
Материалы токарных резцов
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца, — это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания.
Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы.
Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инструментальные материалы — металлокерамические твердые сплавы, минералокерамика, быстрорежущие и углеродистые стали разных марок.
Наиболее современными материалами для токарных резцов являются металлокерамические твердые сплавы, сохраняющие свои режущие свойства при нагревании в процессе работы до температуры 800—900° С.
Эти сплавы состоят из тончайших зерен карбидов 1 тугоплавких металлов — вольфрама, титана и тантала, сцементированных кобальтом. Мета и локер амические твердые сплавы разделяются на три группы: вольфрамовые, титано-вольфрамовые и титано-танталовольфрамовые.
Буква В в каждой из этих марок означает Карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама.
Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама. Буква М, приведенная в конце некоторых марок, означает, что данный сплав мелкозернистый (величина зерен 0,5—1,5 мк).
Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3—5 мк).
| Конструкция токарного резца |
Мелкозернистость сплава сообщает ему износостойкость большую износостойкости нормального сплава дайной марки, при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию.
Крупнозернистость сплава, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава. Титано-вольфрамовые твердые сплавы применяю- ся для обработки всех видов сталей.
При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква Т и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта.
Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5КЮ содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Титано-танталсзольфрамовые сплавы используются в особо тяжелых случаях обработки сталей. В настоящее время в ГОСТ введена лишь одна марка этого сплава, а именно ТТ7К12, содержание которого — 7% карбидов титана и тантала, 12% кобальта и 81% карбида вольфрама.
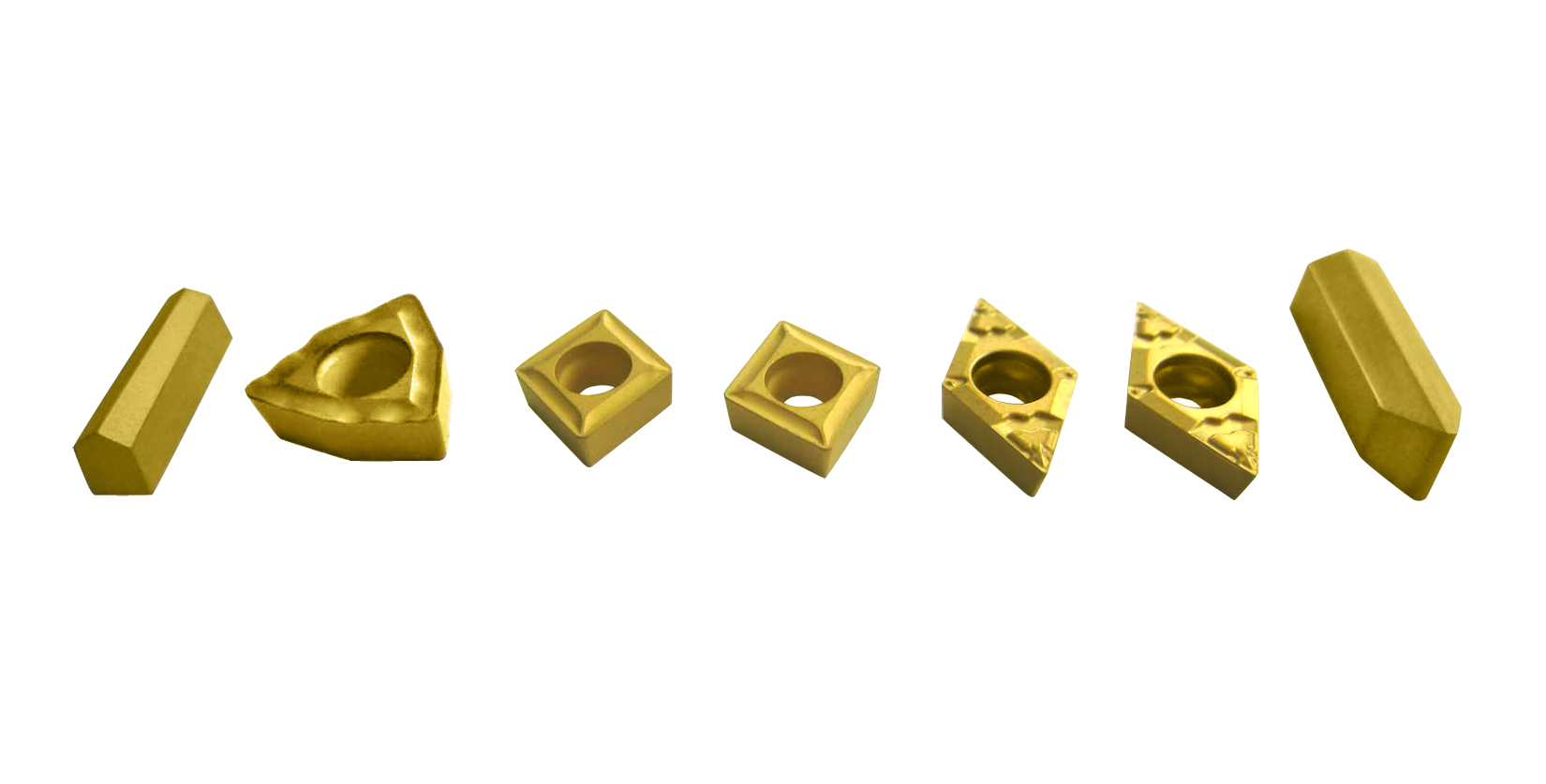
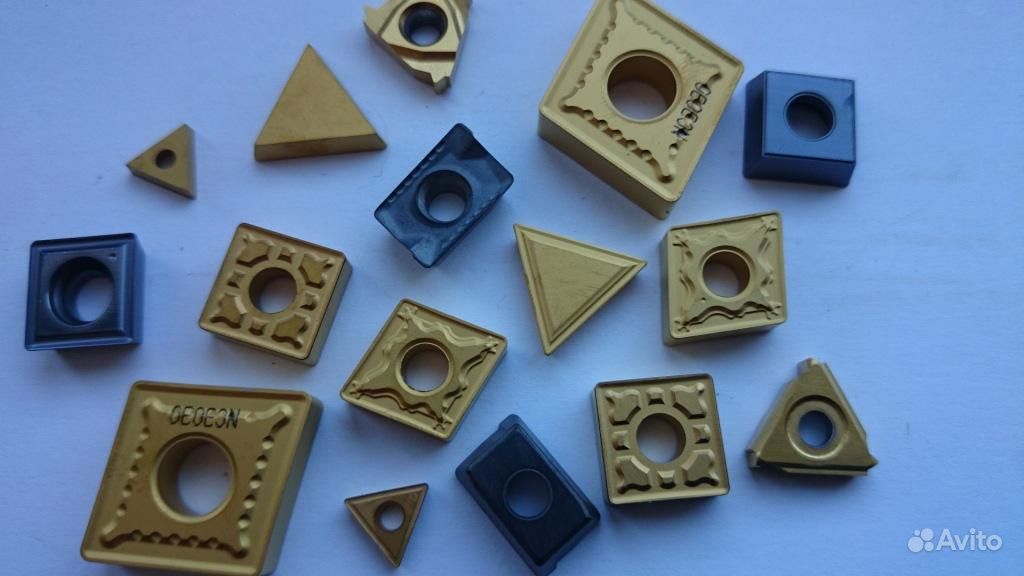
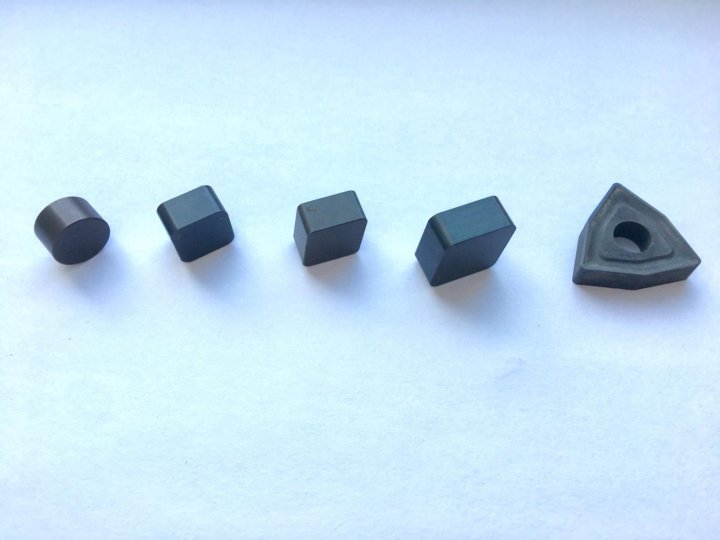
Металлокерамические сплавы выпускаются в виде пластинок различных форм и размеров.
В последнее время, при определенных условиях, в качестве инструментального материала находят применение минералокерамические материалы, основной частью которых является окись алюминия. В состав этих материалов не входят относительно редкие элементы: вольфрам, титан, кобальт и др.
Теплостойкость резцов, оснащенных минералокерамикой, очень высокая и достигает 1200° С и более.
В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже.
Установка
Перед тем как делают слепок зубов для пластинок и ставят (надевают) их, пациент проходит полное стоматологическое и ортодонтическое обследование, включая рентген всей челюсти. После индивидуально изготавливаются гипсовые модели, на основании которых выполняются дуги. Строение полости рта каждого пациента уникально, и применять скобки, созданные для одного человека, в терапии другого невозможно. Основание конструкции должно плотно обхватывать десны и зубной контур, а она сама — надежно фиксировать аппарат в нужном положении, осуществляя давление на места, которые требуют коррекции.
Правила выбора твердосплавных изделий
Чтобы токарные работы по металлу были высокоточными и эффективными, нужно пластины выбирать максимально правильно, тем более что их ассортимент отличается большим количеством размеров и форм. Требуется обязательно учитывать, насколько соответствуют они по размеру геометрическим параметрам режущего инструмента. Если этого не сделать, то вам будет сложно закрепить устройство на токарном резце.
Еще при выборе следует учитывать характеристики материала, на основе которого выполнена заготовка. Приспособления сделаны из такого сырья, где все металлы имеют разное соотношение, от этого зависят их эксплуатационные особенности.
Итак, сменные пластины на основе твердых сплавов, подразделяются на две основные категории:
- те, что имеют высокую устойчивость к ударам, вибрациям и прочим механическим нагрузкам;
- изделия, хорошо переносящие высокую температуру, которая поднимается в ходе длительной обработки металлических заготовок.
 Конструкции первой категории применяются при обработке на большой скорости, это сопровождается большими механическими нагрузками, вибрацией и ударами. А изделия второго вида применяются в том случае, когда обработка предусматривает снятие большого металлического слоя.
Конструкции первой категории применяются при обработке на большой скорости, это сопровождается большими механическими нагрузками, вибрацией и ударами. А изделия второго вида применяются в том случае, когда обработка предусматривает снятие большого металлического слоя.
А еще при выборе данных изделий учитывайте влияние и тип обработки заготовок. Каждый из них, осуществляемый посредством резцов, на которых зафиксированы механическим способом режущие пластины, предусматривает определенную геометрию их рабочей зоны и прочие особенности.
Если потребуется выполнить токарную обработку в большом объеме, совмещая ее с разными технологическими операциями, то лучше вооружиться целым набором сменных пластин с разными технологическими и геометрическими параметрами.
Как видите, от того, насколько правильно вы выберите твердосплавную пластину, зависит и качество работ, выполняемых с их помощью. Однако сделать правильный выбор тоже не под силу каждому, часто понимание приходит исключительно с опытом.
Параметры классификации изделий
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
- типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
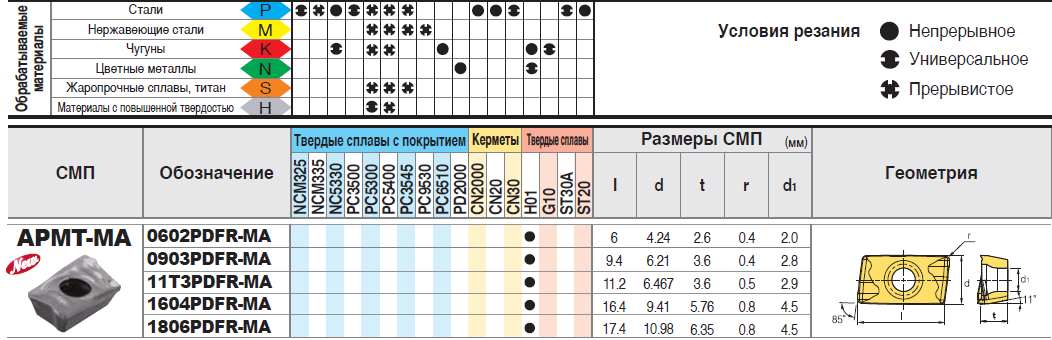
- материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
- размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
- величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
- классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.
Что дает применение твердосплавных пластин для резцов
- Универсальность использования одного токарного резца. Меняя твердосплавные пластины, можно производить обработку металлов и сплавов, характеризующихся разным составом, структурой и твердостью. Если иметь под рукой необходимый набор насадок, то проблем с металлообработкой, связанных с поиском и переустановкой нужного инструмента, не возникнет. Особенно актуально для автоматизированных производств, с большим сортаментом продукции.
- Экономию. Пластина стоит гораздо дешевле резца. В случае поломки режущей части не придется заменять весь инструмент. Кроме того, эксплуатационный срок его корпуса увеличивается более чем в 20 раз по сравнению с аналогом напаянным.
- На смену (поворот) пластины затрачивается меньше времени, чем на переустановку резца. А это – одна из составляющих повышения производительности.
- Насадки позволяют менять режим резания в большом диапазоне, что создает удобство в работе, повышает ее скорость и качество.
- Большой сортамент насадок. Подобрать нужную пластину для каждой технологической операции гораздо проще, чем сам инструмент. Для мелких производств (тем более бытовых токарных станков) выгоднее иметь определенный набор насадок, чем приобретать большое количество резцов различных видов.
Что можно делать твердосплавными пластинами
- Поверхностная обработка заготовок.
- Нарезание резьбы.
- Внутренняя расточка.
- Развертка.
- Выборка пазов, канавок и тому подобное.
- Раскрой материалов. Например, листового стекла, гетинакса, цветных металлов.
Особенности сборных резцов
Рассматривая универсальные резцы, следует уделить внимание сборной конструкции. Они характеризуются тем, что могут снабжаться режущими пластиками с различной формой
К особенностям этого варианта исполнения можно отнести следующие моменты:
При смене наконечника можно получить самые различные варианты исполнения резца. Есть возможность изменять угол обработки, что требуется в некоторых случаях при получении сложной поверхности.
Конструкция подобного инструмента сложна, что определяет повышение стоимости.
Зачастую рассматриваемое изделие приобретается для станков ЧПУ или других специальных моделей, предназначенных для выполнения специфических работ.
Применяемый метод крепления не предназначен для высоких нагрузок



Именно поэтому при применении рассматриваемого инструмента нужно уделить внимание правильности выбора режима резания.
Пластины, которые выступают в качестве режущей кромки, изготавливают из прочных и износостойких сплавов. Именно поэтому они могут прослужить долго и применяться для чистовой обработки.
Широкое распространение станков с ЧПУ определило появление довольно большого количества новых разновидностей резцов.
Появление современных сплавов, которые могут выдерживать воздействие высоких температур и трения, также позволило максимально раскрыть потенциал подобного оборудования. Именно поэтому сегодня резцы с твердосплавными пластинами получили весьма широкое распространение, встречаются в машиностроительных, станкостроительных и других цехах. Однако их высокая стоимость определяет низкую рентабельность применения на обычных токарных станках. Поэтому цельный инструмент пока часто применяется при выполнении различных операций.
Классификация твердосплавных пластин
Большинство режущего инструмента состоит из двух частей: державка и режущая кромка. Державкой резец крепится к станку, а кромкой непосредственно снимает стружку с заготовки. Именно, в качестве материала для режущей кромки и используются твёрдосплавные пластины.
Существует множество факторов, которые влияют на эффективность процесса резания. Это и материал заготовки, и серийность производства и тип охлаждения и т.д. В зависимости от этого существуют много разновидностей инструмента. Если упрощенно, то их классифицируют по виду сплава, из которого пластина изготовлена, и по способу крепления к державке. Рассмотрим теперь каждую категорию более подробно.
Виды пластин по типу материала
В большинстве случаев их изготавливают из:
- Вольфрамокобальтового сплава.
- Титановольфрамокобальтового сплава.
- Титанотанталовольфрамокобальтового сплава.
- Карбидотитанового сплава.
1. Твердосплавные пластины на основе вольфрама и кобальта рекомендуется применять для резания материалов, дающих стружку надлома. К данной категории относятся медные и алюминиевые сплавы, чугуны и пластмассы. Эта разновидности отличается повышенной износостойкостью и применяются при чистовом фрезеровании с максимально возможной скоростью резания, но глубина резания и подача при этом имеют достаточно низкое значение.
Все виды вольфрамокобальтовых пластин обладают высокими прочностными свойствами. Предел прочности на изгиб колеблется в пределах 1175-1470 МПа. Твердость достигает до 75 единиц по шкале Роквелла.
Повышение количества кобальта в составе пластин положительно влияет на их механические характеристики. В частности, происходит увеличение прочности на изгиб, пластичности и вязкости.
2. Пластина из титановольфрамокобольтового сплава предназначается для обработки резанием металлов, дающих сливную стружку. По сравнению с вышеуказанными пластинами, она имеет пониженную тепло- и электропроводность, но при этом опережает их по устойчивости к окислению, твердости и жаростойкости.
Также данные твердосплавные изделия отличаются повышенным значением температуры сцепления со сталями, что повышает их износостойкость к скользящей стружке. Все это позволяет добиваться более высоких скоростей резания.
Указанные твердосплавные пластины регламентируются по механическим свойствам ГОСТом 3882-74. Согласно ему, пластина способна выдерживать изгибающую нагрузку до 1666 МПа. Твёрдость ее составляет не менее 87 единиц HRA.
При увеличении процентного соотношения титана жесткость пластин падает, но повышается износостойкость. Повышение кобальта в составе способствует увеличению прочности и вязкости, но отрицательно влияет на износостойкость.
3. Пластинам на основе кобальта, тантала, титана и вольфрама свойственно повышенное значение твердости, которое равно 95 единиц HRA. Твердосплавные пластины, легированные танталом, выделяются улучшенными усталостными характеристиками при знакопеременных нагрузках, жаропрочностью и сопротивляемостью к окислению.
Данные твердосплавные пластины не теряют своих механических свойств до 900 ºС и обладают низким коэффициентом ползучести, что делает возможным их применение в самых тяжелых эксплуатационных условиях. Под этим подразумевается наличие большого диаметра среза, значительные температурные и силовые нагрузки.
4. Твердосплавная карбидотитановая пластина имеет самое низкое значение окисляемости и термостойкости, чем все вышеперечисленные твердосплавные пластины. Карбиды титана выполняют роль заменителя дефицитного вольфрама. По этой причине применение данного сплава целесообразно при несильной нагрузке на пластину. Его используют при получистовом фрезеровании серого и высокопрочного чугуна.
Данные твердосплавные пластины также имеют более низкие механические характеристики. Их предел прочности на изгиб равен 900 МПа. Твердость не больше 70 единиц HRC.
Конструкция резца
Все токарные резцы состоят двух конструктивных элементов:
- державки с прямоугольным или квадратным сечением, которая служит для фиксации в резцедержателе;
- головки – рабочей части, состоящей из нескольких режущих кромок.
По форме державки резцы могут быть:
- прямыми;
- изогнутыми;
- отогнутыми;
- оттянутыми.
По способу изготовления они бывают:
- Монолитными (цельными).
- Напайными.
- С механическим креплением сменных пластин.
Рабочая часть формируется несколькими плоскостями и режущими кромками, форма которых зависит от назначения инструмента. Большинство резцов изготавливается в левом и правом исполнениях и выбираются в соответствии с направлением подачи.
Что такое пластины для зубов?

Пластины для детских зубов также называют скобами и ретейнерами. Эти конструкции используются для исправления неправильного прикуса у ребенка, при единичных неровностях. Пластины также назначают после ношения брекетов, чтобы закрепить их эффект.
Пластины для детей отличаются своим строением, однако, все имеют одинаковые ключевые элементы. Основу этих ортодонтических приспособлений составляют жесткие пластины (проволоки) и крепления.
Для изготовления пластины также может использоваться мягкий пластик или материал средней жесткости, изогнутый в соответствии с формой неба ребенка. Основной функцией пластика является удерживание дуги, произведенной из сплава титана и никеля.
Именно титаново-никелевая дуга обеспечивает выравнивающий эффект. У этого элемента есть «память», исходная форма проволоки (заданная стоматологом), пластина не меняется со временем при жевании и нагрузке на челюсти.
Во время ношения пластина постоянно воздействует на коронки зубов и постепенно смещает их в заданном направлении. Стоматолог может подобрать ребенку приспособление разной толщины, от очень тонкого, когда прикус только формируется, до довольно крупного.
Крепление в пластинах обеспечивается механизмом в основании конструкции. Этот узелок дополнен небольшой отверточкой для настройки. Некоторые пластины включают и такие дополнительные элементы, как встроенные активаторы. Эту часть можно часто подкручивать, чтобы дуга была плотно натянута.
Чем пластинки отличаются от брекетов?
Многие до сих пор путают брекеты и пластинки для выравнивания зубов у детей. Действительно, оба этих устройства являются ортодонтическими аппаратами и оба исправляют прикус.
Однако, брекеты являются частью мультибординг системы. Эта конструкция приклеивается к зубам, в пазы вставляется дуга с «памятью формы». С помощью этой дуги зубы постепенно выравнивается и исправляется прикус.
Брекеты подходят взрослым и подросткам старшего возраста (старше 12 лет) со сформировавшимися постоянными зубами. Пластинки же чаще всего ставятся детям, при смешанном прикусе, молочных зубах и несформировавшихся постоянных рядах. При постоянном прикусе пластинка для выравнивания зубов будет менее эффективной. Применение брекетов в раннем возрасте может изменить развитие костей черепа.
Виды пластин

Все пластины для выравнивания и выпрямления детских зубов делятся на два вида:
Съемные.Самый популярный вариант ортодонтических конструкций. Пластины закрепляются на зубах ежедневно, но иногда их можно снимать. Главными преимуществами конструкций является их невысокая цена и простота использования. Стоматологи рекомендуют использовать съемные пластины для выравнивания одного зуба, который немного смещен. На сегодняшний день существует множество конструкций с разными особенностями строения: пластины с рукообразным отростком, одночелюстные модели, устройства с активным пружинящим толкателем, ретракционной дугой и другие. Средний срок лечения съемными пластинами составляет 1,5-2 месяца.





Несъемные. Подобные пластины стоматологи советуют устанавливать детям, которым необходима коррекция группы зубов, которая требует более длительного воздействия. В конструкциях несъемных пластин предусмотрены специальные замочки, через которые пропускается дуга. Через эти замочки врач периодически стягивает конструкцию, чтобы коронки зубов оставались под нужным давлением. Средний срок лечения с помощью несъемных пластин составляет 2 года и точно определяется ортодонтом.
Съемные пластины стоят дешевле несъемных конструкций и отличаются простотой эксплуатации. Действительно, при желании или необходимости ребенок может снять пластину и отдохнуть от конструкции. Однако за этой простотой кроется большая опасность: в школе или детском саду родители не могут проконтролировать малыша, и он начинает бесконтрольно снимать пластину и радоваться жизни без нее. В итоге зубы просто не выравниваются.
Показания
Как вы уже знаете, пластины для выравнивания зубов у детей устанавливаются при смещениях одного зуба или неправильном расположении нескольких зубов. Эти конструкции также рекомендуются стоматологами при таких патологиях, как:
- Проблема развития челюстных костей;
- Замедление или активизация роста челюсти;
- Зауженность неба;
- Смещение зубов после использования брекетов;
- Редкое расположение зубных коронок.
Стоматологи советуют устанавливать пластину для выравнивания зубов у детей младше 12 лет. Во-первых, в этом возрасте гораздо проще скорректировать форму зубочелюстной системы. А во-вторых, дети в юном возрасте легче переносят процедуру установки пластины и не переживают по поводу своего внешнего вида.
Маркировка и производители
Маркировка твердосплавных пластин для оснащения токарных резцов указывает на состав материала изготовления. Например, маркировка Т15К6 означает, что перед вами пластина, изготовленная из сплава титановольфрамокобальтовой группы. Следует отметить, что вольфрам в составе таких сплавов содержится в обязательном порядке. Кроме данного металла, в сплаве могут дополнительно содержаться титан, кобальт, тантал и др. В составе рассматриваемого нами в качестве примера сплава в соответствии с его маркировкой содержится 15% карбида титана и 6% кобальта.
К наиболее популярным производителям твердосплавных пластин, которые используются для механического крепления на токарных резцах, относятся:
- ООО «Инструмент-Сервис» (Украина);
- Новомосковский трубный завод (Украина);
- Компания BDS-Machinen (Германия);
- Компания Proxxon (Германия);
- Компания Ceratizit (Люксембург).

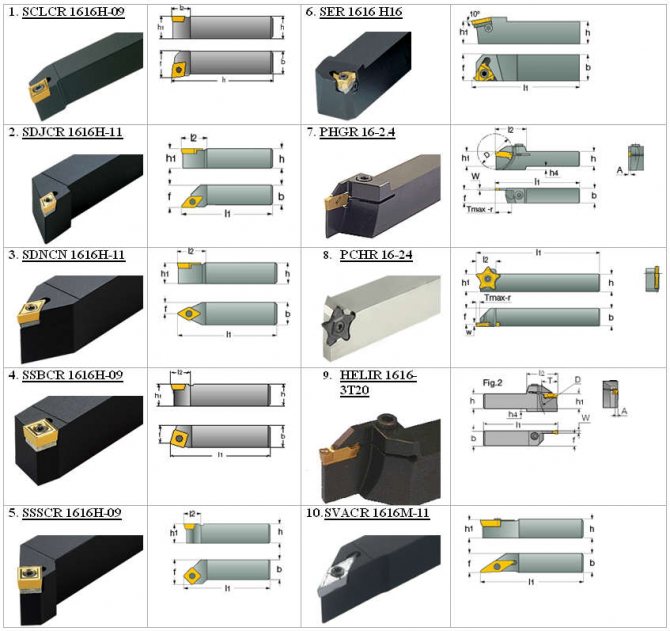
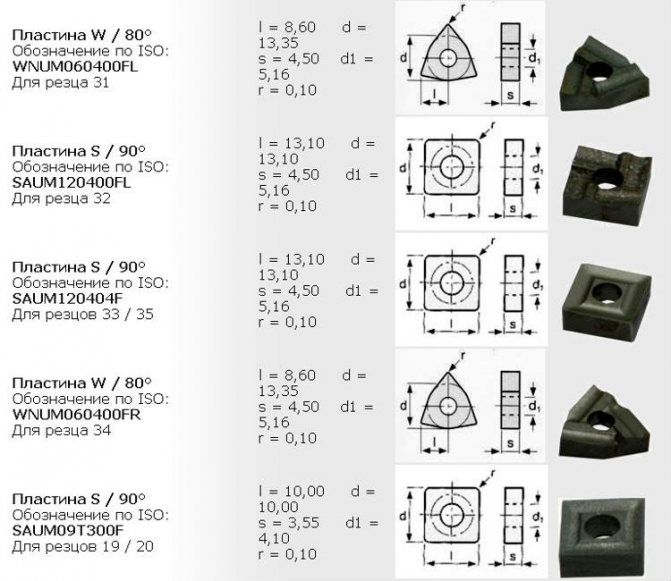
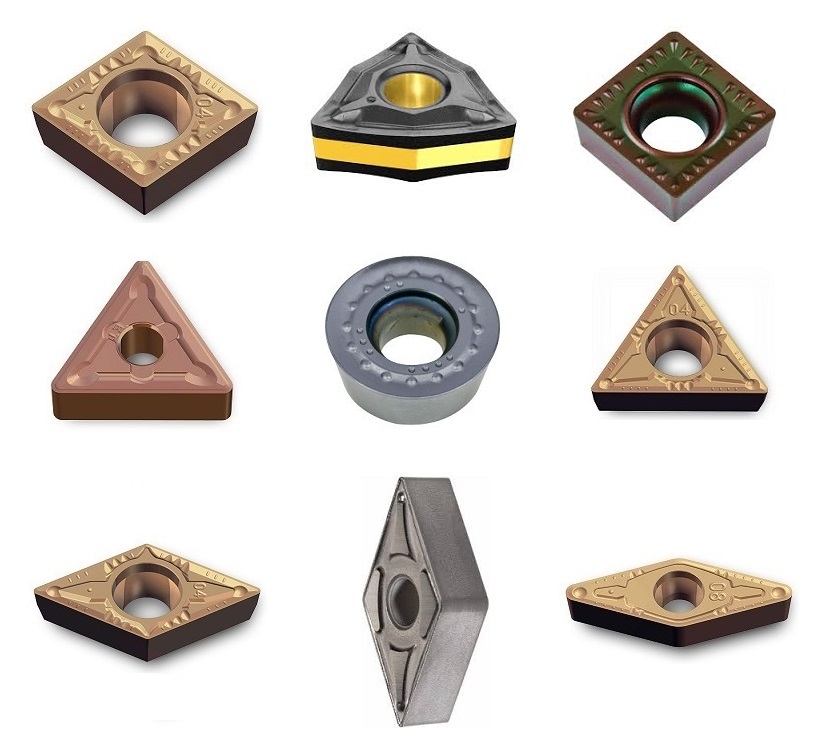
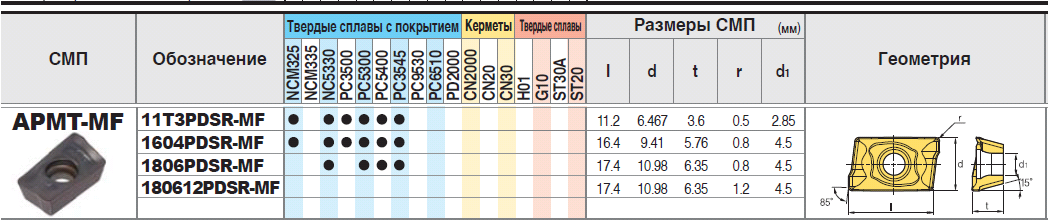
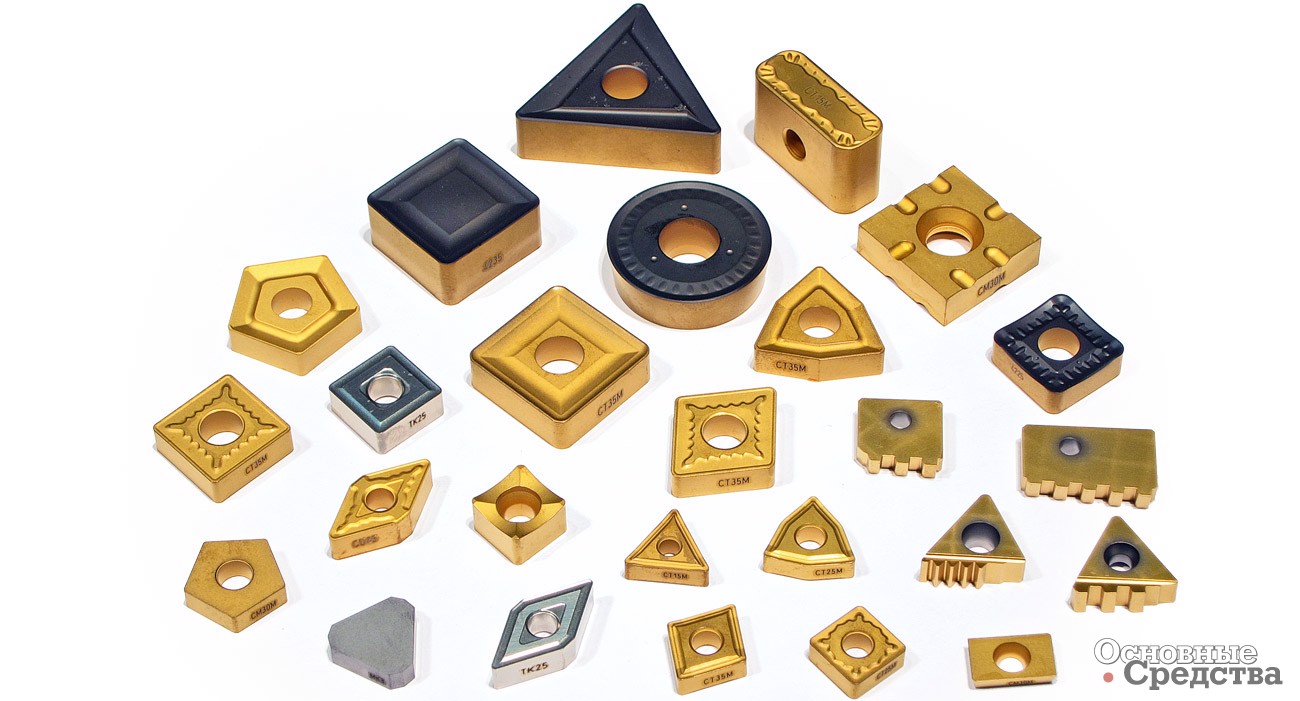
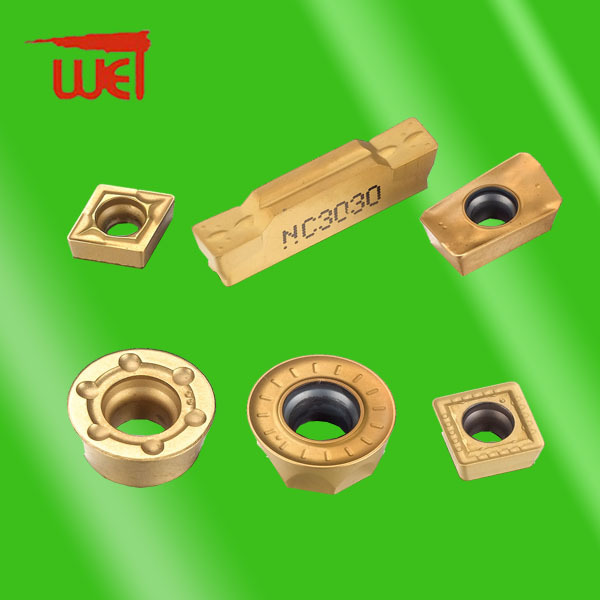
Разновидности твердосплавных пластин для резцов
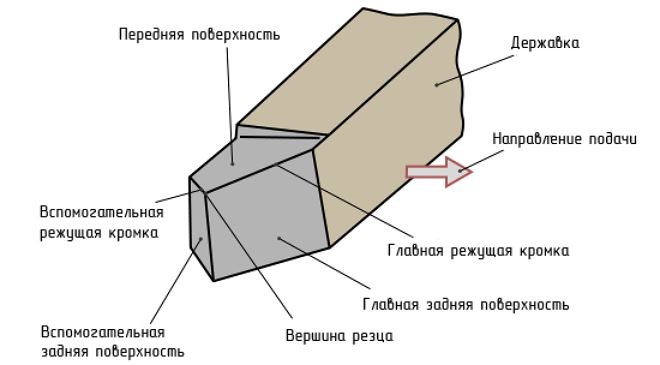
Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Твердосплавные пластины для токарных резцов
Твердосплавные пластины для токарных резцов являются одной из самых удобных разновидностей режущих инструментов.
Дело в том, что резцы выпускаются как с цельной конструкцией, когда весь инструмент является цельным и режущая часть неразрывно соединена со всем остальным, так и со съемными деталями, что намного более удобно в процессе работы, когда можно снять и заменить одну пластину на другую. Это же удобно и при замене в случае поломки или износа.
Пластины для отрезных резцов могут быть выполнены из различных материалов и сплавов, так что их можно иметь несколько в наборе для одного типа инструмента, что пригодится для взаимодействия с различными типами заготовок.

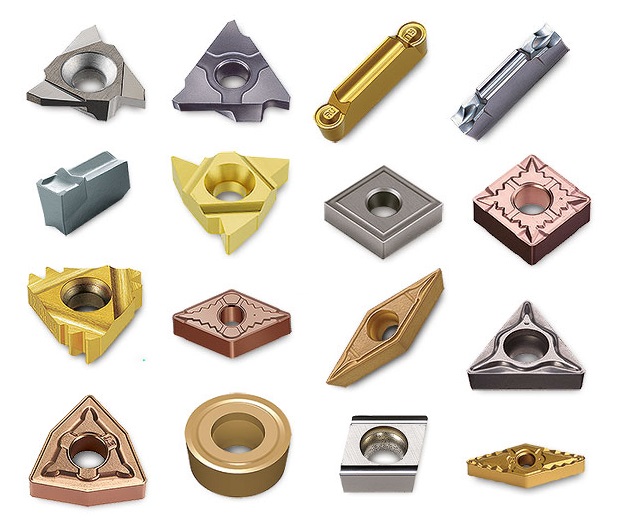
фото:твердосплавные пластины для токарных резцов
Покупать сменные пластины для токарных резцов выходит намного дешевле, чем сами резцы.
Главным достоинством этих изделий является то, что они помогают увеличивать производительность, поэтому, в производстве они будут являться незаменимыми.
С учетом роста номенклатуры изделий в мелкосерийном и среднесерийном производстве возникает необходимость в автоматизации многих процессов. Твердосплавные пластины обладают следующими преимуществами:
- Низкая стоимость, в сравнении с цельными резцами;
- Возможность быстрой смены;
- Надежно проявляют себя даже в интенсивных режимах работы;
- Возможность переналадки пластин;
- Большая унификация агрегатов и инструментов.
С момента появления сменных элементов многие специалисты отметили, что пользоваться ими намного удобнее, хотя сейчас и выпускают другие типы. Благодаря им срок службы державки резца заметно увеличивается, пропадает необходимость в таких трудоемких операциях как заточка и пайка. Большинство рабочих элементом становятся взаимозаменяемыми. Температуры резания и силы снижаются до 40%.
Как маркируют, и кто их производит?
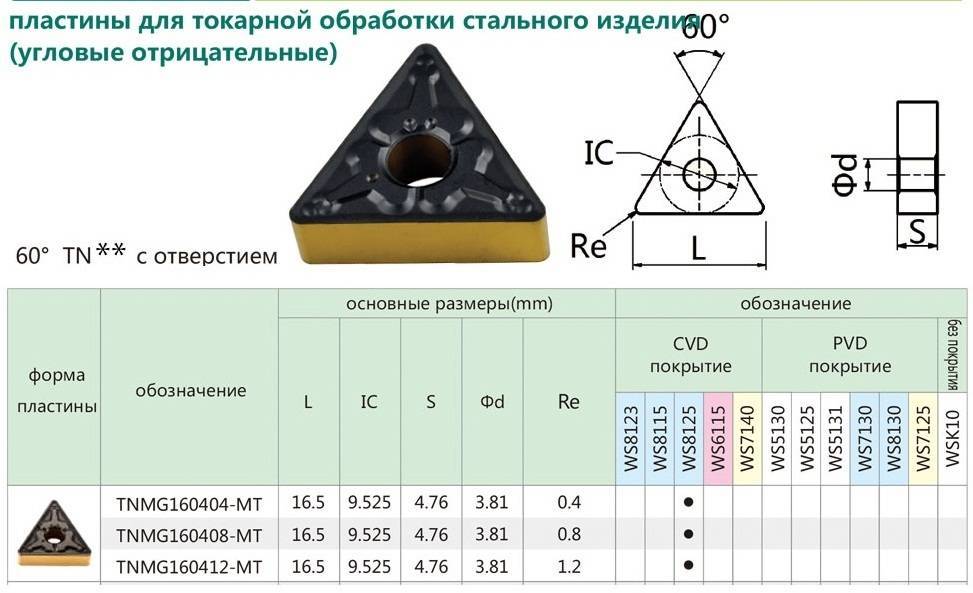
Маркировка пластины даёт информацию о составе материала изготовления, а также о форме, углах, длине режущей кромки, различных допусках и др.
Важно!
Буквы и цифры в маркировке пластины всегда нужно расшифровывать слева направо.
Каждый символ обозначает конкретный показатель. Первая буква характеризует форму пластины, вторая — задний угол, третья — допуски по высоте, толщине и размеру вписанной окружности, а четвертая обозначает наличие стружкомола либо отверстия.
После букв идут цифры. Первые две определяют длину пластины, две следующие — толщину, и две последние — радиус угла. Две буквы после этого обозначают тип стружкомола, либо его отсутствие.
В последнем случае вместо двух букв написано «None». Наконец, самое последнее обозначение (подряд две буквы и четыре цифры) характеризуют сплав пластины.
К наиболее популярным производителям относятся производители из Украины — Новомосковский трубный ; из Германии — Компания Proxxon и Компания BDS-Machinen; из Люксембурга — Компания Ceratizit
Конструкция
Токарный резец составляют две конструктивные части: державка, с помощью которой инструмент садится в посадочный паз станка, режущая головка. Держатель выполнен в прямоугольной или квадратной форме, является главной частью приспособления.
Головка состоит из заточенной под необходимым углом кромки и нескольких плоскостей, является рабочей частью приспособления, в процессе обработки придает заготовке требуемую форму. Угол заточки влияет на то, как снимет резец металл с заготовки.
По конструкции резцы разделяются на несколько видов:
- прямые: державка, рабочая головка расположены на одной оси, или на двух параллельных;
- изогнутые: при рассмотрении сбоку видна изогнутая державка;
- отогнутые: рассматривая инструмент сверху, отчетливо виден изгиб рабочей части;
- оттянутые: ширина державки больше рабочей, оттянутой влево или вправо, головки. Оси обеих частей детали при этом совпадают или смещены.
Действующие стандарты
Требования к каждому виду изделия обозначены в Государственном стандарте:
- ГОСТ 19086–80 — характеризует стружколомы, опорные, режущие элементы;
- ГОСТ 19042–80 — классифицирует форму систему определений сменных пластин;
- ГОСТ 25395–90 — обозначены для производства пластин из твердых сплавов нескольких видов, крепящихся на державке резца напайным типом (резцы проходного, револьверного, расточного типа).
Основные размеры
Для державок ГОСТом предусмотрены следующие размеры.
- Прямоугольной формы (мм): 16х10; 20х12; 25х16; 25х20; 50х25; 40х32; 50х32; 50х40; 63х50.
- Квадратной формы (мм): 4х4; 6х6; 8х8; 10х10; 12х12; 16х16; 20х20; 25х25; 32х32; 40х40.
Режимы резания по металлу
Режим резания представляет собой набор величин, вычисляемые расчетным путем.
- Глубина, определяющая толщину снимаемого слоя за одну операцию. При обработке торца показатель глубины определяется диаметром детали, плоских деталей — используют длину.
- Скорость. Вычисляется путем умножения количества оборотов детали в минуту на ее диаметр. При этом учитывают тип выполняемой операции, вид инструмента, материал заготовки.
- Подача. Показатель движения резца за один оборот детали. После вычисления данные величины сравнивают с нормативными показателями, указанными в паспорте станка.
Также при расчете режима резания учитывают параметры токарного оборудования:
мощность, скорость вращения шпинделя и другие.
Преимущества использования токарных пластин
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.


А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы
Это особенно важно при мелком и среднесерийном производстве разных изделий
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:
- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.
А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
https://youtube.com/watch?v=-Bwh36VbB70
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки. Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.