
АВТОМАТЫ ГОРИЗОНТАЛЬНЫЕ МНОГОШПИНДЕЛЬНЫЕ ПРУТКОВЫЕ пр-во СССР
| диаметр | |
| 1б216 | 16 |
| 1а225 ,1б225п-6к | 25 |
| 1б240 | 32 |
| 1240-6 ,1б240-6,1б240-6к ,1240-4,1а240-6 | 40 |
| 1б265-8к | 50 |
| 1265,1б265-6к,1265м-6 | 65 |
| 1290 ,1261п ,1б265п-8к ,1а290-6 ,1а240п-6 ,1б290-6к ,1б265п-6к,1б290п-6к |

предназначены для изготовления деталей из металлических прутков . Операции станка : подрезка , черновое и чистовое точение ,обтачивание , подрезка , сверление ,расточивание , зенкерование , развертывание , нарезание наружных и внутренних резьб. Пруток закладывают в направляющие трубы и закрепляют в цанговых патронах шпинделей . Каждый шпиндель получает свое вращательное движение. Обработка детали производится последовательно в 6/8 позиях шпиндельного блока . Автомат имеет 6/8 поперечных суппортов , также имеется один общий для всех позиций продольный суппорт .
МЫ можем организовать ДОСТАВКУ ПО РОССИИ токарных автоматов и полуавтоматов :
|
ДОСТАВКА ПО РОССИИ |
||
|
стоимость доставки |
||
|
Восток Сибири , Дальний Восток |
Улан-Удэ , Барнаул , Чита , Владивосток , НОРИЛЬСК , ХАБАРОВСК , ИРКУТСК , Южно-Сахалинск , Магадан |
рассчитывается отдельно |
|
Западная Сибирь |
НОВОСИБИРСК , Абакан , Омск , КРАСНОЯРСК , КЕМЕРОВО , ТОМСК , НОВОКУЗНЕЦК |
85.000 рублей. |
|
ХМАО |
Тюмень , Ноябрьск , НИЖНЕВАРТОВСК , ТЮМЕНЬ , Новый УРЕНГОЙ , НЕФТЕЮГАНСК , СУРГУТ |
55.000 рублей. |
|
Урал |
ЕКАТЕРИНБУРГ , ТАГИЛ , ОРСК ,Киров , Уфа , Оренбург, КАМЕНСК-УРАЛЬСКИЙ , ИЖЕВСК , ЧЕЛЯБИНСК , МАГНИТОГОРСК , КУРГАН , ЗЛАТОУСТ , МИАСС , ПЕРВОУРАЛЬСК, Березники , Чайковский , Нефтекамск |
18.000рублей. |
|
ЦЕНТР |
Рязань , Тула , Иваново , Новгород , ЛИПЕЦК , БРЯНСК , ЯРОСЛАВЛЬ , КУРСК , ПОДОЛЬСК , СТАРЫЙ ОСКОЛ , СМОЛЕНСК, ОРЕЛ , КАЛУГА , ТВЕРЬ , ВЛАДИМИР , БЕЛГОРОД , ОБНИНСК , РАМЕНСКОЕ |
50.000 рублей. |
|
Муром , НОВОКУЙБЫШЕВСК , МУРОМ ,СЕРГИЕВ ПОСАД , БАТАЙСК |
54.000 рублей |
|
|
НОВОМОСКОВСК , ЖЕЛЕЗНОДОРОЖНЫЙ , КОВРОВ , КОЛОМНА , ЭЛЕКТРОСТАЛЬ |
52.000 рублей. |
|
|
Города ЮФО : |
Арвамир, Майкоп , Ростов , КРАСНОДАР , СТАВРОПОЛЬ , БАЛАКОВО , ШАХТЫ , ТАГАНРОГ , НОВОЧЕРКАССК , ВОЛГОДОНСК , НОВОШАХТИНСК , НЕВИННОМЫСК , МАЙКОП |
80.000 рублей. |
|
ПФО : |
Казань , Воронеж , Саратов , САМАРА , АСТРАХАНЬ , ВОЛГОГРАД , ТОЛЬЯТТИ , УЛЬЯНОВСК , Набережные ЧЕЛНЫ , ПЕНЗА |
70.000 рублей. |
|
Нижнекамск , Сызрань , ЧЕБОКСАРЫ , СТЕРЛИТАМАК , ЙОШКАР-ОЛА , ДЗЕРЖИНСК , САРАНСК , ТАМБОВ |
70.000 рублей. |
|
|
ВОЛЖСКИЙ , АРЗАМАС , Салават , САРАПУЛ , АЛЬМЕТЬЕВСК, ДИМИТРОВГРАД , ОКТЯБРЬСКИЙ , НОВОЧЕБОКСАРСК |
60.000 рублей. |
|
|
города СЗФО |
Санкт-Петербург , Рыбинск , ПСКОВ , Кострома , СЫКТЫВКАР , ПЕТРОЗАВОДСК , МУРМАНСК , ВОЛОГДА , ЧЕРЕПОВЕЦК , АРХАНГЕЛЬСК ,Усинск , СЕВЕРОДВИНСК |
80.000 рублей. |
|
страны |
Белоруссия , Казахстан , Узбекистан |
необходимо стоимость рассчитывать отдельно. |
Сроки поставки станков со склада в наличии — немедленно .
Сроки поставки под заказ для страндартных новых станков — от 4 месяцев из Тайваня или Италии .
Дополнительные услуги-На нашем ремонтном производствепроизводим качественныйремонт токарных автоматов и полуавтоматов ,капремонт , модернизацию , монтаж – такелаж .
выможетезапросить подробный прайс ,купитьиузнать стоимость токарных автоматов ,обратившись вУралстанкосервис –РоссияПермь (342)298-35-78факс 263-38-84tonybag1@mail.ru
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.




Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Классификация
Из-за многообразия видов токарных автоматов, человеку без опыта сложно их отличать. Для этого было создано несколько классификаций. В них указываются отличия автоматов по выполняемым операциям или конструкции.
По назначению
Любое промышленное оборудование можно разделить по назначение. Автоматические токарные станки бывают двух типов:
- Специализированные — используются при проведении определённой операции с заготовкой. Не подлежат перенастройке.
- Универсальные — оборудование которое может выполнять различные операции с заготовками.
Также существуют полуавтоматы, которые используется для изготовления штучных деталей.
По расположению шпинделей
Если говорить о расположении рабочей части токарного автомата, можно выделить две конструкции:
- вертикальный шпиндель;
- горизонтальный шпиндель.
Перемещение ключевых элементов оборудования и сам процесс обработки зависит от расположения шпинделя.
По количеству шпинделей
Устройства различаются и по количеству подвижных элементов:
- одношпиндельные — предназначены для обработки одной заготовки;
- многошпиндельные — одновременно могут обрабатывать несколько заготовок.
Существует несколько типов одношпиндельных автоматов. Каждый их них представляет собой отдельную конструкцию, выполняющую определённые операции.

Одношпиндельный автомат
Фасонно-отрезные
Фасонно-отрезные автоматы используются для изготовления коротких заготовок, у которых небольшой диаметр. На выходе получается простая форма. Принцип работы заключается в том, что заготовка закрепляется во вращающемся шпинделе. Для обработки детали в суппортах закрепляются резцы. Количество суппортов может достигать 4. Перемещать их можно по поперечному направлению. В новых моделях есть специальные направляющие, которые позволяют перемещать суппорт вдоль оси шпинделя.
Дополнительно в фасонно-отрезных автоматах устанавливается упор. Его можно передвигать для увеличения или уменьшения длины заготовки.
Продольного точения
Токарный автомат продольного точения применяется при производстве длинных деталей с малым сечением из металлического прутка. Используется на предприятиях, занимающихся приборостроением или часовым производством. С помощью цангового патрона заготовка закрепляется в шпинделе. Он закреплён на подвижной бабке, которая передвигается по направляющим. Резцы же остаются неподвижными. Они прочно закрепляются в суппортах.
Дополнительно напротив заготовки могут устанавливаться специальные приспособления, с помощью которых выполняются различные операции. К ним относится сверление, нарезание резьбы и зенкерование. Шпиндель может оборудоваться отдельным приводом, который будет обеспечивать поступательные движения.
Токарно-револьверные
Токарно-револьверные автоматы используются на производстве при изготовлении изделий сложной формы. При работе применяется металлический пруток. Некоторые модели предназначены для создания штучных заготовок. Металлическое изделие или прут закрепляется в подвижном шпинделе. Револьверная головка начинает автоматически перемещаться. Суппорты совершают поперечные движения.
История появления многошпиндельного вертикального токарного полуавтомата
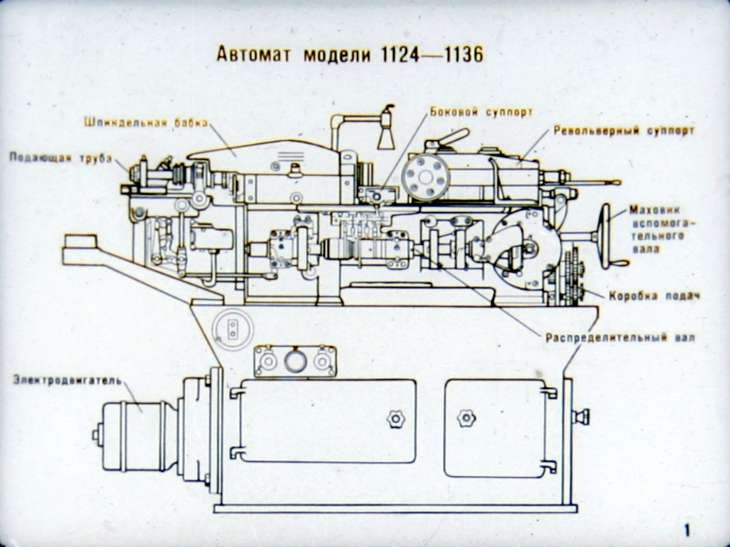
Появлению многошпиндельных вертикальных токарных полуавтоматов предшествовала довольно длинная история. Гражданская война в США (1861-1865), породившая нехватку рабочей силы, требовала автоматизации производства Тогда и появился первый станок-автомат. К. Випиль еще в 1842 г. создал автоматический станок для обработки древесины, а в 1876 г. Хр. Спенсер автоматизировал токарный станок. Его однофамилец английский инженер С. Спенсер еще в 1860 г. построил свой автоматический токарный станок. Многошпиндельный станок (на котором изделие автоматически проходит через ряд позиций и на каждой из них подвергается одной или нескольким операциям обработки) появился в 1895 г. Накануне Первой мировой войны появились автоматизированные токарные станки, на которых заготовка проходит последовательно через шесть — восемь позиций, причем на каждой из них заготовка подвергается разным токарным операциям. Этот станок известен как «Мультоматик» Булларда (рис. 1) . Рис. 1. «Мультоматик» Булларда
Станки с ЧПУ
Горизонтально-сверлильные станки также оснащают числовым программным управлением. Как и ручные аппараты, они позволяют выполнять работы по растачиванию, фрезеровке, сверлению и зенкерованию деталей.
В зависимости от класса установленного программного обеспечения, такие станки могут выполнять работы с разной степенью точности. Бортовой компьютер просчитывает текущую и заданную позицию рабочего узла, что позволяет более качественно координировать обработку деталей.
Кроме корректировки передвижения сверла в разных плоскостях, числовое программное обеспечение позволяет устанавливать угол наклона рабочего инструмента. Перемещение рабочего стола осуществляется в поперечном направлении, а передвижение шпиндельной бабки – в горизонтальном. Стоит отметить, что цена на горизонтально-сверлильные станки с программным обеспечением значительно превосходит стоимость их ручных аналогов.
Главным преимуществом ЧПУ на горизонтальных сверлильных станках является существенное сокращение времени на обработку одной детали. С каждым годом такие станки все чаще используют на больших и маленьких производствах.
Они позволяют обрабатывать большой массив материалов за относительно короткие сроки и без большой практики в данной сфере. Станки с ЧПУ часто компонуются еще и барабаном с инструментами, что значительно расширяет сферу его применения, но одновременно требует больших навыков и умений от оператора.
Видео: горизонтальный сверлильный станок.
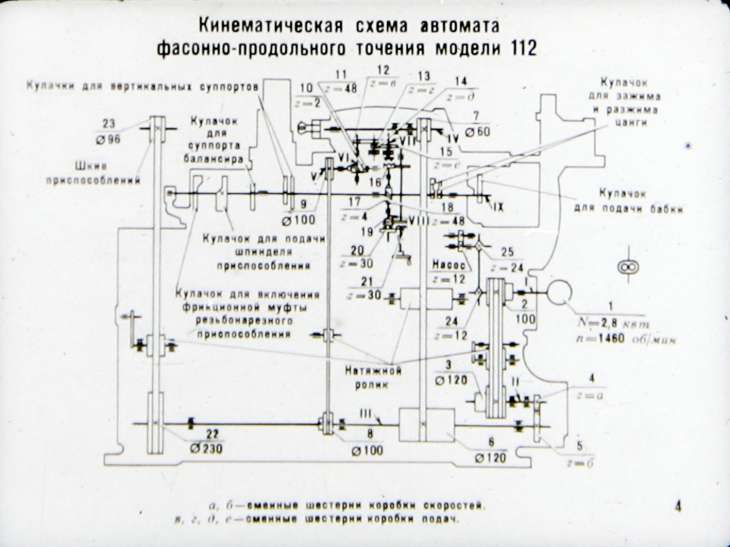
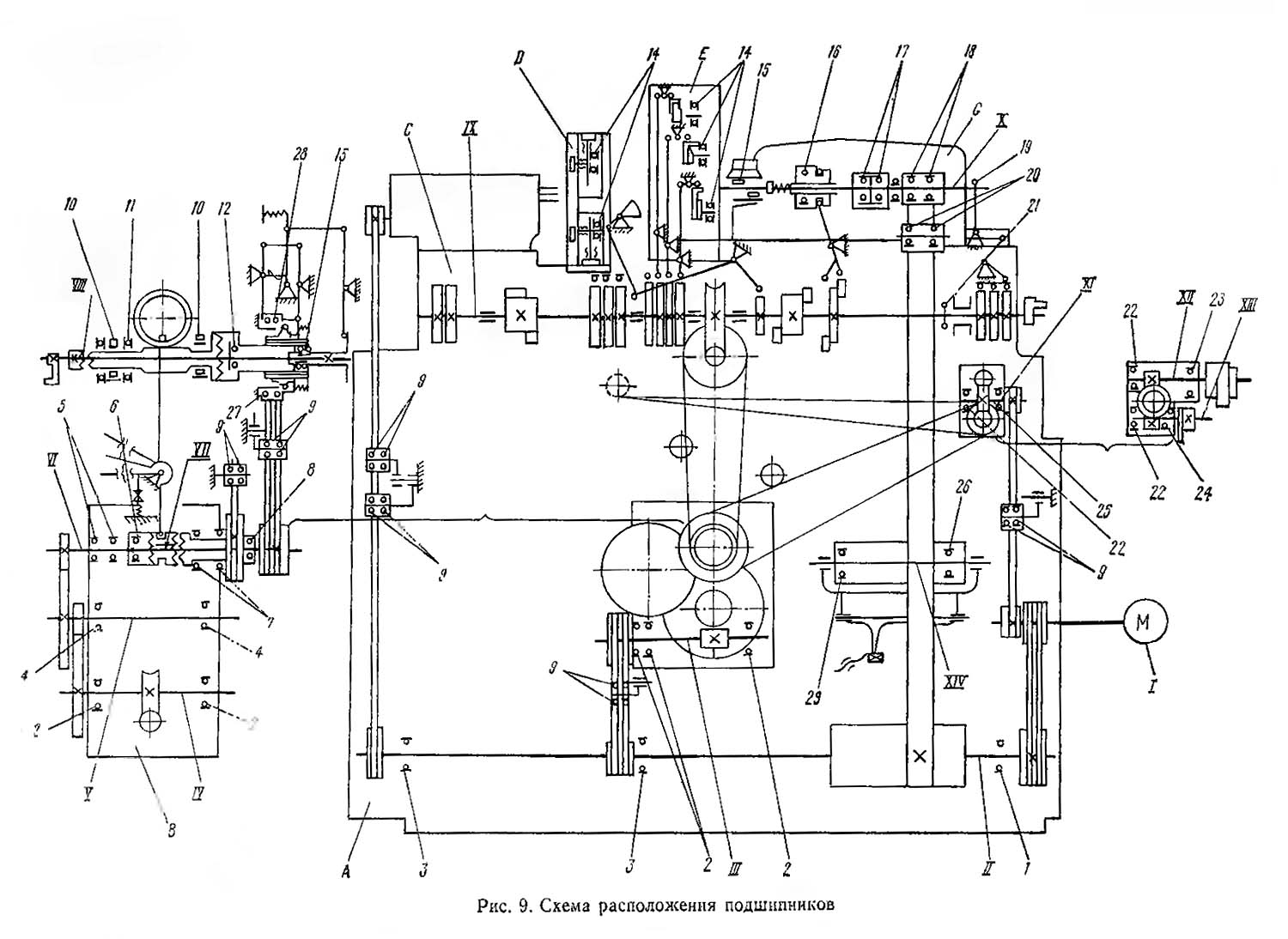
Схема кинематическая токарного станка продольного точения 11Т16А
Схема кинематическая токарного станка продольного точения 11Т16А. Смотреть в увеличенном масштабе
Кинематическая схема автомата 11Т16А
Кинематическая схема автомата (рис. ![]() состоит из цепи привода главного шпинделя, цепи привода распределительного вала при рабочем ходе, цепи привода распределительного вала при ускоренном ходе, цепи привода насоса и цепи привода приспособлений.
состоит из цепи привода главного шпинделя, цепи привода распределительного вала при рабочем ходе, цепи привода распределительного вала при ускоренном ходе, цепи привода насоса и цепи привода приспособлений.
Привод главного шпинделя
Шпиндель приводится в движение от электродвигателя М, установленного на кронштейне с подвижной плитой, расположенной сзади основания станка.
От электродвигателя вращение передается на главный вал II через клиноременную передачу со сменными шкивами А и Б.
С главного вала плоскоременной передачей движение передается непосредственно на шпиндель X автомата. Наличие сменных шкивов дает возможность получать двадцать четыре частоты вращения шпинделя от 450 до 6300 об/мин.
Привод распределительного вала при рабочем ходе
Распределительный вал приводится в движение от того же электродвигателя М.
Вращение с главного вала II через клиноременную передачу передается валу III коробки подач, а через червячную передачу и сменные шестерни В, Г, Д, Е — на вал VI; при включении муфты вала VI в левое положение движение с вала через клиноременную передачу и червячную пару передается на распределительный вал IX.
Путем замены сменных шестерен на автомате можно получить до тридцати восьми частот вращения распределительного вала на одну частоту вращения шпинделя (см. таблицу производительности).
Привод распределительного вала при ускоренном ходе
Вращение с вала электродвигателя М через клиноременную передачу привода насоса охлаждения передается валу XIII редуктора быстрого хода, и далее через клиноременную передачу получает вращение вал VI. Муфта переключается в правое положение, и дальше движение происходит как при рабочем ходе.
Привод насоса
Насос системы охлаждения приводится во вращение от электродвигателя М через клиноременную передачу и винтовые пары валов XI, XII.
Устройство горизонтального многошпиндельного токарного автомата
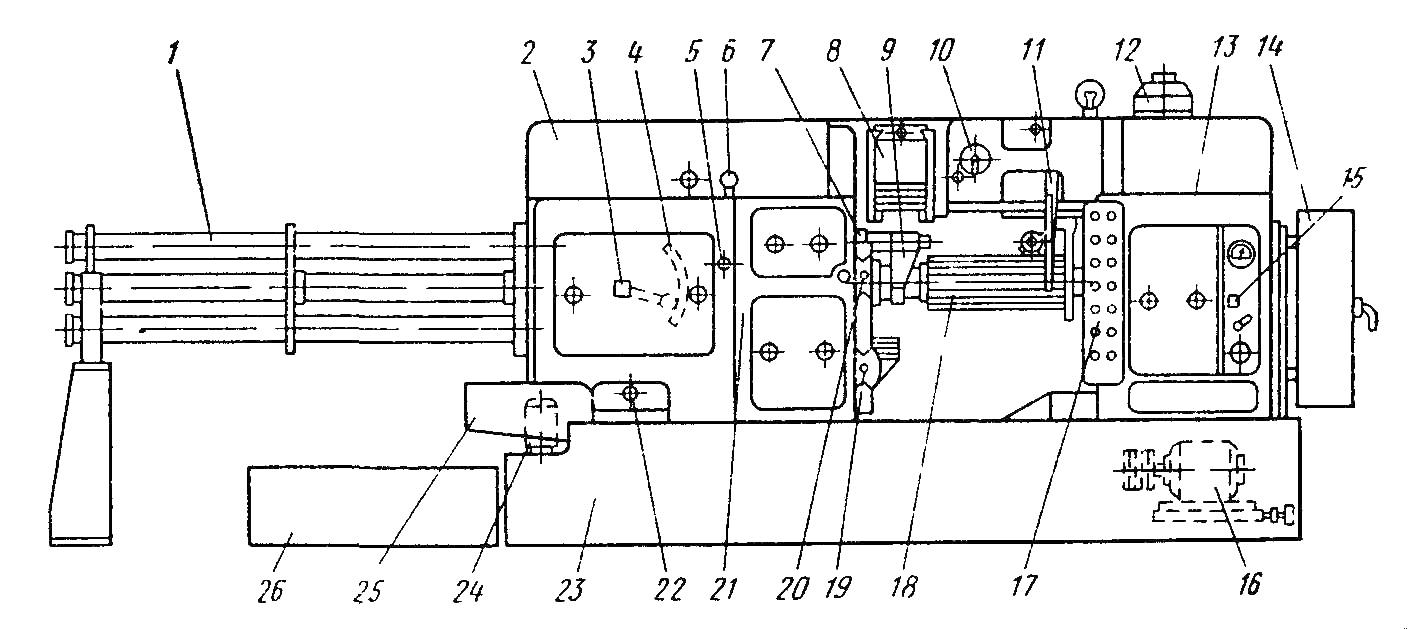
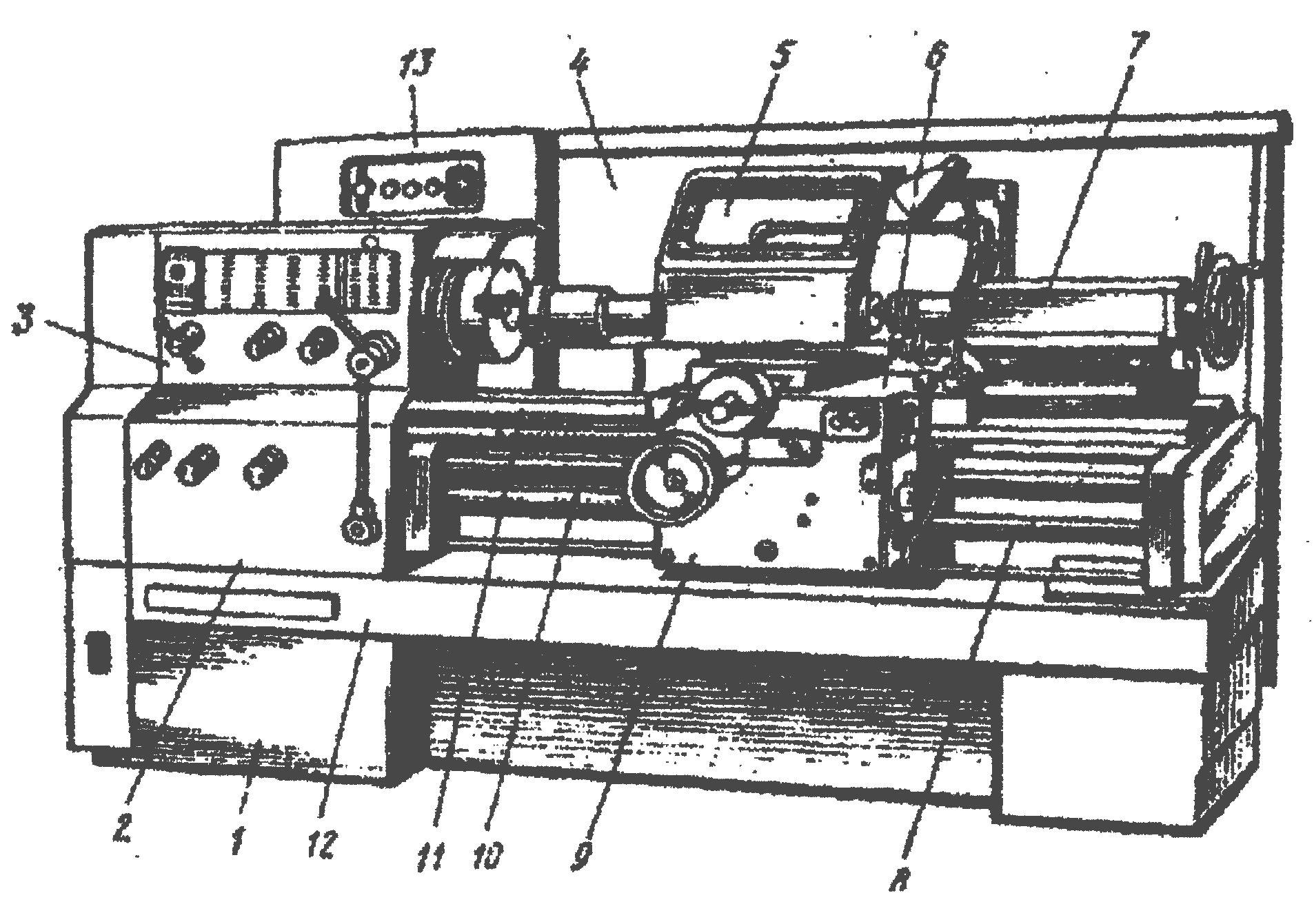
Основные узлы автомата — это станина 3 (рис. 7), на которой слева смонтирован корпус шпиндельного блока 4, а справа — корпус коробки подач 8. В корпусе шпиндельного блока размещены сам шпиндельный блок, механизм фиксации шпиндельного блока, зажима и подачи прутка, а также механизм упора (в станках пруткового исполнения) .
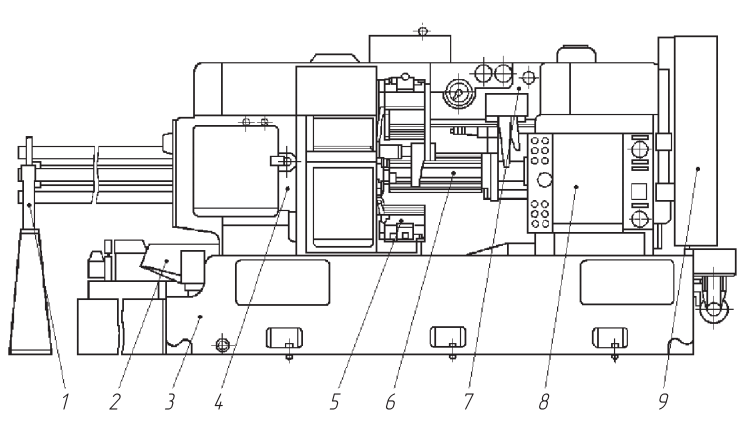
Рис. 7. Общий вид шестишпиндельного горизонтального токарного автомата: 1 — поддерживающее устройство; 2 — лоток выгрузки стружки; 3 — основание; 4 — корпус шпиндельного блока; 5 — поперечный суппорт; 6 — продольный суппорт; 7 — траверса; 8 — корпус механизма подач; 9 — электрошкаф.
В коробке подач смонтированы приводы вращения рабочих шпинделей и распределительного вала, механизмы резьбонарезания, быстрого сверления и развертывания, а также приводные втулки Сверху на обоих корпусах закреплена траверса 7, внутри которой размещен распределительный вал с барабанами и другими устройствами. На торцовой поверхности корпуса шпиндельного блока, обращенной внутрь автомата, и на траверсе располагаются поперечные суппорты 5. На трубе, закрепленной в корпусе коробки подач и в центре шпиндельного блока, смонтирован продольный суппорт 6 в виде многогранной призмы, на каждой грани которой устанавливаются инструмент и оснастка для обслуживания шпинделей На гранях продольного суппорта, обслуживающих пятую и шестую позиции, могут быть установлены подвижные стойки для инструментальных шпинделей, имеющих перемещение, независимое от перемещения главного продольного суппорта. Инструментальные шпиндели используют для резьбонарезания и быстрого сверления.
Станина является основанием автомата. Для повышения точности работы станка его корпусные узлы — станина, шпиндельный блок, коробка передач, траверса — соединены между собой и образуют жесткую раму (портал) В углублении средней части станины, где собирается стружка, и лотке 2 помещен шнековый транспортер для ее удаления.
В шпиндельном блоке размещены шпиндельный барабан, механизм фиксации и подъема барабана, механизм подачи и зажима прутка, приводы поперечных суппортов 2-, 3-, 4-, 6-й позиций. Равномерно по окружности диаметром 320 мм расположены шесть шпинделей Внутри каждого шпинделя — подающая и зажимная цанги. Механизм поворота и фиксации шпиндельного барабана начинает действовать после того, как в позиции 1 произойдут подача и зажим прутка.
Полуавтоматический станок, в отличие от автомата, обрабатывает штучные заготовки. Из-за этого он лишен поддерживающего устройства, а шпиндели станка не имеют механизма для подачи прутковой заготовки В автоматическом станке циклы обработки повторяются без участия рабочего, а в полуавтомате станочник должен после окончания цикла обработки и остановки шпинделя в загрузочной позиции извлечь из патрона обработанную заготовку, вставить необработанную и включить цикл обработки.






Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.

Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.

Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.

Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов); класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.

Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Правила техники безопасности
Работая даже на простейшем школьном агрегате токарной группы, необходимо строго соблюдать требования безопасности, которые заключаются в следующем.
- Вся специальная одежда оператора должна быть застегнута на все пуговицы.
- Перед тем как приступить к работе, необходимо выполнить технический осмотр устройства, в процессе которого могут быть выявлены отдельные неисправности в его функционировании. При обнаружении таких неисправностей, если оператор не может их оперативно устранить своими руками, необходимо вызвать техника (или наладчика), который и займется этим вопросом.
- Выполнять все технологические операции на токарном станке следует только по техническому заданию, для чего необходимо предварительно получить у мастера чертеж или подробный технологический процесс обработки.
https://youtube.com/watch?v=ZBrBLcCEXhA
Памятка по технике безопасности при работе на токарных станках (нажмите, чтобы увеличить)
Оператору станка, в том числе и оснащенного системой ЧПУ, категорически запрещается:
- приступать к работе, если в данный момент производится наладка или обслуживание устройства;
- работать на станке, если его центры подверглись значительному износу;
- использовать в процессе обработки инструменты и зажимные элементы, которые имеют даже малейшие признаки неисправности;
- самостоятельно устранять неисправности, связанные с электрической системой оборудования;
- отдаляться от станка, который находится во включенном состоянии, а также перепоручать управление им посторонним лицам.
https://youtube.com/watch?v=SNAKlrlLhR8
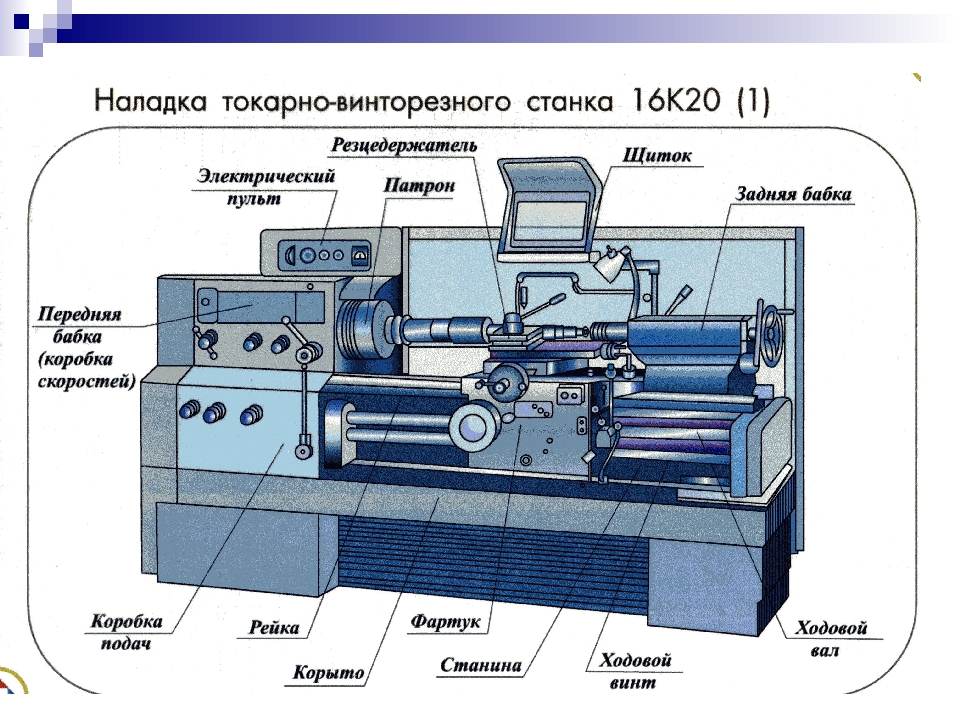
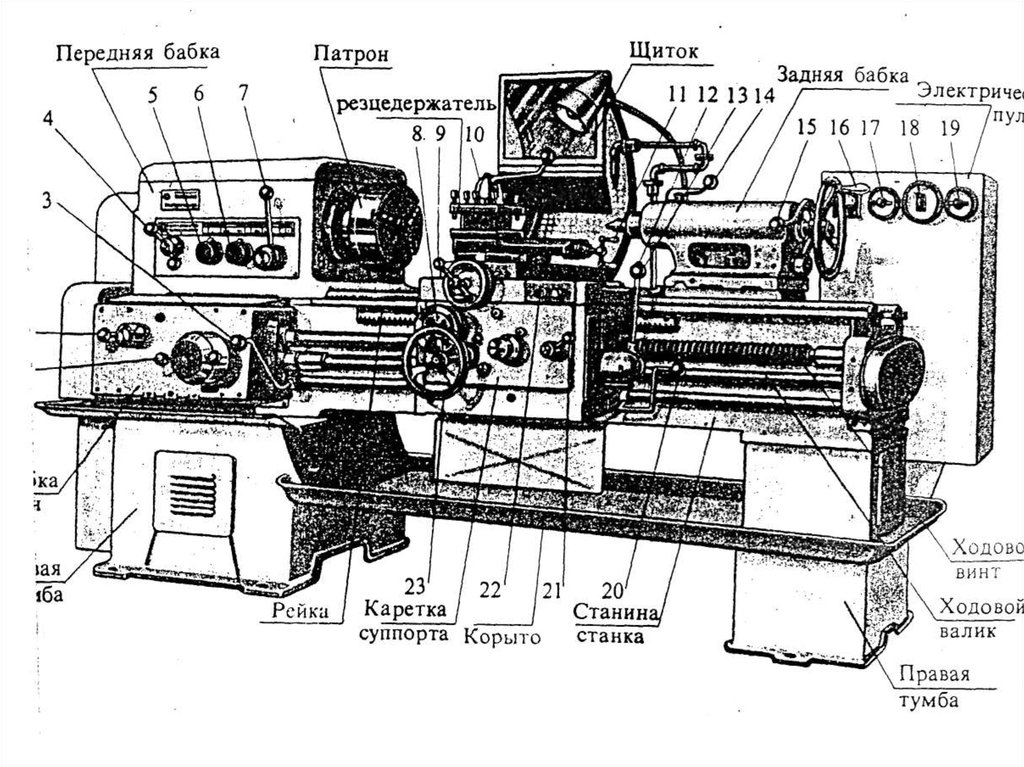
Конструкция и принцип работы
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.
На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные
Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.




Продольного точения
Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные
Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
История создания
Токарный станок — это древний инструмент. Самые ранние свидетельства о токарных станках датируются примерно 1300 годом до нашей эры в Древнем Египте. Существует также небольшое количество свидетельств его существования в микенской цивилизации 18 или 14 века до нашей эры.
Явные свидетельства токарного производства были найдены в 6 веке до нашей эры, фрагменты деревянных чаш из этрусских гробниц в северной Италии и две плоские деревянные тарелки с декоративными ободками, изготовленные на токарных станках в современной Турции.
В период Воюющих государств в Китае около 400 года до н.э. древние китайцы использовали токарные станки в промышленных масштабах для заточки инструментов и оружия. Токарный станок был очень важен для промышленной революции. Его называют «матерью машин», потому что это был первый станок, который привел к изобретению других машин.
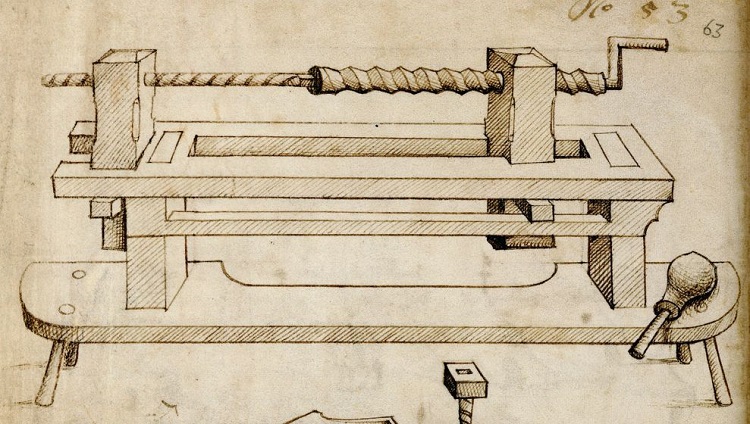
Изображение токарного станка, в средневековой германской книге, 1480 год.
Страница не найдена | Институт науки и технологий Сатьябама (считается университетом)
Наш веб-сайт был обновлен, а пункты меню изменены. Пожалуйста, посетите нашу ДОМАШНЮЮ СТРАНИЦУ
К сожалению, страница, которую вы ищете, не найдена
Перейти на домашнюю страницу
Справка о приеме
Имя
Адрес электронной почты
Мобильный номер
Регистрационный номер JEE
Город
Курсы
— Выберите — Курсы бакалавриата (UG)Инженерные курсы (B.E. / B.Tech / B.Arch / B.Des)BE — Информатика и инженерияB.E — Информатика и инженерия со специализацией в области искусственного интеллектаB.E — Информатика и инженерия со специализацией в Интернете вещейB.E — Информатика и инженерия со специализацией в области науки о данныхB.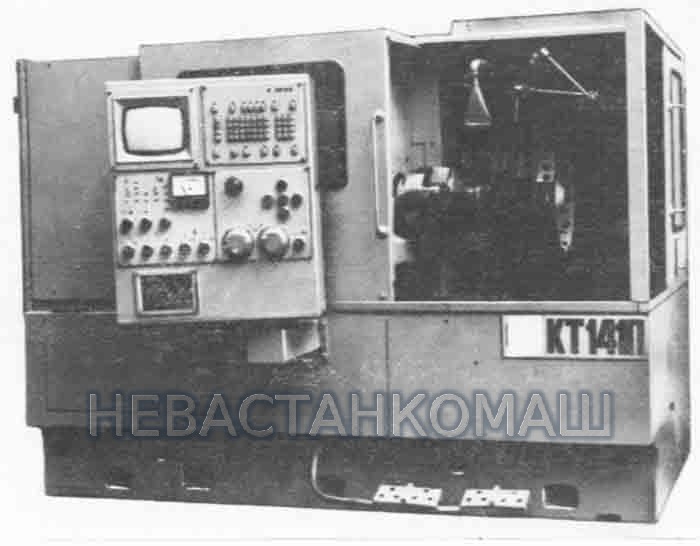 E — Информатика и инженерия со специализацией в области искусственного интеллекта и робототехникиB.E — Информатика и инженерия со специализацией в области искусственного интеллекта и машин ОбучениеB.E — Информатика и инженерия со специализацией в технологии блокчейнB.E — Информатика и инженерия со специализацией в области кибербезопасностиB.E — Электротехника и электроникаB.E — Электроника и инженерия связиB.E — МашиностроениеB.E — Автомобильная инженерияB .E — МехатроникаB.E — Авиационная техникаB.E — Гражданское строительствоB.Tech — Информационные технологии nologyB.Tech – химическая инженерияB.Tech – биотехнологияB.Tech – биомедицинская инженерияB.Arch – бакалавр архитектурыB.Des. — Бакалавр курсов DesignEngineering (BE / B.Tech) — Неполный рабочий деньB.E — Информатика и инженерияB.E — Электротехника и электроникаB.E — Электроника и техника связиB.E — МашиностроениеB.E — Гражданское строительствоB.Tech — Химическая промышленность Курсы инженерного искусства и наукиB.B.A. — Бакалавр делового администрирования B.
E — Информатика и инженерия со специализацией в области искусственного интеллекта и робототехникиB.E — Информатика и инженерия со специализацией в области искусственного интеллекта и машин ОбучениеB.E — Информатика и инженерия со специализацией в технологии блокчейнB.E — Информатика и инженерия со специализацией в области кибербезопасностиB.E — Электротехника и электроникаB.E — Электроника и инженерия связиB.E — МашиностроениеB.E — Автомобильная инженерияB .E — МехатроникаB.E — Авиационная техникаB.E — Гражданское строительствоB.Tech — Информационные технологии nologyB.Tech – химическая инженерияB.Tech – биотехнологияB.Tech – биомедицинская инженерияB.Arch – бакалавр архитектурыB.Des. — Бакалавр курсов DesignEngineering (BE / B.Tech) — Неполный рабочий деньB.E — Информатика и инженерияB.E — Электротехника и электроникаB.E — Электроника и техника связиB.E — МашиностроениеB.E — Гражданское строительствоB.Tech — Химическая промышленность Курсы инженерного искусства и наукиB.B.A. — Бакалавр делового администрирования B. Com. — Бакалавр коммерцииB.Com. — Финансовый учетB.Sc. — Визуальная коммуникацияB.Sc — Медицинская лаборатория технологийB.Sc — Клиника и питание и диетологияB.Sc. — ФизикаB.Sc. — ХимияB.Sc. — ИнформатикаB.Sc. — МатематикаB.Sc. — БиохимияB.Sc. — Дизайн одеждыB.Sc. — Бакалавр биотехнологий. — Бакалавр микробиологии. — ПсихологияБ.А. — АнглийскийB.Sc. — Биоинформатика и наука о данных, бакалавр наук — Информатика, специализация в области искусственного интеллекта, бакалавр наук. — Бакалавр наук в области сестринского дела B.Sc. — Курсы авиационного праваB.A. бакалавр права (с отличием) BBA бакалавр права (с отличием) B.Com.LL.B. (с отличием) LL.B.Курсы фармацевтикиB.Pharm., Бакалавр фармацииD.Pharm., Диплом фармацевтаПоследипломное образование(PG)Инженерные курсыM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияМ.Е. Силовая электроника и промышленные приводыM.Tech. БиотехнологияM.Tech. Медицинское оборудованиеM.Tech. Встроенные системы и IoTM.
Com. — Бакалавр коммерцииB.Com. — Финансовый учетB.Sc. — Визуальная коммуникацияB.Sc — Медицинская лаборатория технологийB.Sc — Клиника и питание и диетологияB.Sc. — ФизикаB.Sc. — ХимияB.Sc. — ИнформатикаB.Sc. — МатематикаB.Sc. — БиохимияB.Sc. — Дизайн одеждыB.Sc. — Бакалавр биотехнологий. — Бакалавр микробиологии. — ПсихологияБ.А. — АнглийскийB.Sc. — Биоинформатика и наука о данных, бакалавр наук — Информатика, специализация в области искусственного интеллекта, бакалавр наук. — Бакалавр наук в области сестринского дела B.Sc. — Курсы авиационного праваB.A. бакалавр права (с отличием) BBA бакалавр права (с отличием) B.Com.LL.B. (с отличием) LL.B.Курсы фармацевтикиB.Pharm., Бакалавр фармацииD.Pharm., Диплом фармацевтаПоследипломное образование(PG)Инженерные курсыM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияМ.Е. Силовая электроника и промышленные приводыM.Tech. БиотехнологияM.Tech. Медицинское оборудованиеM.Tech. Встроенные системы и IoTM.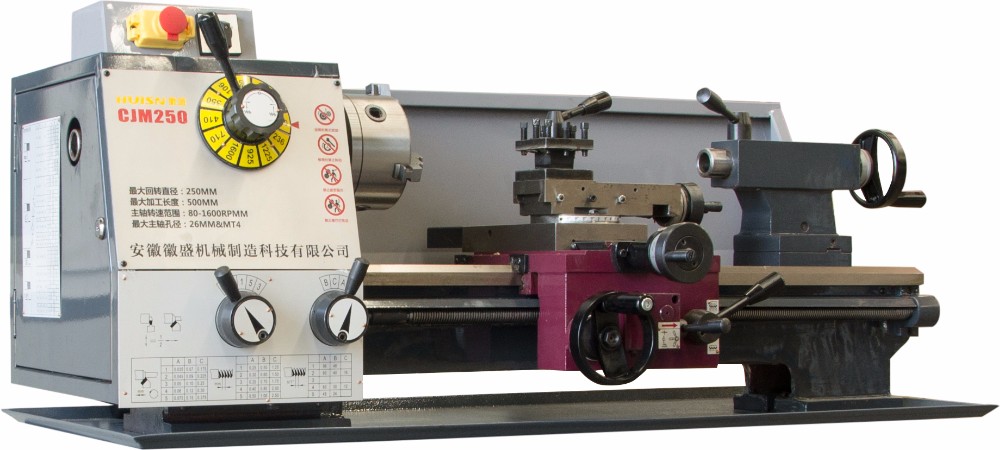 Arch. Устойчивая архитектураM.Arch. Управление зданиемПрограмма управленияMBA — Магистр делового администрированияНеполный рабочий день последипломного образованияM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияM.Tech. Медицинское оборудованиеM.Tech. БиотехнологияM.B.A. Master of Business AdministrationPG Arts & Science Courses AdmissionM.A — EnglishM.Sc — Visual CommunicationM.Sc — PhysicsM.Sc — MathematicsM.Sc — ChemistryM.Sc — BioInformatics & Data ScienceResearch Programs AdsPh.D in all Disciplines Engineering / Technology, Management и наукБакалавр стоматологической хирургии(B.D.S)B.D.S — Бакалавр стоматологической хирургииМагистр стоматологической хирургии(M.D.S)M.D.S — Ортодонтия и челюстно-лицевая ортопедияM.D.S — Консервативная стоматология и эндодонтияM.D.S — Педодонтия и профилактическая стоматология
Arch. Устойчивая архитектураM.Arch. Управление зданиемПрограмма управленияMBA — Магистр делового администрированияНеполный рабочий день последипломного образованияM.E. Информатика и инженерияМ.Е. Прикладная электроникаМ.Е. Компьютерное проектированиеМ.Е. Строительная инженерияM.Tech. Медицинское оборудованиеM.Tech. БиотехнологияM.B.A. Master of Business AdministrationPG Arts & Science Courses AdmissionM.A — EnglishM.Sc — Visual CommunicationM.Sc — PhysicsM.Sc — MathematicsM.Sc — ChemistryM.Sc — BioInformatics & Data ScienceResearch Programs AdsPh.D in all Disciplines Engineering / Technology, Management и наукБакалавр стоматологической хирургии(B.D.S)B.D.S — Бакалавр стоматологической хирургииМагистр стоматологической хирургии(M.D.S)M.D.S — Ортодонтия и челюстно-лицевая ортопедияM.D.S — Консервативная стоматология и эндодонтияM.D.S — Педодонтия и профилактическая стоматология
Я согласен получать информацию по отправленному мной запросу