
Коррозия алюминия в кислотах
С повышением чистоты алюминия его стойкость в кислотах увеличивается.
Коррозия алюминия в серной кислоте
Для алюминия и его сплавов очень опасна серная кислота (обладает окислительными свойствами) средних концентраций. Реакция с разбавленной серной кислотой описывается уравнением:
Концентрированная холодная серная кислота не оказывает никакого влияния. А при нагревании алюминий корродирует:
При этом образуется растворимая соль – сульфат алюминия.
Al стоек в олеуме (дымящая серная кислота) при температурах до 200 °С. Благодаря этому его используют для производства хлорсульфоновой кислоты (HSO3Cl) и олеума.
Коррозия алюминия в соляной кислоте
В соляной кислоте алюминий или его сплавы быстро растворяются (особенно при повышении температуры). Уравнение коррозии:
Аналогично действуют растворы бромистоводородной (HBr), плавиковой (HF) кислот.
Коррозия алюминия в азотной кислоте
Концентрированный раствор азотной кислоты отличается высокими окислительными свойствами. Алюминий в азотной кислоте при нормальной температуре исключительно стоек (стойкость выше, чем у нержавеющей стали 12Х18Н9). Его даже используют для производства концентрированной азотной кислоты методом прямого синтеза
При нагревании коррозия алюминия в азотной кислоте проходит по реакции:
Коррозия алюминия в уксусной кислоте
Алюминий обладает достаточно высокой стойкостью к воздействию уксусной кислоты любых концентраций, но только если температура не превышает 65 °С. Его используют для производства формальдегида и уксусной к-ты. При более высоких температурах алюминий растворяется (исключение составляют концентрации кислоты 98 – 99,8%).
В бромовой, слабых растворах хромовой (до10%), фосфорной (до 1%) кислотах при комнатной температуре алюминий устойчив.
Слабое влияние на алюминий и его сплавы оказывают лимонная, масляная, яблочная, винная, пропионовая кислоты, вино, фруктовые соки.
Щавелевая, муравьиная, хлорорганические кислоты разрушают металл.
На коррозионную стойкость алюминия очень сильно влияет парообразная и капельножидкая ртуть. После недолгого контакта металл и его сплавы интенсивно корродируют, образуя амальгамы.
Электрохимическая пассивация швов нержавейки
Одним из способов пассивации сварных швов нержавеющей стали является электрохимический метод
. Согласно технологии, происходит воздействие на околошовную зону с помощью электрического тока и специально разработанных электролитов для очистки, травления, пассивации и полировки нержавеющей стали. Когда ток протекает через раствор, происходят изменения химического состава участвующих в реакции веществ.
При удалении цветов побежалости со швов нержавейки поверхность не портится, это значит, что если вы используете «зеркальную» сталь, то после обработки вы не увидите в околошовной зоне матовых, тусклых пятен, какие могут оставаться при использовании азотосодержащих травильных паст. Также при электрохимической пассивации сварных швов нержавеющей стали ничего не происходит и с матовой, и со шлифованной поверхностью. При этом после обработки швов с помощью этой технологии полностью восстанавливается легирующий (пассивный) слой нержавеющей стали, который при дальнейшей эксплуатации защищает поверхность стали от коррозии.
Аппарат для пассивации сварных швов
Сварные швы нержавеющей стали можно очистить и запассивировать при помощи специального оборудования, одним из примеров которого являются аппараты для сварных швов серии SteelGuard
. Данные установки предназначены для выполнения очистки сварных швов нержавеющей стали, включая финальные функции пассивации и полировки швов нержавейки.
Такое оборудование, как аппарат для электрохимической очистки швов SteelGuard 685, позволяют контролировать необходимую силу тока, благодаря чему можно эффективно работать на любом типе поверхности, не опасаясь повредить металл при прикосновении голого электрода, что раньше оставляло непоправимый след и портило поверхность нержавеющей стали.

Химическая пассивация как оптимальное покрытие жаропрочной стали
Пассивация металла — процесс, в результате которого на поверхности металла образуется оксидная плёнка, препятствующая образованию коррозии. Название метода покрытия происходит от слова «пассивность». Цель пассивации — снизить химическую активность металла при взаимодействии с другими металлами или агрессивными условиями окружающей среды. В своём роде, появление плёнки — то же разрушение металла. Но, разрушая верхний слой материала на несколько десятков нанометров, пассивация спасает нижние слои от появления ржавчины.
Таким образом, химическая пассивация — взаимодействие окислителя с обрабатываемой поверхностью.
Этапы химической пассивации
1. Если предварительно не подготовить металлическое изделие, то окислитель вступит в реакцию не со сплавом, а с посторонними элементами. Поэтому, перед пассивацией необходимо зачистить поверхность. Очистку выполняют 2 способами: мытьём или ошкуриванием изделия при помощи наждачной бумаги. Теперь можно приступить к пассивации.
2. Сам процесс представляет нанесение на изделие химического реагента. На сплаве образуется защитная плёнка, состоящая в основном из солей и окислов. Плёнка делает структуру изделия наиболее крепкой и долговечной. Эффективность процедуры зависит от следующих факторов:
- состав раствора;
- состав сплава;
- состояние поверхности обрабатываемой детали.
Лучше всего поддаются химической пассивации высоколегированные стали, особенно хромникелевые. А вот углеродистые стали следует обрабатывать только для кратковременной защиты, так как уровень защитного слоя на них существенно слабее.
3. Очистка при помощи воды. Соли, которые могли остаться на изделии, могут вызвать коррозию. Поэтому промывку следует проводить тщательно.
4. Остатки кислоты необходимо нейтрализовать с помощью 2-3 % раствора аммиака или раствора, состоящего из 25-30 г/л олеиновой кислоты и 2-4 г/л гидроксида натрия. Обработка проводится при 80 – 90 °С на протяжении 2-3 минут.
Какой раствор используется?
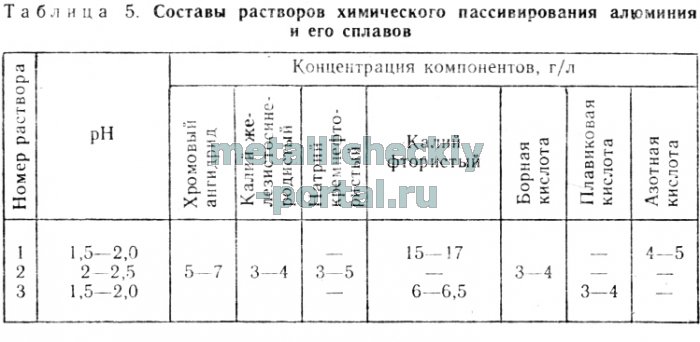
Использование различных растворов зависит от свойств сплава. Рассмотрим, какие растворы применяются для пассивирования различного класса черных металлов:
Высоколегированные сплавы, устойчивые к коррозии — азотная и серная кислоты.
- Сплавы ферритного класса — калий двухромовокислый, азотная кислота.
- Углеродистые стали — калий двухромовокислый, хромовый ангидрид, фосфорная кислота, гидроксид натрия.
- Среднелегированные стали — хромовый ангидрид, фосфорная кислота.
Температура и время пассивирования также зависят от класса сплава. Температура составляет диапазон от 18 до 90 °С, а время — от 3 до 60 минут.
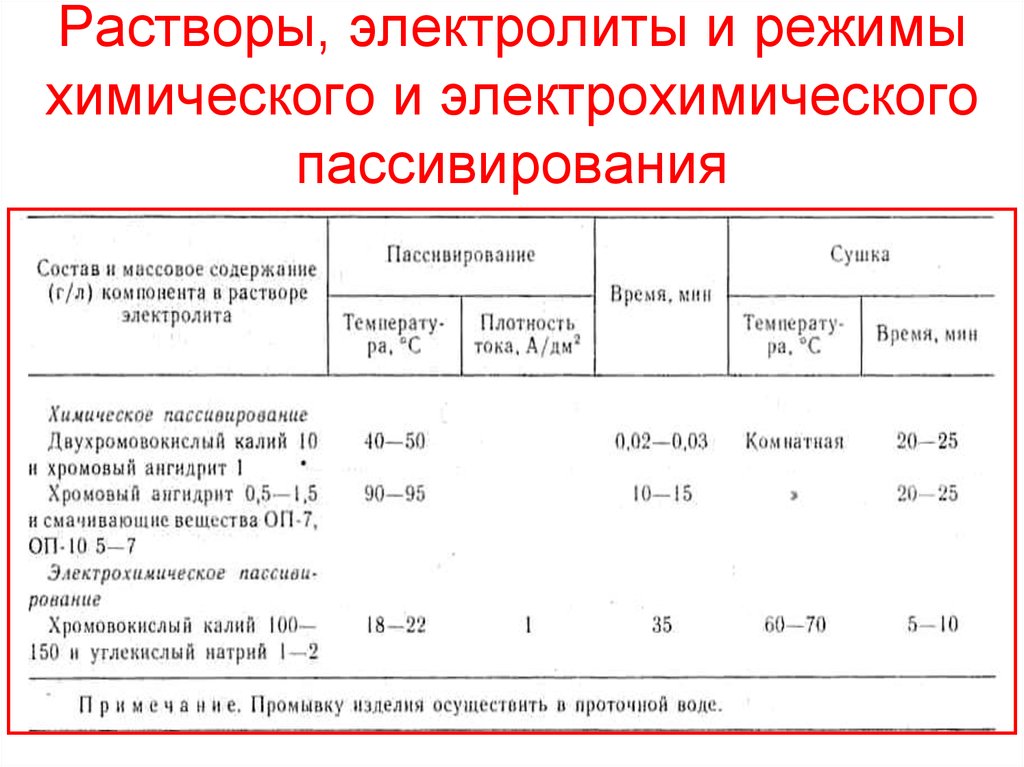
Чем выше температура раствора, тем быстрее протекает процесс.
Применение пассивации
- Пассивация используется для металлических деталей под покраску. Она не только защищает от коррозии, но и обезжиривает изделия. Применяется в сфере машиностроения.
- Пассивация паровых турбин. Но зачем нужна пассивация нержавеющей стали, ведь она и так не поржавеет? Оказывается, если сплав находится в непрекращающемся контакте с агрессивной средой, то он может разрушиться. В качестве примера выступает сварной шов. Иногда на нём присутствуют частички железа. И тогда подвергается коррозии даже нержавейка.
- Стоматологическая область. Обрабатываются нижняя часть имплантов — винты, которые вмонтируются в челюсть. Пассивация используется для исключения разрушения импланта в челюстной кости.
- Химическая пассивация часто проводится с декоративной целью. При кратковременной обработке на поверхности появляется радужная плёнка. Яркие предметы использования — краны, дверные ручки.
- Пассивация украшений из бижутерии используется во избежание аллергических реакций.
Химическая пассивация заметно продлевает срок службы изделий из металла и заслуживает широкого применения в самых разнообразных областях.
Пассивация металла — принцип, назначение, виды

Нержавеющая сталь – это особый металл, длительное время не поддающийся коррозии. Из нее изготавливаются различные детали и декоративные предметы. Но если изделие будет использоваться в сложных условиях, в которых коррозия грозит даже ему, то обязательно проводится пассивирование металла.
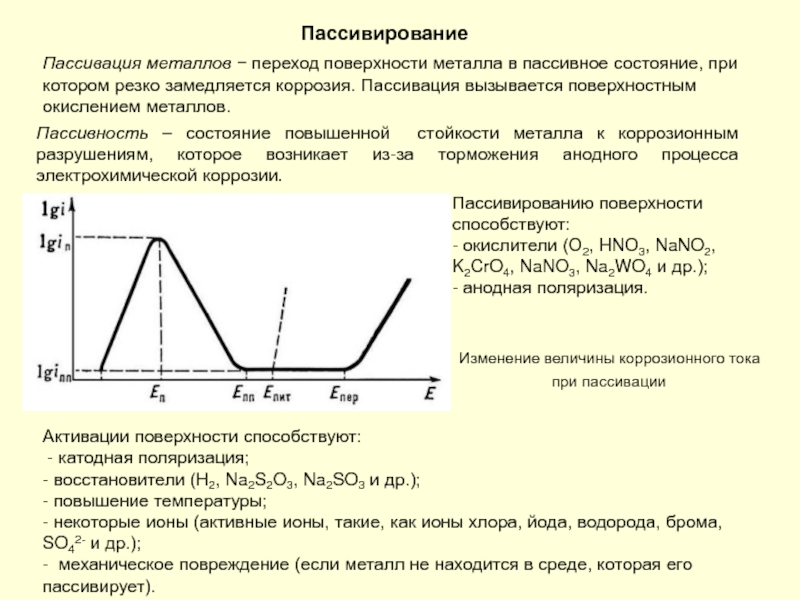
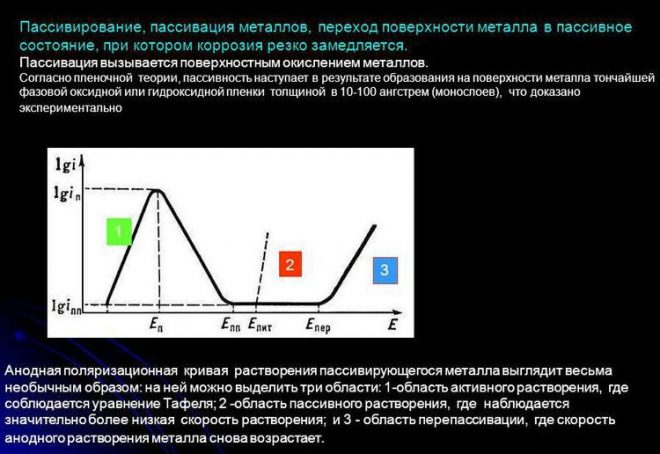
Механизм пассивации
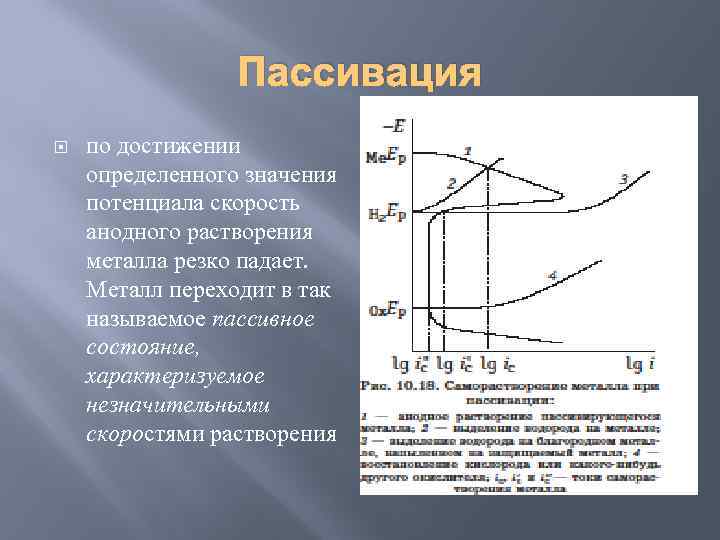
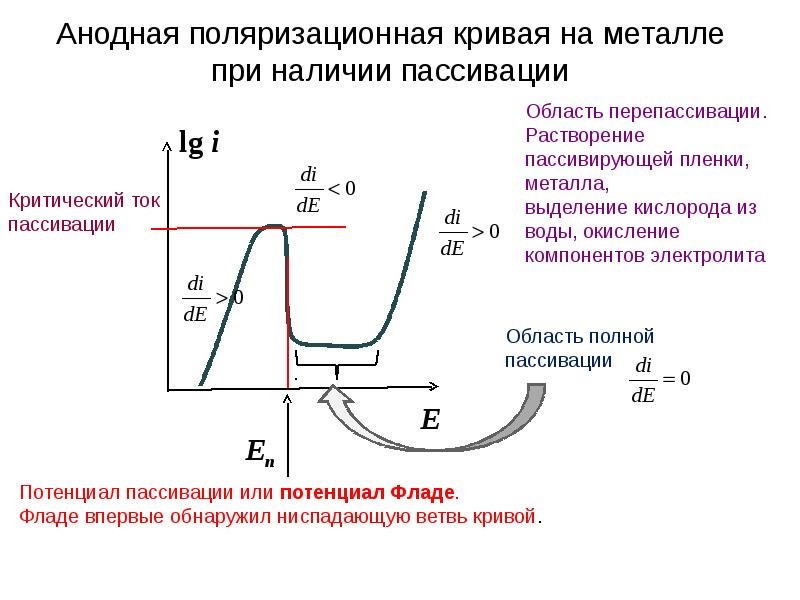
При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки). Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно замедляется или полностью прекращается.
Пассивация проводится химически или электрохимически. В последнем случае создаются условия, когда ионы защищаемого металла под действием тока переходят в раствор, содержащий ионы, способные к образованию очень малорастворимых соединений.
: Отжиг стали — температура, режимы, виды
Химическое пассивирование
Химическое пассивирование проводят окунанием либо непосредственным нанесением реагентов на саму поверхность без применения электрического тока. В зависимости от используемых веществ, химическое пассивирование может проводиться при комнатной температуре или с подогревом электролита.
Причины устойчивости металла
Процесс коррозии характеризуется тем, что постепенно окисляясь под воздействием негативных факторов, поверхность нержавеющей стали разрушается. Если не предпринимать никакие меры, то деструкция будет поражать более глубокие его слои.
Таблица устойчивости металлов в разных средах
Пассивирование металла позволяет избежать представленной проблемы. Поверхность изделия покрывается защитной оксидной пленкой, а специальные добавки, входящие в раствор для обработки, улучшают свойства нержавейки. Новый материал не имеет повреждений.
В промышленных условиях есть возможность получить идеальный по толщине и однородности слой защиты от коррозии. Если условия, в которых будет использоваться изделие, не слишком агрессивные, то дополнительная обработка ему не нужна
Важно помнить, что механическое повреждение стали дает толчок коррозионным процессам
Электрохимическое пассивирование
Проводят в растворах окислителей при воздействии электрического тока. Под воздействием тока частицы оседают на поверхности защищаемого изделия, создавая защитный слой. Этот слой, состоящий из малорастворимых соединений, получается более равномерный, чем при использовании метода химического пассивирования.
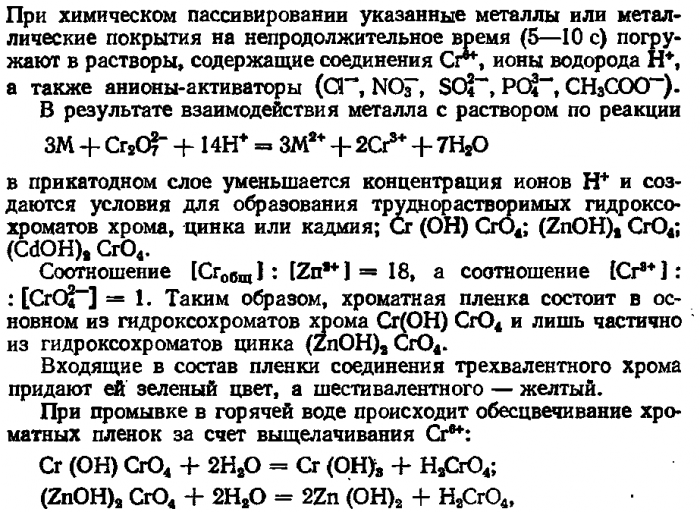
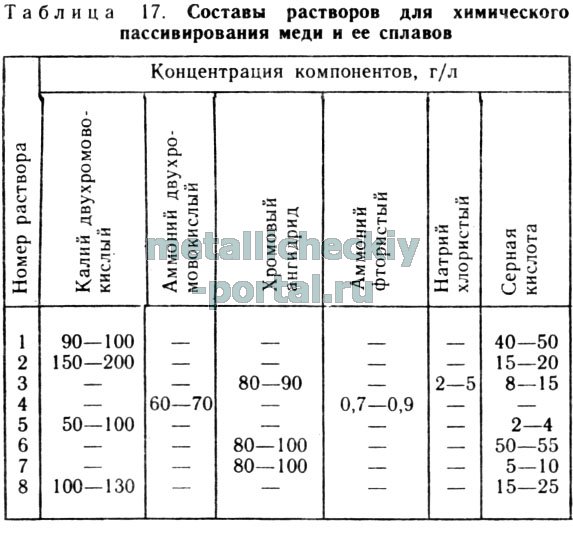
Пассивация меди проводится чаще всего с применением хроматных растворов, т.к. после обработки наблюдается хорошая коррозионная стойкость металла в растворах нейтральных солей и средах, содержащих SO2.
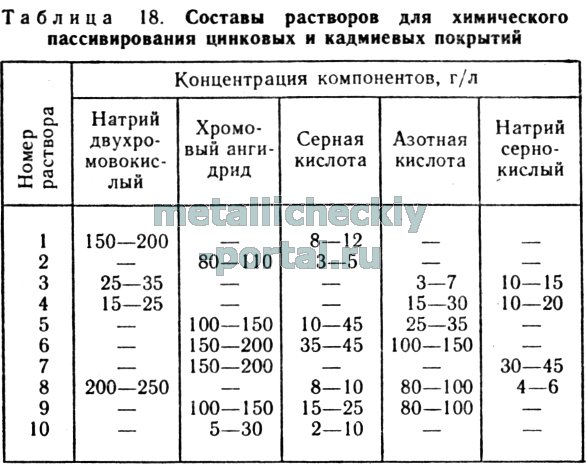
Пассивирование оцинкованных изделий проводят в растворах, содержащих 200 г/л Na2Cr2O7•2H2O и 8 – 10 мл/л H2SO4. Обработку производится чаще всего методом окунания в раствор на 5 – 30 секунд. При выдержке 5 секунд пленка получается радужная с зеленоватым оттенком. При длительности 30 секунд – коричневая.
Виды пассивации
В настоящее время по способу проведения пассивации выделяются следующие виды пассивации:
Данный вид пассивации заключается в том, чтобы нанести на поверхность металла солей и кислых растворов наряду с электролитом. В итоге проведения данной процедуры на поверхности металла оседают заряженные частицы, которые образую тонкую пленку, обеспечивающую надежную защиту от коррозии.
Данная процедура подразумевает обработку металлов химическими реагентами, которые образуют на их поверхности защитную пленку. Для этого применяются растворы, которые состоят из никеля, хрома и других элементов. Они делают структуру металла более плотной и твердой.
: Пермаллой — магнитная проницаемость, свойства, применение
Суть и описание процесса пассивации металла
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.
Как проходит процедура
При проведении процедуры важно следить за соблюдением алгоритма процесса. Пассивацию разделяют на 4 этапа:
Пассивацию разделяют на 4 этапа:
- Подготовка. Необходима для того, чтобы окислитель вступил в реакцию со сплавом. Наносить состав можно только после того, как поверхность подготовлена. Деталь промывают и обезжиривают. Не должно быть следов краски, растворителей и других посторонних химических веществ, которые могли бы повлиять на реакцию. Также допускается проведение ошкуривания, при котором зачищаются мелкие неровности. После просушки и осмотра металлического изделия, приступают ко следующему этапу.
- Нанесение окислителя. В работе используются различные типы реагентов, создающие на изделии защитную пленку. В ее составе преобладают продукты окисления и соль – это безопасно для материала, но сами защитные показатели увеличиваются в разы. Степень эффективности пассивации будет зависеть от того, внимательно ли специалисты подошли к процессу и какие составы они использовали. Учитывается рецептура раствора, тип сплава. В промышленности при проведении пассивации хорошо показывают себя стали высоколегированного типа, в том числе, хромникилевые. С углеродистыми разновидностями сложнее – защитная пленка хоть и образуется на них, но держится меньше.
- Зачистка поверхности. Выполняется стандартная промывка для того, чтобы удалить с изделия задержавшиеся на его поверхности соли.
- Нейтрализация окислов. Выполняется с использованием двух или трехпроцентного раствора аммиака. Также в него входит гидроксид натрия, олеиновая кислота. Обработка занимает не более трех минут. Процедура требует поддержания фиксированного нагрева среды до температуры в 90 градусов.
Эффект пассивации станет заметен быстро. На поверхности изделия появляется окисленный слой с характерным цветом. Есть стали, которые со временем начинают темнеть, есть также те, для которых удается удержать определенный оттенок.
Пассивация литиевых источников тока
Под пассивацией понимается процесс образования на литиевом аноде тонкой плёнки с высоким сопротивлением. Эта плёнка формируется в результате взаимодействия электролита с литиевым анодом. Данная плёнка замедляет процесс разряда и разложения лития, уменьшает скорость саморазряда и продлевает срок хранения аккумулятора. Негативным последствием пассивации является задержка напряжения. При приложении к ячейке нагрузки высокое сопротивление пассивационной плёнки вызывает резкое падение (задержку) напряжения. Процесс разряда постепенно разрушает плёнку, тем самым, снижая внутреннее сопротивление ячейки. Это приводит к увеличению напряжения ячейки, которое должно оставаться стабильным во время разряда при неизменных прочих условиях протекания процесса. При увеличении нагрузки после стабилизации напряжения оно может снова упасть до того момента, когда пассивационная плёнка вновь не будет полностью удалена. Если убрать или уменьшить нагрузку пассивационная плёнка восстановится и станет влияющим фактором при следующем использовании. Существует несколько факторов, влияющих на степень пассивации и на длину и глубину задержки напряжения:
- нагрузочная способность ячейки. При высоком токе нагрузки задержка увеличивается, при малом — почти не ощутима;
- химический состав. Даже незначительные изменения химического состава влияют на пассивацию;
- длительность хранения. Обычно длительность хранения прямо пропорционально степени пассивации. Поэтому старые ячейки более подвержены эффекту задержки напряжения;
- температура хранения. Слишком высокая температура хранения увеличивает степень пассивации. Особенно серьёзные проблемы могут возникнуть при хранении ячеек в непроветриваемом помещении при высокой температуре. Рекомендуется хранить ячейки в помещениях с контролем климата;
- температура разряда. Подобно хранению при высокой температуре разряд при низкой температуре способствует пассивации;
- условия предыдущего разряда. Частичный разряд, а затем удаление нагрузки увеличивают степень пассивации по сравнению с новой ячейкой. Поэтому при вторичном использовании задержка напряжения бывает более ярко выраженной.
Обычно задержка напряжения, вызванная пассивацией, не доставляет проблем пользователям литиевых ячеек. Однако, эффект пассивации необходимо учитывать.
Применение пассивации
- Пассивация используется для металлических деталей под покраску. Она не только защищает от коррозии, но и обезжиривает изделия. Применяется в сфере машиностроения.
- Пассивация паровых турбин. Но зачем нужна пассивация нержавеющей стали, ведь она и так не поржавеет? Оказывается, если сплав находится в непрекращающемся контакте с агрессивной средой, то он может разрушиться. В качестве примера выступает сварной шов. Иногда на нём присутствуют частички железа. И тогда подвергается коррозии даже нержавейка.
- Стоматологическая область. Обрабатываются нижняя часть имплантов — винты, которые вмонтируются в челюсть. Пассивация используется для исключения разрушения импланта в челюстной кости.
- Химическая пассивация часто проводится с декоративной целью. При кратковременной обработке на поверхности появляется радужная плёнка. Яркие предметы использования — краны, дверные ручки.
- Пассивация украшений из бижутерии используется во избежание аллергических реакций.
Химическая пассивация заметно продлевает срок службы изделий из металла и заслуживает широкого применения в самых разнообразных областях.
Виды пассивации
Химическое пассивирование
В процессе обработки применяются специальные химические реагенты. Нанесение пассивирующего слоя осуществляется методом окунания металла в наполненную раствором емкость или методом напыления. Ключевое преимущество такого способа – металл с покрытием Хим. Пас. становится более твердым.

«Металл Клинер» рекомендует к применению следующие средства для пассивации:
- Пассиватор для нержавеющей стали SteelGuard InoxPass Spray (метод погружения);
- Средство для восстановления пассивного слоя нержавеющей стали SteelGuard InoxPass (метод распыления).
Электрохимическая пассивация
Металл обрабатывается кислыми растворами, солями, на него наносятся электролиты. В процессе обработки используется ток. Электролит нагревается. На поверхности детали образуются заряженные частицы, после чего они постепенно оседают. После правильного проведения процедуры на материале образуется стойкая, равномерно распределенная защитная пленка.
Взаимодействие алюминия с простыми веществами
с кислородом
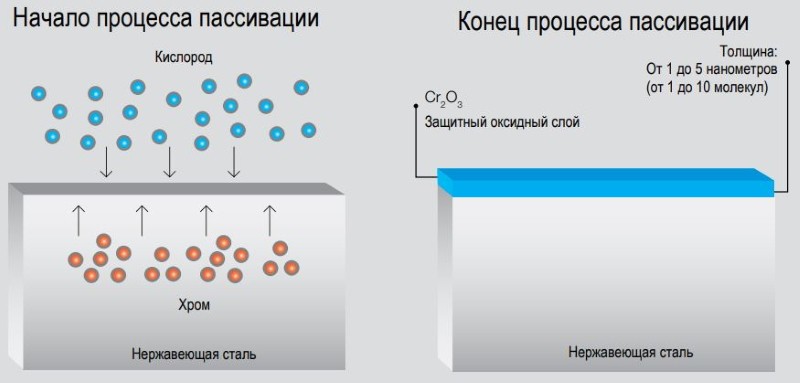
При контакте абсолютно чистого алюминия с воздухом атомы алюминия, находящиеся в поверхностном слое, мгновенно взаимодействуют с кислородом воздуха и образуют тончайшую, толщиной в несколько десятков атомарных слоев, прочную оксидную пленку состава Al2O3, которая защищает алюминий от дальнейшего окисления. Невозможно и окисление крупных образцов алюминия даже при очень высоких температурах. Тем не менее, мелкодисперсный порошок алюминия довольно легко сгорает в пламени горелки:
с галогенами
Алюминий очень энергично реагирует со всеми галогенами. Так, реакция между перемешанными порошками алюминия и йода протекает уже при комнатной температуре после добавления капли воды в качестве катализатора. Уравнение взаимодействия йода с алюминием:
С бромом, представляющим собой тёмно-бурую жидкость, алюминий также реагирует без нагревания. Образец алюминия достаточно просто внести в жидкий бром: тут же начинается бурная реакция с выделением большого количества тепла и света:
Реакция между алюминием и хлором протекает при внесении нагретой алюминиевой фольги или мелкодисперсного порошка алюминия в заполненную хлором колбу. Алюминий эффектно сгорает в хлоре в соответствии с уравнением:
с серой
При нагревании до 150-200 о С или после поджигания смеси порошкообразных алюминия и серы между ними начинается интенсивная экзотермическая реакция с выделением света:
— сульфид алюминия
с углеродом
При температуре около 2000 o C алюминий взаимодействует с углеродом и образует карбид (метанид) алюминия, содержащий углерод в степени окисления -4, как в метане.
Когда нужно пассивировать
Для нового оборудования многое зависит от его происхождения. Высококачественное оборудование часто погружается в азотную кислоту, как один из последних этапов в производстве, и, возможно, потребуется только хорошая чистка для удаления масляных остатков перед первым использованием. Производители менее дорогого оборудования после обкатки, сварки, полировки могут пропустить окончательного погружения с целью экономия денег.
Даже если вы знаете кто источник вашего нового оборудования, я бы склонялся к обоим шагам тщательной очистки и пассивации. Тщательная очистка требуется, чтобы удалить масла, полировочные составы и другие загрязняющие вещества, которые могли бы испортить ваше пиво. Но дополнительный шаг пассивации после очистки — это не высокая цена, по сравнению с достаточно дорогим оборудованием из нержавеющей стали, которое может прослужить для вас всю жизнь.
Также вы должны рассмотреть пассивацию вашей нержавейки в любой момент, если считаете, что повредили защитный слой хрома. Это включает в себя устойчивые пятна, которые требуют чрезмерной очистки, любые царапины, вмятины на нержавеющей стали, воздействия от обычной стали, стальных или железные губки, или воздействия отбеливающих чистящих средств. Кроме того, если вы часто используете его для варки, будет не плохой идеей для пассивации каждый год или через два только в качестве профилактической меры.
И, наконец, если вы заполучили ржавчину или коррозию, важно исправить это немедленно. Мягкий абразив, такой как Bar Keeper’s Friend, поможет вам удалить ржавчину, а также будет пассивировать область, чтобы предотвратить от дальнейшее повреждения
Взаимодействие алюминия со сложными веществами
с водой
Как уже было сказано выше, стойкая и прочная оксидная пленка из Al2O3 не дает алюминию окисляться на воздухе. Эта же защитная оксидная пленка делает алюминий инертным и по отношению к воде. При снятии защитной оксидной пленки с поверхности такими методами, как обработка водными растворами щелочи, хлорида аммония или солей ртути (амальгирование), алюминий начинает энергично реагировать с водой с образованием гидроксида алюминия и газообразного водорода:
с оксидами металлов
После поджигания смеси алюминия с оксидами менее активных металлов (правее алюминия в ряду активности) начинается крайне бурная сильно-экзотермическая реакция. Так, в случае взаимодействия алюминия с оксидом железа (III) развивается температура 2500-3000 о С. В результате этой реакции образуется высокочистое расплавленное железо:
Данный метод получения металлов из их оксидов путем восстановления алюминием называется алюмотермией или алюминотермией.
с кислотами-неокислителями
Взаимодействие алюминия с кислотами-неокислителями, т.е. практически всеми кислотами, кроме концентрированной серной и азотной кислот, приводит к образованию соли алюминия соответствующей кислоты и газообразного водорода:
2Аl 0 + 6Н + = 2Аl 3+ + 3H2 0 ;
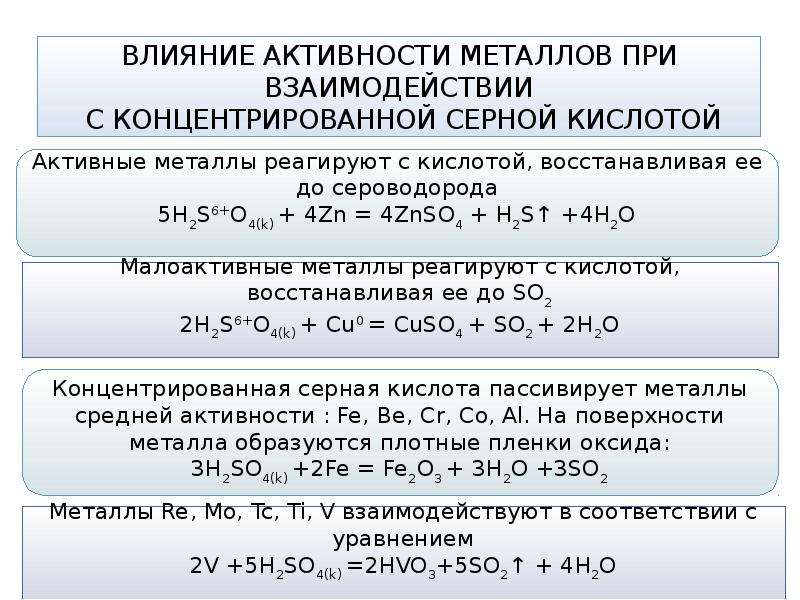
-концентрированной серной кислотой
Взаимодействие алюминия с концентрированной серной кислотой в обычных условиях, а также низких температурах не происходит вследствие эффекта, называемого пассивацией. При нагревании реакция возможна и приводит к образованию сульфата алюминия, воды и сероводорода, который образуется в результате восстановления серы, входящей в состав серной кислоты:
Такое глубокое восстановление серы со степени окисления +6 (в H2SO4) до степени окисления -2 (в H2S) происходит благодаря очень высокой восстановительной способности алюминия.
— концентрированной азотной кислотой
Концентрированная азотная кислота в обычных условиях также пассивирует алюминий, что делает возможным ее хранение в алюминиевых емкостях. Так же, как и в случае с концентрированной серной, взаимодействие алюминия с концентрированной азотной кислотой становится возможным при сильном нагревании, при этом преимущественно протекает реакция:
— разбавленной азотной кислотой
Взаимодействие алюминия с разбавленной по сравнению с концентрированной азотной кислотой приводит к продуктам более глубокого восстановления азота. Вместо NO в зависимости от степени разбавления могут образовываться N2O и NH4NO3:
Свойства гидроксида алюминия
Гидроксид – самое распространенное соединение, которое образует алюминий. Свойства химические его такие же, как и у самого металла, – он амфотерный. Это значит, что он способен проявлять двойственную природу, вступая в реакции как с кислотами, так и со щелочами.
Сам по себе гидроксид алюминия – это белый студенистый осадок. Получить его легко при взаимодействии соли алюминия с щелочью или гидроксидом аммония. При взаимодействии с кислотами данный гидроксид дает обычную соответствующую соль и воду. Если же реакция идет с щелочью, то формируются гидроксокомплексы алюминия, в которых его координационное число равно 4. Пример: Na – тетрагидроксоалюминат натрия.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.

Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки
При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.