
Пайка SMD в корпусе TQFP32, TQFP44, TQFP64 и т. д.
В принципе компоненты в корпусе TQFP тоже можно припаять без флюса, так же, как и SO, но мы хотим здесь наглядно показать, что дает активный флюс. Вы можете купить его в шприцах с надписью FLUX.
В следующем примере мы припаяем микросхему в корпус TQFP44.
Начнем с смазывания всех паяльных площадок флюсом. Флюс имеет густую консистенцию и очень липкий. Будьте осторожны, чтобы не испачкаться, потому что вы сможете отмыть его только растворителем.
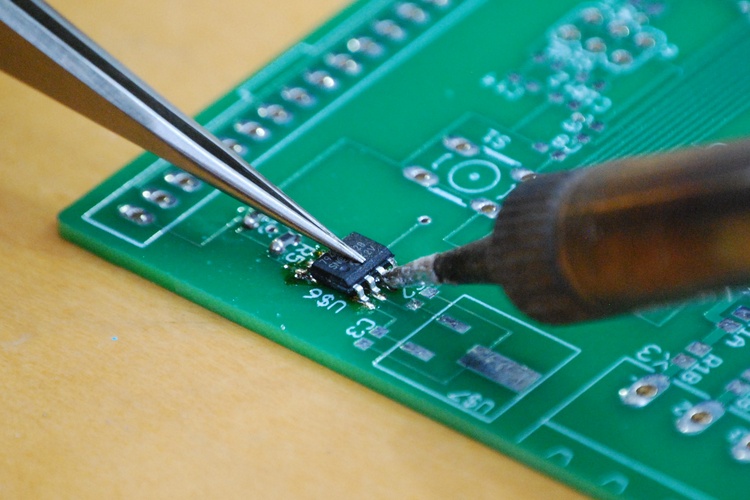
Мы не будем предварительно облуживать, как писали ранее. Мы ставим микросхему сразу на ее место и устанавливаем в правильном положении.
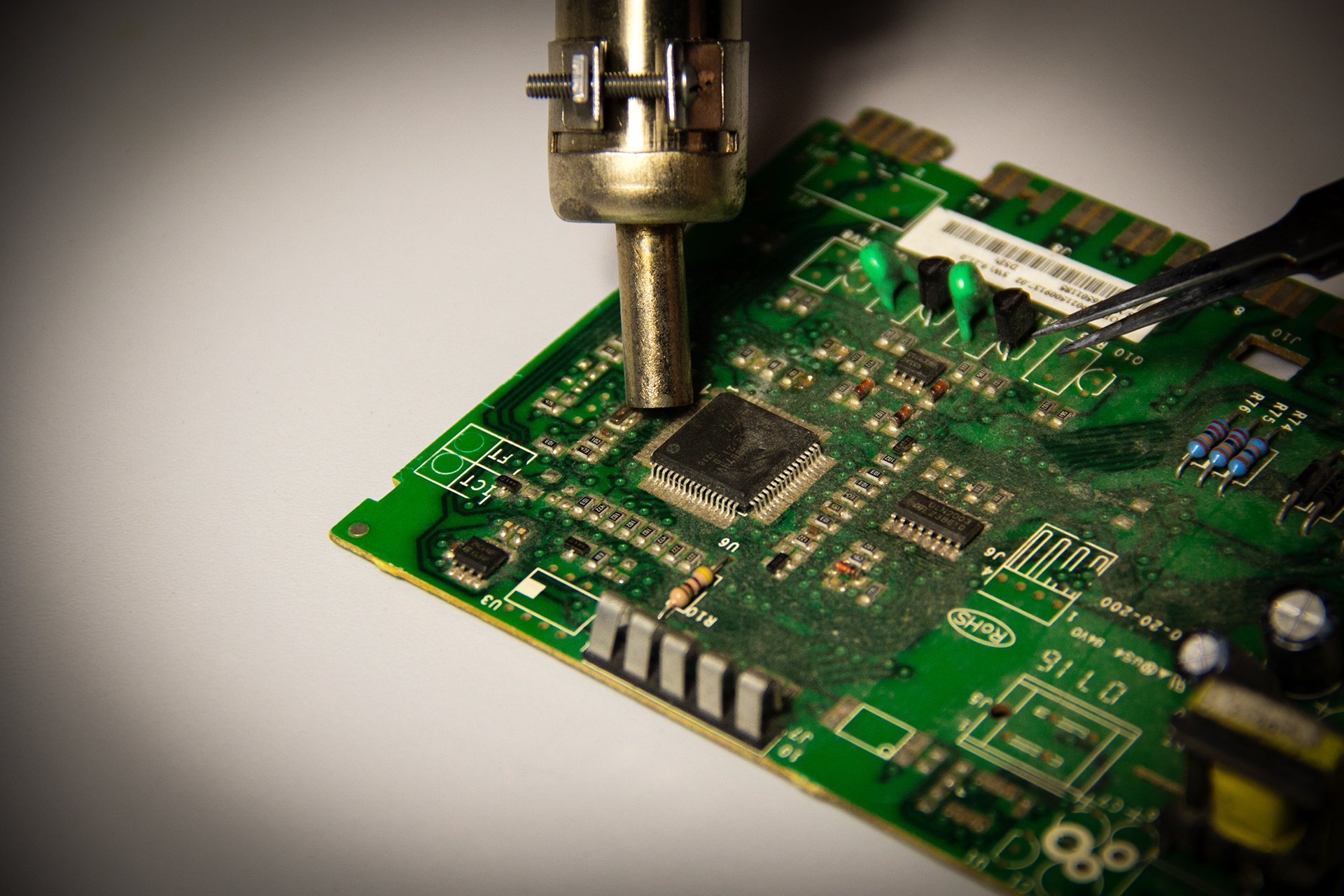
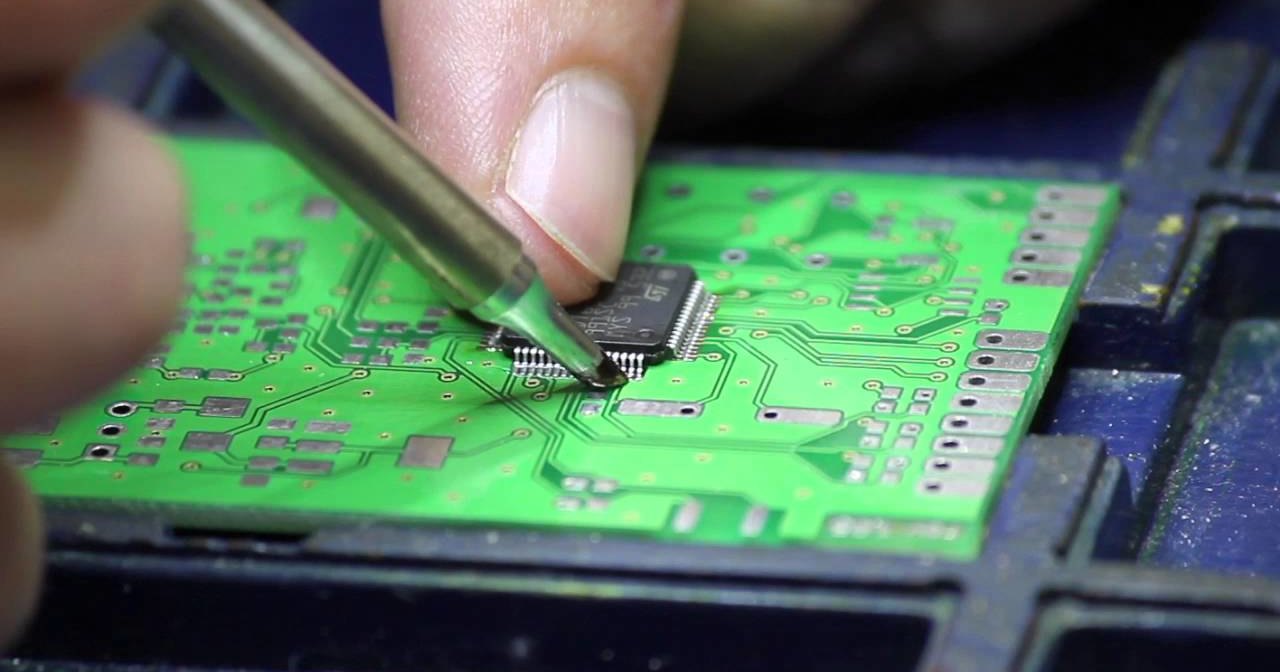
До этого пайка осуществлялась острым жалом. Теперь продемонстрируем пайку жалом в форме ножа, которым одновременно можно припаять сразу несколько ножек.
Набираем немного припоя на кончике жала, а затем касаемся двух ножек в противоположных углах микросхемы. Таким образом, мы фиксируем микросхему, чтобы она не сдвигалась при пайке остальных ножек.
Теперь важно иметь на жале паяльника небольшое количество припоя. Если его много, протрите жало влажной губкой
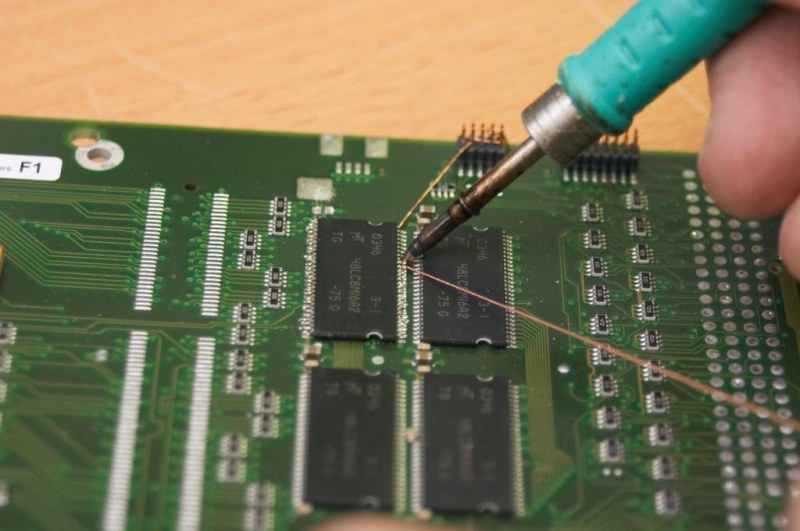
Мы касаемся кончиком жала ножек, которые еще не пропаяны. Не следует опасаться замыкания ножек, поскольку благодаря использованию активного флюса этого можно избежать.
Если все-таки где-то произошло замыкание ножек припоем, то достаточно очистить жало паяльника, а затем распределить припой по соседним ножкам, или вовсе убрать его в сторону.
В заключение, нужно смыть активный флюс, так как через некоторое время он может окислить медь на плате. Для этого можно использовать этиловый или изопропиловый спирт.
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ, ИНСТРУМЕНТОВ И ОСНАСТКИ
разрешенных для использования при
выполнении операций облуживания или пайки
- Паяльная станция HAKKO 936 c паяльником HAKKO 907
- Паяльная станция SOLOMON SL10/20/30 ESD.
- Стержень к оригинальному паяльнику паяльной станции SOLOMON тип 822, 622 (см. Приложение 1 листы 3, 4, 5, 6).
- Cтержень собственного изготовления к паяльнику паяльной станции SOLOMON:
- 7999-4056 Ø 5,6 мм, длина 12 мм, конусный (угол изгиба 15º);
- 7999-4057 Ø 3 мм, прямой;
- 7999-4057-01 Ø 4 мм, прямой;
- 7999-4058 Ø 2 мм, прямой;
- 7999-4058-01 Ø 3 мм, прямой;
- 7999-4059, изогнутый под углом 45º(7999-4059/002), под углом 90º ( 7999-4059/002-01), диаметр стержня — 3 мм, диаметр отверстия в наконечнике — 1 мм.
- Термовоздушная паяльная станция Lukey 702 с термофеном и паяльником Lukey.
- Стержень к оригинальному паяльнику Lukey (см. Приложение 1 листы 7, 8, 9).
- Ремонтная паяльная станция РАСЕ с набором термоинструментов и наконечников (типы термоинструментов и наконечников cм. в ТП «Ремонт печатных узлов»)
- Персональный паяльник БМ 0891-2160 (36В, 60Вт), БМ 0891-2076 (36В, 50Вт), БМ 0891-2170 (36В, 60Вт).
- Стержень к персональному паяльнику:
- 7999-4067 Ø 2 мм (конусообразный конец жала);
- 7999-4066 Ø 3 мм;
- 7999-4066-01 Ø 4 мм;
- 7999-4066-02 Ø 5 мм;
- 7999-4069 Ø 3 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4069-01 Ø 2 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4070, прямой, зауженный наконечник, для пайки мелких компонентов;
- 7999-4075, наконечник в виде «ложки», для облуживания.
- Прибор ГГ8779-4003 тип ПКТП или ОНИТ для контроля температуры жала паяльника.
- Термометр HAKKO FG-100 c набором термопар для контроля температуры жала паяльника.
- Антистатический браслет 7910-4276, разъем к браслету 7910-4274.
- Антистатический браслет ZD-152.
- Тестер заземления HAKKO 498.
- Приспособление для зачистки проводов от изоляции: БМ 769-1381 («пистолет»).
- Привод к приспособлению для зачистки проводов: БМ 7029-2009.
- Губки специальные (к «пистолету»): 7820-4225.
- Линейка 150 ГОСТ 427-75.
- Штангенциркуль ГОСТ 166-89.
- Пинцет для электромонтажных работ.
- Бокорезы.
- Скальпель.
- Ножницы.
- Монтажный нож.
- Монтажный нож двухсторонний 7820-4450.
- Напильник 2820-0013 ГОСТ 1465-80 для зачистки медных жал.
- Плоскогубцы с удлиненными губками
- Плоскогубцы комбинированные длиной от 125 мм до 200 мм.
- Тара цеховая металлическая для ЛВЖ (легковоспламеняющихся жидкостей) и ГЖ (горючих жидкостей).
Можно ли пользоваться строительным феном
Зачастую встает вопрос, можно ли для пайки микросхем (или BGA элементов) применять строительный фен. Обзор материалов форумов в Интернете показал, что однозначного ответа на этот вопрос не существует.
По мнению некоторых радиолюбителей, применение таких фенов для пайки микроэлементов невозможно по причине значительной мощности и отсутствия тонкой фокусировки нагретого потока.
Читать также: Сварка полуавтоматом для чайников часть 1
Вследствие этого при работе с ними захватываются значительные по площади участки платы и выпаять одну из деталей можно только с одновременным прогревом других, что недопустимо.
С другой стороны, если использовать его для разборки старых плат на запчасти или для извлечения золотосодержащих элементов – такое устройство может считаться просто идеальным. С его помощью также можно просушивать участки плат с микросхемами после обработки их жидкими флюсами.
У профессионалов заголовок статьи может вызвать снисходительную улыбку. Казалось бы, чего тут сложного? Зачистил контакты, зачерпнул носиком паяльника немного припоя, и приложил к точке соединения. Для опытного радиолюбителя этот процесс действительно не вызывает проблем. Но если все (в том числе профессионалы) знают, как правильно паять паяльником, откуда берутся не пропаянные платы, замыкания соседних контактов между собой, и детали, вышедшие из строя от перегрева?
Наш материал расскажет начинающим мастерам, как научиться паять традиционными и нестандартными способами, а для тех, кто считает себя профессионалом, поможет повысить квалификацию.
Чем и как лудить/паять?
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.
Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Теперь понадобится твердая канифоль и мягкий, достаточно тугоплавкий припой (см. далее): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльник в сеть. По мере выкипания флюса при прогреве жало погружают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в данном случае не совсем хорош, он для пайки мелких деталей.
Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.



Выбор флюсов и припоев
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией флюсов является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.

Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву.
Секреты хорошей пайки
Двигайтесь энергично
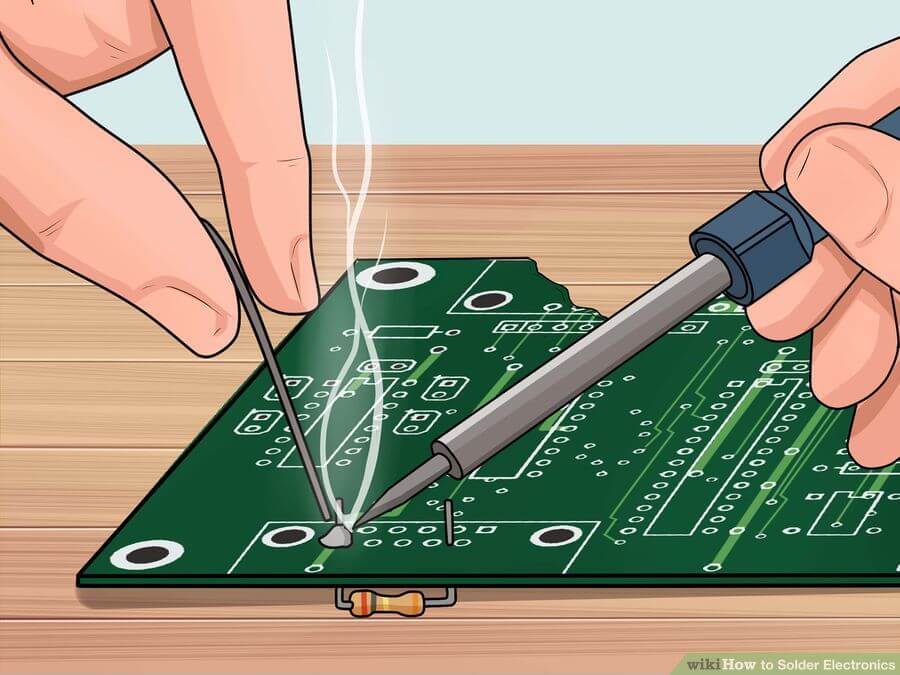
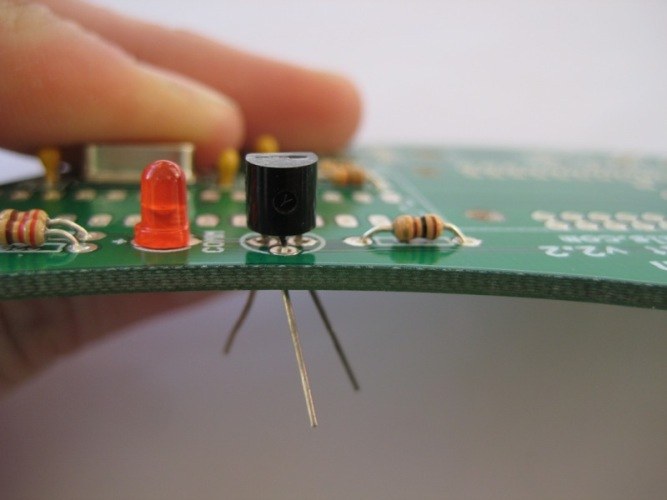
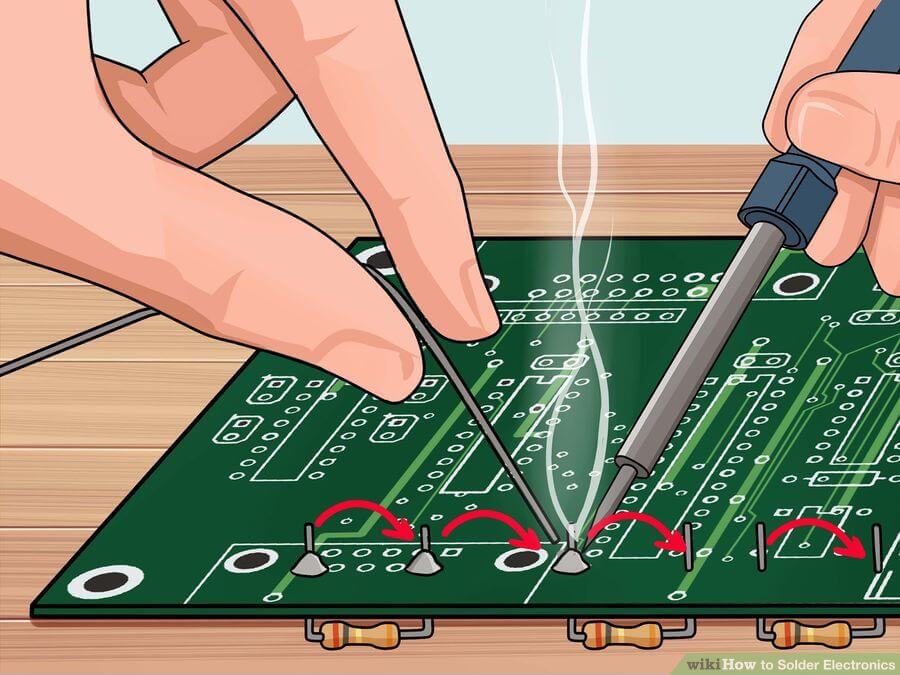 К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы.
К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы.
Установите температуру жала паяльника немного меньше, чем хотелось бы. Так можно проверить, достаточно ли этого для качественной пайки. Используйте 30-ваттный паяльник и кратковременную пайку, чтобы избежать перегрева контактов.
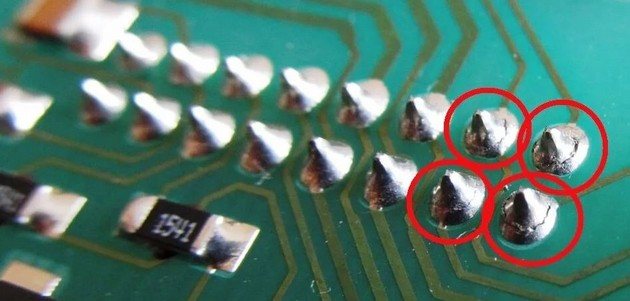
При работе с двухсторонней печатной платой проверьте пайку обоих слоев металлизации на предмет качественной и правильной пайки. Хороший паяный шов будет блестящим и конической формы. Если шов выглядит рыхлым, с налетом, то такой эффект называется некачественной «холодной пайкой». Происходит это из-за недогрева, отсутствия флюса и слишком быстрого остывания припоя. Как правильно паять в этом случае понятно — использовать и чуть дольше греть припой.
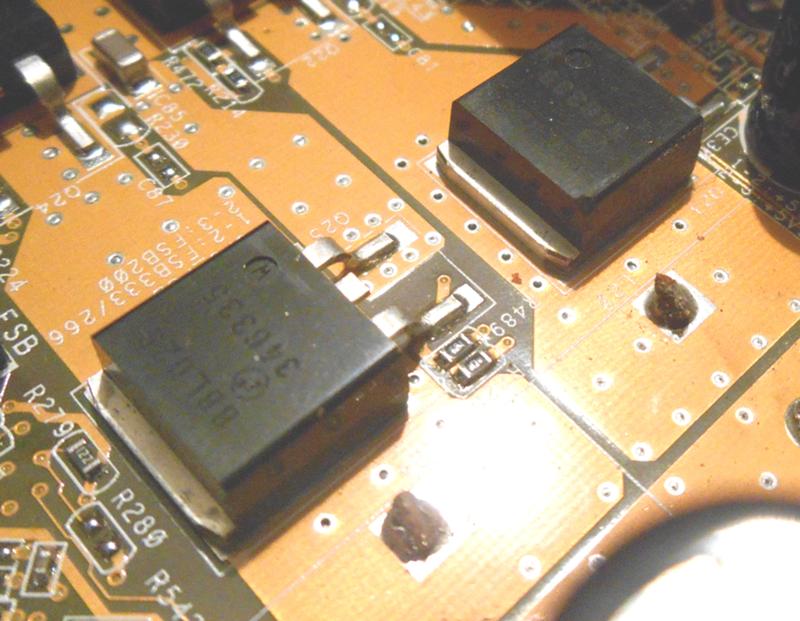
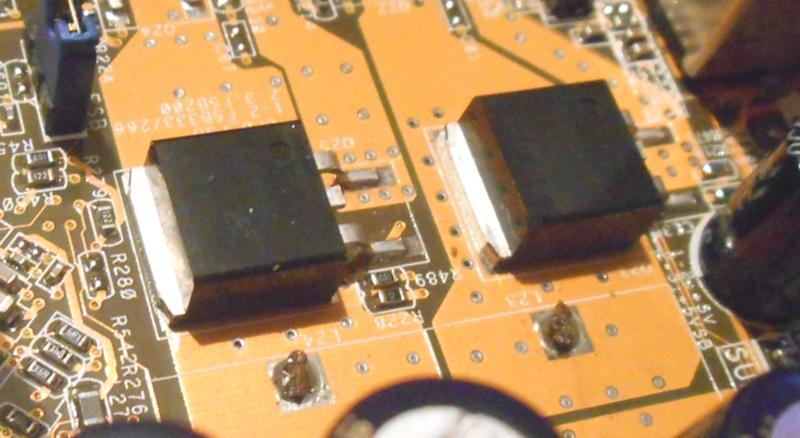
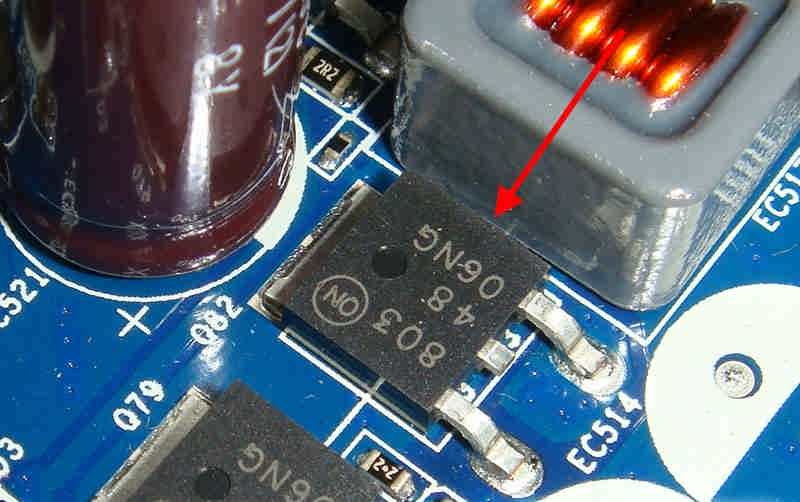
Отводите тепло от термочувствительных компонентов
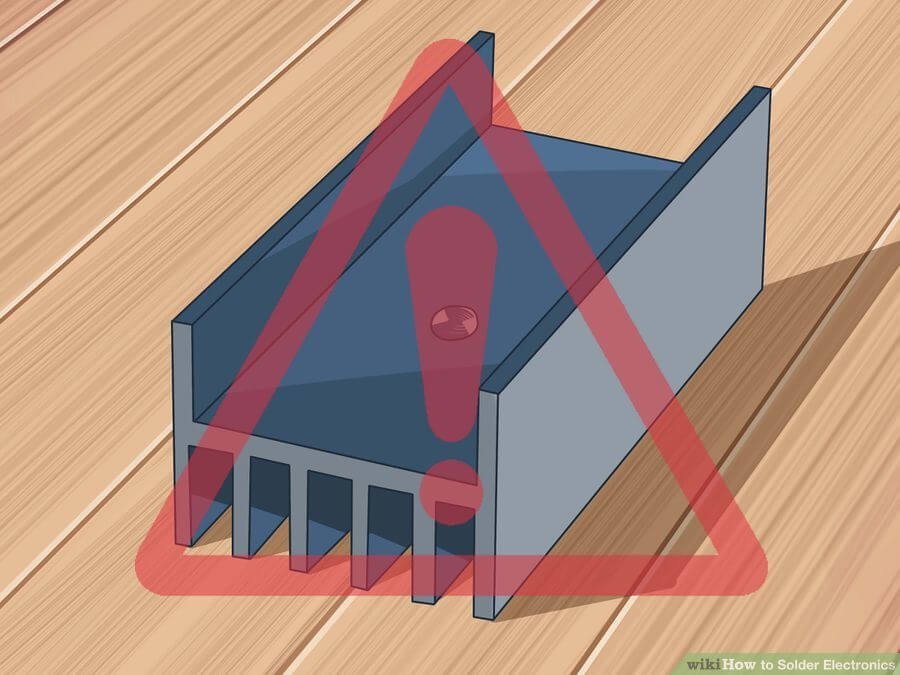 Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Научитесь распознавать достаточное количество припоя
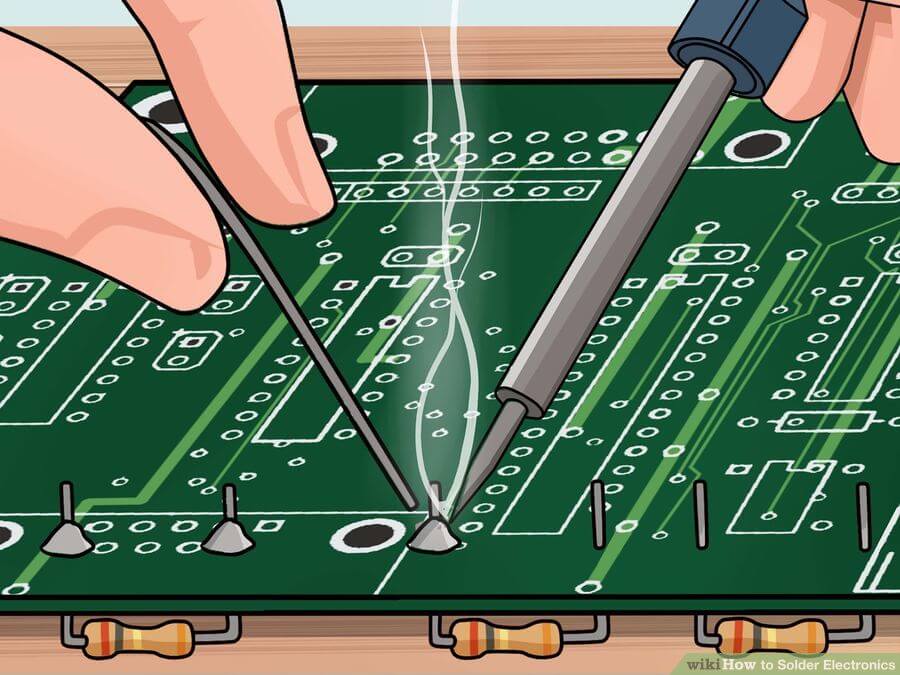 Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Припой должен покрывать пространство между паяными контактами равномерно, не образуя наплывов или недопаяных мест.
Держите жало в чистоте
 Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью .
Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью .
Убедитесь в полном остывании припоя
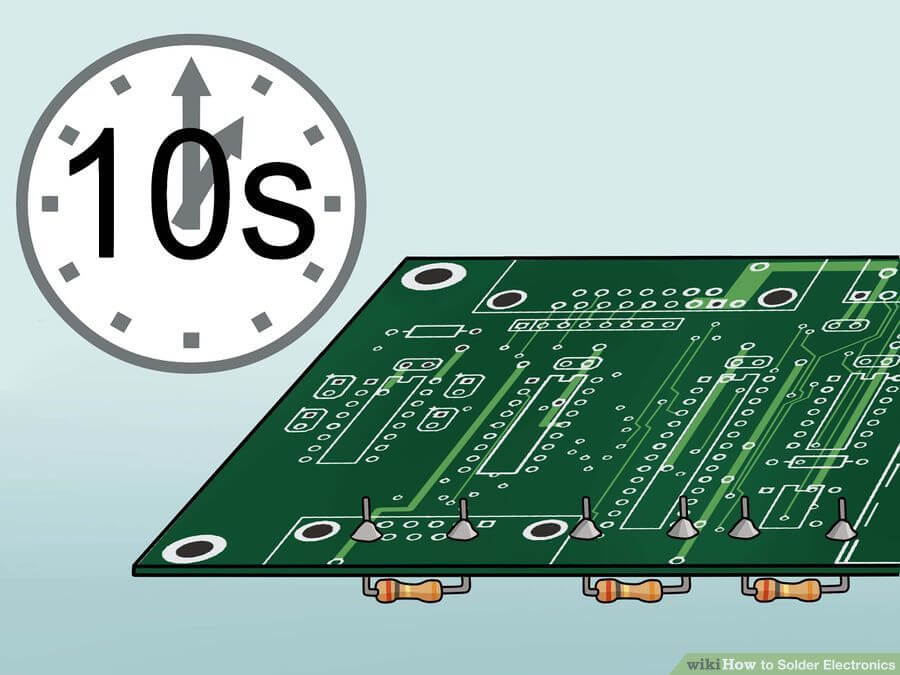 Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте , или с увеличительным стеклом для визуального контроля.
Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте , или с увеличительным стеклом для визуального контроля.
Потренируйтесь на кошках
 В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
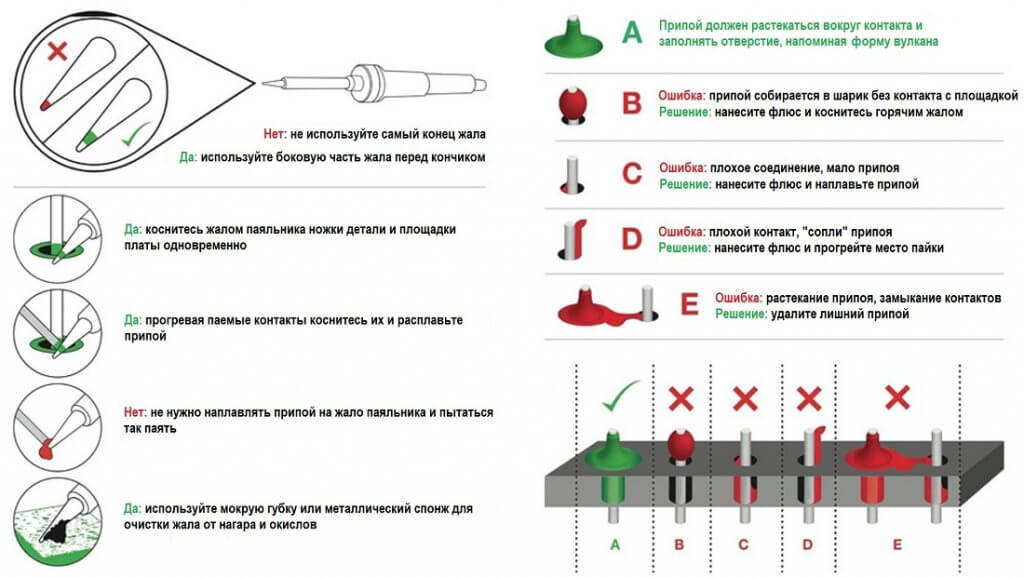
В конце хочу привести картинку, немного похожую на инфографику на тему как научиться правильно паять. Эти основы пайки для начинающих я переводил сам, так что пользуйтесь на здоровье.
Ученые выяснили, как сделать полупроводники для электроники в десять раз тоньше
Результаты исследования опубликованы в Journal of Alloys and Compounds. Размер компонентов электроники критически важен для ее эффективности. Простейший пример: чем меньше элементы микросхем смартфона, тем выше производительность устройства и ниже тепловыделение.
Сегодня основным материалом, используемым для изготовления полупроводниковой электроники, является кремний. Однако сам по себе он обладает более низкой проводимостью, по сравнению с другими полупроводниковыми материалами. Получение чистого кремния, который необходим для производства устройств – непростой и дорогостоящий процесс.
Кроме того, дальнейшее уменьшение размеров элементов уже практически невозможно, но именно это требуется для повышения скорости обработки информации, поскольку меньшие размеры полупроводящих элементов предполагают возможность использования их в большем количестве одновременно.
Ученые НИТУ «МИСиС» совместно с коллегами из Университета штата Небраска выяснили, как уменьшить толщину полупроводниковых компонентов в 10 раз.
Для этого понадобилось отказаться от уже ставшего привычным кремния в пользу других материалов – соединений титана и циркония с серой (TiS3 и ZrS3). Использование в качестве исходных веществ сплавов титан-цирконий и чистой серы позволяет точно управлять свойствами получаемых полупроводниковых тонких лент, которые затем и используются в устройствах. Тем не менее, перед учеными стояла проблема, с которой до этого неоднократно сталкивались другие научные группы: почему не удается получить весь спектр соединений от чистого ZrS3 до TiS3, чтобы управлять оптическими и электрическими свойствами этих материалов для эффективного использования их в полупроводниковых приборах.
Ученые выяснили, что проблема заключается в температуре, при которой кристаллизуются материалы, – 800°C. При помощи сканирующей электронной микроскопии удалось увидеть, что, помимо небольших «игольчатых» кристаллов, в структуре формируются крупные восьмиугольники – гексагоны, – нарушающие однородность материалов.
Было решено постепенно понижать температуру кристаллизации и наблюдать, как «поведет себя» структура материалов. Оказалось, что, если затвердевание раствора проходит при более низкой температуре, кристаллы-гексагоны уже не формируются, и весь материал представляет собой тонкие ленты. Благодаря слоистой структуре этих материалов, удалось получить пленки толщиной всего примерно в 1 нм.
Далее ученые планируют продолжить эксперименты с титаном и цирконием: используя разные соотношения металлов, объединять их в твердые растворы с серой и измерять проводимость образцов. В перспективе это позволит найти оптимальные и стабильные комбинации материалов с наибольшей степенью проводимости.
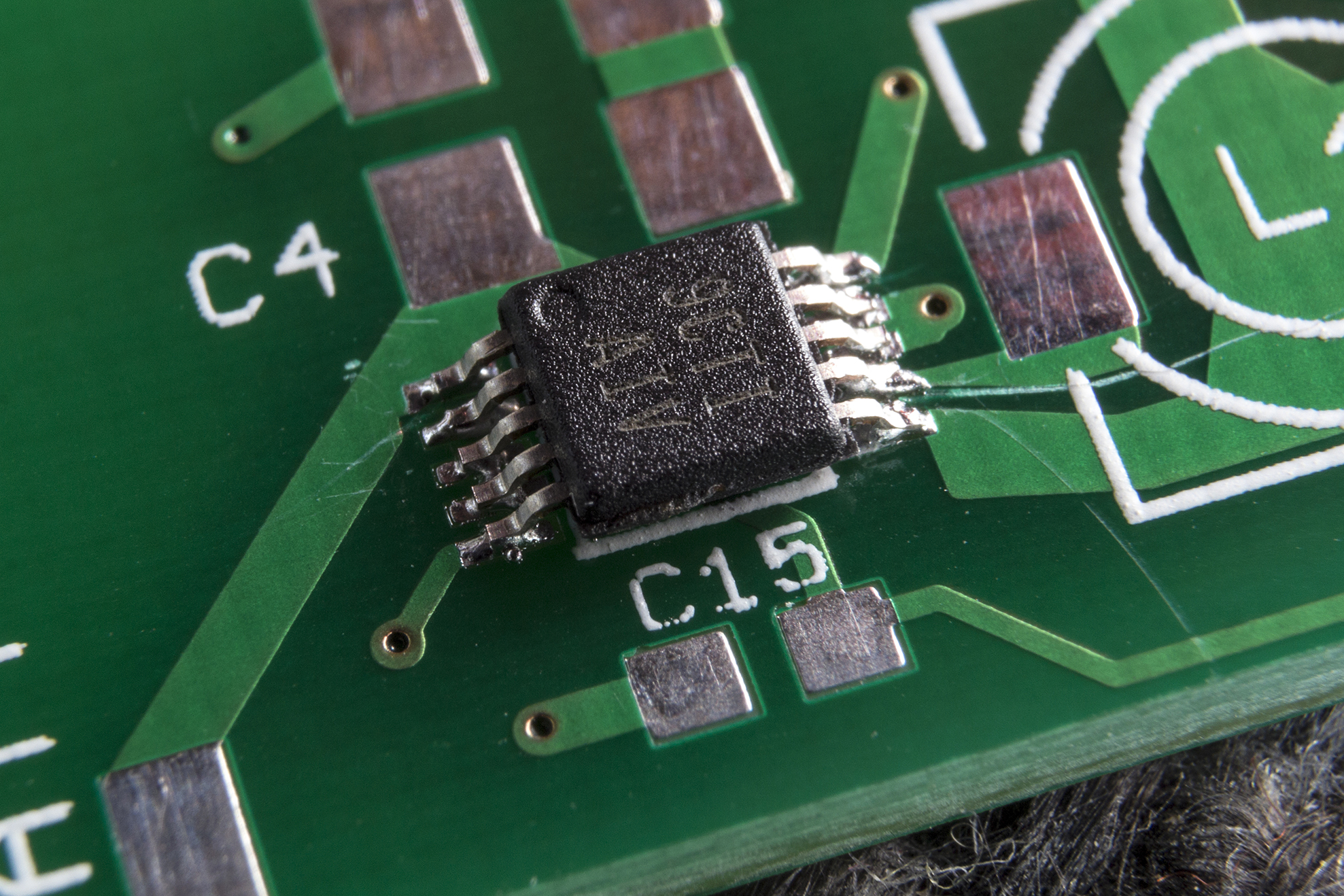
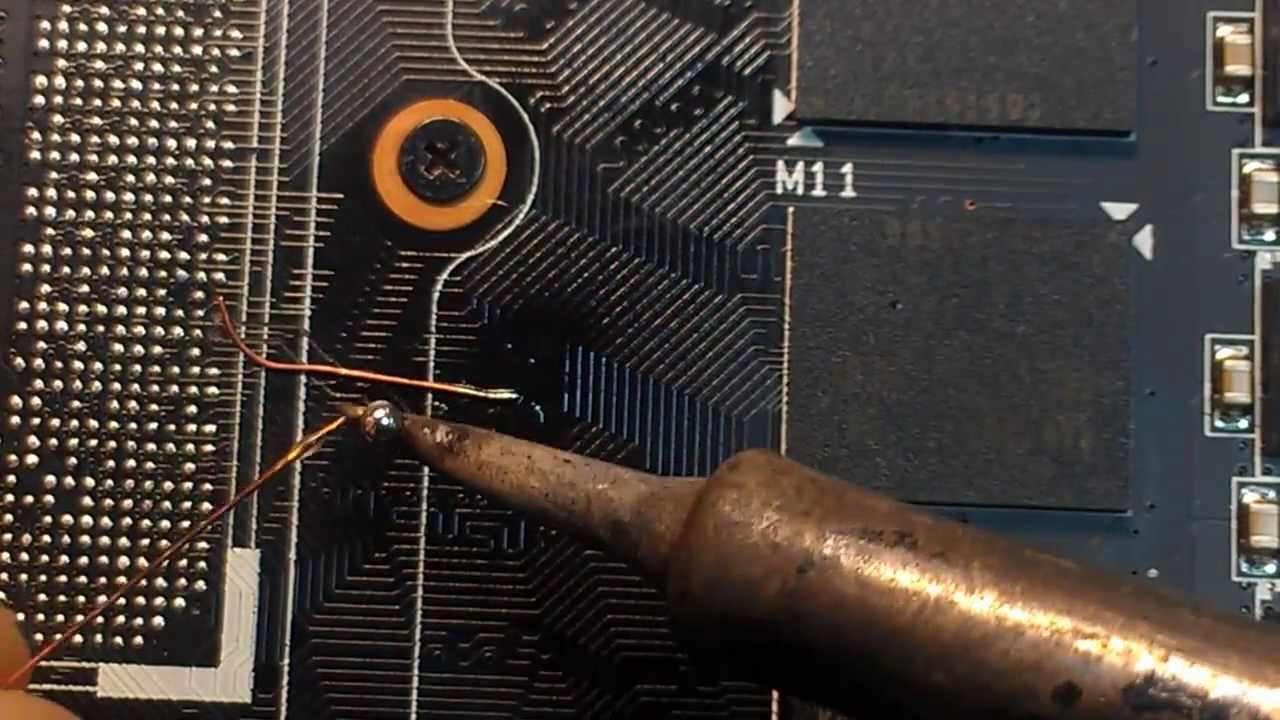
Выпаивание чипа
90 % успешности ремонта зависит от правильно выполненного демонтажа микросхем
Именно на этом этапе важно не оторвать пятаки и не повредить микросхему высокой температурой. А начинают выпаивание чипа, с удаления компаунда.
Компаунд
Компаунд – полимерная смола, обычно черного или коричневого цвета, применяемая при изготовлении системных плат телефонов. Назначение компаунда:
- Дополнительная фиксация радио компонентов и bga микросхем на плате.
- Защита не изолированных контактов от попадания влаги.
- Повышение прочности платы.
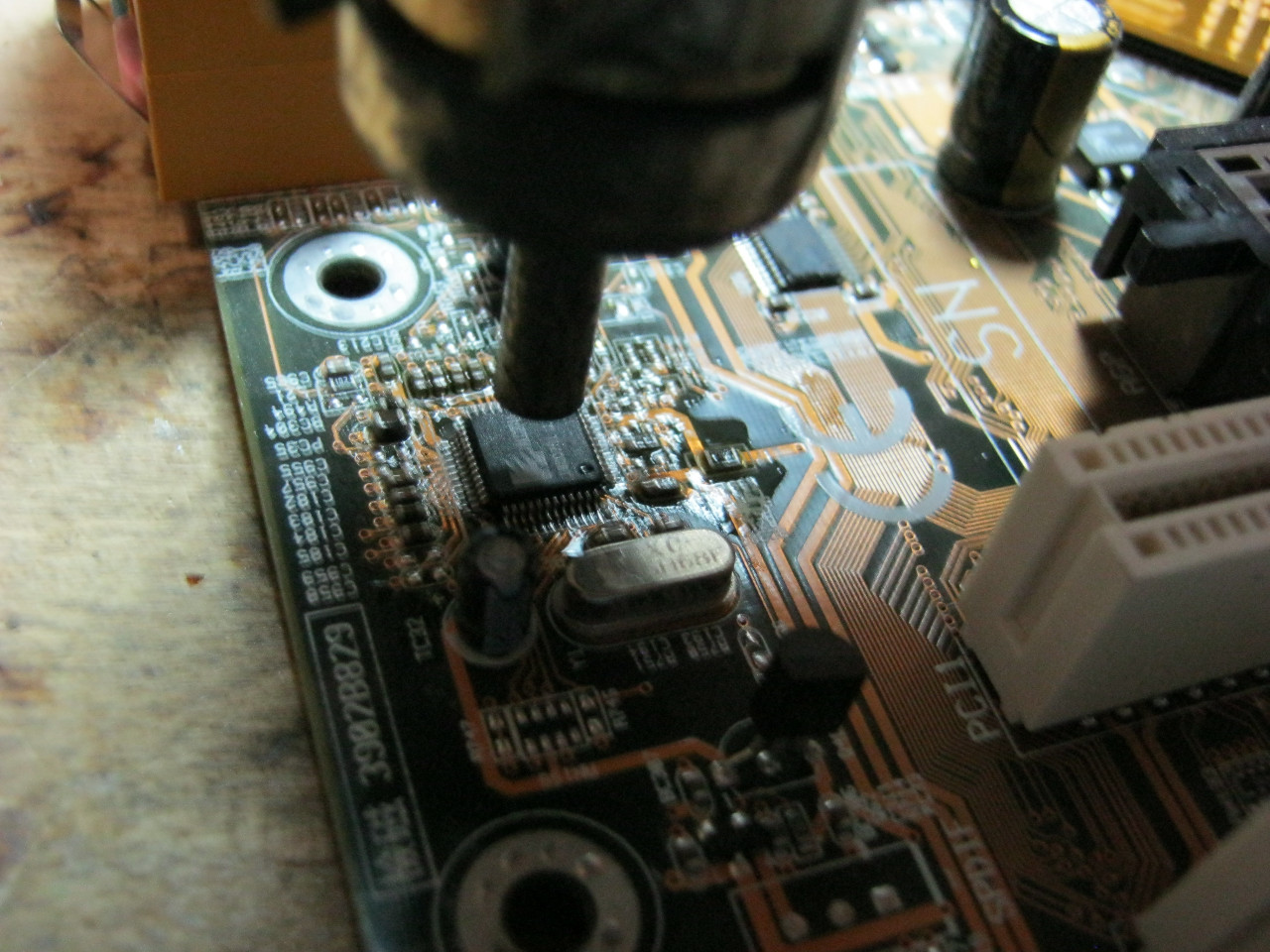
Наиболее ответственные микросхемы, такие как: CPU, BB_RF, EPROM, NAND Flash, Wi-Fi в заводских условиях после установки, заливаются компаундом. И перед тем как выполнять демонтаж, необходимо очистить периметр от смолы.
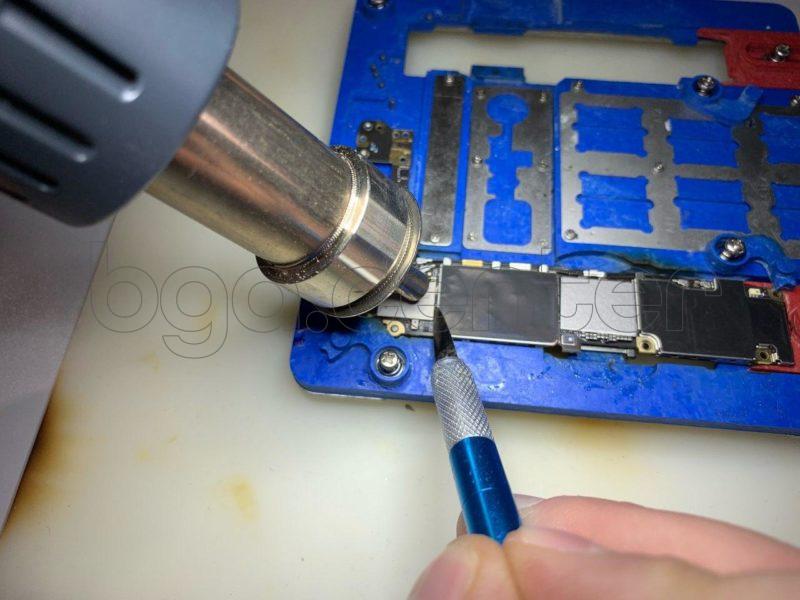
Снятие компаунда
Последовательность демонтажа
- Внимательно осмотреть плату, на предмет ранее выполнявшихся ремонтов.
- Выполнить диагностику, произвести необходимые измерения.
- Подготовить плату к пайке, удалить защитные экраны, наклейки. Отключить и убрать коаксиальный кабель.
- Закрепить motherboard в соответствующем держателе.
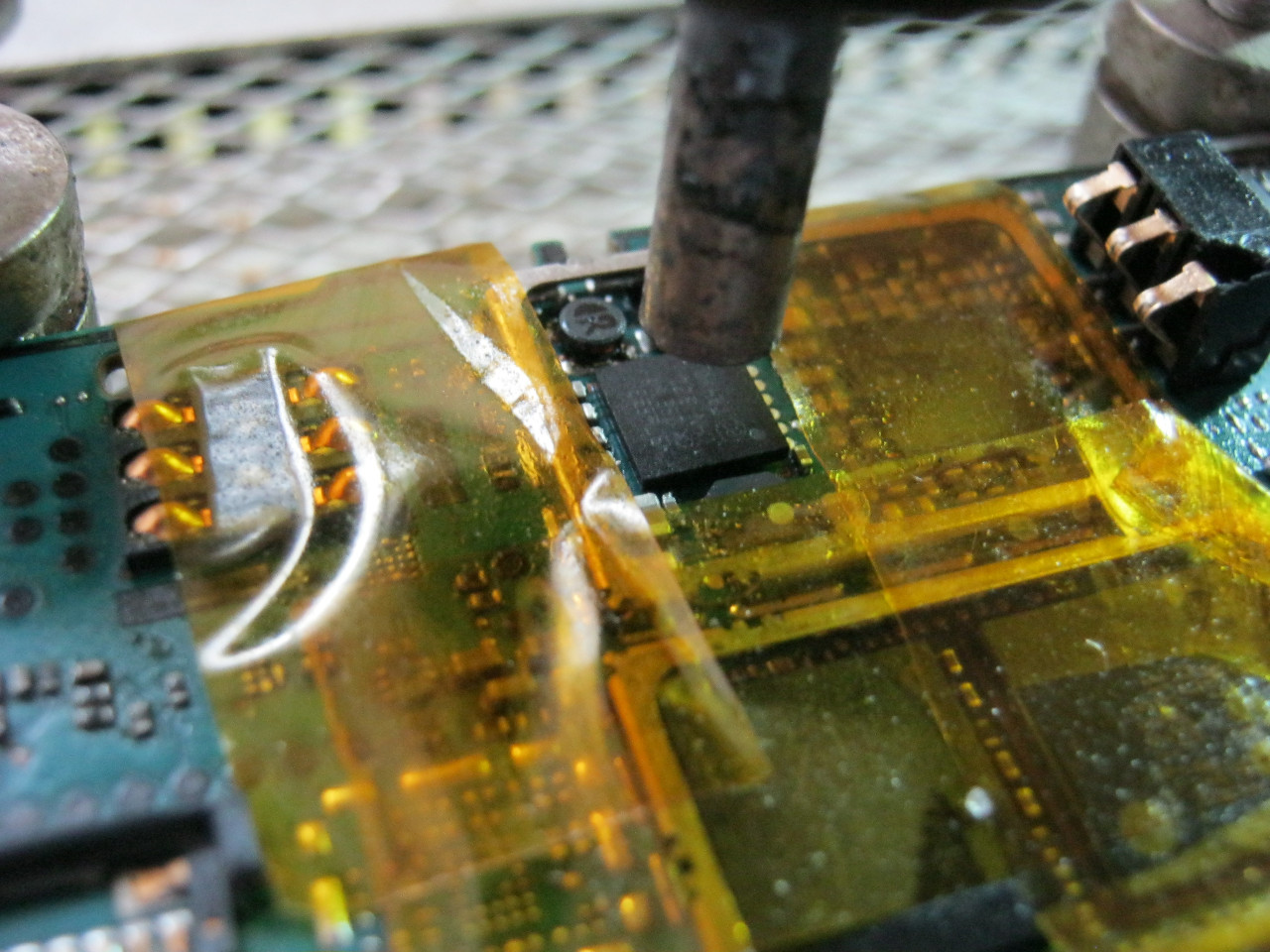
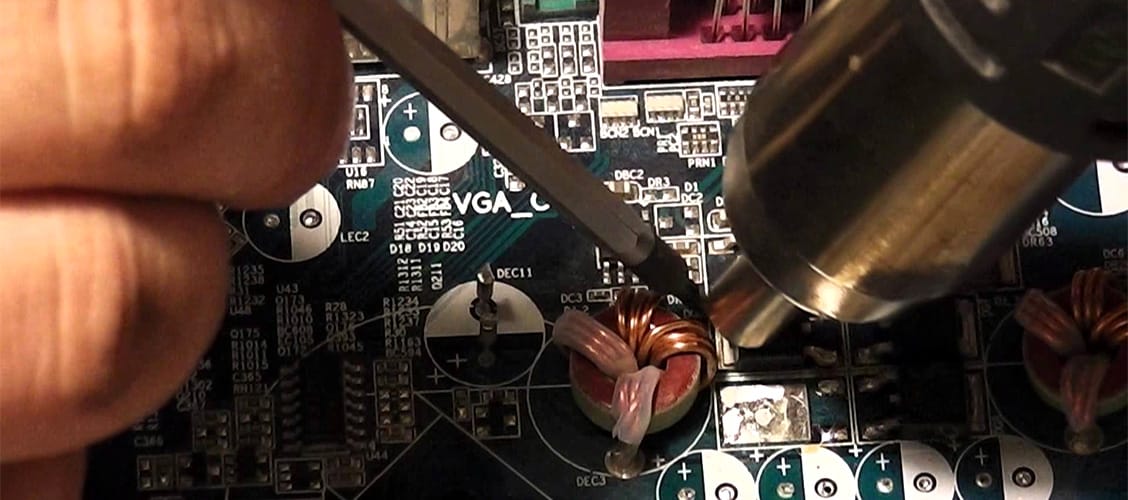
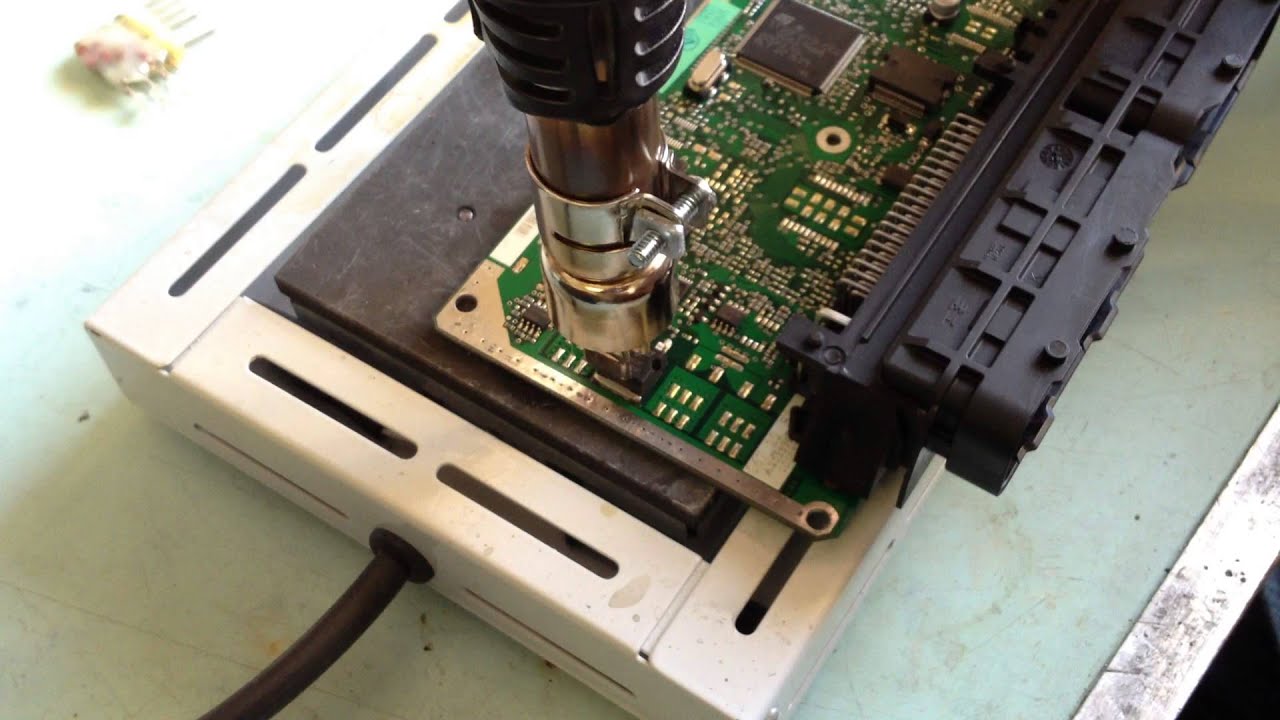
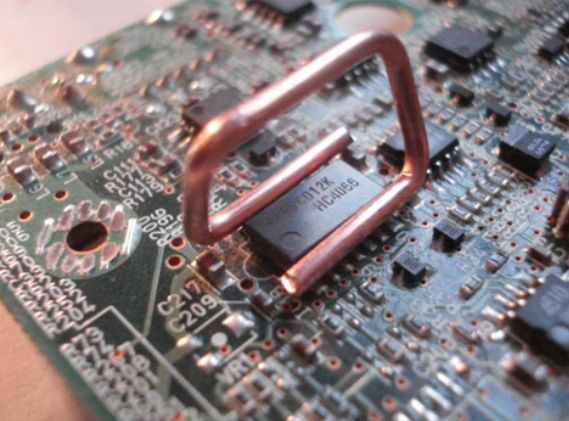
- Удалить компаунд вокруг демонтируемого чипа. Температура на фене при этом 210 – 240 градусов Цельсия.
- Установить теплоотводы. Место установки теплоотводов зависит от месторасположения выпаиваемой микросхемы.
- Феном прогреть плату в течение нескольких секунд. Тем самым повышаем температуру платы, для того чтобы флюс растекался равномерно.
- Нанести флюс Martin, или любой другой безотмывочный флюс, на поверхность чипа.
-
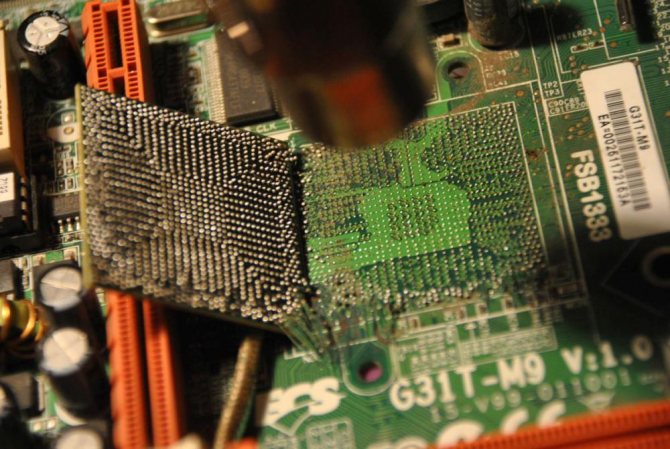
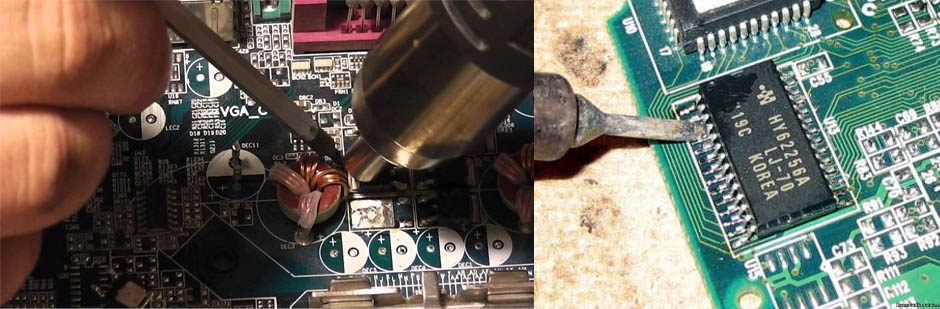
Направить поток горячего воздуха на выпаиваемый элемент. Температура при демонтаже 340 градусов Цельсия. Как понять, что припой расплавился и настало время убирать микросхему с платы? Для этого существует несколько способов:
- Отслеживать время по секундомеру.
- Отсчитывать секунды про себя.
- “Толкать” зондом или пинцетом саму микросхему или рядом расположенную обвязку (конденсаторы, резисторы или катушки). Как только отпаиваемый чип начнет сдвигаться, на доли миллиметра, настало время заводить лопатку под или воспользоваться пинцетом.
-
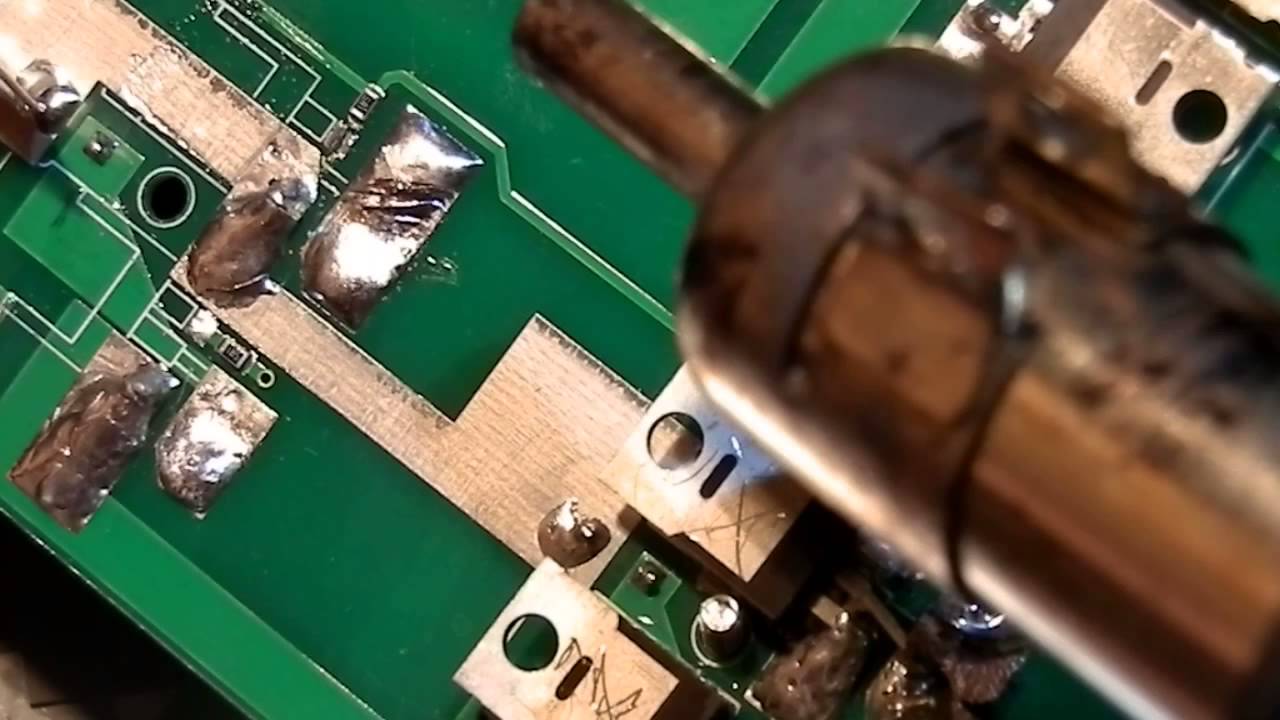
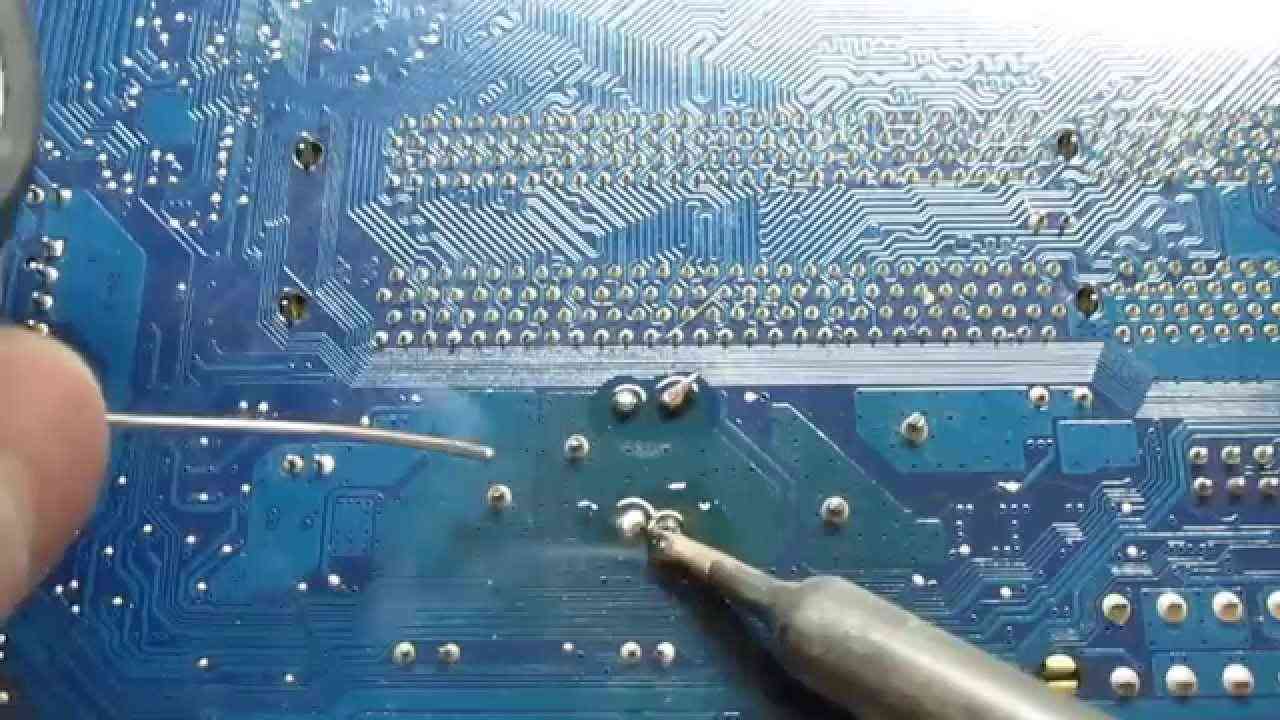
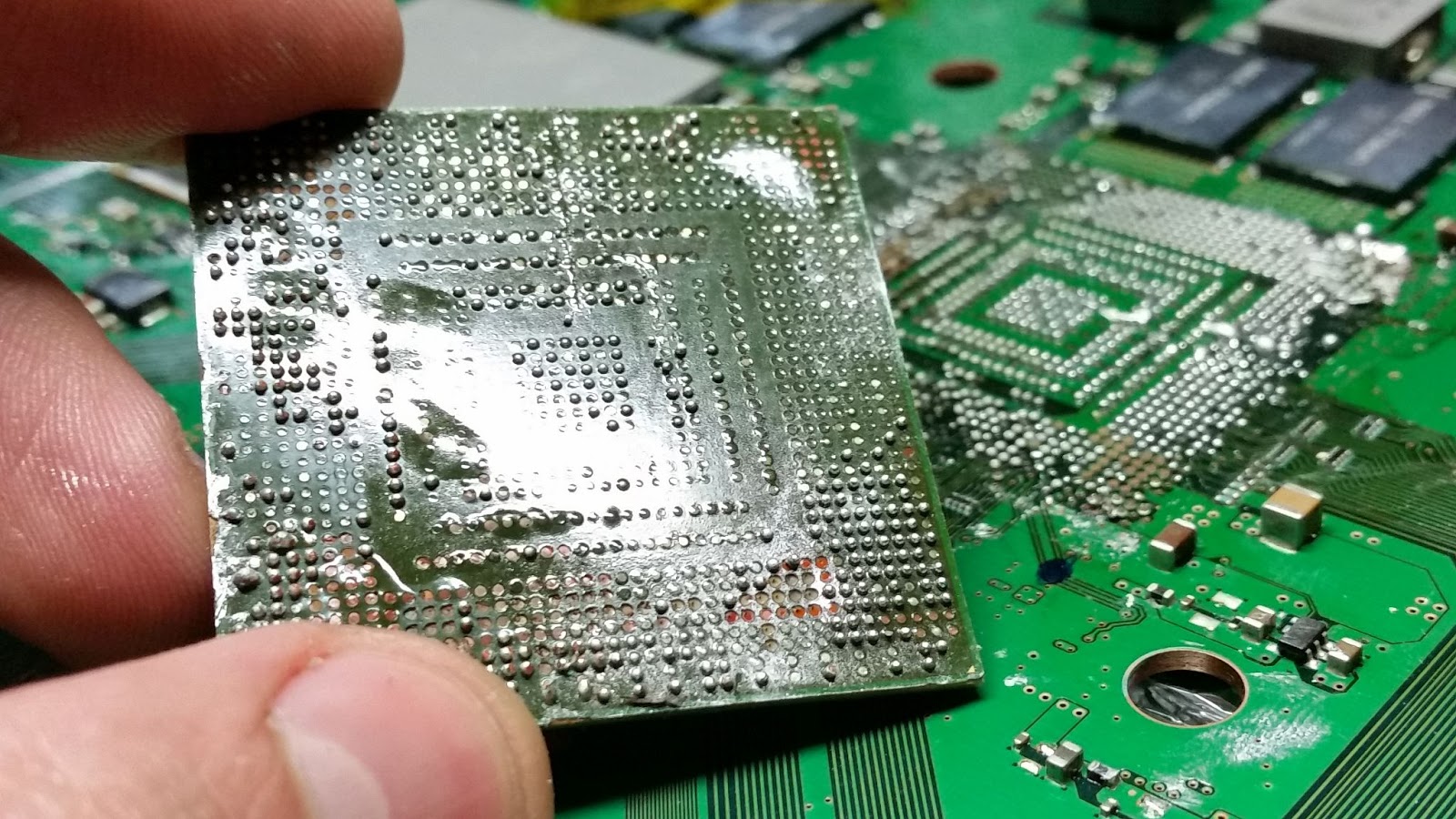
Подготовить контактную площадку. Для этого:
- специальной лопаткой убрать остатки компаунда;
- залудить сплавом Розе (температура плавления 94 градуса Цельсия) все без исключения контакты;
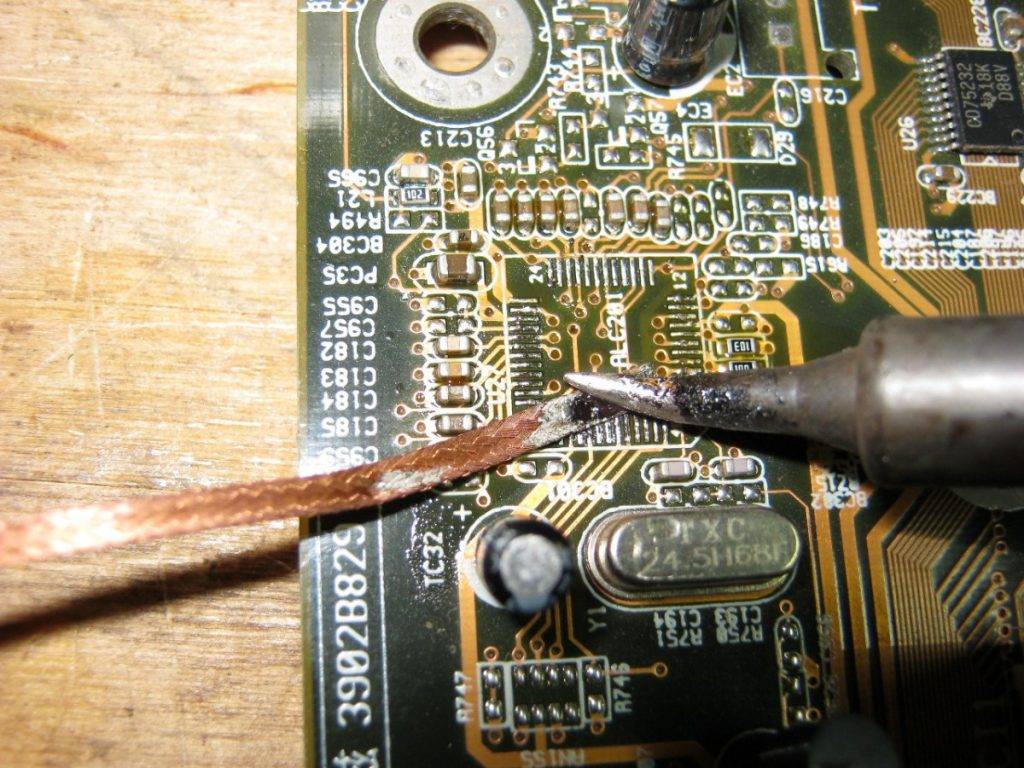
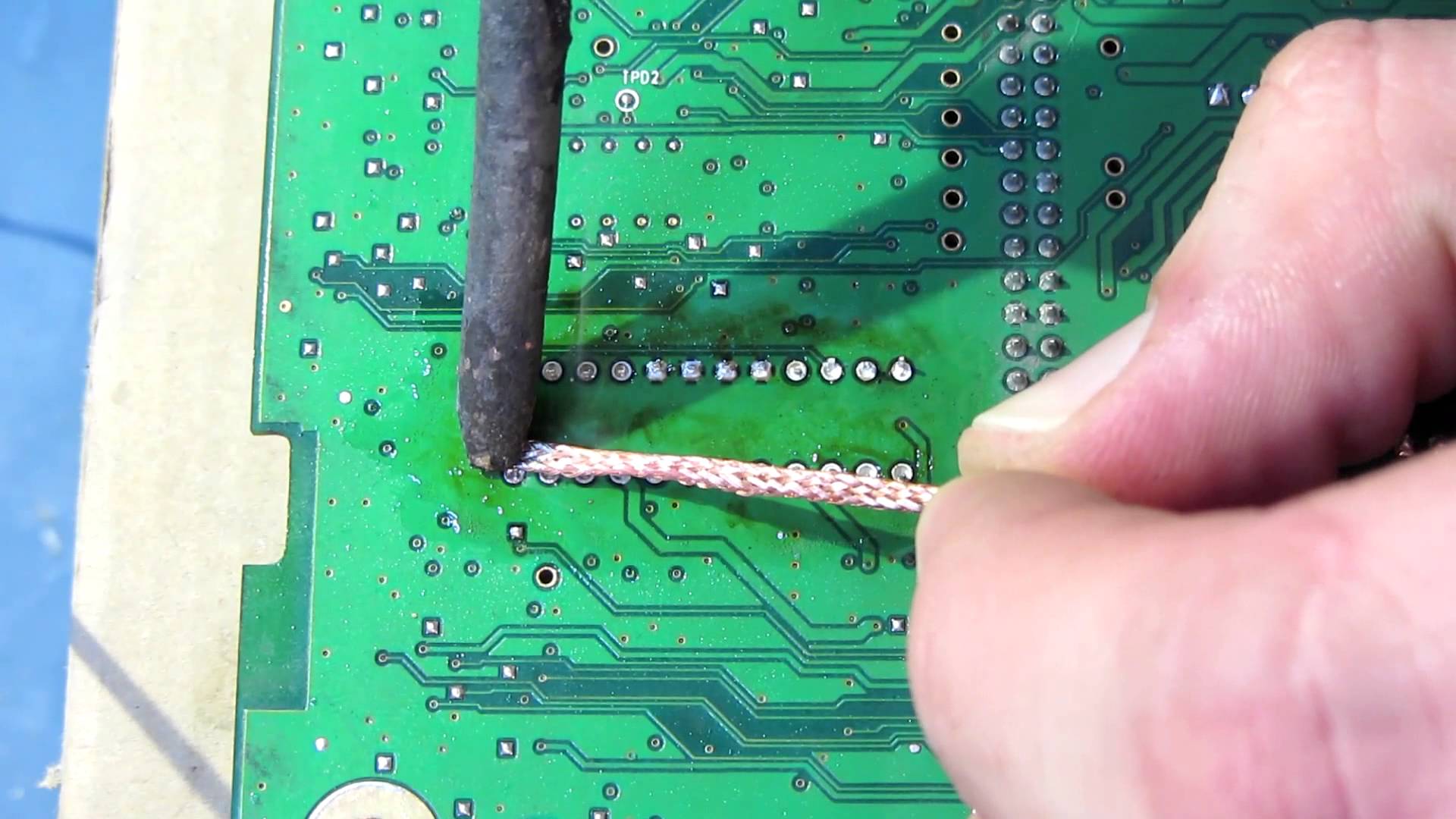
- оплеткой собрать остатки припоя с рабочей поверхности;
- после остывания motherboard до комнатной температуры, отмыть контактную площадку спиртом, БР-2 или DEAGREASER.
- Для изменения состава заводского припоя могут использоваться легкоплавкие (низкотемпературные припои)
- Плата подготовлена для установки исправной микросхемы.
 Выпаивание микросхем/Soldering chips
Выпаивание микросхем/Soldering chips
Выбор пасты для пайки
Качество любого флюса выражается в том, что при пайке он не выгорает, только едва испаряется, а продукты его разложения легко удаляются растворителем. Лучший флюс – специальные пасты. Мы выбрали топовые наименования, исходя из опыта знакомых мастеров:
- Interflux 2005 и 8300
- Kingbo RMA-218
- Amtech RMA-223
- Флюс-гель Rexant BGA и SMD
На всякий случай держите в уме старые, «дедовские» способы найти флюс и в глухой деревне. Это таблетка аспирина, фруктовый сок, оливковое масло, нашатырь с глицерином, канифоль со спиртом. Наиболее очевидный для сельской местности — смола сосны или ели. Нужно растопить смолу на слабом огне, а потом разлить по спичечным коробкам.
Ошибка №7 Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.

Она выгорает
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.

После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.

У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.

После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
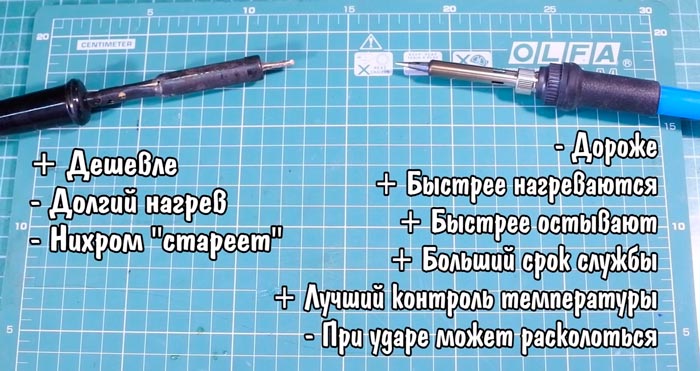
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.

Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.

Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.

При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:

отвертка
Для пайки
крупных компонентов.
скошенная кромка
Для переноса
припоя.
конус
Для средних
по размеру компонентов.
игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.
Крепление smd компонентов
Способ пайки волной чаще применяется для плат, компоненты которых монтируются с одной стороны платы, а контактные площадки и токоведущие дорожки – с другой.
Штыревые выводы элементов вставляются при этом в сквозные отверстия платы и припаиваются с обратной её стороны. Однако большинство современных электронных схем конструируется под использование так называемых smd-компонентов, закрепляемых поверхностной пайкой. Такие детали припаиваются к плате с той же стороны, на которой они установлены.
Применение волновой технологии пайки для таких элементов имеет ряд особенностей:
- при пайке волной smd-компонентов плата должна быть ориентирована вниз предварительно приклеенными к ней деталями;
- волна расплавленного припоя омывает при этом корпуса деталей.
Кроме этого, не все электронные компоненты способны выдержать температурный режим, возникающий в процессе «купания» в жидком припое. Эти обстоятельства ограничивают применение волновой технологии.
Следует добавить ещё одну отрицательную черту, присущую этой технологии пайки. Большое количество расплавленного припоя в ванне, постоянно контактирующее с открытым воздухом, приводит к активному образованию окисла.
Что можно починить в домашних условиях
Обычно пайка золота проводится при появлении дефектов определенного характера:
- повреждение с внутренней стороны изделия: самостоятельно восстановить целостность изделия при появлении трещины с лицевой стороны сложнее, особенно если звенья широкие – будет виден шов пайки;
- неполный разрыв одного звена в сложном плетении: чаще всего происходит повреждение одного из участков, металл здесь изгибается, ломается, необходимо вернуть ему первоначальную форму, запаять;
- разрыв колечка на замке: этот участок не бросается в глаза, отремонтировать его проще, чем звенья цепи – достаточно выполнить шов паяльником, причем эстетика в данном случае не так важна.
 Порванная золотая цепочка
Порванная золотая цепочка
Чиним золотую цепочку самостоятельно в домашних условиях. Технология процесса
Когда планируется самостоятельно выполнять ремонт золотой цепочки, необходимо придерживаться инструкции. Это позволит избежать серьезных ошибок (если опыта выполнения подобных работ нет). Основные этапы:
- Подготовка изделия, которое требует ремонта. Восстанавливается поврежденный участок, необходимо вернуть форму кольцу или звену, которое сломано. Затем его фиксируют при помощи тисков, благодаря чему рука не дрогнет, а качество пайки останется высоким.
- Очищают металл. Следует дополнительно обезжирить его, что улучшит сцепку материалов.
- Наносят флюс. Его готовят заранее, т. к. работы должны выполняться быстро (из-за риска перегрева).
- Прогревают металл на поврежденном участке цепи.
- Добавляют припой, продолжают нагрев.
- Зачищают шов, для чего нужно убрать избыток припоя.
Работы заканчиваются, когда цвет припоя станет таким же, что и у восстанавливаемого золота.
 Для того чтобы спаять цепочку, следует запастись необходимыми инструментами
Для того чтобы спаять цепочку, следует запастись необходимыми инструментами
Автоматизированные технологии
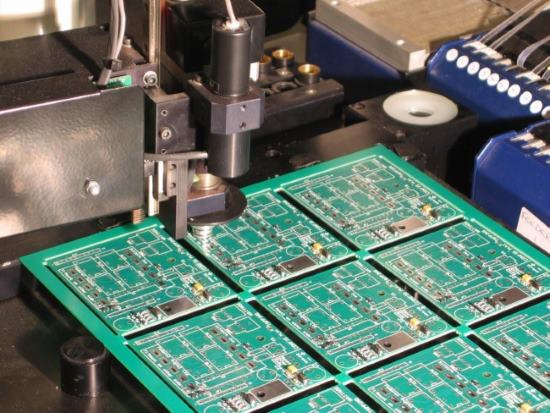
В ситуациях, когда электронные компоненты имеют выводы с очень малым шагом, при пайке разъёмов, имеющих большое количество выводов, и в других случаях, требующих использования очень тонких технологий, обычно применяется паяльный робот.
Робот-манипулятор для пайки плат представляет собой прецизионное устройство, содержащее координатный стол, на который устанавливается плата с размещёнными на ней деталями и паяльной головки, перемещающейся по трём координатным осям.
Головка оборудована механизмом подачи припоя и устройством для вакуумного отсоса его излишков.
Кроме собственно пайки, роботы часто используются для установки деталей на плате непосредственно перед их спайкой. Отдельные элементы, установка которых в силу их сложной нестандартной формы (трансформаторы, дроссели, некоторые виды микросхем) плохо поддаются автоматизации, устанавливаются вручную.
Поэтому, даже на крупных сборочных конвейерах известных фирм, выпускающих электронное оборудование, присутствуют участки, на которых сборку осуществляют люди.
Кроме этого, контроль качества продукции также часто выполняется людьми. Платы с дефектами, которые могут быть устранены, направляются на доработку, выполняемую паяльником вручную.