
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять
Справка:
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.

В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.

В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Флюс
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.

Паяльник
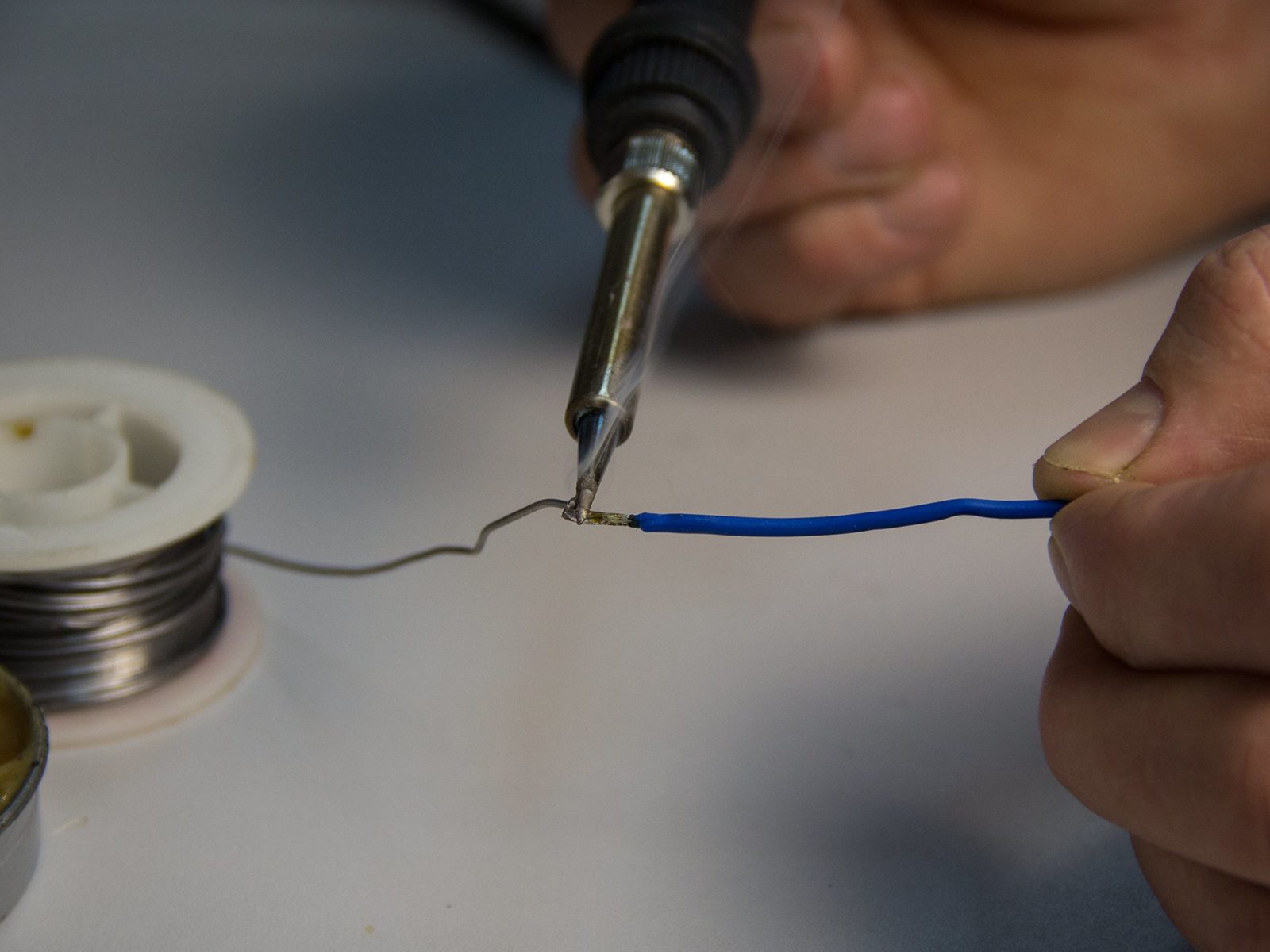
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Обычный паяльник, питающийся от электрической сети, рассчитан на пайку оловянных или свинцовых припоев, температура плавления которых составляет от 200 до 300 градусов по Цельсию. При работе с тугоплавкими металлами необходим гораздо более мощный паяльник, способный накаляться до 700-800 градусов. И тут нас выручают газовые горелки.
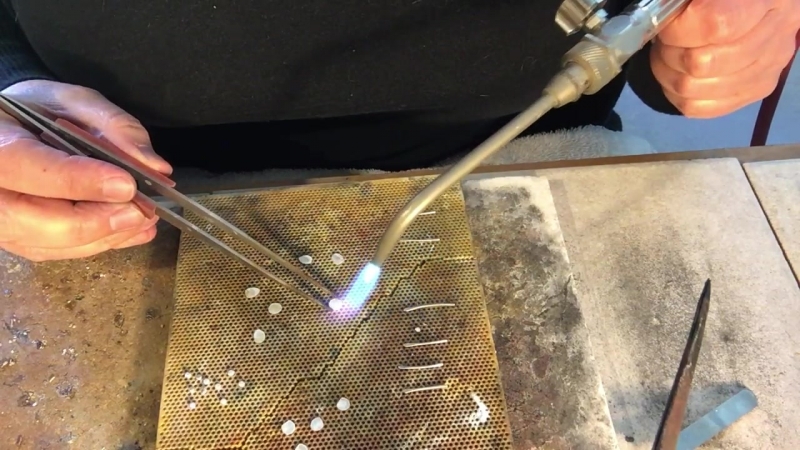
Газовая горелка
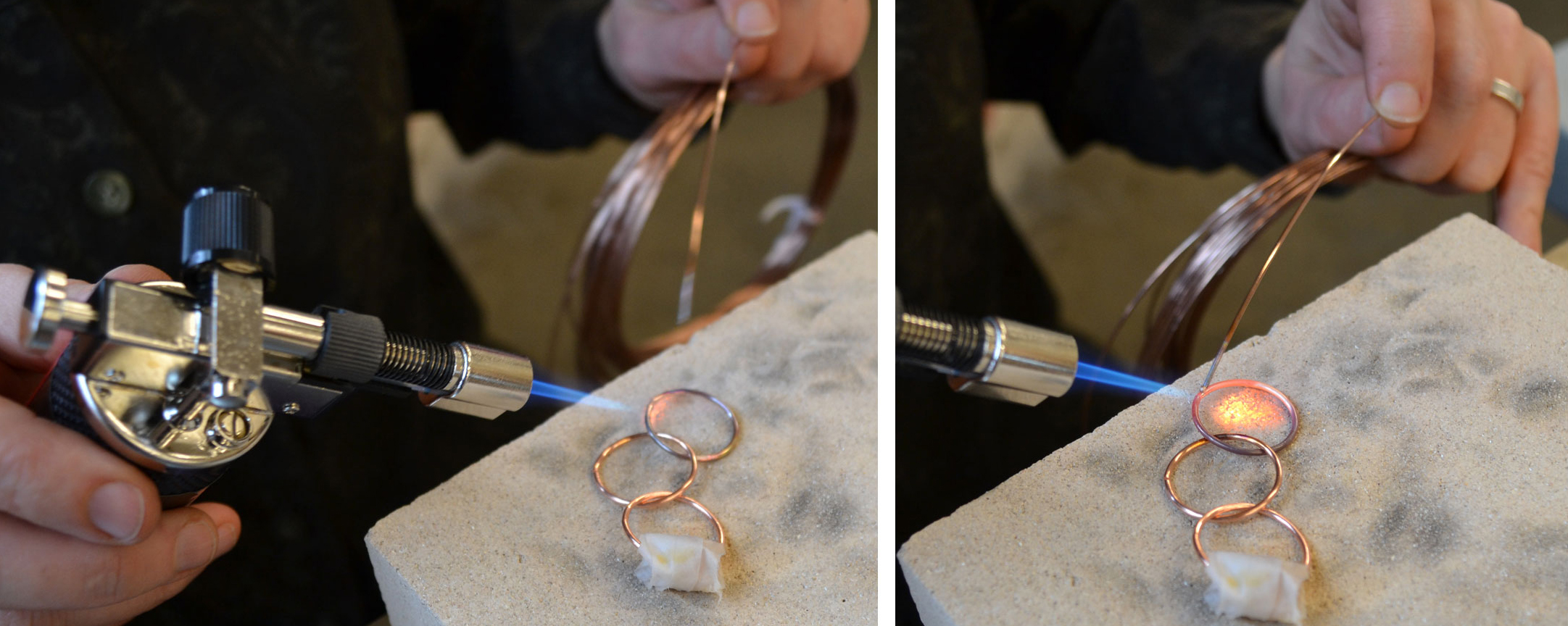
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.

Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Рубрика вопрос — ответ
Можно ли припаять серебро обычным паяльником оловом?
Мнение эксперта
Гришанов Михаил Петрович
Ювелир, директор мастерской «Гришанов и Ко»
К сожалению, пайка серебра оловом не осуществляется из-за разной плотности металлов. Олово способно соединить кромки, но даже при малейшем механическом усилии украшение снова разрушится.
Как отремонтировать серебряную цепочку своими руками дома, это реально?
Мнение эксперта
Прибрежный Геннадий Валентинович
Ювелир 6-го разряда
Необходимо купить специальные инструменты и принадлежности, обеспечить себе рабочее место и безопасность проведения работ, воспользоваться руководством и выполнить ремонт самостоятельно.
Желательно немного потренироваться перед началом работы. Для этого можно попробовать спаять два припойных прутка.
 Пайка ювелирных изделий из серебра
Пайка ювелирных изделий из серебра
Возможно ли изготовление ювелирных изделий только посредством пайки?
Мнение эксперта
Андрей Селезнев
Химик-технолог завода «Красный Октябрь» г.Волгоград
Да, возможно, если используются готовые составные элементы. Но изготовить изделие из серебряного порошка не получится, так как обработка расплавов подразумевает использование разнообразных художественных инструментов и литья.
Подготовка
На первом этапе нужно приготовить все для пайки. Понадобятся припой и флюс. Флюс — это смесь химических веществ, целью которой является удаление пленок окислов металлов с поверхности перед пайкой для улучшения контакта. Флюс также используется для уменьшения поверхностного натяжения, он улучшает растекание припоя и так далее.
Каждый тип данного вещества имеет свое предназначение, то есть для пайки золота также используется специфический флюс. Его можно приобрести в магазине, предназначенном для ювелиров. Он очень прост в использовании — необходимо при помощи кисточки нанести его на место, которое будет запаиваться перед началом работы. Он также уберет остатки жира с поверхности, и этого не нужно будет делать дополнительно. Для равномерного распределения по рабочей поверхности флюс содержит спирт. В большинстве случаев он разогревается до 600–900 градусов.
Припой является еще более необходимым, так как без него не получится соединить две разорванные поверхности. Припой представляет собой металл, в данном случае золото, который плавится при меньшей температуре, чем основной, чтобы заполнить поры в сплавляемом металле. Для того чтобы снизить температуру плавления припоя, в него добавляют примеси. Его можно приобрести также в магазине для ювелиров. Он продается в виде небольших кусочков или тонкой проволоки. Бывает нескольких типов:
- Припой с большим содержанием золота и с малым количеством примесей. Он будет прочнее держаться, но его изначально нужно будет нагревать до более высокой температуры. Такой припой будет иметь пробу в 14 карат и выше. Кроме того, он может быть среднеплавкий и тугоплавкий.
- Припой с меньшим содержанием драгоценного металла расплавить проще, но и держаться он будет хуже. Каратность золота будет меньше 14. Применяется для несложного ремонта.
Существуют припои с золотом разного цвета. Но прежде чем использовать любой из них для пайки, необходимо ознакомиться с составом. Там может содержаться кадмий, и паять с ним нужно аккуратно, так как он токсичен.
Если нет возможности купить припой, то его можно изготовить самостоятельно. Для этого потребуется:
- тигель;
- медь;
- серебро;
- золото;
- латунь;
- горелка;
- емкость для отливки припоя.
Помещаем золото в тигель, а также серебро и медь в таких пропорциях: 585:115:186. Ювелирные изделия требуют высокой точности, неплохо бы для измерения пользоваться ювелирными весами. Лучше всего взять латунь, но можно использовать и кадмий. Латуни понадобится 135 долей, кадмия — 112. С помощью газовой горелки расплавляем серебро, золото и медь. В расплавленный состав вводим четвертый ингредиент.
После полного перемешивания ингредиентов отливаем данный состав в емкость. Когда металл немного остынет, придадим ему форму проволоки или пластины с помощью наковальни. После этого убираем на хранение, предварительно можно его свернуть.
Далее готовим инструменты, которые понадобятся при пайке:
- газовую горелку, с помощью нее и будет происходить пайка золота;
- тиски;
- пинцет;
- шило;
- надфили или портативную бормашину (гравер);
- плоскогубцы;
- лист тугоплавкого металла.
Все инструменты должны быть маленькими. В свободной продаже вы вряд ли их найдете, но можно попробовать обратиться с целью покупки в мастерскую по ремонту ювелирных изделий или часов. Можно также попробовать поискать их на барахолке.
Как осуществить пайку?
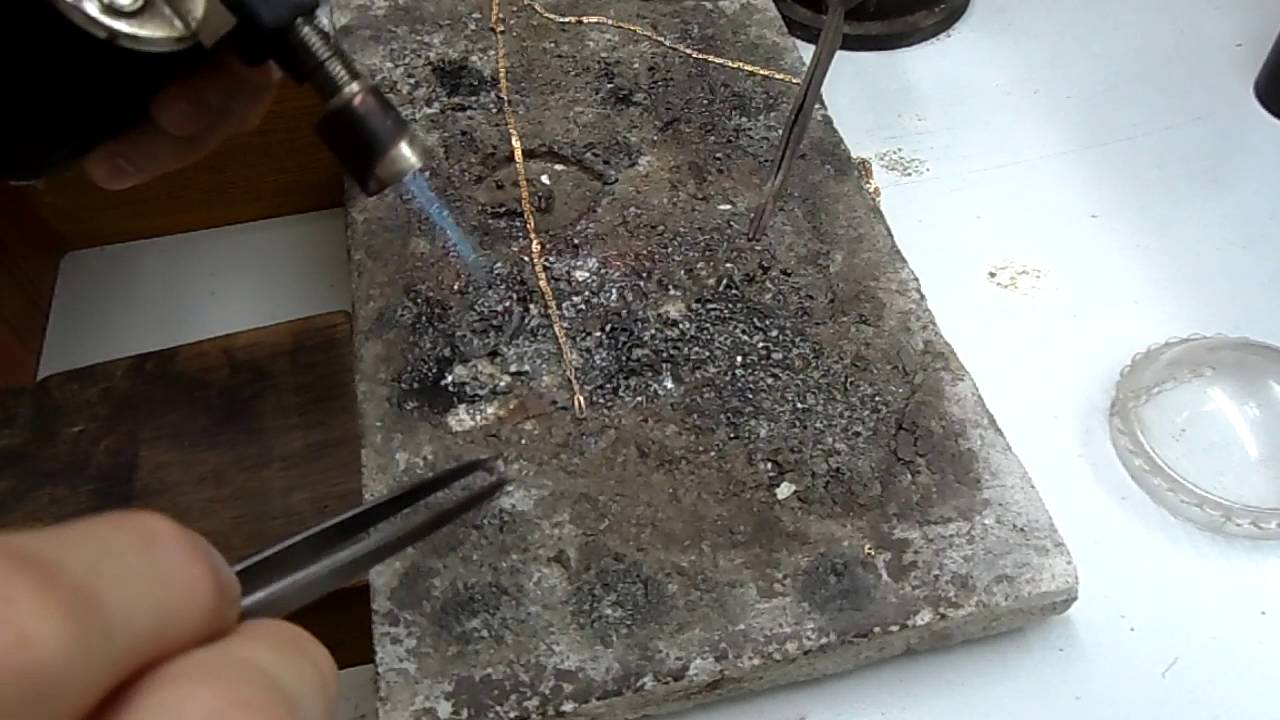
Информация о том, что начиная с раннего средневековья и появления первых производственных мастерских, человек использовал для соединения (сплава) двух частей одного и того же драгоценного металла пайку, пришла к нам с сохранившимися ювелирными украшениями, на которых четко заметен грубоватый шов.
Золотые украшения средневековья были массивными и, поэтому некоторая неравномерность шва не бросалась в глаза.
Как раньше, там и сейчас соединение двух металлических поверхностей осуществляют с помощью третьей, которая плавится при значительно меньшей температуре.
Нагревая все три поверхности (используется горелка или лазер) добиваются расплавления легкоплавкой поверхности и растекания ее по деталям, которые нужно соединить.
Застынув, пайка образует твердый соединяющий слой сплава, который потом шлифуют, чтобы сделать незаметным.
Для каждого металла нужен свой припой и даже несколько.
Когда края спаиваемых поверхностей разогреваются, на них проступает окислительная плетка – окисл, которая мешает крепкому сцеплению наплавляемого слоя с основой.
Причем не просто ухудшает соединение, а может привести к моментальному излому после остывания.
Чтобы предотвратить это, используют флюс – вещество, которое при нагреве нейтрализует кислую пленку.
Флюс не только подбирается для каждого металла или сплава, но и в зависимости от дальнейшего использования предмета, нагрузок на спаечный шов, припоя и ряда других деталей, флюс должен быть свой.
Если припой для плавки золота можно приобретать или изготовить самостоятельно (например, из серебра, меди, латуни и зубных коронок 880 пробы), то флюс нужно только покупать.
В припоях, которым пользовались еще в Киевской Руси, содержалась ртуть или кадмий.
Видео:
https://youtube.com/watch?v=CbsOckN44oQ
Сейчас крайне редко можно встретить такие припои и, наверное, лишним будет говорить о том, что они очень токсичны и ими лучше не пользоваться.
По способу создания соединительного слоя выделятся лазерная пайка сплава и пайка, в которой используется газовая горелка в домашних условиях.
Как работает горелка:
- Готовим или приобретаем припой в зависимости от пробы золота;
- Наносим флюс и ждем, пока флюс растечется по краю поверхности. Выбирайте только подходящий флюс. Флюс распределите за границы области пайки. Это делается для того, чтобы подготовленная область была чуть больше, чем сама пайка – возможно в процессе спаивания придется ее расширить;
- Потребуется февка. Она представляет собой согнутую трубку с отверстием на конце, через которое горелка подает тонкую струю газового пламени. Через внутреннюю поверхность февки подается сжатый воздух;
- Состыкуем две разломанные части, разогреем их паяльной трубой, внесем припой, пока он не перестанет блестеть, и оставим стынуть, после чего зачистим надфилем.
Газовая пайка помогает восстановить золото, если пайка проведена аккуратно, то шва видно не будет. Пайку, в которой используется горелка, реально осуществить самостоятельно.
Она позволит отремонтировать порвавшееся украшение совершенно незаметно, вне зависимости от сложности и места разлома, пробы золота и других условий.
Лазерная пайка производится с помощью лазерного луча, направляемого специальным оборудованием.
Оно достаточно дорогостоящее и приобретать его для разовой пайки золота нет надобности.
Видео:









Лазерная пайка имеет ряд преимуществ перед газовой:
- Точечный нагрев поверхности;
- Отсутствие необходимости использовать флюс;
- Невозможность перегреть место спаивания частей. Перегрев зачастую является критической ошибкой при пайке золота. В его результате спаечный шов изменит цвет и добиться восстановления исходного цвета химическими методами не получится. Если такое случилось, то все изделие необходимо покрыть дополнительным слоем золота электрохимическим методом;
- Пайка возможна для площадей в несколько сотых долей миллиметра;
- Отсутствует механическое повреждение поверхностей, лазер действует аккуратно, точечно и без контакта с поверхностью;
- Метод позволяет не допускать попадания сторонних частиц в область пайки.
Лазерная пайка производится без смены инструментария, все необходимые настройки регулируются на управляющем аппарате.
Использовать ее обязательно при сложном рисунке украшения, сложном разломе или при отсутствии возможности самостоятельно сделать газовую пайку.
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди – 1083ºС, а для золота – 1063ºС.
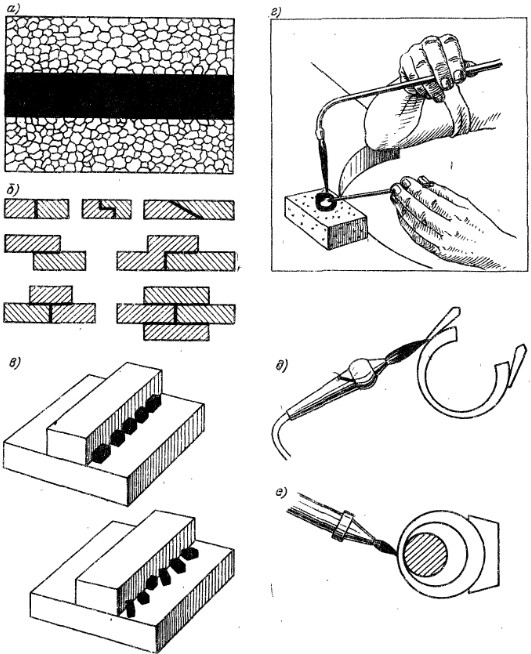
Подготовка паяльника к работе и зачистка поверхности: а – нагревание паяльника паяльной лампой, б – способы крепления паяльника на паяльной лампе, в – подставка для паяльника, г – облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав – 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем.
В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
Приемы пайки: а – пайка открытого шва молотковым паяльником, б – подогревание спаиваемых поверхностен электрическим утюгом, в – пайка листового металла, г – пайка проводов, д – спаивание труб торцовым паяльником, е – способ запайки отверстий в трубах, ж – облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов – смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.
Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень – смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
Для соединения мелких ювелирных деталей используют . Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
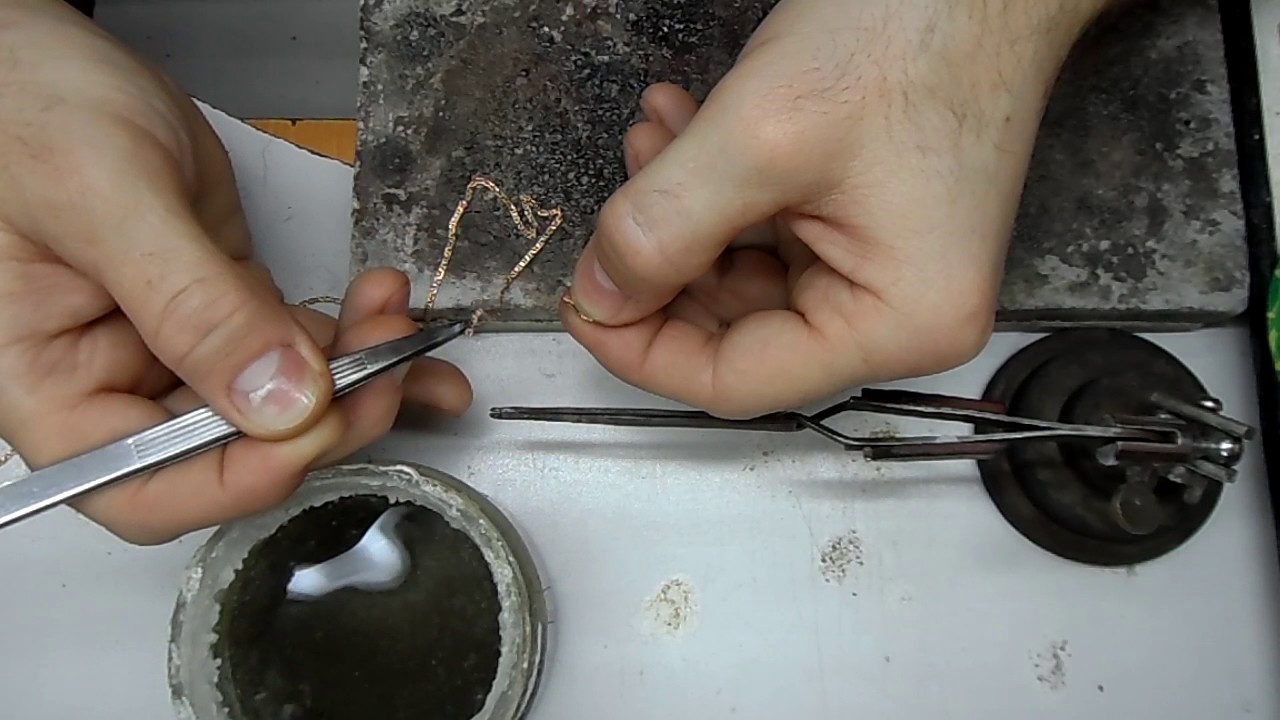
Процесс пайки
Для начала поверхность необходимо подготовить. Помимо флюса, необходимо зачистить будущее место спайки и удалить загрязнение и жир. Эти процедуры должны производиться непосредственно перед началом пайки. Далее необходимо нанести флюс и соединить две детали. Если вы пытаетесь починить золотую цепочку и интересуетесь, как запаять ее, не забывайте что перед тем, как соединять два металла, необходимо продеть их в целые звенья и соединить изделие.
Проконтролировать температуру вы, конечно, не сможете, придется это делать на глаз. Для того чтобы определить, что золото достаточно нагрелось, следите за изменением его цвета. После этого приложите кусочек припоя к месту спайки и продолжайте греть. Следите за тем, чтобы припой не перегрелся, но и не отличался по цвету от основного металла.
После того как четвертый ингредиент припоя выгорит, детали соединятся и изделие станет однородным. Не спешите сразу браться за пайку ювелирного изделия, потренируйтесь сначала на припое. Даже самое подробное объяснение не может гарантировать сразу нужный результат. Процесс нужно прочувствовать. Возможно, уйдет несколько десяток попыток, прежде чем вы наловчитесь делать это аккуратно. Припой использовать повторно нельзя, но его можно переработать описанным выше методом.
Чтобы придать изделию красивый законченный вид, место спайки необходимо будет зашлифовать. Хорошо, если у вас на такой случай имеется гравер. После шлифовки им можно отполировать поверхность
Если такого инструмента нет — подойдет и надфиль, но работать им необходимо очень осторожно и кропотливо
Если вы все-таки не решитесь на такой ответственный шаг, как пайка золота, можно отнести изделие на ремонт профессионалам. Они смогут припаять части ювелирного изделия любой сложности с помощью лазерной пайки. Лазерная пайка не требует использования флюса, она выполняется при помощи точечного нагрева и исключает возможность перегрева частей.
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди – 1083ºС, а для золота – 1063ºС.
Подготовка паяльника к работе и зачистка поверхности: а – нагревание паяльника паяльной лампой, б – способы крепления паяльника на паяльной лампе, в – подставка для паяльника, г – облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав – 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем. В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
Приемы пайки: а – пайка открытого шва молотковым паяльником, б – подогревание спаиваемых поверхностен электрическим утюгом, в – пайка листового металла, г – пайка проводов, д – спаивание труб торцовым паяльником, е – способ запайки отверстий в трубах, ж – облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов – смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.
Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень – смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
Для соединения мелких ювелирных деталей используют . Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
Особенности работы с украшениями
Существует несколько особенностей, отличающих пайку ювелирных изделий от пайки, применяемой в бытовых и технических целях:
- эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;
- выполнение операций с очень мелкими деталями, требующими применения специфического инструмента и приспособлений;
- работа с дорогим материалом, содержащим драгоценные металлы – серебро, золото, платину.
По понятным причинам, качественно проводить ювелирную пайку могут только профессионалы. Но попробовать свои силы и обучиться тонкостям процесса не запрещено никому.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять
Справка:
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.
В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.
В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Флюс
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
https://youtube.com/watch?v=ZTqIjq3PJqQ
горелки
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.
Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.








Физико-химические свойства и особенности
Если рассматривать серебряные припои, свойства которых зависят от состава, то стоит понимать, что серебро здесь не всегда является доминирующим элементом и его свойства далеко не всегда проявляются на переднем плане. Он может использоваться для таких процедур, как пайка нержавейки твердым припоем, а также при работе с другими сложными металлами. Как правило, чем выше содержание серебра в припое, тем крепче получается соединение. Благодаря ему, металл получает высокие свойства текучести, которые позволяют проникнуть во все щели и мелки сколы на поверхности, тем самым улучшая контакт схватывания с поверхностью и образуя надежные молекулярные связи. При этом может случиться так, что эти свойства будут в ущерб пластичности, так как повышенное содержание драгоценного металла делает шов менее податливым и он хуже сопротивляется нагрузкам. Повышенное содержание серебра расширяет температурный диапазон эксплуатации готового изделия, в особенности, при низких его значениях.
Технические характеристики
|
Марка |
Состав элементов материала, % | |||||||||
|
Серебро |
Медь |
Цинк |
Олово |
Марганец |
Фосфор |
Кадмий |
Максимальное наличие примесей |
|||
|
Свинец |
Железо |
Висмут |
||||||||
|
ПСр72 |
72 |
Ост. |
— |
— |
— |
— |
— |
0,005 |
0,1 |
0,005 |
|
ПСр71 |
71 |
Ост |
— |
— |
— |
1 |
— |
0,005 |
0,15 |
0,005 |
|
ПСр70 |
70 |
26, |
Ост |
— |
— |
— |
— |
0,05 |
0,1 |
0,005 |
|
ПСр65 |
65 |
20,0 |
Ост |
— |
— |
— |
— |
0,1 |
0,1 |
0,005 |
|
ПСр62 |
62 |
28,0 |
— |
Ост |
— |
— |
— |
0,005 |
0,15 |
0,005 |
|
ПСр50 |
50 |
Ост |
— |
— |
— |
— |
— |
0,005 |
0,15 |
0,005 |
|
ПСр50 Кд |
50 |
16,0 |
16,0 |
— |
— |
— |
Ост |
0,1 |
0,1 |
0,005 |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 |
0,005 |
Особенности выбора
Правильный подбор припоя является не таким уж простым делом, так как имеется огромное количество вариантов. Для крепких соединений, которые должны выдерживать большие вибрационные нагрузки, а также должны сопротивляться ударам, следует выбирать материалы с высоким содержанием драгоценного металла. Остальными элементами могут быть никель, медь и даже свинец. Для климатической и холодильной техники также желательно использовать припои с высоким содержанием серебра. Для ювелирной сферы нередко применяются дорогостоящие 90-100% материалы. Они применяются для пайки колец и цепей, причем производятся в виде тонкой 1 мм проволоки.
![Пайка золота в домашних условиях [как осуществить пайку]](https://takorest.ru/wp-content/uploads/7/9/f/79f500c81ae1b090d14e25676461af2d.jpeg)





Наличие кадмия также может добавлять хрупкости, поэтому, он далеко не всегда входит в состав материала. Одним из главных элементов в составе является фосфор, который нередко снижает температуру плавления металла, что очень полезно, когда идет работа с тонкими материалами, нержавеющей сталью, алюминием и прочими сложными в спаивании материалами.
Особенности пайки нержавейки
- В первую очередь происходит зачистка деталей, а именно их стыков, любым механическим способом;
- После этого следует выложить флюс на зону будущей спайки;
- Выставить горелку на нужный режим и постепенно разогреть место спаивания с флюсом, пока металл не поменяет цвет (это следует делать постепенно, чтобы не было резких перепадов температуры);
- Когда заготовка достигнет нужной температуры, то можно подавать припой, который должен растекаться равномерно по всей поверхности (припой иногда также покрывают флюсом, если речь идет о сложных работах);
- Следует пройти весь шов от начала и до конца постепенно;
- Дать остыть материалу, но при этом продолжать подогревать горелкой, постепенно понижая температуру.
При этом не следует использовать газ, в котором имеется много кислорода, так как это ухудшит качество соединения.