
Пайка меди своими руками в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
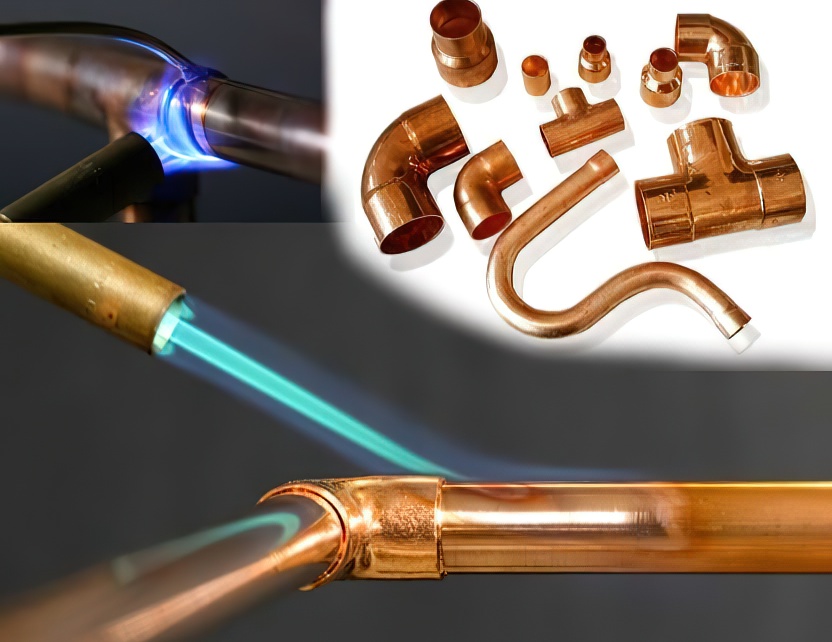
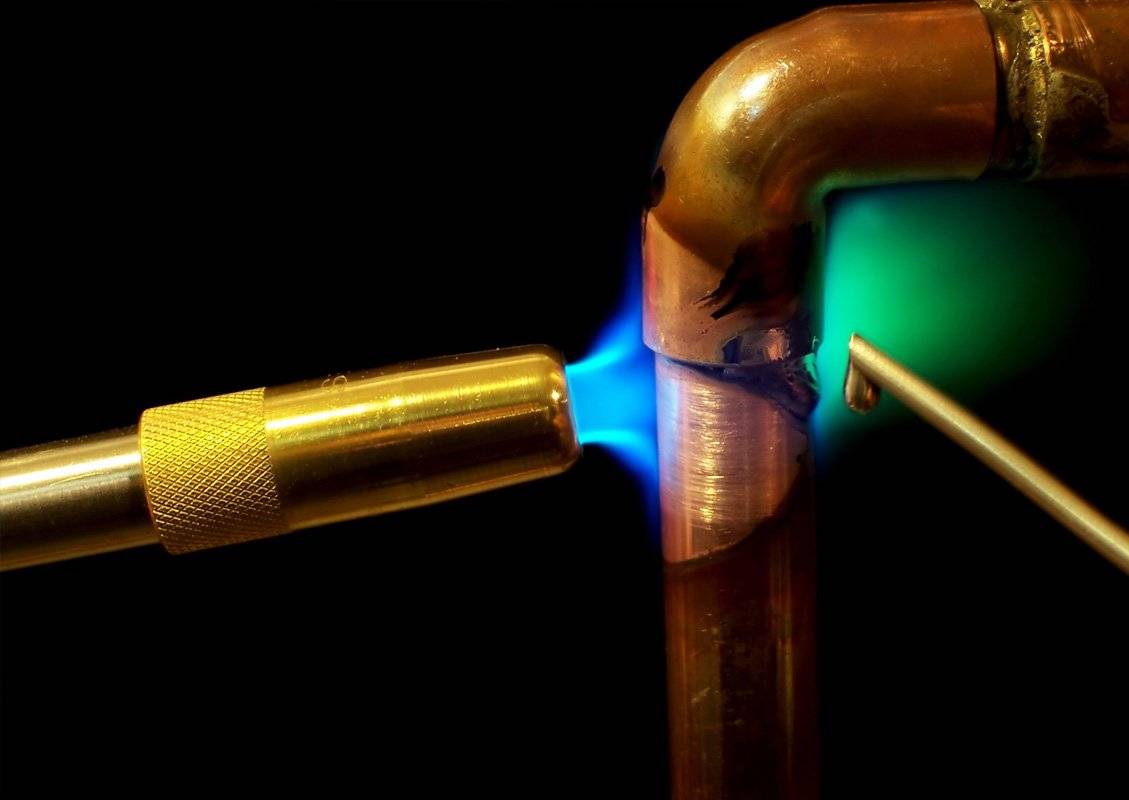
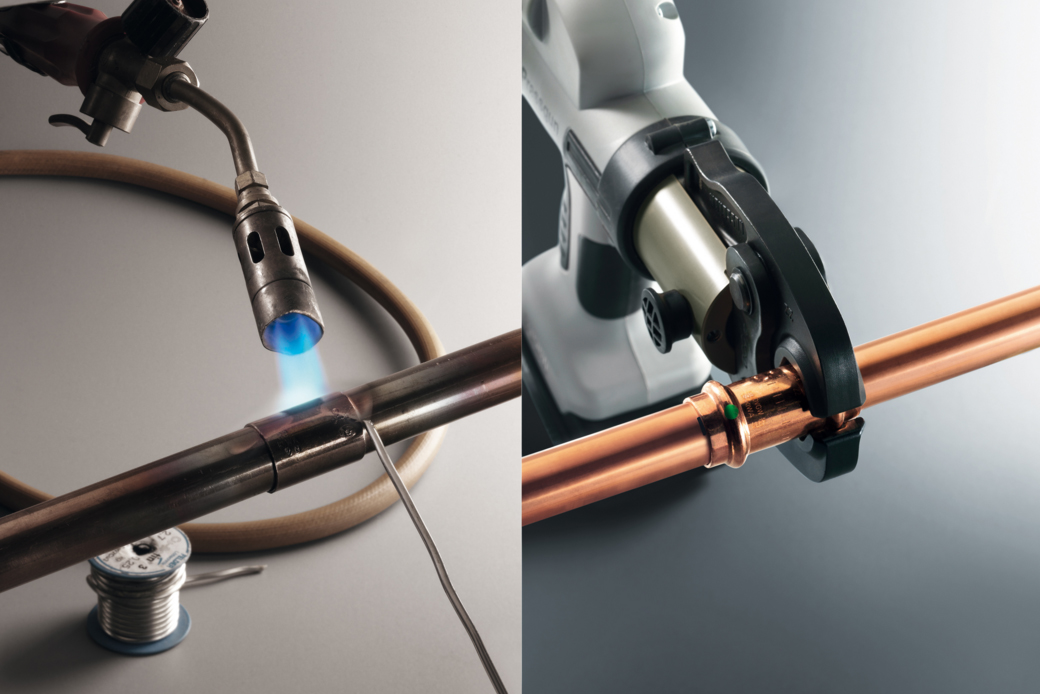
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
Припои бывают:
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс.
Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси.
Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
Фото — паяльник
Сварка
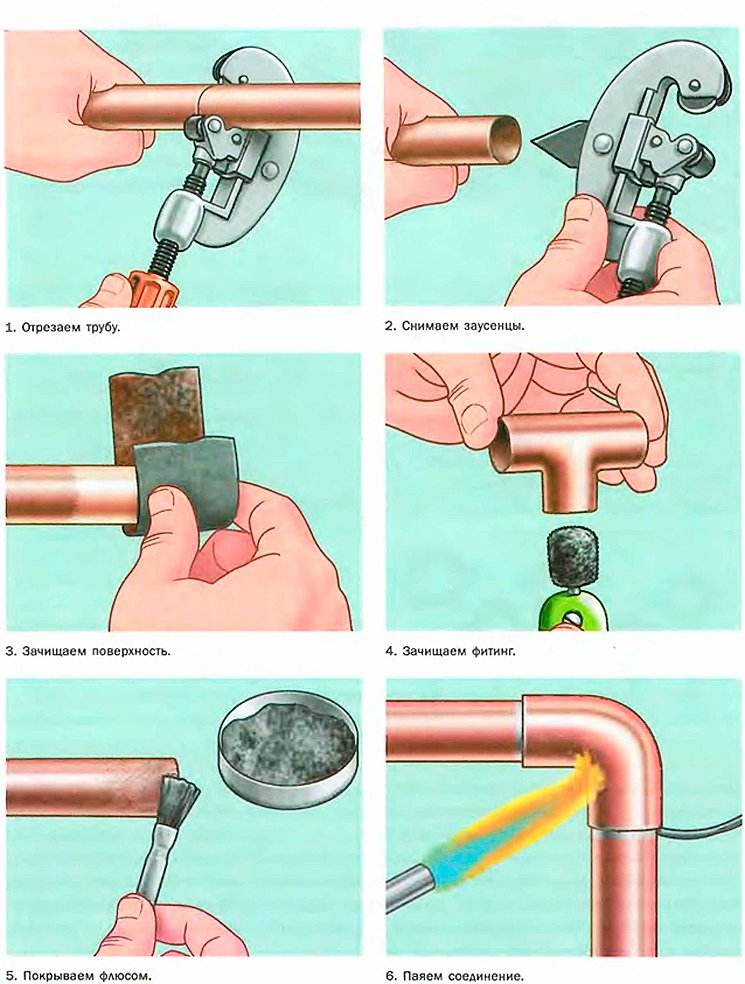
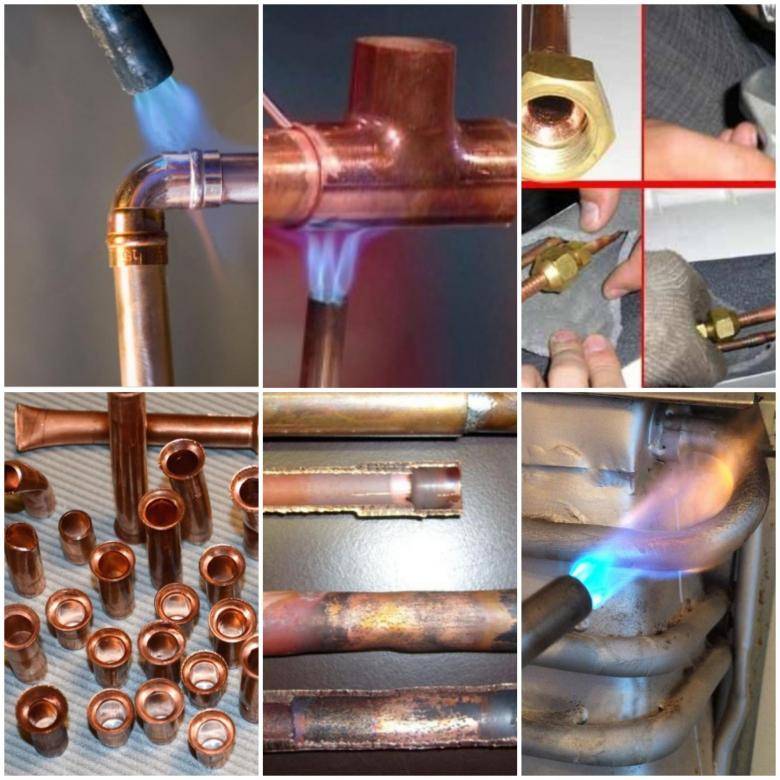
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
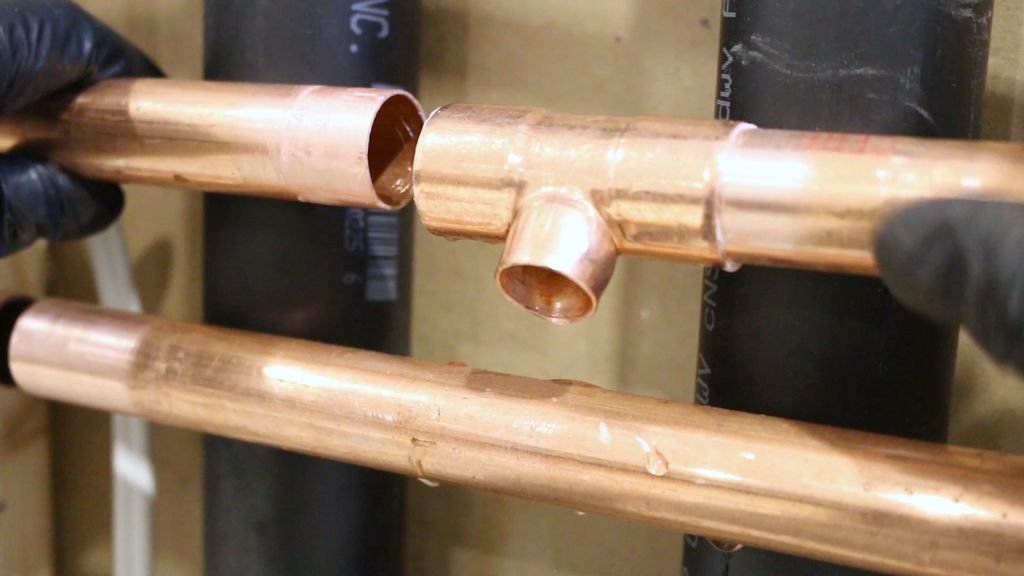
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
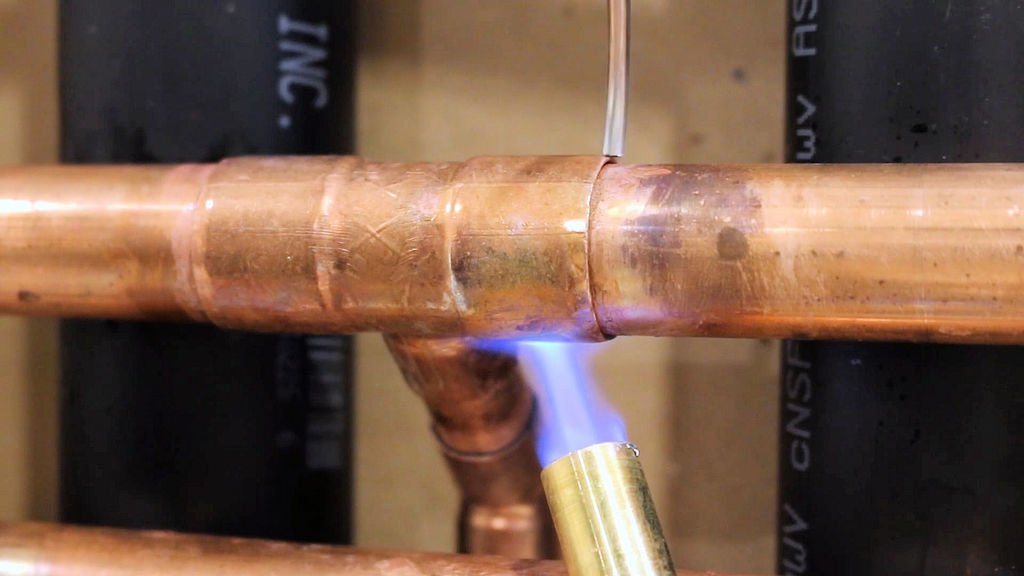
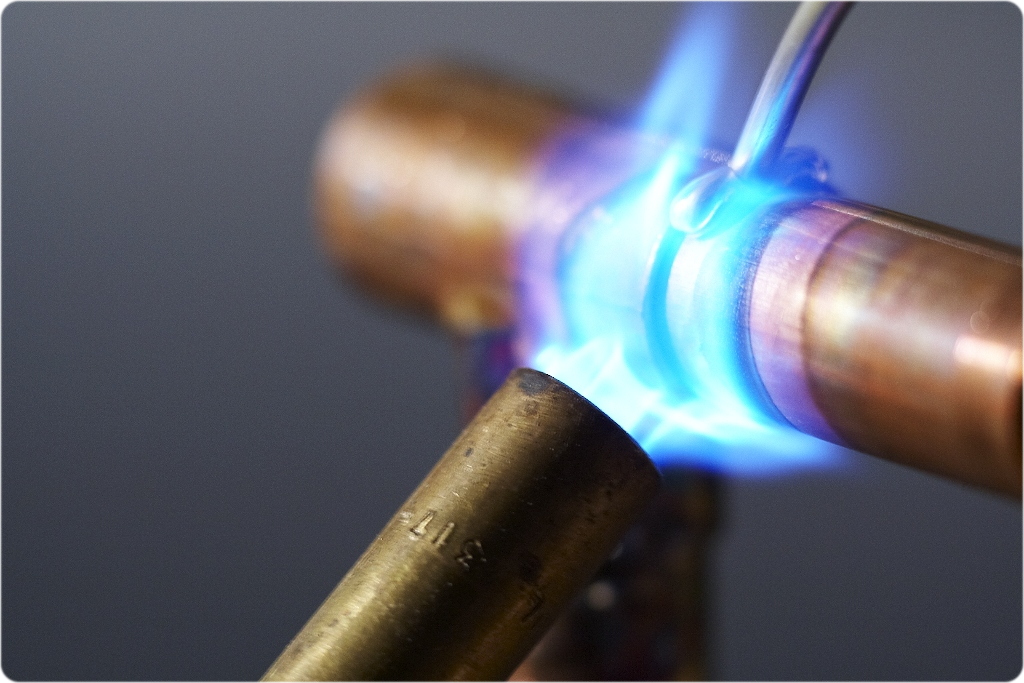
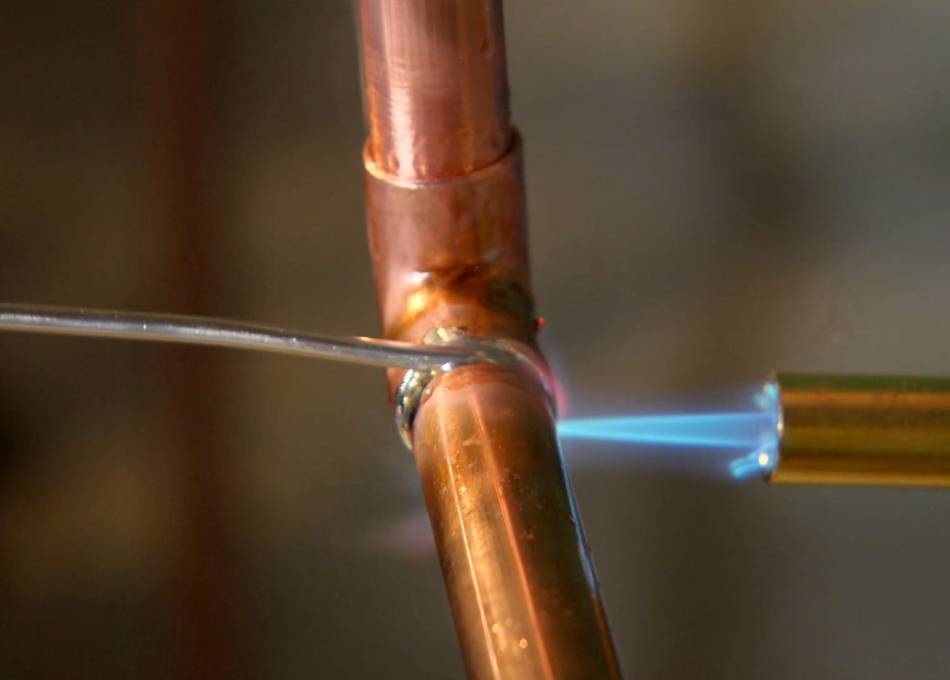
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
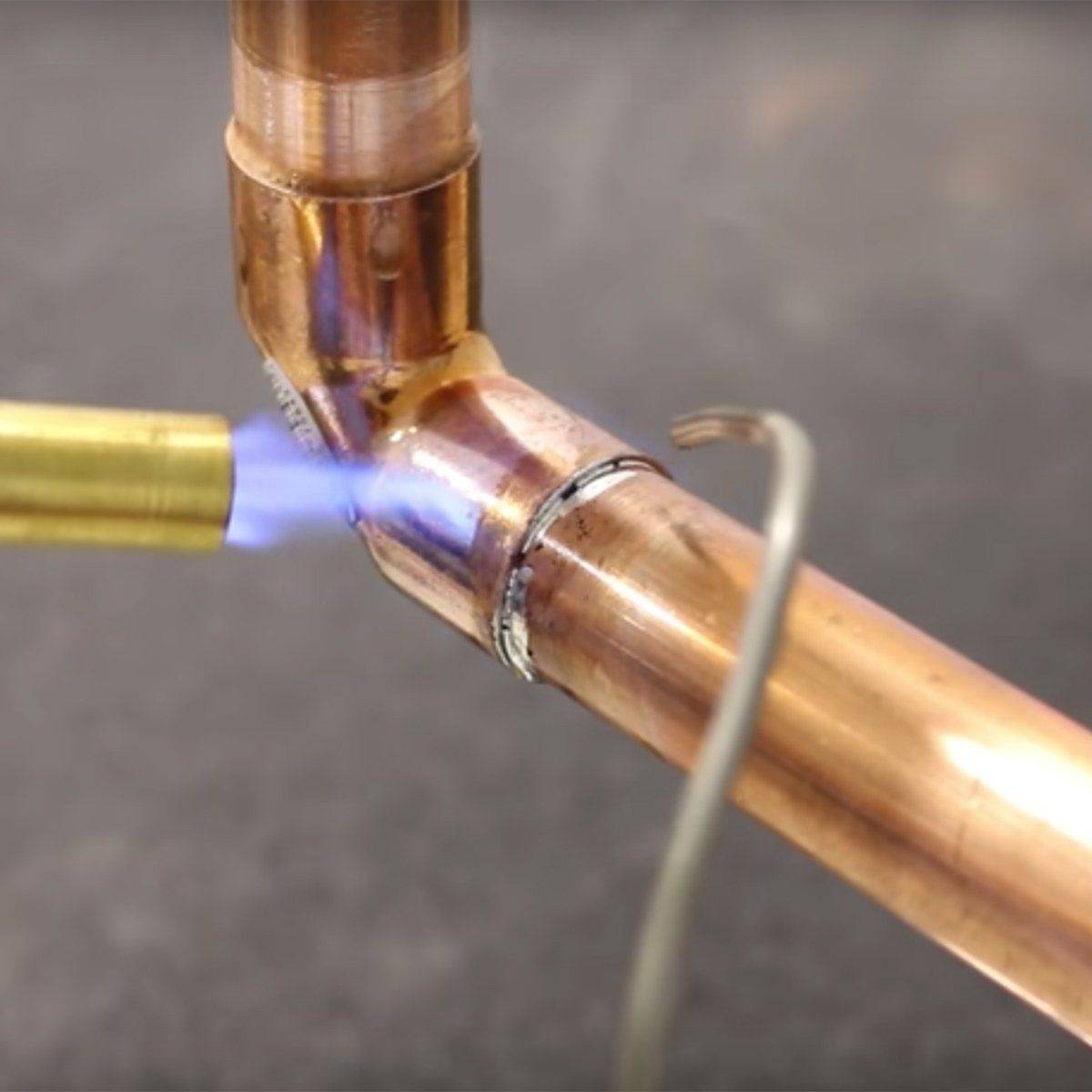
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм;
- деревянные бруски для ручки;
- кусок латуни для форсунки;
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.

Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
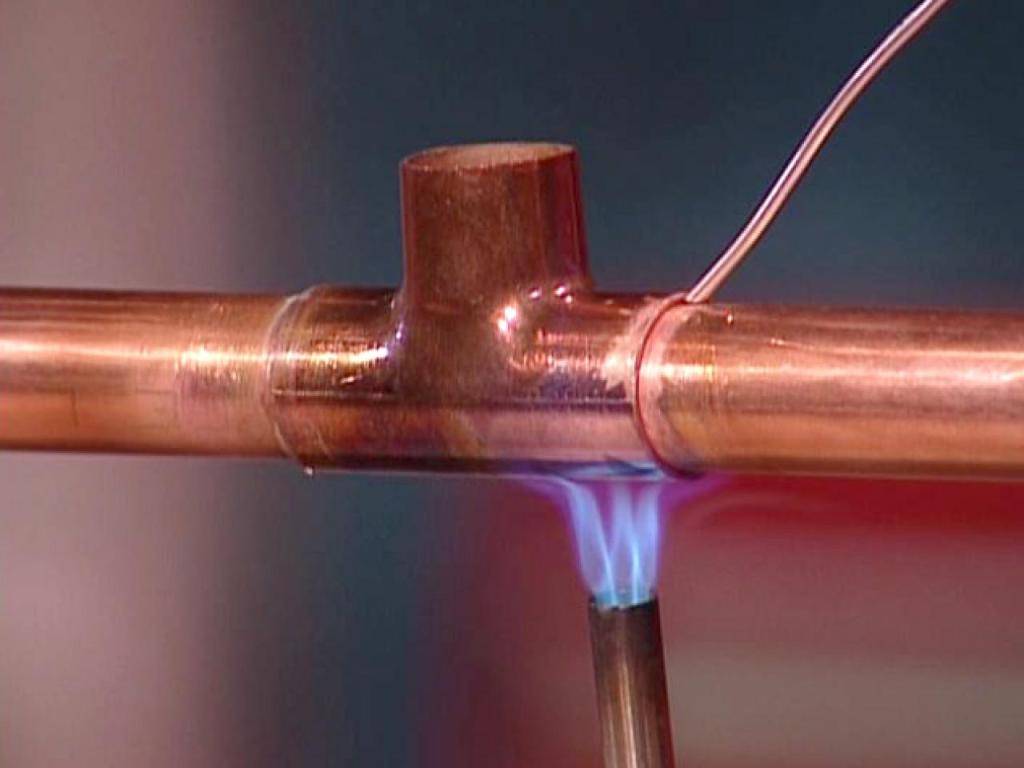
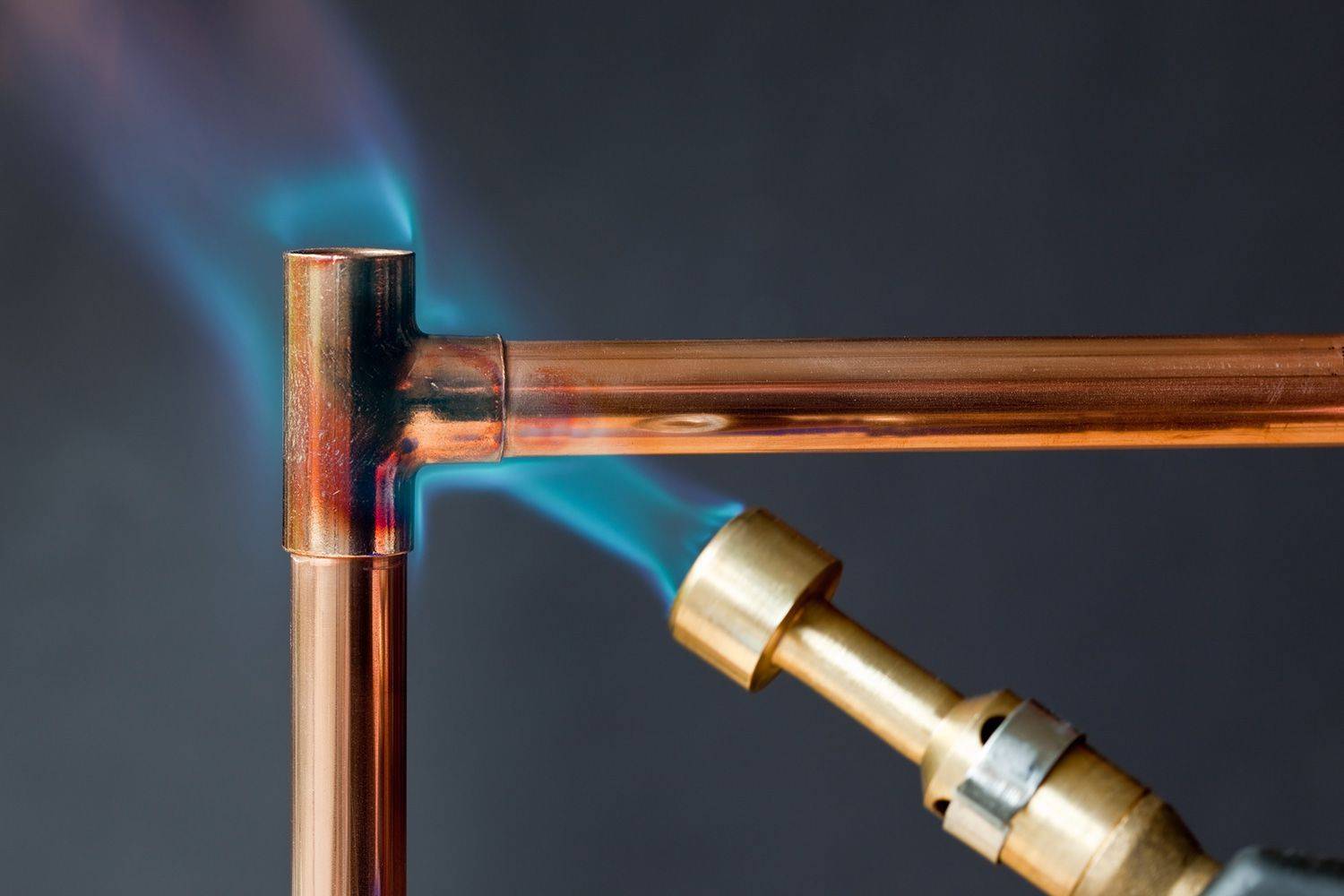
Пайка медных труб нагревом
Пайка труб — это процесс соединения основных узлов системы в замкнутую схему. Каждое паяное соединение медных труб должно быть герметичным. Иначе возникает утечка, что создает неудобства для потребителя и требует дорогостоящего ремонта.
Общие сведения по пайке медных труб.
Пайка осуществляется при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил. Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425°С. Для качественного соединения металлов припой должен распределиться под действием капиллярных сил и «смочить» основной металл. Смачивание -это явление, при котором силы притяжения между молекулами расплавленного припоя и молекулами основных металлов выше, чем внутренние силы притяжения, существующие между молекулами припоя. Степень смачивания — это функция основных составляющих процесса пайки: металлов, припоя и температуры. Хорошее смачивание происходит только на совершенно чистой не окисленной поверхности.
Припои для пайки медных труб.
Качество и прочность пайки медных труб зависит в большей степени от физических параметров соединения и операций пайки, чем от припоя. Эти параметры определяют выбор оптимального припоя для того или иного соединения. Медно-фосфорные твердые припои специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах. Это покрытие препятствует смачиванию и растеканию припоя. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися. В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей припоя, нельзя применять медно-фосфорные припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы. В отличие от медно-фосфорных сплавов твердые серебряные припои не содержат фосфор. Эти припои применяют для пайки цветных металлов, меди и сплавов на медной основе, за исключением алюминия и магния, для пайки, которых необходим флюс
Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия
В большинстве случаев пайку соединений осуществляют при помощи нескольких марок припоев. Сплав с содержанием серебра 15% — это медно-фосфорный припой, а сплав с содержанием серебра 45% (содержит также кадмий) — это серебряный припой.
Медные
Медь и ее сплавы для пайки нержавеющей стали применяют редко. Это можно делать только при температуре 1120 ℃ в специально очищенных, осушенных средах восстановительного характера. Если в нержавеющих сталях повышено содержание хрома, алюминия, кремния и титана, в связи с низкой текучестью меди процесс можно проводить только с флюсами в атмосфере пламени ацетилена и кислорода.






В некоторых ситуациях применяют твердый припой для нержавейки из меди и цинка с содержанием последнего до 40 %. При этом добавляют в рабочую зону твердые флюсы.
Такие средства имеют недостатки, связанные с возможностью выгорания цинка. Шов может получаться не очень прочным, хрупким при высоких температурах. Работа требует особой квалификации исполнителя.
Хороший результат дают средства ВПр-1, ВПр-, ВПр-4, в которых основным компонентом является медь. Никеля в этих составах содержится около 30 %, кремния – до 2 %, железа – до 1,5 %, бора – в следовых количествах. Такими средствами можно паять любые нержавеющие стали в печах или пламени горелки.
Специфические особенности имеет припой ВПр- 41. Он относится к самофлюсующимся композитам. Функции флюсов выполняют добавки калия, натрия, лития и фосфора.
Они удаляют имеющиеся оксиды, препятствуют образованию новых продуктов окисления, улучшают поверхностное натяжение припоя. Пайку можно проводить без применения защитных газов под действием токов высокой частоты, обеспечивающих быстрый нагрев.
Как правильно выбрать флюс
Наиболее удачные флюсы для пайки мало испаряются и не горят при повышенных температурах, результаты отложений вещества легко удаляются с поверхности, а если удаление не доступно, то не вызывают коррозии к последующему времени. Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий.
Жидкий бесканифольный среднеактивный флюс
Среднеактивные флюсы применяются в мастерских радиотехники. Соединения обрабатываются паяльником, затем флюсом для обеспечения заметного результата и быстрой пайки. Такие растворы обычно не пенятся при нагреве, легко наносятся на места соединений, широко распространены и сравнительно не дороги.
По многолетнему опыту мастеров качественный флюс является гарантом совершенной пайки. Выбор зависит от спецификации вещества, характера работ. Большинство флюсов используют по прямому назначению. Современные гелеобразные припои используются повсеместно, отличаются большим разнообразием активных компонентов и простотой использования.
Для выполнения качественных работ необходимы хорошие инструменты. Паяльник, его жало, фен и припой опытный радиотехник подбирает высшего качества, т.к. цена в разнице с аналогами не высока, а качество работы будет на высшем уровне. Применение самых передовых, современных паяльных инструментов не даст возможности произвести достаточно хорошую пайку без сопутствующих флюсов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В прошлый раз мы рассматривали как запаять микросхемы в корпусах soic и ssop, и как ухаживать за «вечным» жалом
Но от одного жало мало что зависит, важно какой инструмент мы используем и какие припои и флюс
Не будем углубляться в дебри а постараемся рассмотреть поверхностно.
Флюс вещество, предназначенный для удаления оксидов с поверхности под пайку.Имеют три состояния: твердое, жидкое и пастообразное. Также бывает активным и неактивным. Активные нужно обязательно смывать. Неактивные я тоже смываю чтобы было эстетичней, и спалось спокойней.
Обычно начинающим достаточно вот такого неудобного минимального наборщика.
Далее немного о припоях.Обычно для пайки РЭК (Радио электронных компонентов) используют ПОС 60 (Припой оловянно свинцовой цифрой указывают содержание олово (в процентах) к свинцу) или его забугорные аналоги.Бывают с каналом канифоли и без нее (удобно использовать с каналом канифоли) благодаря такому припою я и забыл про канифоль, разного диаметра, для пайки удобно использовать диаметр не более 0.8мм.Существует еще такой тип как паяльная паста — механическая смесь порошка припоя, связующего вещества (или смазки), флюса и некоторых других компонентов.(со слов википедии) очень удобно для запайки чего нибудь однотипного, многоногого и безногого
Во многих отраслях промышленности и производстве используют флюс для пайки микросхем, который служит неотъемлемым атрибутом неразъёмного характера соединения твёрдых материалов между собой. Для того чтобы обеспечить качественное соединение понадобятся специальные наборы, рабочие инструменты, а также расходные вещества в виде припоя и жидкого флюса для пайки микросхем. Согласно общепринятым правилам, материал должен иметь отличную природу низкой температуры плавления, а также малый удельный вес. Сочетание этих факторов позволит флюсу глубже проникать в структуру соединяемых металлических изделий, обеспечивая при этом прочность соединения.
Плюсы и минусы разных видов припоев
Важное преимущество, которым обладают твердые припои, напрямую связано с прочностью получаемых швов и их устойчивостью к высоким температурам. При помощи высокотемпературной пайки выполняют стыковку труб из меди, имеющих диаметр от 6 до 159 миллиметров
При прокладке водоснабжающих магистралей сечение трубной продукции, соединяемой таким типом пайки, не может быть менее 28 миллиметров.

Перед тем, как приступить к созданию медного трубопровода, следует убедиться в отсутствии на поверхности каких-либо дефектов, которые довольно часто можно обнаружить при нарезке труб. Надежность швов во многом зависит от чистоты изделий, которые используют в рабочем процессе. Для продукции диаметром 6-108 миллиметров ширина места соединения может быть 7-50 миллиметров.
Разновидности флюсов
Все флюсы отличаются друг от друга по разным показателям, но чаще всего по элементам, входящим в их состав. Для того, чтобы очистить металл, который предстоит паять, от загрязнений, используются следующие виды флюсов:
- борная кислота;
- хлорид цинка;
- соляная кислота.
А для создания плёнки, которая будет выполнять защитные функции можно применить:
- канифоль;
- воск;
- различные смолы.
При пайке медных труб можно применять различные типы флюсов:
- жидкие;
- порошковые;
- флюс-пасты.
Жидкие составы хранят, как правило, в закрытых тубах и применяют их вместе с припоями, обладающими мягкой консистенцией. Порошковые флюсы являются менее популярными из-за неудобств, связанных с их использованием во время пайки. Пасты для пайки медных труб более дорогостоящие, однако, продаются в готовом виде и их применение возможно сразу. Паста для пайки позволяет упростить процесс и получить невероятно прочное и надёжное сцепление труб.




Готовые пасты удобны в применении, но отличаются более высокой ценой, чем прочие средства
На сегодняшний день существует огромное количество разновидностей этого вещества. Однако выделяют три наиболее популярных вида, которые используются для пайки в том числе и медных труб:
Антикоррозийные составы. Такие вещества не только выполняют функцию очистки поверхности от окисления, но и удаляют воду из места пайки, вытесняя её. Использование такого состава позволяет не удалять остатки после пайки. Изготовить такой раствор в домашних условиях довольно трудно.
Составы на основе салициловой кислоты. В таких флюсах основное активное вещество растворяется в составе, который состоит из различных химических веществ: спирт, вазелин (технический), золотосодержащие вещества. Такие флюсы выпускаются только в промышленных условиях и являются довольно популярными, так как влияют на качество шва. Шов после пайки трубы с использованием такого флюса получается очень ровным.
Классическая канифоль. При сборке трубопроводной коммуникации канифоль не используют в чистом виде. Чаще всего к ней подмешивают натриевую соль, и в результате получается вещество, которое обладает отличными защитными и антикоррозийными характеристиками для работ с трубопроводами. Канифоль обволакивает шов защитной плёнкой, а соли натрия препятствуют окислительным процессам. Такой состав отличается дешевизной и является наиболее популярными на сегодняшний день. Однако у такого флюса есть и недостаток — при перегреве он может обуглиться. Кроме этого, шов при пайке с канифолью получается не настолько эстетичный, как в случае с флюсом на основе салициловой кислоты, но прочный и надёжный.
Канифоль — наиболее доступный и популярный материал для пайки
Припои
Основная заслуга в образовании прочных и термоустойчивых соединений при высокотемпературной пайке принадлежит меди. Она не только входит практически во все твердые припои, но в большинстве из них выполняет главную роль, являясь основой припоев. Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами — цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C). При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
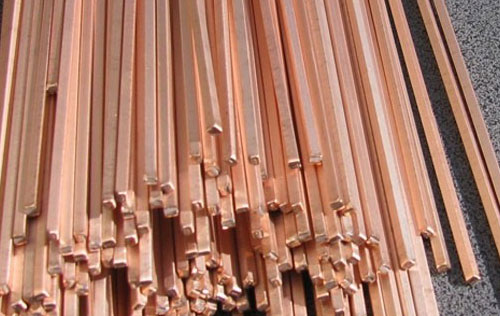

Твердый припой покрытый флюсом
Медно-цинковые припои
Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои
Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий. Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий. Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов. Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
Латуни
Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои
Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл. Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами — вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог. Серебряными припоями можно паять практически любой металл — медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Выбор припоя
Перед тем как запаять серебряное кольцо в домашних условиях, нужно внимательно исследовать базовые физико-химические свойства этого драгметалла. Любой контакт с горелкой или паяльником должен осуществляться с учетом всех правил безопасности, так как любые ошибки могут нанести ущерб не только изделию, но и паяльщику.
Серебро вступает в стадию плавления только при температуре 960 градусов Цельсия, а это средний показатель для большинства металлов, на основе которых создают ювелирные украшения. Температура плавления напрямую зависит от содержания чистого металла, находящегося в составе сплавов. Чтобы пайка оказалась максимально качественной, необходимо правильно выбрать подходящий вариант припоя, который является прочным паяным соединением и может использоваться как для цветного металла, так и для черного.
Хороший серебряный припой отлично подходит для обработки всевозможных сплавов
Чтобы упростить процесс выбора припоя, нужно обратить внимание на маркировку из букв и цифр, которая располагается на упаковке товара. Цифры указывают на содержание серебра в процентах
Швы, которые соединяются с помощью качественного состава, не боятся воздействия коррозийных процессов, не поддаются деформации, а также сохраняют прочность даже при продолжительной эксплуатации. Главным преимуществом правильно выполненной пайки является антикоррозийная защита.
Нужно отдавать предпочтение тем припоям, которые обладают большим содержанием серебра. Их можно купить в специализированном магазине. Идеальный припой должен плавиться при температуре от 240 градусов Цельсия, поэтому специалисты рекомендуют использовать сплавы с маркировкой ПСр 2,5.
C низкой температурой плавления
Все жаропрочные, многие нержавеющие стали предназначены для высоких температурных нагрузок. Мягкие припои для их паяния применяются редко. В некоторых случаях пайку проводят, используя припой для нержавеющей стали из олова и свинца. Детали нагревают пламенем горелки или паяльника. Рабочие части окунают в расплав.
В маркировке припоев рядом с сокращением ПОС присутствуют цифры, указывающие на содержание олова. Так, в составе ПОС-18 содержится 18 % олова, до 2,5 % сурьмы, десятые доли процента меди, висмута, мышьяка, все остальное составляет свинец.
Припой ПОС-30 включает 30 % олова, до 1,5 % сурьмы, мизерные количества меди, висмута, мышьяка. Остальную часть массы занимает также свинец. Состав ПОС-40 вмещает до 40 % олова, около 2 % сурьмы, незначительные примеси меди, висмута, мышьяка, почти 58 % свинца.
Для проведения успешной пайки нержавеющих сталей необходим флюс. Образованию хорошего шва способствует смесь хлористого цинка и соляной кислоты. Можно как флюс использовать 40 %-й раствор ортофосфорной кислоты в воде.
Иногда облегчает спайку нержавейки предварительное омеднение электролизом. Если электролитическая установка имеется в зоне доступа, процесс не составляет труда, приводит к хорошему спаиванию.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.

Общие принципы
Соединение металлических изделий осуществляется с помощью более легкоплавкого материала. Сам процесс плавки и пайки серебра выглядит просто и определяется сферой применения конечного продукта, а также типом используемого металла. Например, при ремонте какого-либо украшения и соединении печатных плат можно использовать разные методики, но лучше паять с помощью паяльника.







Что касается припоя для работы по соединению серебра, то он продается в любом магазине хозяйственных товаров. Желательно использовать тугоплавкие составы с высокой температурой плавления — от 240 градусов Цельсия. Также при выполнении такой работы следует задействовать специальную пасту или сплав стандарта ПСр 2.
Средство для пайки несложно сделать своими руками. Для этого потребуются следующие металлы:
- 30 процентов цинка.
- 25 процентов меди.
- 45 процентов серебра.
Если необходимо соединить серебряные изделия, нужно взять полосы с шириной 1−3 мм и отрезать от них небольшие участки соответствующей длины. На этапе пайки на обрабатываемый участок должны воздействовать потоки воздуха, а для предотвращения возможного окисления и других разрушающих процессов берут флюс (колофоний). Во время нагревания он равномерно проникает по всей площади металла и автоматически сглаживает сварочные швы и другие видимые дефекты.
Как правильно варить серебряный припой по старинной методике
Существует несколько способов создания серебряного сплава, но в совершенстве овладеть методикой можно лишь после длительной практики. Для получения сплава необходимо приготовить 2 монеты: полтинник 1924 г. и пятак 1962 г. Также для работы потребуются:

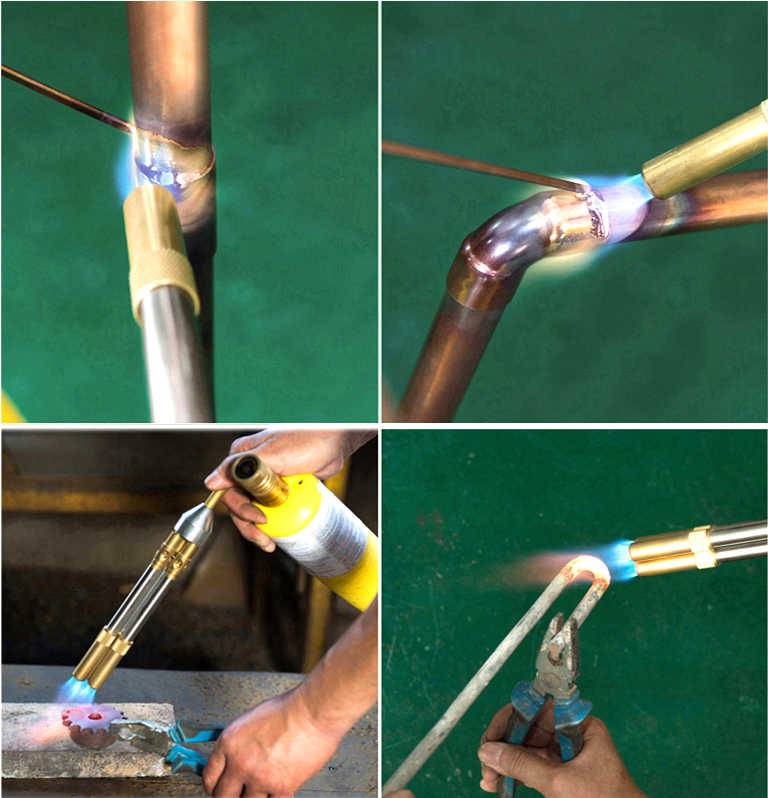
Нагревать припой удобнее всего на газовой горелке.
- серебро;
- ложка (не столовая);
- ингус;
- газовая горелка.
В начале работы в ложке расплавляют серебро. В полученный расплав добавляют пятикопеечную монету и покатывают смесь по ложке для лучшего перемешивания. Чем длительнее покатывают ложку, тем лучше происходит процесс перемешивания. Но есть один существенный недостаток: выгорает много составляющих, необходимых для припоя.
Затем мастер, который делает сплав своими руками, выливает его в ингус и раскатывает без отжига. Полученный припой имеет высокие качества: 10 г относятся к 900-й пробе.
Очень важно при пайке приготовить свежий флюс, который обеспечит качественную работу. Необходимо внимательно следить за величиной пламени в горелке: мягкий, не очень горячий огонь в виде метлы обеспечит получение качественного шва
Для работы используют жесткие припои, которые содержат: 80 Ag, 16 Cu, 4 Zn, 75 Ag, 22 Cu, 3 Zn. Мягкие припои включают в свой состав: 65 Ag, 20 Cu, 15 Zn.
Для получения легкого серебряного припоя, используемого в ремонте изделий, необходимо приготовить: 7 частей серебра, 2,8 – латуни, 0,35 -цинка
Важно перед началом работы произвести зачистку латуни от оксидной пленки. Для получения 10 г припоя расплавляют серебро 999 пробы
После получения жидкого состава добавляют латунь, перемешивают содержимое в ложке. Когда состав полностью расплавился, добавляют цинк, несколько раз покачивают ложку, затем начинают прокатывать получившийся состав. После его изготовления необходимо с помощью ножниц разрезать лист проката и взвесить на весах. Для успешной работы следует приготовить:
- наждачную бумагу;
- ложку;
- газовую горелку;
- лопатку для перемешивания;
- фальцы;
- ножницы;
- весы.
Не обойтись мастеру-любителю без таких материалов, как:

Чистое серебро не используют для припоя, так как это слишком дорогой металл.
- серебро;
- латунь;
- чистый цинк;
- бура, которая добавляется в расплавленный состав.
Иногда не подмешивают цинк в чистом виде: лучше использовать его сплав с латунью или медью. Цинк добавляют в припой, завернув в серебряную фольгу.
Чтобы сделать серебряный припой, можно брать серебро 96-й пробы, выжигу 94-й пробы. Ее получают, сжигая старые серебряные изделия: парчу, позументы, галуны.