факт, что электрод горит в среднем 40-50 секунд. В условиях климатической зоны Беларуси даже с ПВ 30-40% Вы никогда не почувствуете дискомфорта в работе.
необходимые перерывы
В процессе сварки Вам нужно проверять качество шва, зачищать его. Даже паузы в 20-30 секунд достаточно, чтобы аппарат успевал охладится.
ложные сведения . Если в инструкции четко не прописано, по каким стандартам производился замер ПВ, то этот показатель наверняка завышен.
Нужно понимать, что данная статья больше касается бытового использования. На производстве мыслят совершенно другими категориями и подбирать сварочный аппарат нужно будет, исходя из конкретных потребностей.
ПВ также будет важен, если Вы планируете «резать» большое количество металла, хотя для таких целей лучше использовать плазменный резак или болгарку.
Источник
Преимущества и недостатки
Устройство для сварки инверторного типа обладает рядом несомненных преимуществ. Это оборудование считается очень надежным и простым в обращении. От сварщика требуется лишь плавно и равномерно перемещать электрод над соединительным швом, не касаясь поверхности изделия.
Достоинствами сварочных инверторов являются следующие:
- Многие операции осуществляются в автоматическом режиме. При возникновении нештатных ситуаций автоматика срабатывает и быстро отключает аппаратуру, спасая трансформатор от перегрева.
- Высокая мощность инвертора, такая же как у трансформаторов низкой частоты.
- Небольшие габаритные размеры и масса, облегчающие перемещение оборудования в пределах рабочего места.
- Широкий диапазон настроек тока и других сварочных параметров оборудования.
- Высокая эффективность при незначительном расходе электродов, совместимость аппаратуры с различными типами проволоки и электродов.
- Возможность выполнения работ в любых положениях.
Известно, что идеального оборудования не существует, поэтому и сварочные инверторы имеют определенные минусы:
- Сварочные инверторы отличаются высокой стоимостью, примерно в 2 раза превышающей цену обычной сварки.
- Оборудование может выйти из строя даже из-за незначительного сбоя в электронике. Аппаратура требует регулярной чистки сжатым воздухом.
- Большое количество электроники накладывает ограничения на применение их в условиях повышенной влажности, например, во время дождя.
- Некоторые устройства при сварке очень чутко реагируют на перепады температур.
- Не всегда возможна резка толстых металлов из-за скачков сетевого напряжения.
- Дорогостоящий ремонт, который может достигать 25-30% от общей стоимости всего агрегата.
Схема сварочного инвертора
Как сделать сварочный инвертор своими руками
Принцип работы сварочного трансформатора
Рейтинг сварочных инверторов
Какой сварочный инвертор лучше выбрать для дома и дачи
Ремонт сварочного инвертора
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье «Держатель электродов для сварочного аппарата«. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.


Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Режим сварки MIG и MAG
Иногда производители предусматривают возможность применения сварочных аппаратов для различных способов сварки. Для этого на панели управления предусматривают специальный переключатель режимов сварки MIG, MAG, TIG, MMA. Из текста выше мы уже понимаем, что включение режима сварки меняет вольт-амперную характеристику сварочного аппарата и иногда добавляет возможность корректировать какие-то дополнительные параметры. При этом, если у вас есть только источник питания, то для выполнения сварки в режиме MIG или MAG необходимо дополнительно приобретать подающий механизм, сварочную горелку, баллон с газом или сварочной смесью, редуктор или расходомер газа и не забудьте о сварной проволоке. Конечно, можно применять сварку порошковой проволокой без газа, но это очень вредно для здоровья.
При наличии всего необходимого оборудования после включения режима MIG или MAG необходимо учитывать следующие параметры:
- сварочный ток (или скорость подачи проволоки)
- напряжение дуги (или длина дуги)
- полярность тока сварки
- скорость сварки
- длина вылета проволоки
- наклон горелки
- положение при сварке
- диаметр проволоки
- вида защитного газа или сварочной смеси
- расход защитного газа или смеси
Полярность при сварке MIG и MAG
Полярность при сварке MIG и MAG существенным образом сказывается на характере протекания процесса, поэтому остановимся на этом пункте немного подробнее.
При использовании обратной полярности процесс характеризуется следующими особенностями:
- повышенный ввод тепла в изделие
- более глубокое проплавление
- меньшая эффективность плавления сварочной проволоки
- большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный и т.д.)
В то время как на прямой полярности наблюдается:
- сниженный ввод тепла в изделие
- менее глубокое проплавление
- большая эффективность плавления сварочной проволоки
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью)
|
|
Качественный сравнительный анализ особенностей сварки MIG и MAG на обратной и на прямой полярности
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при полуавтоматической сварке. Тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к MIG и MAG (как произведение падения напряжения в соответствующей области дуги на сварочный ток):
- в катодной области: 14 В ? 100 А = 1,4 кВт на длине ? 0,0001 мм
- в столбе дуги: 5 В ? 100 А = 0,5 кВт на длине ? 5 мм
- в анодной области: 2,5 В ? 100 А = 0,25 кВт на длине ? 0,001 мм
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления проволоки на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла, исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца сварочной проволоки, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и сварочного тока для швов различных типов и разных пространственных положений.
Влияние положение сварочной горелки и техники выполнения на формирование сварного шва.
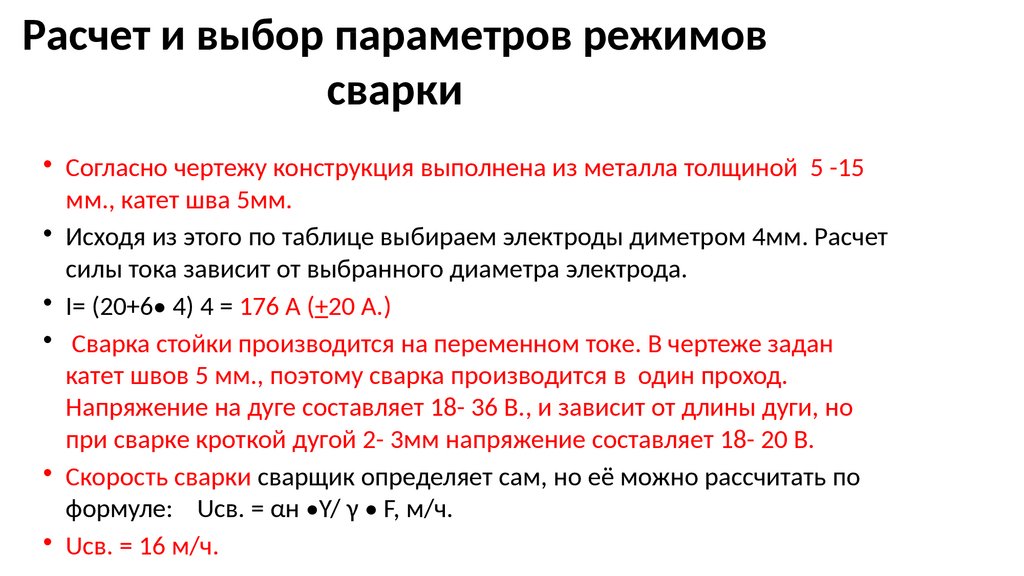
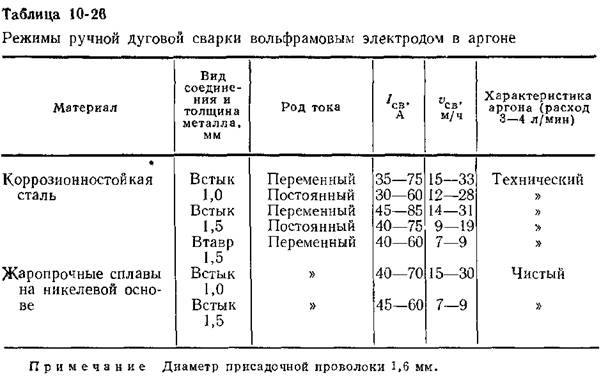
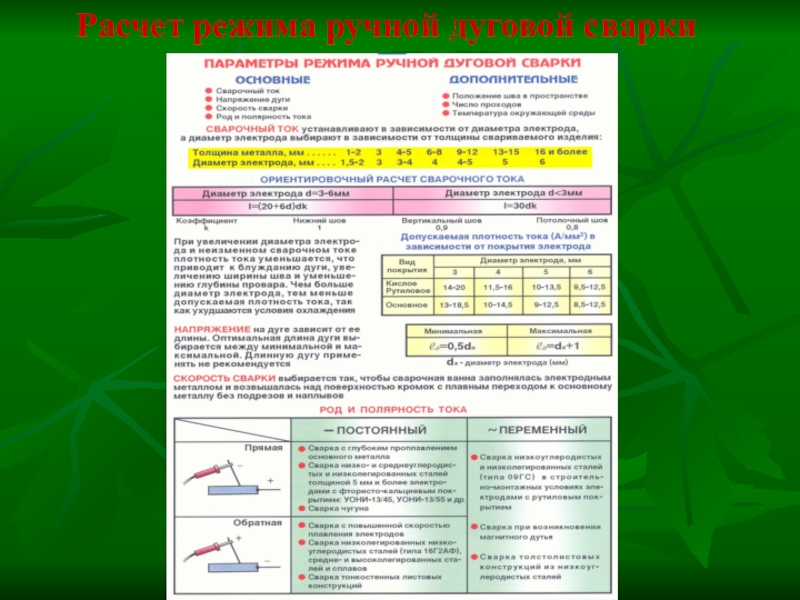
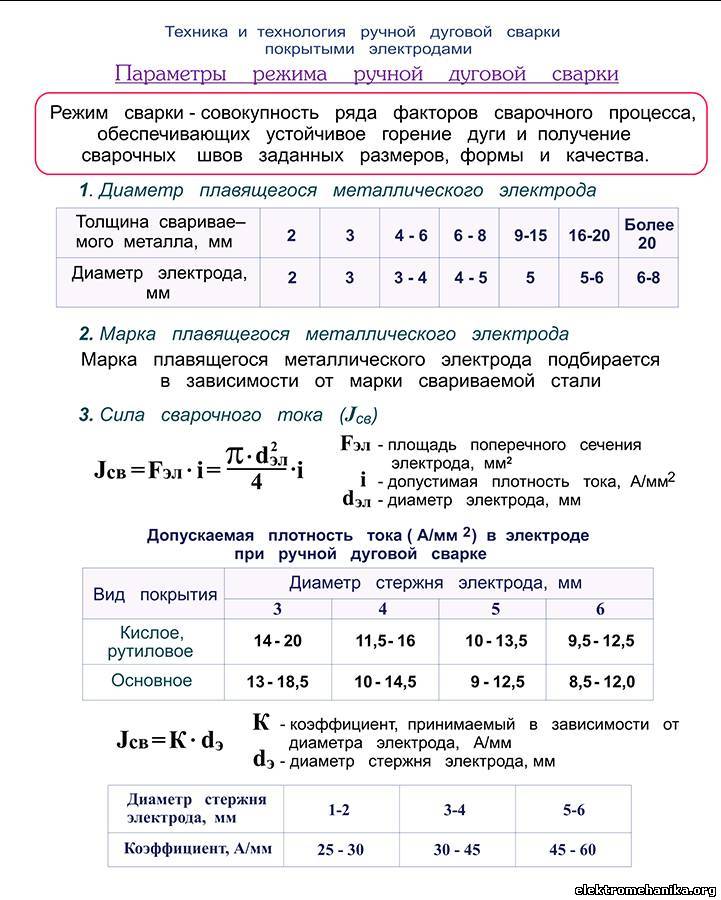
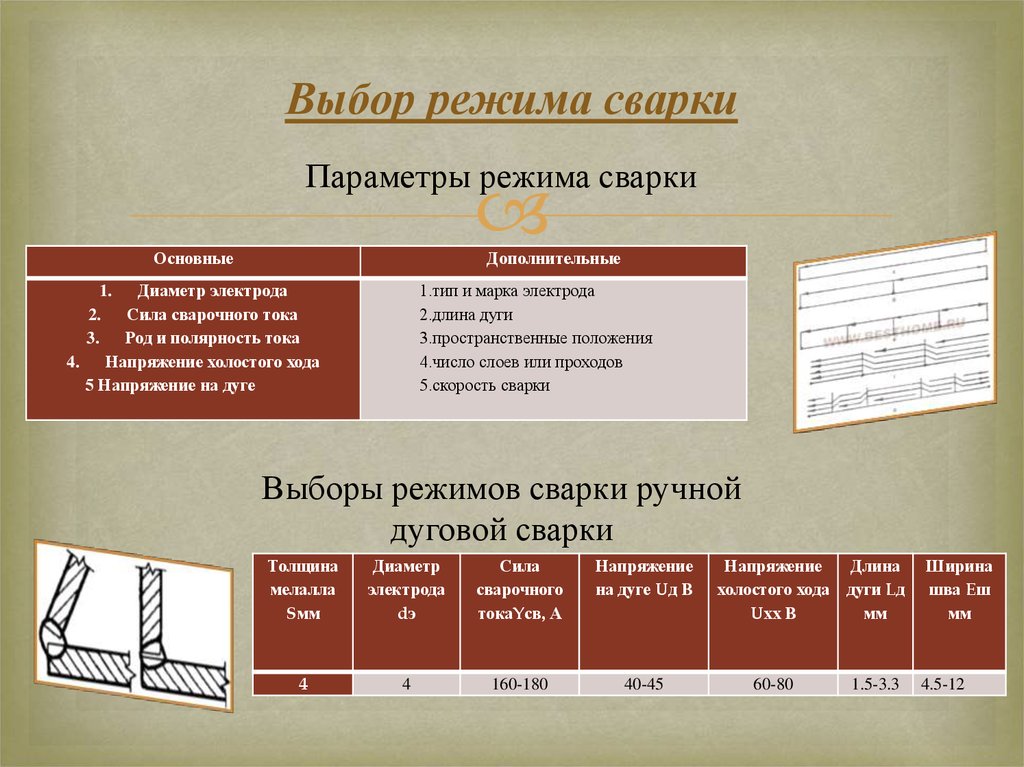
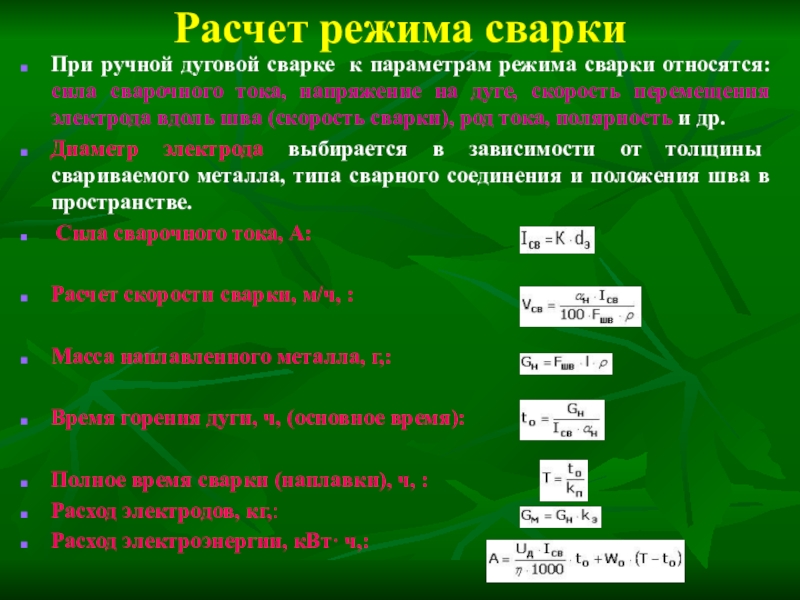
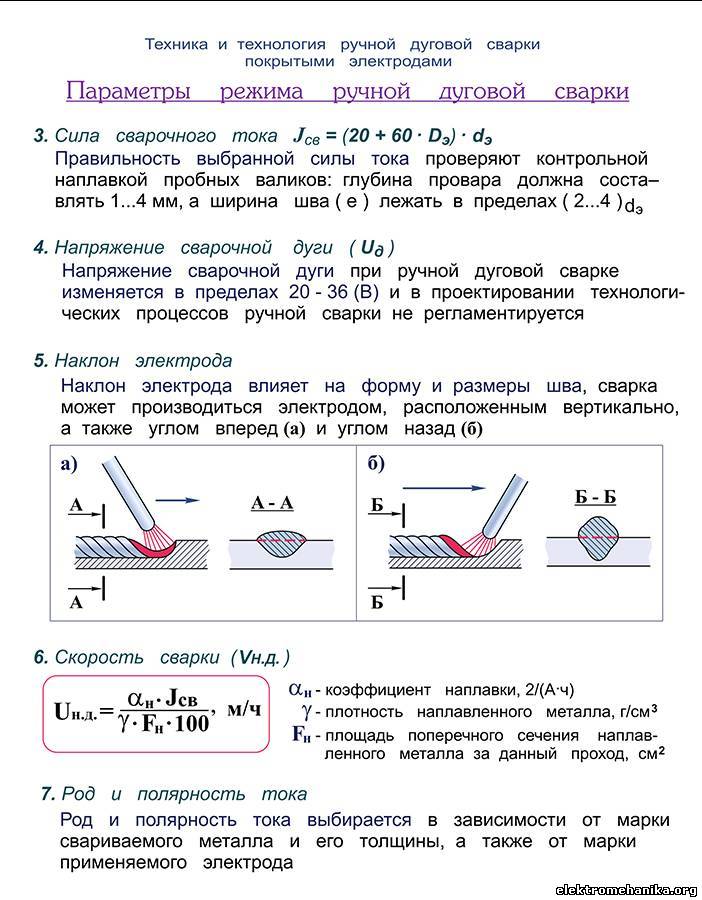
Параметры сварки
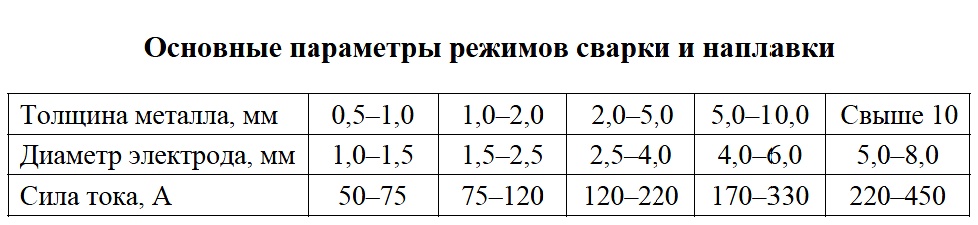
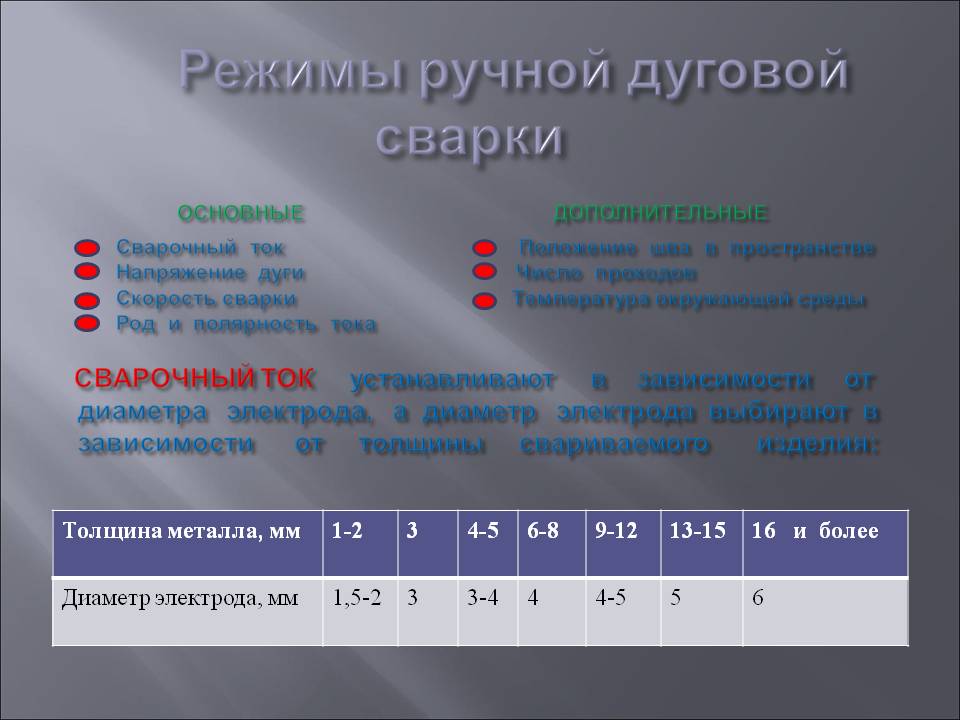
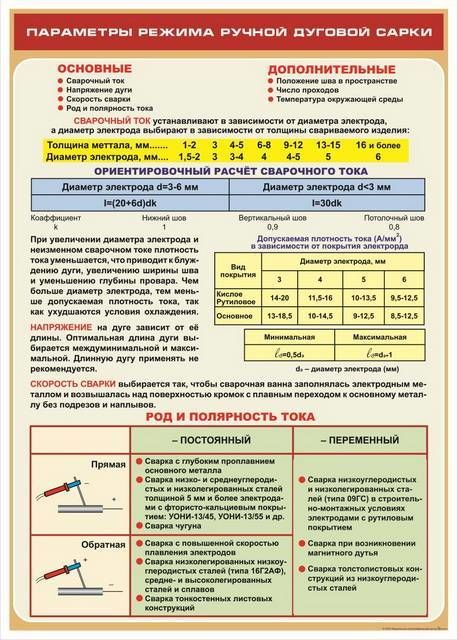
Чтобы выполнить правильный выбор режима сварки стоит рассмотреть параметры сварочной технологии. Каждый сварщик должен знать, из каких веществ состоит металла, отличия состава, толщину и вид конструкции. После получения требуемой информации выставляют правильный режим. Имеется много критериев, от которых зависят качественные характеристики работ. По этой причине их разделяют на основные и дополнительные параметры режима сварки.
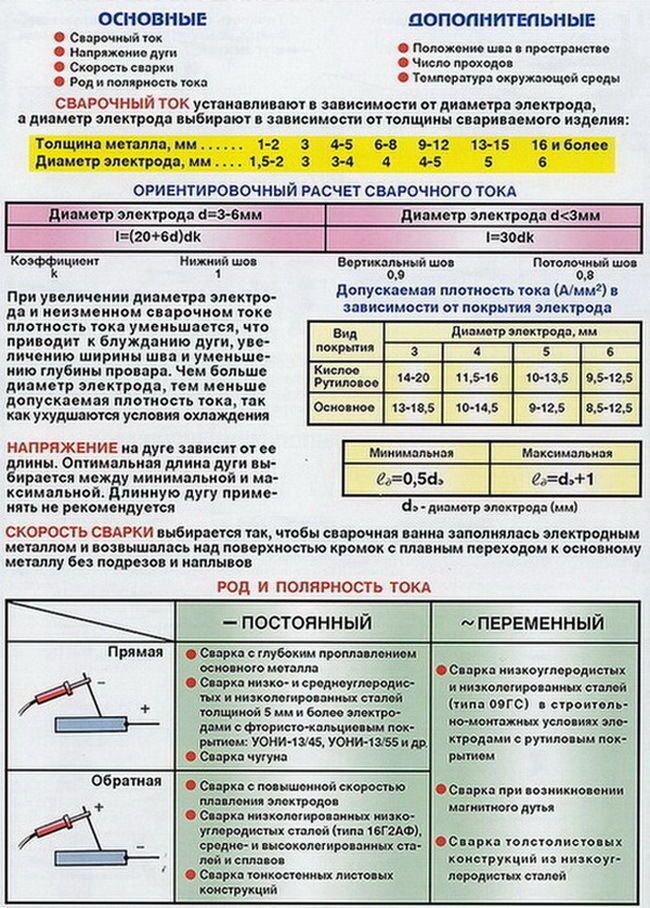
Основные
Основные параметры режима сварки оказывают влияние на объемы требуемой энергии, а также они определяют ее передачу на металлическую поверхность.
Среди главных показателей сварочной технологии можно выделить:
- сила тока;
- вид полярности тока;
- род тока;
- размер диаметра стержней;
- показатель длины дуги;
- уровень напряжения;
- скорость движения вдоль соединения;
- число проходов.
Каждый критерий параметр оказывает влияние на свойства формирования соединения. В процессе сваривания можно изменять показатели, это позволит получить более прочный и надежный шов.
Существуют определенные особенности основных параметров, которые необходимо учитывать при проведении сварочных работ:
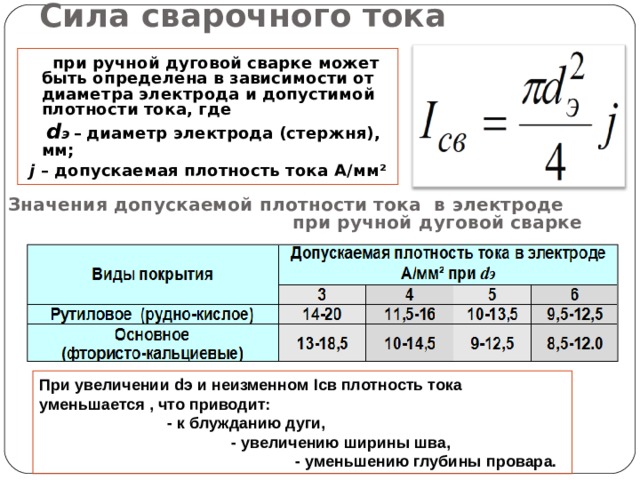
- От показателя силы тока зависит интенсивность расплавления металла. Чем выше данный параметр, тем производительнее сварочный процесс. Если будет установлена высокая сила тока без учета требуемого диаметра электрода, тогда будет отмечаться снижение качественных характеристик шва. А при низком токе происходит обрывание дуги, и в результате этого появятся области с непроварами.
- Полярность тока является направлением движения энергии (от катода к аноду и наоборот). Совместно с направлением подбирают ток — он может быть постоянного или переменного типа. Если осуществляется сваривание с использованием постоянного тока с обратной полярностью, то соединение получится глубже на 40 %.
- При сваривании расплавляемый материал должен равномерно заполнять соединение. Иначе прочностные характеристики снизятся.
Дополнительные
Однако чтобы режим сварки был правильным, стоит выставить правильные настройки. Но они обычно устанавливаются с учетом дополнительных параметров, среди которых можно выделить:
- вылет стержней;
- вид материала и толщина покрытия электрода;
- температурные показатели свариваемых изделий;
- вид расположения элементов;
- форма кромок;
- степень подготовки поверхности.
Лучшие сварочные электроды с рутиловым покрытием
Такие стержни применяют при обработке малоуглеродистых и низколегированных сталей. Получаемые швы не склонны к образованию пор и устойчивы к возникновению горячих трещин.
Электроды с рутиловым покрытием имеют низкий коэффициент разбрызгивания металла, обеспечивают легкость зажигания и стабильное горение дуги.
Ресанта МР-3
4.9
★★★★★
оценка редакции
93%
покупателей рекомендуют этот товар
Смотрите обзор
Главной особенностью электродов Ресанта является полное отсутствие трещин после застывания в металле. Однородность соединения препятствует проникновению влаги и обеспечивает высокую прочность шва.
Диаметр стержня — 3 мм, с его помощью производится сварка материала толщиной 3-4 миллиметра. При использовании такого электрода удастся получить качественный шов даже на мокром, покрытом коррозией или грунтовкой металле.
Достоинства:
- минимальное разбрызгивание;
- легкость повторного зажигания;
- работа с влажным покрытием;
- прочность шва.
Недостатки:
объемные выделения шлака.
Ресанта МР-3 используются при сварке в условиях отрицательных температур или повышенной влажности.
Получаемый шов устойчив к статическим и ударным нагрузкам, что будет весьма полезно при изготовлении объемных резервуаров или корпусов судов.
Wester МР-3
4.8
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям электродов Wester стоит отнести тонкое покрытие и легкость повторного зажигания дуги. Это обеспечивает эффективную обработку тонколистового металла при необходимости частых остановок или длительных перерывов.
Диаметр электрода — 3 мм, расход на 1 кг наплавленного металла составляет 1,7 килограмма. Благодаря допустимому содержанию влаги в обрабатываемом материале 1,5% такими стержнями можно производить сварку увлажненных и окисленных поверхностей.
Достоинства:
- легкое удаление шлака;
- аккуратный шов;
- простота повторного зажигания;
- минимальное разбрызгивание металла.
Недостатки:
требует длительного прокаливания.
Wester МР-3 используются при ручной дуговой сварке низкоуглеродистых сталей. Они могут применяться для обработки ржавых или загрязненных поверхностей.
Quattro Elementi 770-414
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электроды отличаются мощным и стабильным горением сварочной дуги благодаря использованию вольфрамового стержня. Применение их при обработке металла, покрытого окалиной или ржавчиной, препятствует образованию пор и микротрещин в швах.
Диаметр элемента — 2 мм, температура обработки — 170-190°C. Качественное покрытие и тугоплавкий стержень гарантируют минимальную потерю металла при работе и устойчивость к низкому сварочному току.
Достоинства:
- прочный шов;
- гладкость соединения;
- стабильное горение дуги;
- легкий поджиг.
Недостатки:
быстрый расход.
Quattro Elementi 770-414 предназначены для обработки тонколистового металла. Хороший выбор для бытовой сварки или кузовного ремонта.
СВЭЛ МР-3C
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Эти стержни отличаются эффективностью сварки на короткой и средней сварочной дуге. Они рекомендуются для использования в интенсивном режиме благодаря стабильности горения и работе как с постоянным, так и с переменным током.
Диаметр стержня составляет 3 мм, что позволяет варить с его помощью металлы толщиной около 4 миллиметров. Обработка поверхности осуществляется практически в любом пространственном положении.
Достоинства:
- глубокое проплавление;
- работа в любом положении;
- низкая цена;
- экономичный расход.
Недостатки:
разбрызгивание шлака.
СВЭЛ МР-3C стоит приобрести для сварки в труднодоступных местах или неудобном положении. Электроды используются при обработке ответственных конструкций, внутренних сторон цистерн или широких труб.
Правила выбора полярности
Главный критерий выбора прямой или обратной полярности при сварке — материал покрытия электродов. Например, угольные расходные элементы очень быстро разогреваются при подключении элементов обратным способом и, как следствие, разрушаются. Проволока же, не имеющая какого-либо покрытия, хорошо горит при прямой полярности, а при использовании переменного тока вовсе не горит.

Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде.
Сварка с применением обратной полярности
Принципиальная электрическая схема сварочного аппарата постоянного тока с регулирующими конденсаторами.
Соединение деталей постоянным током обратной полярности имеет свои особенности.
Во-первых, оно отлично подходит для тех металлов, которые имеют на своей поверхности защитную пленку (алюминий). Объясняется это тем, что защитный слой плавится хуже, нежели сам металл. Для этого требуется большая температура.
Во-вторых, сила заряженных частиц при обратной полярности должна быть умеренной. В противном случае используемые электроды будут быстро изнашиваться.
В-третьих, при работе подобного типа рекомендуется приобретать современное оборудование (инверторы). В отличие от трансформаторов, они сразу же подают постоянный ток. Они более компактны. В настоящее время используются стационарные, переносные, передвижные инверторы.
В-четвертых, чтобы не повредить свариваемую деталь в месте подсоединения сварочного кабеля, целесообразно использовать прижимную струбцину.
В-пятых, электроды должны соответствовать типу полярности. Интересен тот факт, что агрегаты переменного тока не смогут сваривать изделия с помощью электродов для постоянного.
В-шестых, при покупке инвертора необходимо учитывать то обстоятельство, что он очень чувствителен к перепадам напряжения. Данное оборудование требует мощного источника энергии. Если напряжение в сети меньше 200 В, то качество сварки при обратной полярности может оказаться низким.
Полуавтоматическая сварка при обратной полярности
Схема полуавтоматической сварки.
Ток обратной полярности используется при соединении металлических деталей посредством специального аппарата. Суть этого вида сварки в том, что сварочный агрегат автоматически подает сварную проволоку на изделие с определенной скоростью. Этот тип сварки может выполняться различными способами. Различают сварку в среде защитного газа (углекислого или аргона) или с использованием специальной порошковой проволоки. Большое значение имеет то, что при наличии защитного газа используется обратная полярность при постоянном токе, а при сварке при помощи порошковой проволоки – прямая.
Защитный газ влияет на качестве сварного шва, он защищает металл от окисления. При полуавтоматической сварке на изделие подается «-», а на «+» полюсе должен быть электрод
При организации работы важно знать, что при низкой силе тока аппарат будет сваривать плохо. Подготовительный этап включает в себя настройку режима работы сварочного оборудования
При этом скорость подачи проволоки должна быть оптимальной. Перед сваркой изделия требуется очистить от грязи, пыли и смазочных веществ. После настройки рекомендуется провести пробное испытание на каком-либо ненужном изделии. Если процесс протекает хорошо и формируется ровный шов, то первоначальный режим оставляют. В противном случае проводится корректировка.
Продолжительность нагрузки (ПН) сварочного инвертора. Что это и зачем его знать?
Зачем нужно знать и соблюдать ПН – продолжительность нагрузки сварочного аппарата? Как не допустить перегрузку инвертора и его поломку? Как эксплуатировать инвертор с учетом ПН?
Как правило, в описаниях сварочного инвертора (паспортах, инструкциях, рекламных проспектах) указывается номинальный сварочный ток в амперах при соответствующем значении ПН (продолжительности нагрузки) в процентах. Номинальный сварочный ток – это ток, при котором инвертор будет работать без перегрузки и не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
■ Продолжительность нагрузки – ПН (%) сварочного инвертора или продолжительность включения – ПВ:Большинство сварочных источников – выпрямители и инверторы в частности, работают в повторно-кратковременном режиме. Это значит, что период работы под нагрузкой (сварка) чередуется с периодом работы без нагрузки (на холостом ходу, режим паузы). Эти периоды повторяются и образуют сварочный цикл. Повторно-кратковременный режим характеризуется Продолжительностью нагрузки ПН (%). Значение ПН определяется делением времени работы инвертора под нагрузкой (время сварки – Тсв.) на общее времени цикла сварки (время сварки Тсв. + время паузы Тпаузы), в процентах.
За время цикла сварки обычно принимается 5мин., для промышленных выпрямителей или инверторов – 10 мин. ПН инвертора может быть, 20, 30, 40, 60 или 100%, с учетом этого значения определяетсяноминальный сварочный ток. Производитель может указывать несколько значений номинального тока при соответствующих значениях ПН%, например для инвертора Форсаж-200: 200А – 40% 160А – 80% 140А – 100%Пример: У популярного инвертора БАРС Profi ARC-207D номинальный ток при ПН=60% будет 200А, при ПН=100% – ток 160А. (при цикле сварки 5мин). Вы можете работать на номинальном сварочном токе 200А в течение 3-х минут электродами 5мм, а время паузы должно быть не менее 2 мин (ПН=60%). На сварочном токе 160А инвертор может работать в длительном (непрерывном) режиме (ПН=100%) электродами 4мм. Как правило, для оборудования российского производства ПН рассчитывается при температуре окружающего воздуха 25°С, для азиатской и европейской техники – при температуре 40°С. Считается, что на практике работать в режиме ПН=100% невозможно, т.к. всегда необходимо технологическое время для смены электрода, осмотра шва, удаления шлака, позиционирования деталей, физиологических перерывов, отдыха и т.д. Научно обоснованное ПН, при котором сварщик физически может работать в течение смены – не более 60%. Поэтому для профессиональных аппаратов ПН=60% на номинальном токе более чем достаточное,
Для большинства моделей европейского производства ПН=30% это норма, т.к. оборудование редко используется на полной мощности в длительном режиме. Значение ПН = 30-40% на максимальном токе никого не должно смущать.
Например, у инвертора БАРС MiniARC-200D, ПН=35% при токе 200А. При этом с уменьшением температуры воздуха ПН источника увеличивается, так как улучшается его охлаждение. При температуре 15º С продолжительность нагрузки этого инвертора будет уже примерно 50%, а на токе 160А – около 60%. Инвертор может работать электродом 4мм в режиме: 3 минуты – сварка, 2 минута – пауза при условии, что длина сварочных кабелей не превышает 3-5м. Этого вполне достаточно для работы в бытовых условиях. Поэтому, выбирая недорогой бытовой инвертор, можно ориентироваться на показатель ПН=30%, если модель, производитель и бренд вызывает доверие.
Дополнительные параметры
Режимы сварки электродуговой включают не только основные, но и дополняющие их параметры. Такие режимы дуговой сварки так же оказывают влияние на конечное получение сварного шва.
Вылет электрода
Вылетом электрода называется расстояние от торца электрода до поверхности металлической детали. Он оказывает влияние на процесс сварки и размеры получаемого шва.
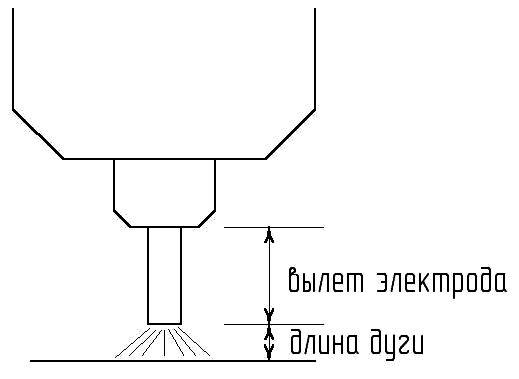
Увеличение этого параметра снижает стабильность горения дуги. Металл начинает сильнее разбрызгиваться. Маленький вылет делает затруднительным наблюдение за сварочным процессом. Набрызгивание происходит на сопло.
Толщина электродного покрытия
Режимы ручной дуговой сварки включают особенности электродов, в частности, его покрытие, а именно его толщина. Этот параметр регламентирует ГОСТ 9466. Оптимальное покрытие предполагает нахождение его торцевого размера в пределах 0,5-2,5 мм. Применение проводников тока с такой толщиной покрытия обеспечивает получение прочного шва, выдерживающего большие нагрузки.
Число проходов
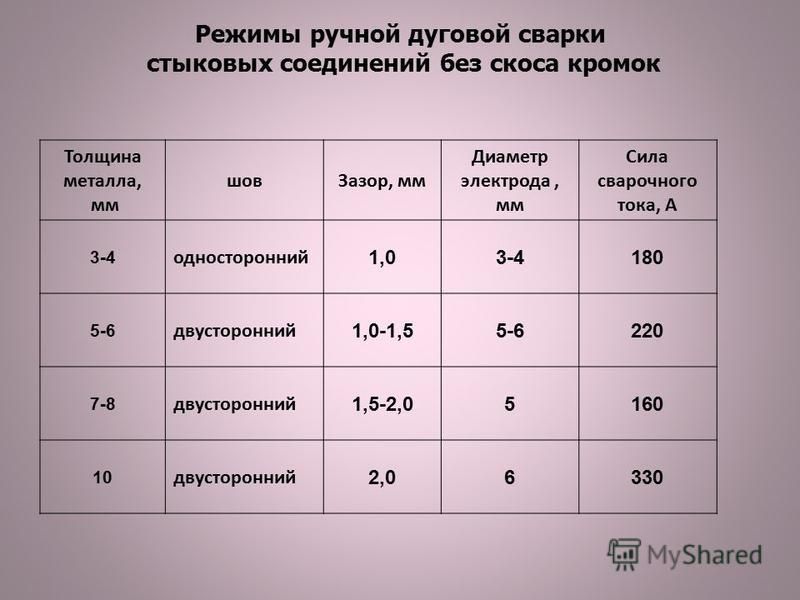
Однопроходной способ сварки предполагает сваривание одним слоем. Колебательные движения при этом не делаются. Он применяется при сварке деталей небольшой толщины, когда ширина шва не превышает 14-15 мм. При этом уменьшается величина остаточных деформаций. Для стыковых соединений, особенно при сварке толстых элементов, используют несколько слоев, и этот способ называется многопроходным.
Шов, осуществленный за один проход, имеет ванну большего размера. Преимуществами являются высокая производительность процесса и экономичность способа. К недостаткам относятся снижение пластичности шва и слишком большая зона нагрева. Все швы при многопроходной сварке выполняют электродами одного размера.
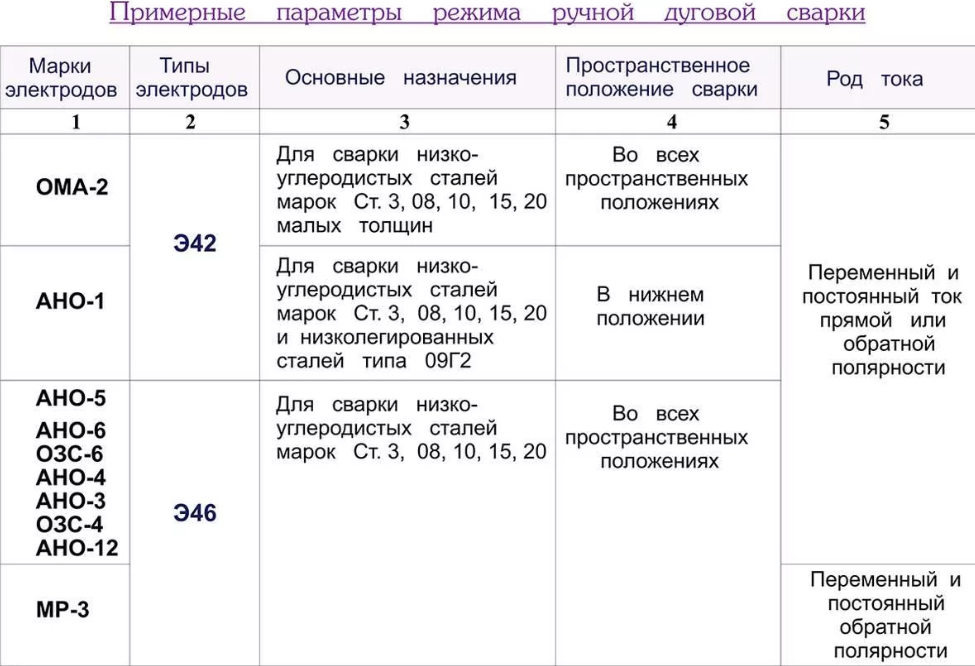
Как выбирать электроды
Тип расходника определяется материалом конструкции и условиями ее эксплуатации.
Рекомендуются следующие марки:
| Назначение электрода | Марка расходника |
| Углеродистые и низколегированные стали | ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
| Конструкции, работающие при минусовых температурах и знакопеременных нагрузках | АНО-11, GOODEL-OK48, УОНИ-13/55 |
| Трубопроводы | ТМУ-21У, GOODEL-52U |
| Высоколегированные антикоррозионные стали | ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
| Жаростойкие и жаропрочные высоколегированные стали | ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
| Соединение разнородных сталей – низколегированных с хромоникелевыми аустенитными сталями | НИИ-48Г |
| Работа с серым и ковким чугунами, заварка дефектов чугунного литья | ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
| Холодная сварка конструкций из чугуна: высокопрочного с шаровидным графитом и серого – с пластинчатым | ЦЧ-4 |
| Соединение, наплавка и заварка дефектов литых деталей из серого, ковкого и высокопрочного чугуна | МНЧ-2 |
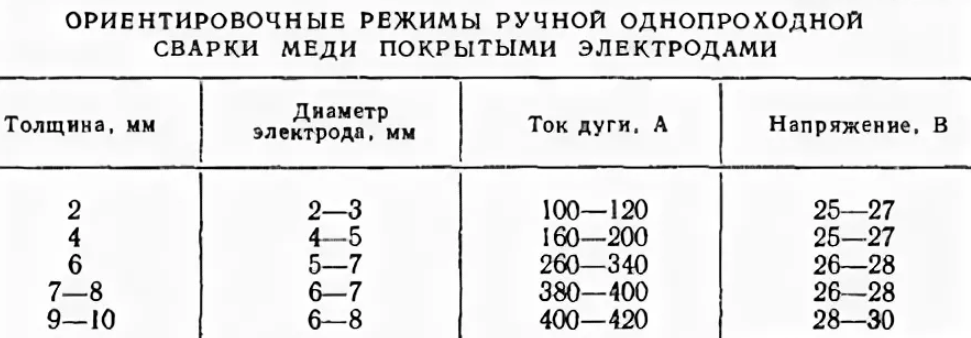
| Работа с медью и бронзой | «Комсомолец-100», АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
| Электродуговая наплавка | ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
| Наплавка поверхностей кузнечно-прессовой оснастки и деталей металлургического оборудования | ОЗШ-6, ОЗШ-8 |
| Наплавка исполнительных деталей штампов холодной штамповки и горячей – с нагревом контактных поверхностей до 650°С | ОЗИ-3 |
| Легированные теплоустойчивые стали | ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
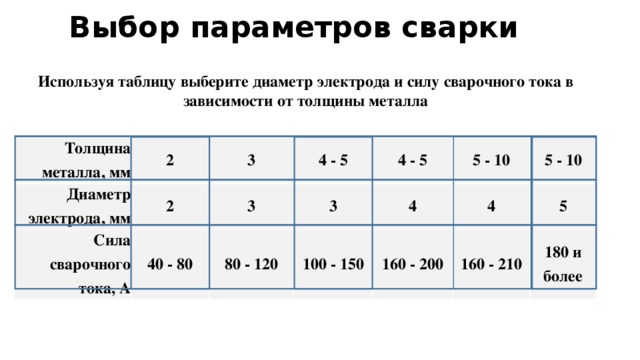
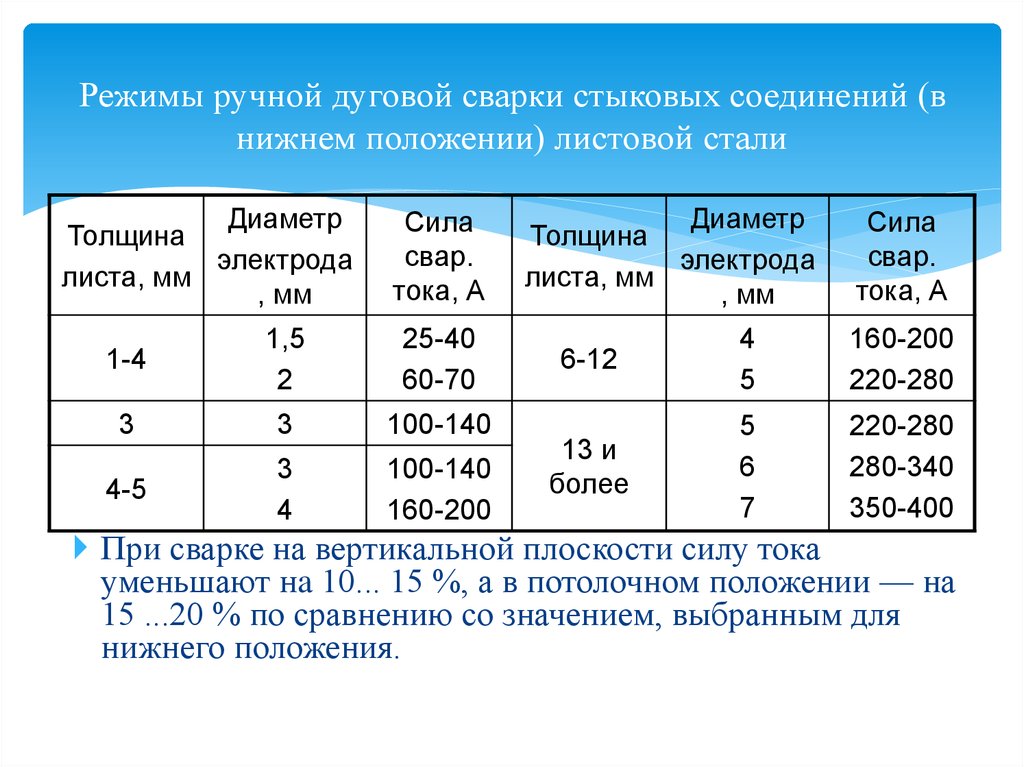
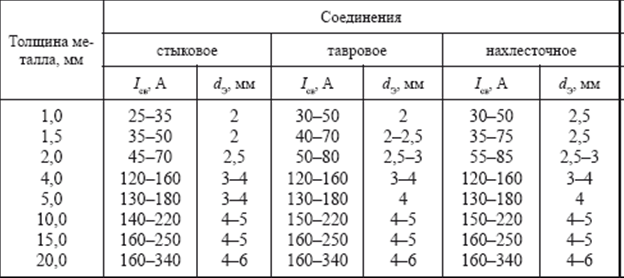
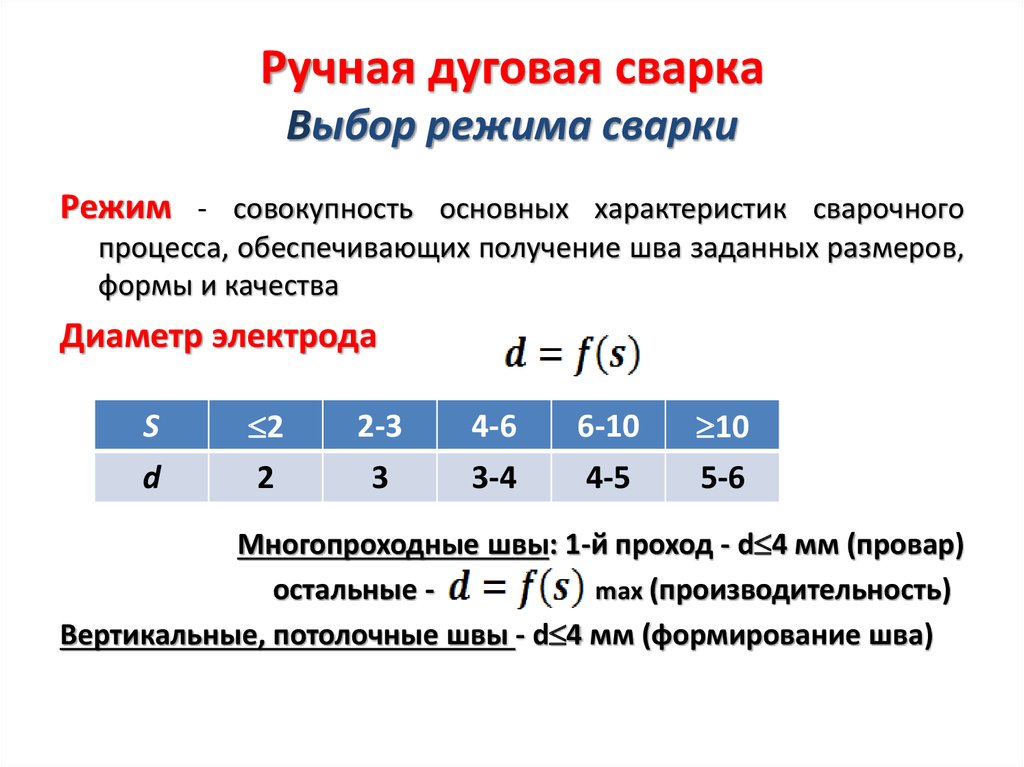
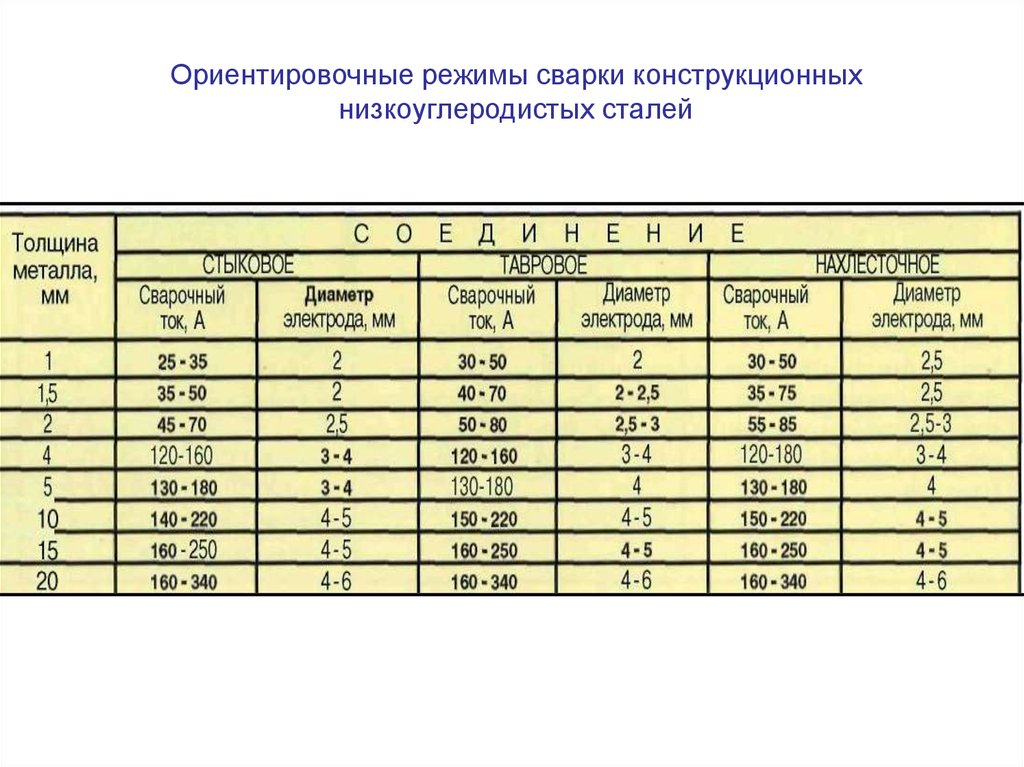
Диаметр электрода подбирают по толщине заготовки:
| Толщина заготовки, мм | Диаметр расходника, мм |
| 1,5-2 | 2 |
| 3 | 2,5 или 3 |
| 4-5 | 3 или 4 |
| 6-12 | 4 или 5 |
| Более 13 | 5 или 6 |
Заготовки толщиной менее 1,5 мм вручную не сваривают.
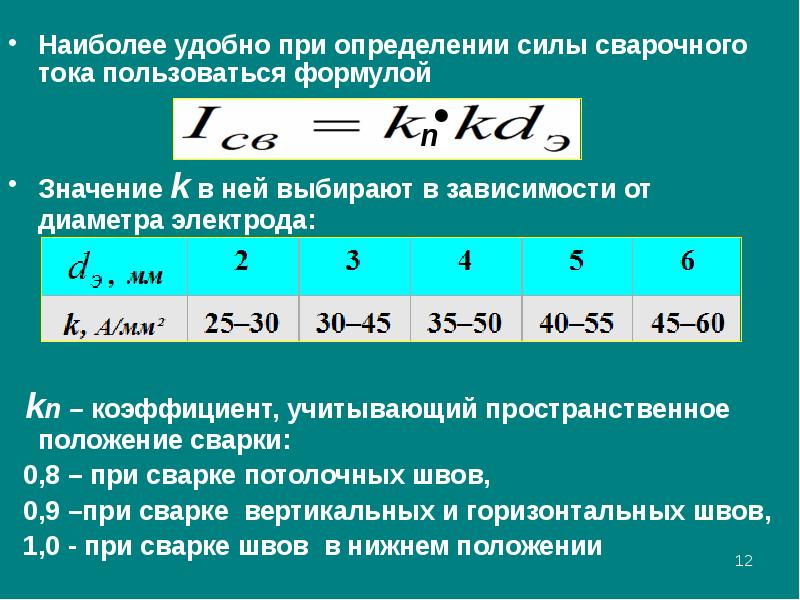
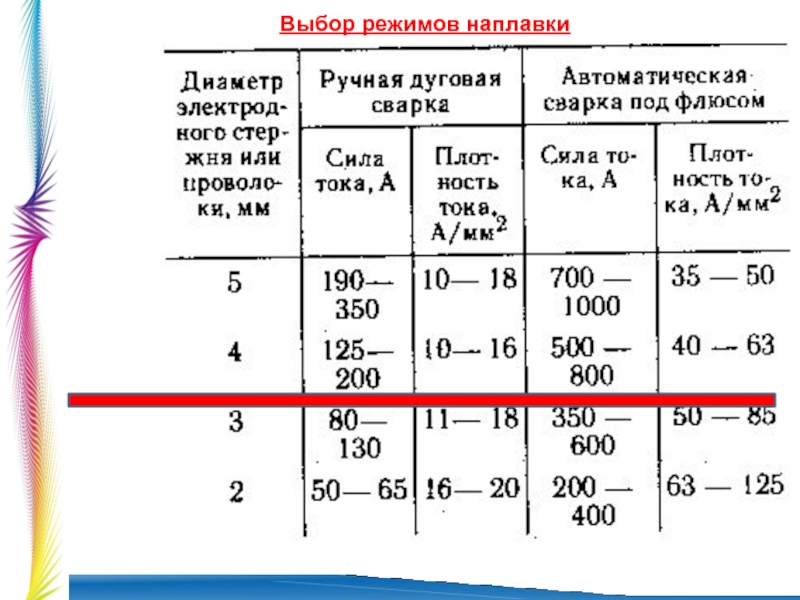
С диаметром расходника взаимосвязана сила сварочного тока. Рекомендуемая величина указана на упаковке.
Примерные значения приведены в таблице:
| Диаметр электрода, мм | 2 | 2,5 | 3 | 4 | 5 | 6 |
| Сила тока, А | 40-64 | 65-80 | 70-130 | 130-160 | 180-210 | 200-350 |
По требуемой силе тока выбирают сварочный аппарат.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.