Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.

При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Пайка нержавейки с медью и латунью | Пайка труб из нержавейки
Пайка нержавейки – сложная и трудоемкая процедура. Дело в том, что ряд никелированных сплавов во время нагрева до 500 градусов могут выделять карбиды. Объем выделения зависит от продолжительности процесса пайки.
Образующиеся карбиды негативно влияют на элементы из нержавейки, так как способны разрушить ее антикоррозийные свойства. Для того чтобы предотвратить их появление во время пайки нержавейки, нужно добавлять титан либо проводить дополнительную температурную обработку элементов.
Пайка нержавейки должна производиться после отжига, так как при реакции с расплавленным припоем наклепанные элементы стали могут начать растрескиваться.
Технология работы
Пайка тонкой нержавейки имеет свои особенности. Так, выбирать припой для нержавеющих деталей необходимо исходя из ряда факторов:
- состава стали;
- условий процесса пайки.
Для обработки нержавеющей стали используют буру. Она должна наноситься на шов в виде порошка или пасты. Во время пайки тонкой нержавейки бура начинает расплавляться, остальной материал – нагреваться. Как только достигается температура каления – 850 градусов, пора вводить припой.
По окончании пайки необходимо удалить приставший к нержавейке материал. Для этого деталь нужно промыть в воде либо подвергнуть ее песочной обдувке. Аналогичные процедуры проводятся и во время пайки пищевой нержавейки. Однако в этом случае стоит исключить применение соляной или азотной кислот. Они могут разъесть основной металл или остаться на элементах. Пайка пищевой нержавейки – ответственный процесс, напрямую связанный со здоровьем людей, которые будут в дальнейшем эксплуатировать спаянное изделие.
Особенности пайки тонкой нержавейки
Для того чтобы достигнуть высокого качества пайки, применяют сварку аргоном. Часто этот способ используют при пайке труб из нержавейки. Пайка труб из нержавейки может быть выполнена профессиональными специалистами нашей компании. Высокое качество, долгий срок службы спаянных элементов и демократичные цены – вот что отмечают многие из наших клиентов. Оцените преимущества работы с нами и вы!
|
Наименование работ |
Цена, руб |
|
Сварка алюминиевой медной трубки диаметром до 10мм |
От 300 |
|
Сварка алюминиевой медной трубки диаметром более 10мм |
От 500 |
|
Сварочный шов до 100 мм |
от 20 за 10мм |
|
|
Договорная |
|
Двойной сварочный шов до 100мм |
от 20 за 10мм |
|
Двойной сварочный шов более 100мм |
Договорная |
|
Сварка поддона двигателя |
От 1000 |
|
Сварка коллектора двигателя |
От 700 |
|
Сварка блока двигателя |
От 1500 |
|
Сварка головки блока |
От 1700 |
|
Сварка крышки ГБЦ |
От 500 |
|
Сварка корпуса КПП |
От 1200 |
|
Сварка деталей подвески |
От 300 |
|
Сварка радиатора |
От 500 |
|
Сварка любых других деталей |
Договорная |
Цены на пайку цветных металлов (алюминий, медь, титан и их сплавы)
|
Наименование работ |
Цена, руб |
|
Пайка 1 отверстия до 10 мм |
500 |
|
Пайка радиатора сота 1 повреждение |
500 |
|
Пайка радиатора сота 1 и более повреждений |
300 за 1 повреждение |
|
Пайка медный трубок |
От 300 |
|
Пайка деталей бытовой техники |
Договорная |
|
Пайка алюминиевой трубки |
От 300 |
Цены на сварочные работы (Полуавтомат, кемпи)
|
Наименование работ |
Цена, руб |
|
Сварочный шов до 100 мм |
от 5 |
|
Сварочный шов более 100 мм |
Договорная |
|
Сварка труб глушителя |
От 500 |
|
Мелкие сварочные работы |
Договорная |
Особенности и основные характеристики бессвинцовых припоев
Основным достоинством таких составов является абсолютная экологическая безопасность. К тому же оборудование и технику, изготовленную с их применением, значительно проще утилизировать.

Технологическая особенность этих припоев – повышенная температура плавления. В среднем она на 50 ⁰С выше, чем у оловянно-свинцовых аналогов. Это несколько усложняет процесс пайки и повышает требования к используемому оборудованию.
По общепринятой классификации эти составы относятся к мягким припоям. Предел прочности на растяжение не превышает 100 МПа.
Нельзя не отметить такую важную характеристику этих припоев, как высокая электропроводность.
Бессвинцовые припои
В связи с повышением внимания общества к вопросам экологии теперь при выборе припоев более серьёзно учитывают токсичность его компонентов. В электротехнике и электронике (особенно в бытовой) всё чаще используют бессвинцовые припои.
Уход от свинцовосодержащих припоев также обусловлен негативным влиянием свинца на прочность соединения с контактами, покрытыми золотом.
Импортные флюсы
IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация импортных флюсов
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение.
«R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
«RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
«RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
«SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Разновидности
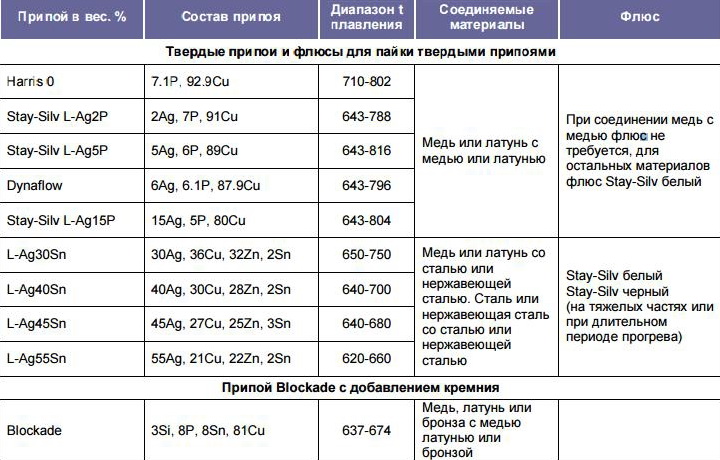
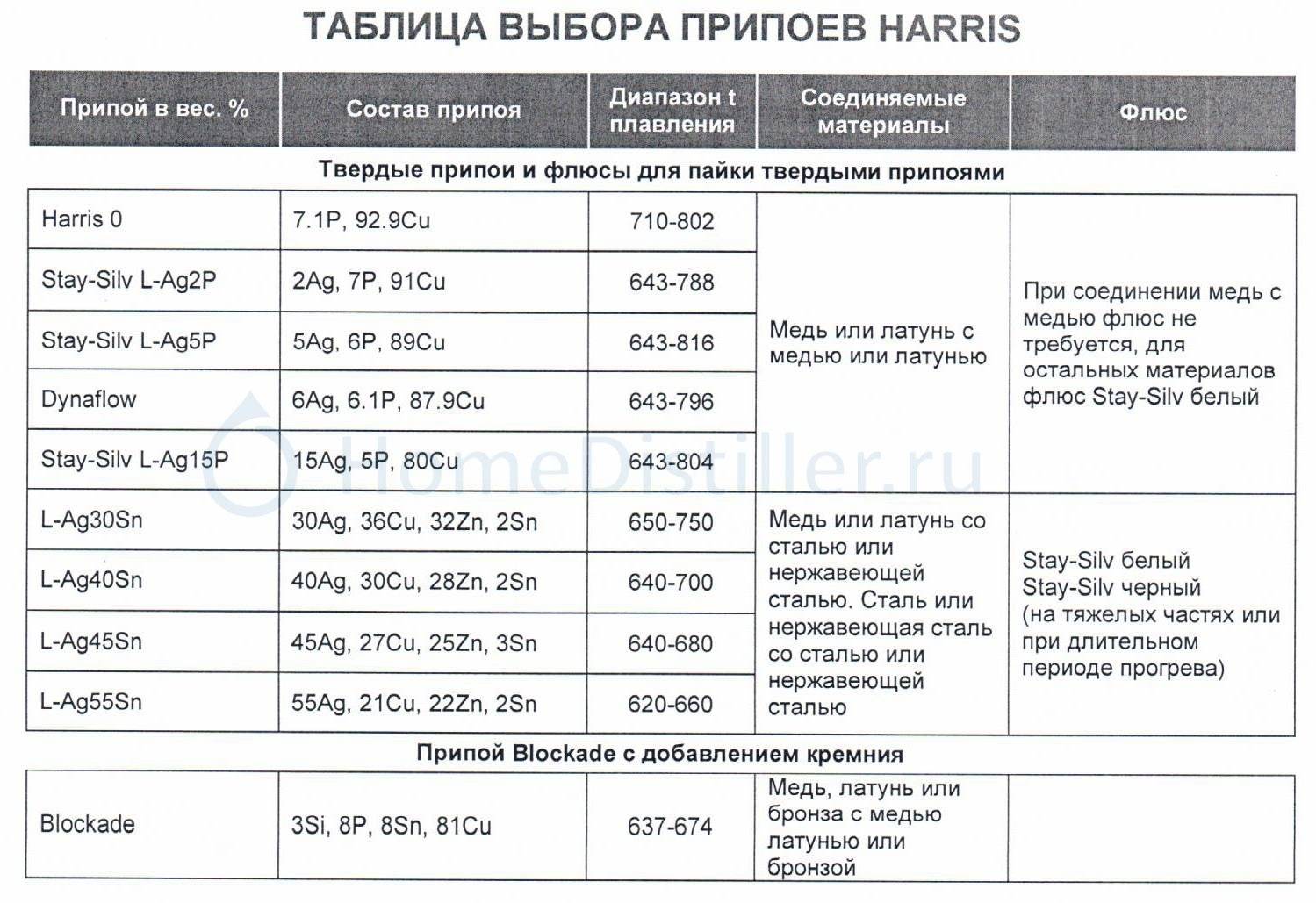
Припои для пайки нержавеющей стали могут иметь массу подвидов, которые обладают различными свойствами. К примеру:
HTS528 является универсальным материалов, который пригодится для процедур не только с нержавейкой, но и такими металлами как никель, бронза, медь, латунь и многие другие. Он относится к твердому типу. Он уже сразу покрыт флюсом красного цвета. Длина такого изделия составляет 45 см, а масса около 20 грамм. Температура плавления составляет 760 градусов Цельсия.

Припой HTS-528
- Цитрина является многосоставным припоем, в состав которого входит серебро, марганец, цинк, медь, кадмий, никель и магний. Внешний вид этого материала имеет металлический отблеск. Твердость после использования составляет 60 кг/см, а прочность достигает 60 кг/мм. После применения спаянный металл хорошо полируется. Температура плавления является достаточно высокой и составляет 820 градусов Цельсия. Благодаря наличию серебра и никеля у припоя остаются противокоррозионные свойства, как и у нержавейки
- П-81 широко известный в промышленности, который применяется для различного рода ремонтов. Благодаря своим свойствам, он может применяться и для ремонта теплообменников. В его состав входит чугун, различного рода стали, никелевые сплавы, серебро и сплавы твердых металлов. Предел прочности соединения сделанного этим материалом, составляет 170 МПа. Температура плавления достигает 640-650 градусов Цельсия, а пайка проводится при температуре 690. Прутки имеют диаметр от 0,5 до 3 мм, в зависимости от сферы применения.

Припой П-81
Какие флюсы подходят
Для образования качественного шва при пайке детали предварительно обрабатывают флюсами. Они убирают слой грязи, оксидов с рабочей поверхности; препятствует процессам окисления расплава; уменьшают поверхностную напряженность жидкого металла.
Благодаря флюсам припойная масса полностью обволакивает необходимые для пайки части деталей, способствует их прочному соединению.

В качестве флюсовой добавки часто применяют насыщенный раствор буры. Готовят его просто:
- В сухой порошок вливают тонкой струйкой дистиллированную воду и греют смесь до прозрачного состояния.
- После остывания из насыщенного раствора выкристаллизовывается осадок.
- Если жидкости над осадком получилось много, ее сливают.
- Остальную массу растирают до состояния густой сметаны.
Полученный таким методом флюс можно использовать в диапазоне температур от 500 до 900 ℃.
Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
При желании подобный флюс можно сделать самостоятельно. Сначала следует прокалить фторид калия на обычном противне. Для этого достаточно прогревания при температуре 250 ℃ на протяжении 4 часов.
Все компоненты нужно аккуратно взвесить, перемешать, расплавить, охладить.
Застывший сплав, расколов на куски, следует тщательно измельчить. Можно взять для этого мельницу. В конечном итоге должен образоваться мелкий порошок, типа пудры.
Для получения однородного флюса порошок нужно просеять и быстро закрыть герметично. Он может поглотить влагу из воздуха, потерять свойства.
При необходимости особо тщательного заполнения всех микрополостей в рабочей зоне применяют флюсы с тетрафторборатом калия, для приготовления которого нужна плавиковая кислота. Получение такого флюса требует специальных условий и навыков. Лучше приобрести готовую смесь.
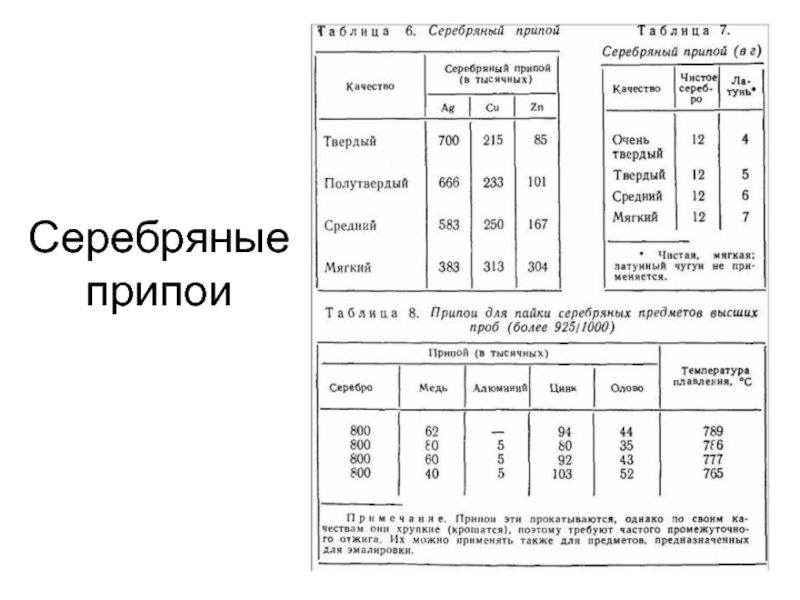
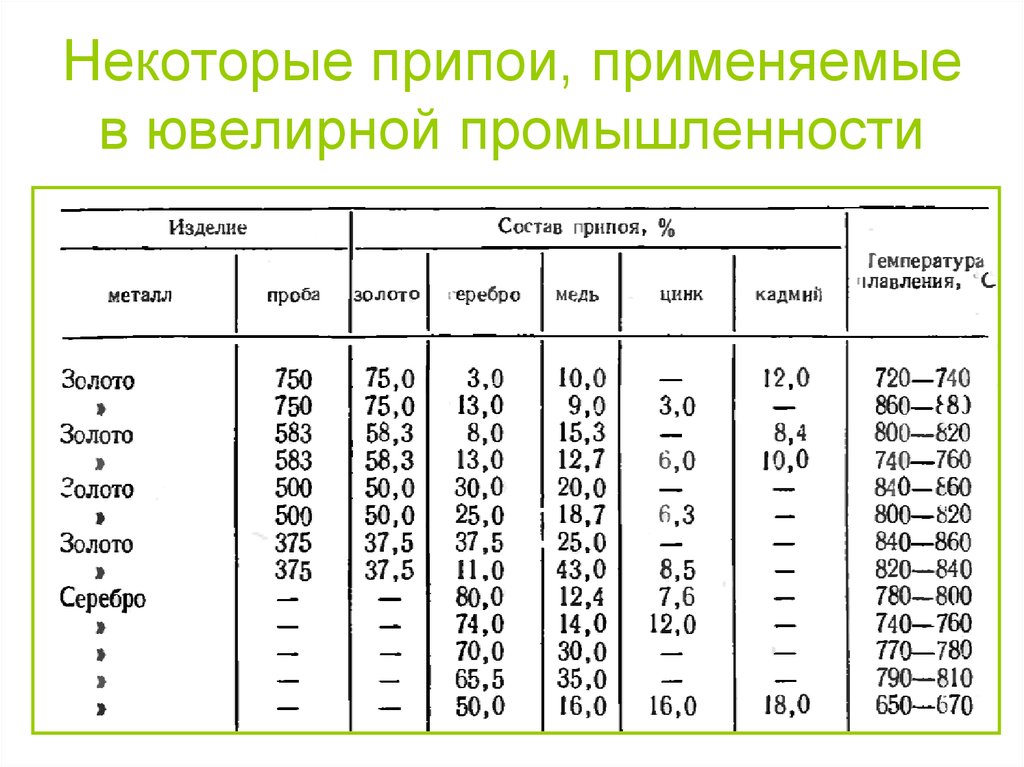
Серебряный припой своими руками
Слово «приготовить» – вполне подходящее выражение в этом разделе, потому что серебряный припой можно приготовить множеством способов, включая старинную технологию. Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
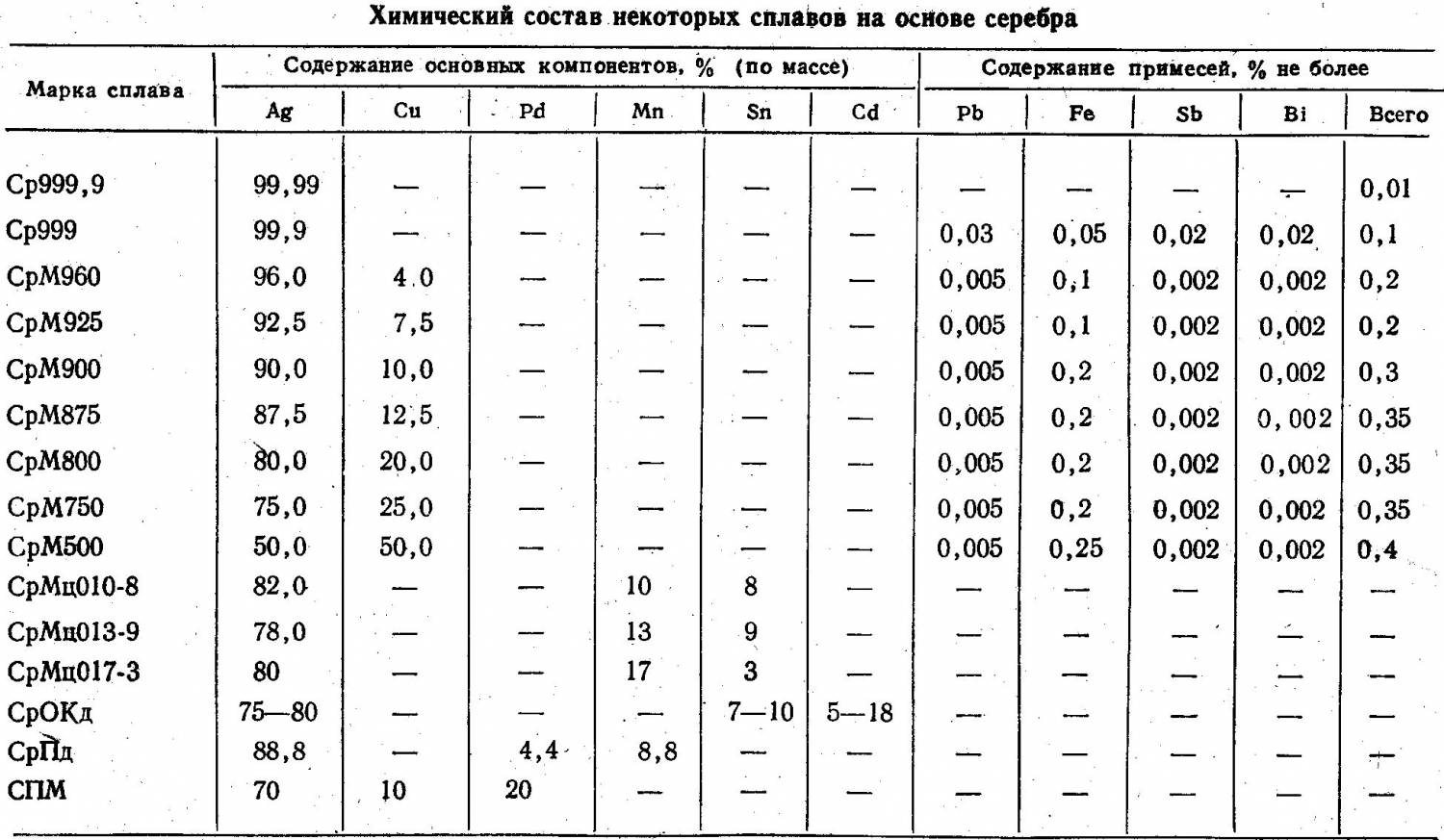
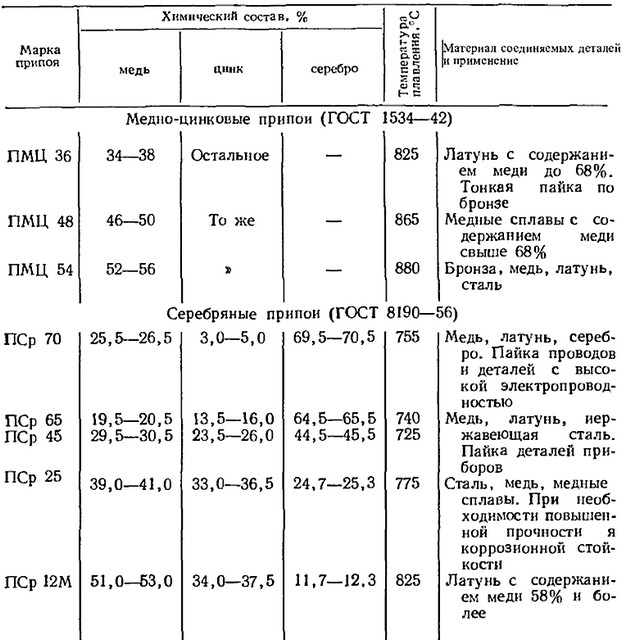
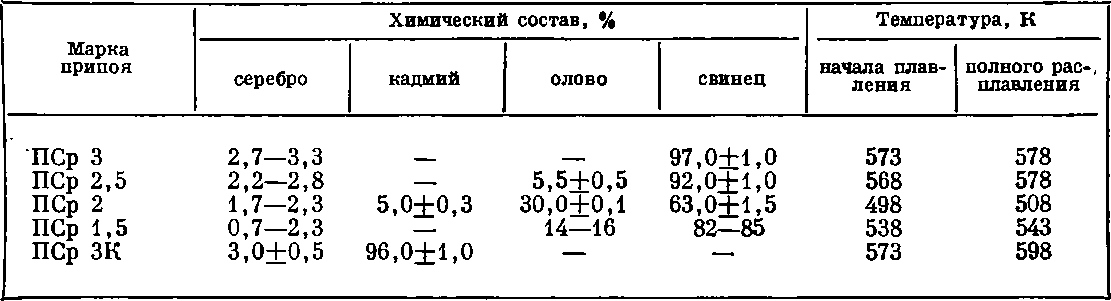
ГОСТ на серебряные припои.
В старинном рецепте нужны две монеты: медный пятак выпуска 1962 года и полтинник выпуска 1924 года, а к ним дополнительно металлы, газовая горелка для пайки серебра и ложка.
Начинается как в сказке: в ложке плавим серебро. Затем опускаем медный пятак и перемешиваем, покатывая ложку. Чем терпеливее вы будете катать ложку, тем качественнее будет перемешивание. После этого раствор выливается в форму для металла под названием «ингус» и вновь раскатывается.
Приготовленный таким примитивным способом сплав на самом деле обладает очень высокими качествами: это чистая проба №900.
Важным фактором в качестве приготовления является свежий флюс. За пламенем в горелке нужно следить самым внимательным образом: оно должно быть мягким, а не очень горячий огонь должен напоминать по очертаниям метлу. В этом случае шов получится по-настоящему качественным.
Для ремонта изделий припой делают легким вот в каком составе:
- серебро – 7 частей;
- латунь – 2,8 части;
- цинк – 0, 35 части.
Запасаемся для работы следующими материалами:
- ложка;
- горелка для пайки;
- шкурка или наждачная бумага;
- ножницы, фальцы, весы;
- лопатка для перемешивания;
- бура для добавки в готовый расплав.
С латунью нужно предварительно поработать – зачистить ее от оксидной пленки. Серебро с пробой №999 плавим в ложке, добавляем латунь и хорошо перемешиваем прямо в ложке. После полного расплавления добавляем цинк.
Можно добавлять цинк в чистом виде, а можно в сплаве с латунью или медью. Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
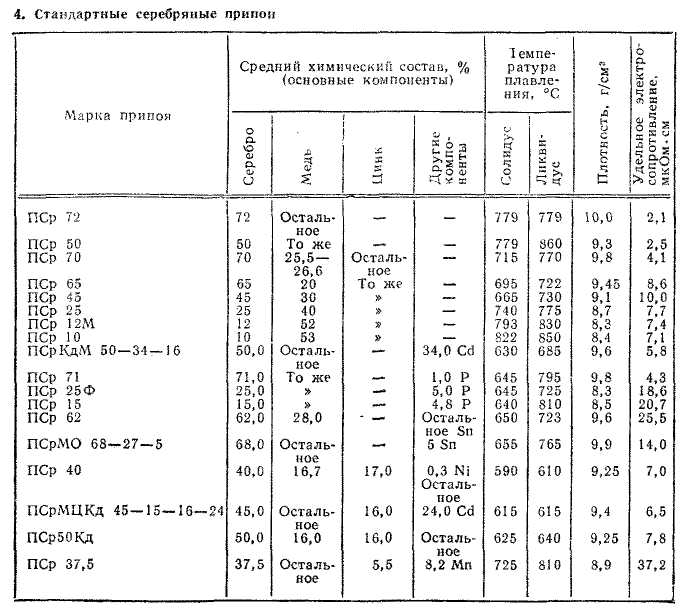
Разновидности
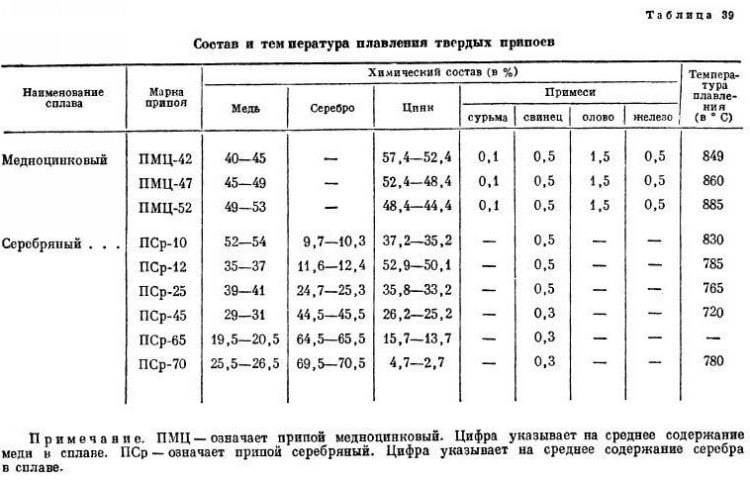
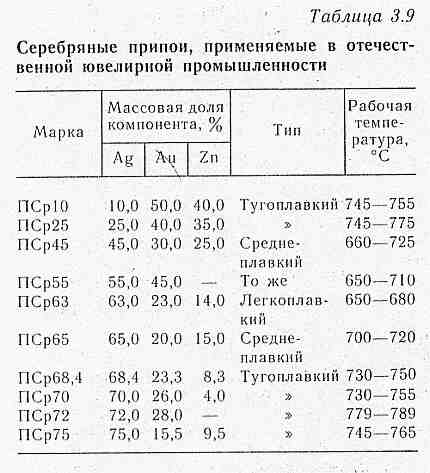
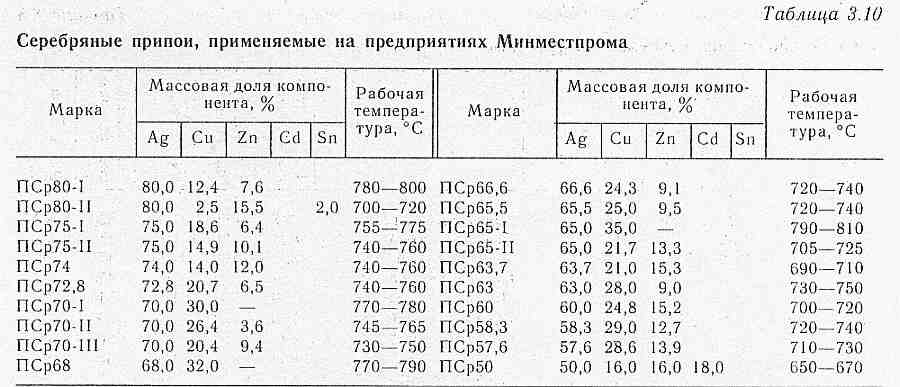
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Припои с низким содержанием — до 40% — используют для пайки заготовок из стальных и цветных сплавов. Такие составы обладают недостаточной прочностью для соединения деталей толще 3 мм.
Составы со средним содержанием — от 40 до 60% применяют для пайки медных, никелевых и стальных деталей, испытывающих значительные статические нагрузки, удары и вибрацию.
Серебряный припой с высоким процентом — от 65% используют при пайке особо ответственных швов, таких, как ленточные пилы и соединения проводов. Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.

Направления использования
Возможности пайки бессвинцовыми припоями велики. Они включают проведение спаивания волной или в специальных печах.
Можно использовать обычный паяльник. Выбор технологии определяется объектом, условиями эксплуатации спаянного изделия, спецификой производства.
При работе на предприятиях оборонного назначения рекомендуются высококачественные смеси из олова, серебра, меди, к которым при необходимости добавляют сурьму.
Присутствие сурьмы ухудшает экологическую безопасность сплава. Это очень токсичный элемент, смеси с которым применяются только в случае острой необходимости.
Для работы с профессиональной техникой в промышленности, системах связи также пригодны припои из олова, серебра, меди или только оловянно-серебряные составы эвтектического характера.
Для офисного оборудования, аудио- и видеотехники рекомендованы также составы на основе олова, серебра с добавками меди или сурьмы или без таковых. Припои, содержащие висмут, из соображений экономии денежных средств применяются значительно реже.
Никелевые
 Среди нержавеющих сталей отдельную группу составляют жаропрочные сплавы. К ним предъявляются особые требования.
Среди нержавеющих сталей отдельную группу составляют жаропрочные сплавы. К ним предъявляются особые требования.
Припои, в основе которых содержатся серебро, медь, марганец обеспечить должную стойкость швов при высоких температурах не могут.
Для таких нержавеющих сталей подходят припои из никеля, хрома и небольших количеств бора, бериллия или кремния. Они выпускаются в виде порошков или паст.
В вакууме, среде инертных газов данные смеси успешно растекаются по нержавеющей стали. Образующиеся швы не окисляются, обладают термической стойкостью, но имеют низкую пластичность. Несколько повысить пластические свойства соединения можно проведением отжига параллельно с пайкой.

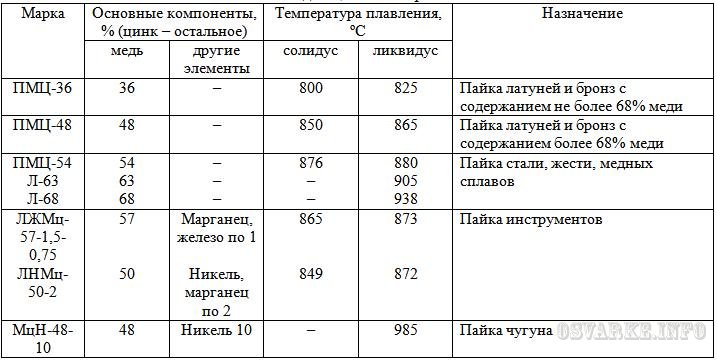
Для пайки всех нержавеющих сталей, включая жаропрочные, также применяют припои, состоящие из 70 % марганца и 30 % никеля. Встречаются разновидности данных смесей с добавками хрома или хрома с железом.
Полученные швы отличаются стойкостью при любых температурах. За границей применяется аналогичный припой с примесью палладия. Стоимость этого металла велика. Однако цена оправдывается высокими показателями качества шва, возможностью пайки деталей с большими зазорами.
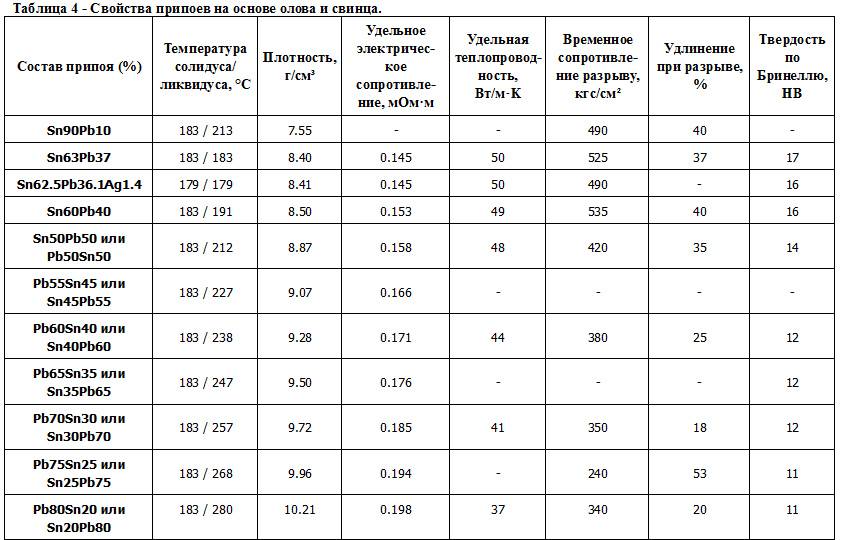
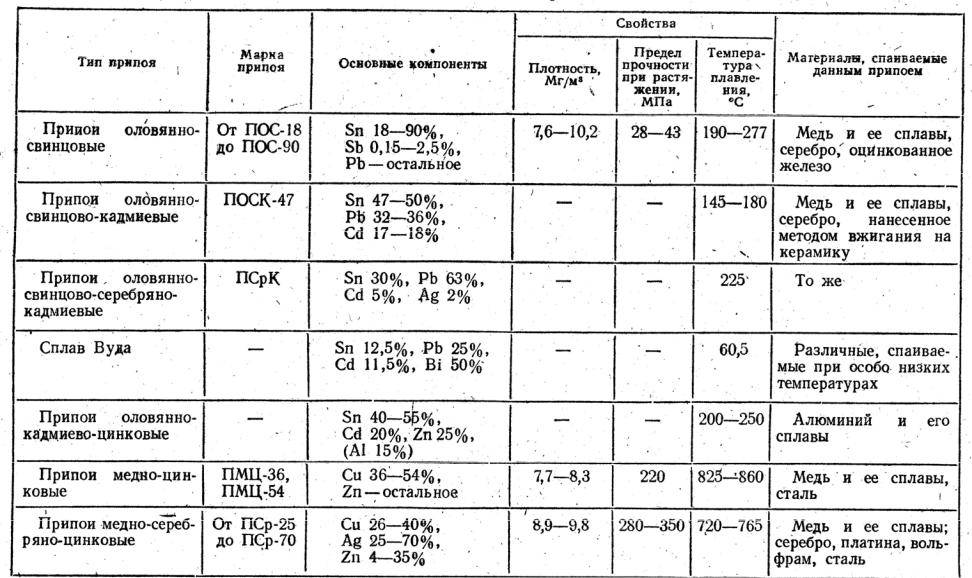
Виды оловянных припоев, свойства и характеристики
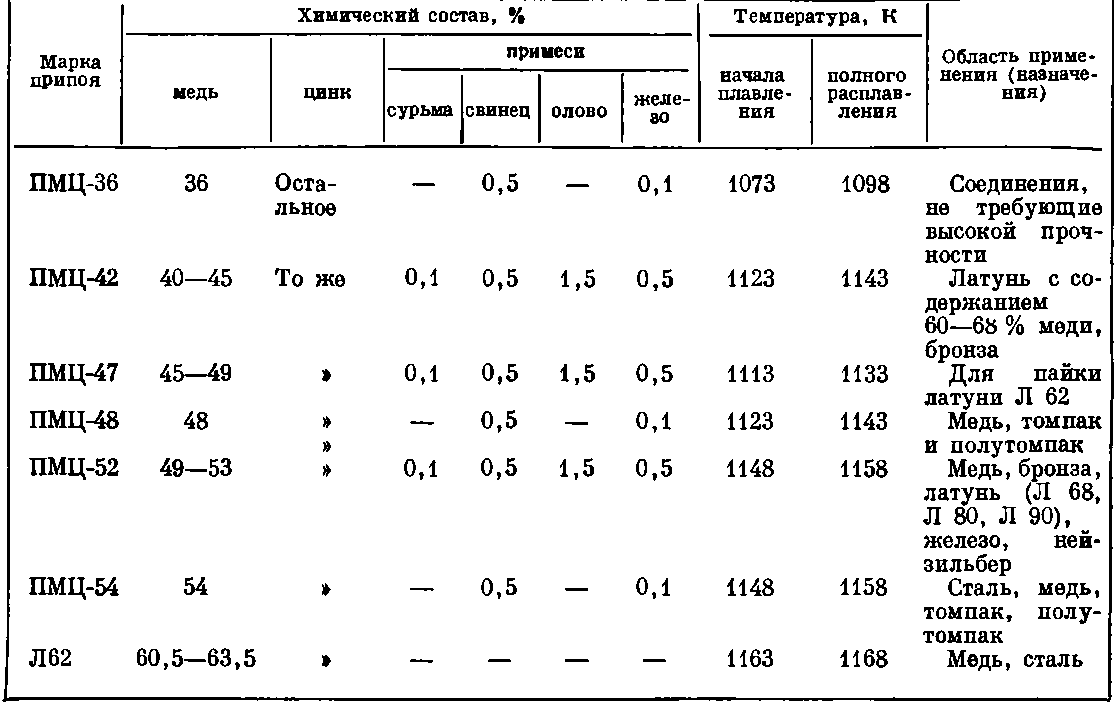
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые). Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
Существует и другой вариант классификации оловянных припоев. По нему сплавы делятся на:
— оловянно-свинцовые (в сокращении ПОС);
— сурьмянистые (сокращенно ПОССу);
— оловянно-свинцово-кадмиевые (сокращенно ПОСК);
— бессвинцовые.
Последние легируют медью, серебром, цинком, алюминием, кадмием.
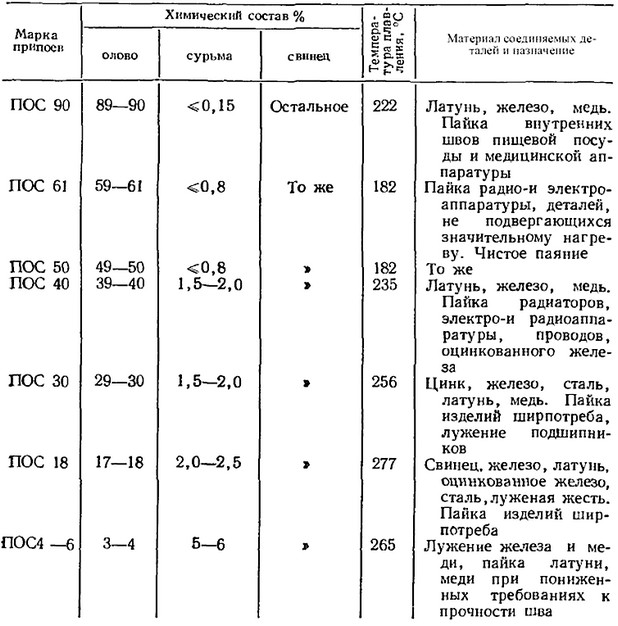
Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
Они начинают плавиться при 183°C (температура расплава пары «олово-свинец»), а завершают плавление при различных температурах. Это определено химическим составом сплава. А именно:
ПОС-15 (олово 15%) — 280 °C.
ПОС-25 (25%) — 260 °C.
ПОС-35 (33%) — 247 °C.
ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
ПОС-90 (олово 90%) — 220 °C
В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово+свинец», они расплавляются при постоянной температуре 183 °C.
Также к мягким оловянным припоям относят:
— ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
— ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
— ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
— припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.
Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
К положительным свойствам оловянных припоев можно отнести:
— прочность в сочетании с пластичностью;
— высокий коэффициент теплопроводности;
— устойчивость к коррозии.
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение. Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом). Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм2, увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
Иногда можно встретить пруток или проволоку для пайки без маркировки. Определить приблизительный химический состав такого изделия можно по следующим параметрам:
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
— материал, в котором много свинца — темного серого цвета, матовый;
— пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
— пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
— ПОС различных марок плавятся при температуре от 183 °C до 265 °C.