
Экструдерная сварка
Основное ограничение — соединение безнапорных конструкций.
Отсюда и назначение — пайка футляров из труб, соединение листовых материалов, мембран. Может широко использоваться для изготовления вентиляции, где присутствуют большие диаметры. Сварка полиэтиленовых труб традиционными способами в этом случае может стоить запредельно дорого. Чаще всего применяют в строительстве бассейнов, крупногабаритных ёмкостей.

Экструдером называют как аппарат для сварки, так и оборудование для производства полиэтиленовых труб. Пайка экструдером происходит за счёт расплавления кромок соединяемых элементов и подаваемой присадки в виде прутка ПНД. В этом случае параметрами качества являются герметичность шва и его механическая прочность. Мощность экструдера влияет только на скорость работ. Даже небольшим аппаратом можно сваривать огромные ёмкости.
Мы закончили краткий обзор обширной темы сварки ПЭ труб. Надеемся, эта статья помогла получить первое представление о возможностях соединения инженерных систем из полимерных материалов, в частности — из полиэтилена низкого давления.
Монтаж канализационной системы выполняется с использованием специальных трубопроводов, которые могут быть выполнены из пластика, керамики или металла. Как и у многих пластмассовых отводов, сварка ПНД труб может выполняться при помощи термических инструментов или муфт для прессованного холодного крепления.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Разновидности пайки
Перед тем как отправиться за паяльником, необходимо знать, какие виды сварочных операций он должен будет выполнять. Так, существует муфтовая пайка, соединение в раструб и стыковая техника. Наиболее качественный и долговечный результат обеспечивает муфтовый метод. К минусам этой технологии относится ее ограниченность применения: она не способна обслужить полноценный сварочный процесс, из-за чего используется в сочетании с раструбной пайкой. В отдельности муфтовую сварку можно реализовывать в ремонте трубопроводных магистралей.
Сварка в раструб позволяет соединять трубы с диаметром до 4,9 см. В ходе операции паяльник для пластиковых труб нагревает муфты и полипропилен до нужного градуса, после чего производится схватывание расплавленных краев. Стыковая техника позволяет выполнять соединения в трубах диаметром более 5 см. Также она предполагает наличие в аппарате центрирующего устройства. С целью обеспечения достаточной силы сжатия в работе задействуются механические приводы аппарата.
Электрическая схема и устройство АСПТ
Электрическая схема паяльника для труб мало чем отличается от схемы домашнего утюга. Точно так же в подошве размещена нагревательная спираль (ТЭН), нагревом которой управляет терморегулятор. Отличие только заключается в наличии двух ТЭНов, применением более точного терморегулятора и наличие выключателей нагревателей. Выключатели позволяют управлять мощностью нагрева.
С электрической вилки С6 по сетевому проводу питающее напряжение переменного тока 220 В подается через терморегулятор Tt° и выключатели S1, S2 на ТЭНы Н1, Н2. Неоновые лампочки L1 и L2, подключенные через токоограничивающие резисторы R1 и R2 параллельно ТЭНам индицируют когда на них подается питающее напряжение.
Терморегулятор St обеспечивает поддержание заданной температуры. Датчиком температуры в терморегуляторе служит заполненная газом капиллярная трубка ТЕ с расширением на конце, установленным внутри подошвы в высверленном для него круглом отверстии. При нагревании газ расширяется, давит на мембрану, она выгибается и через толкатель размыкает контакты, через которые питающее напряжение подается на ТЭНы.
Расстояние между контактами и мембраной можно изменять вращением винта, на который насажена выведенная наружу корпуса ручка и таким способом, регулировать температуру нагрева башмака. Градуировка на ручке относительная, так как температура нагрева насадок зависит от их размера, окружающей температуры и диаметра свариваемых труб. При сварке полипропиленовых труб степень нагрева башмака подбирается экспериментально.
Благодаря простоте схемы ремонт аппарата для сварки труб не представляет трудностей и в случае отсутствия нагрева подошвы достаточно прозвонить мультиметром целостность проводов, ТЭНов и выключателей с терморегулятором.
Лучшие производители
Разобравшись с критериями выбора, озадачиваешься новым вопросом: «Какой фирмы лучше?». На современном рынке царит радующее покупателя разнообразие брендов и ценовой политики. Если у вас имеется желание купить брендовую вещь, то стоит присмотреться к таким производителям:
Rothenberger – известная европейская компания, выпускающая качественное для проведения всевозможных ремонтных работ. Товары пользуются популярностью у профи своего ремесла;
Кроме этих брендов заслуженную любовь получили инструменты таких компаний, как CANDAN, ЭНКОР, РЕСАНТА и других чуть менее известных производителей.
Необходимые инструменты
Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится:. Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб
Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.






Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
Ножницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Сборка паяльника

паяльник для пластиковых труб Приступим к сборке. Для сварки полипропиленовых труб нам понадобится старый утюг. Нам нужно снять с него «подошву», она будет выступать в роли тэна. На фото она изображена под цифрой 1. Просверливаем в тэне отверстие и с помощью болтов крепим нагревательные элементы с двух сторон. Далее нужно изготовить терморегулятор (цифра 3 на фото) и упаковать его в теплоизоляционный кожух, он указан цифрой 2.
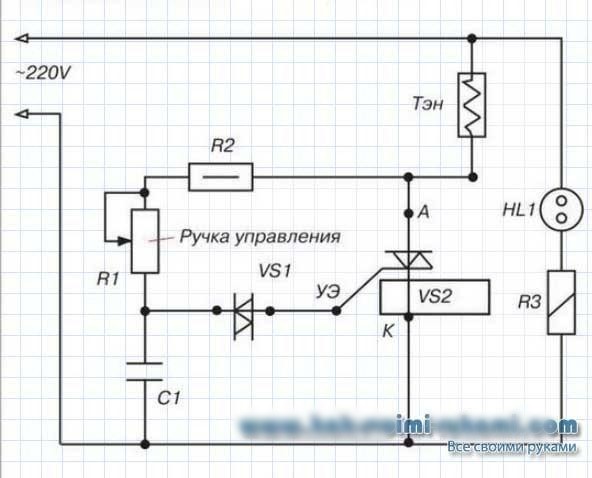
Чтобы собрать терморегулятор воспользуйтесь схемой ниже. Для R1 вам понадобится переменный резистор 500 кОм, для R2 — резистор 4,7кОм0,5, для R3 — можно взять резистор 1 мОм, 0,25 w. Для VS1 отлично подойдут динисторы типа DB-3, для VS2 возьмите симисторы ТС 25-4. Для T3H подойдет электронагреватель мощность 1000В. А для C1 рекомендуем брать конденсатор 0,1 мкф, 400 v. В качестве лампочки-индикатора возьмите неоновую лампу типа HL 1.
Подготовьте алюминиевый корпус. В нашем случае размер 13х6х9 сантиметров. Поместите в него терморегулятор на плате, плата должна быть изготовлена из фольгированного текстолита. Снаружи алюминиевого корпуса выведите регулятор управления температурой. Желательно, чтобы он был с делениями. Дополнительно можете снабдить прибор лампочкой, для удобной индикации. Она будет сигнализировать, что прибор включен и нагревается.
Все это закрепите на пластине из текстолита (цифра 4). Затем присоедините к тэну и установите на алюминиевую подставку (цифра 5). Обязательно разместите фторопластовый изолятор между пластиной и кожухом (цифра 6 на фото).
Вставьте выступающую часть пластины из текстолита в паз (его местоположение указано цифрой 8 на фото). Ее в любое время можно вынуть, для более удобного хранения. Также можно соорудить ручку из дерева и прикрепить ее к пластине. Все! Утюг для ПВХ труб готов.
Таким приспособлением можно пользоваться так же, как и паяльником заводского производства. Мы с помощью такого прибора спаяли трубы диаметром 20 миллиметров, нагревали их всего 3-5 секунд. Тэн выделяет столько тепла, что его достаточно для быстрой и вполне качественной пайки.
Сферы применения
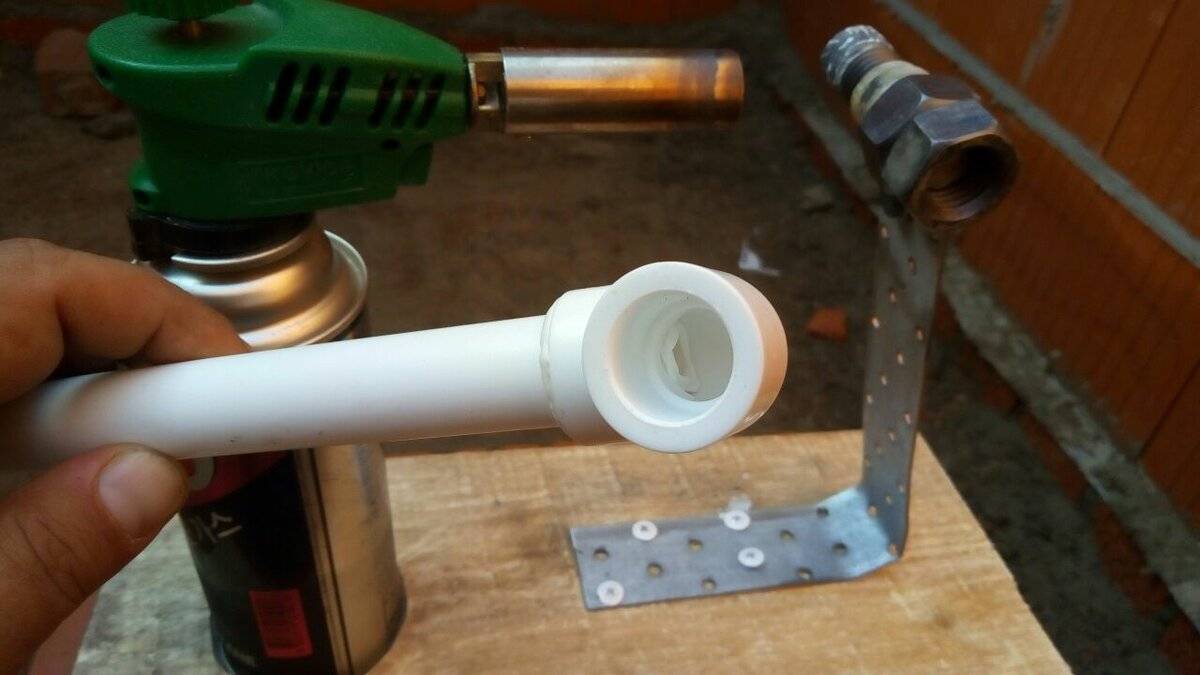
Применение газовой горелки весьма обширно:
- Горелка применяется для пайки проводки или различных кабелей, ремонта крупной электроники. Пайка алюминия газовой горелкой проводится достаточно часто, что связано с низкой температурой плавления этого материала.
- Применяется устройство для ремонта различных конструктивных элементов автомобиля. Примером можно назвать случай, когда повреждается радиатор, изготавливаемый из плавкого сплава. За счет воздействия высокой температуры течь можно устранить.
- Пайка медных трубок может проходить при применении газовой горелки. Выполняются ремонтные работы. Устройство применяется и во время монтажа различных конструкций, к примеру, для отпуска металла.
- Некоторые сплавы обладают повышенной плавкостью. Соединение металлов, к примеру, меди может проходить с применением горелки. Достаточно провести разогрев металлов и соединить их механическим способом. После остывания материала может получиться качественное соединение.
- Устройство может применяться в случае, когда нужно провести время на природе в зимний период. Использовать ее можно для того, чтобы разогреть костер или опалить дичь, разогреть инструменты или выполнить другую работу.

Пайка ацетиленовой горелкой
Несмотря на достаточно большое распространение горелки, в большинстве случаев она применяется для пайки различных сплавов. К примеру, пайка латунью проводится с применением газовой горелки. Стоит учитывать, что существует достаточно большое количество разновидностей устройства, каждая обладает своими определенными особенностями.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
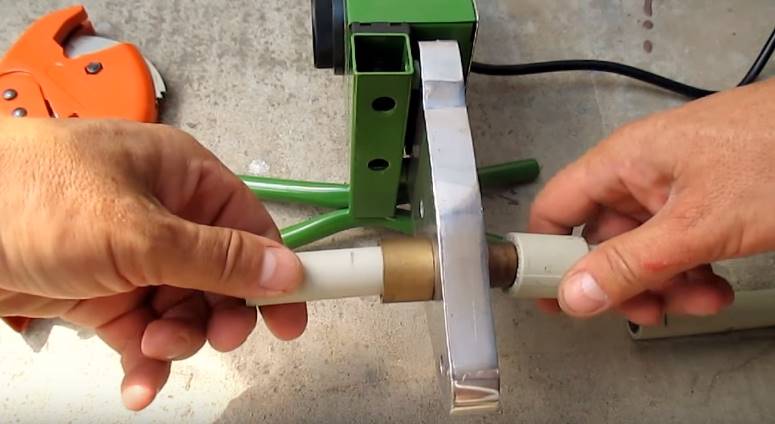
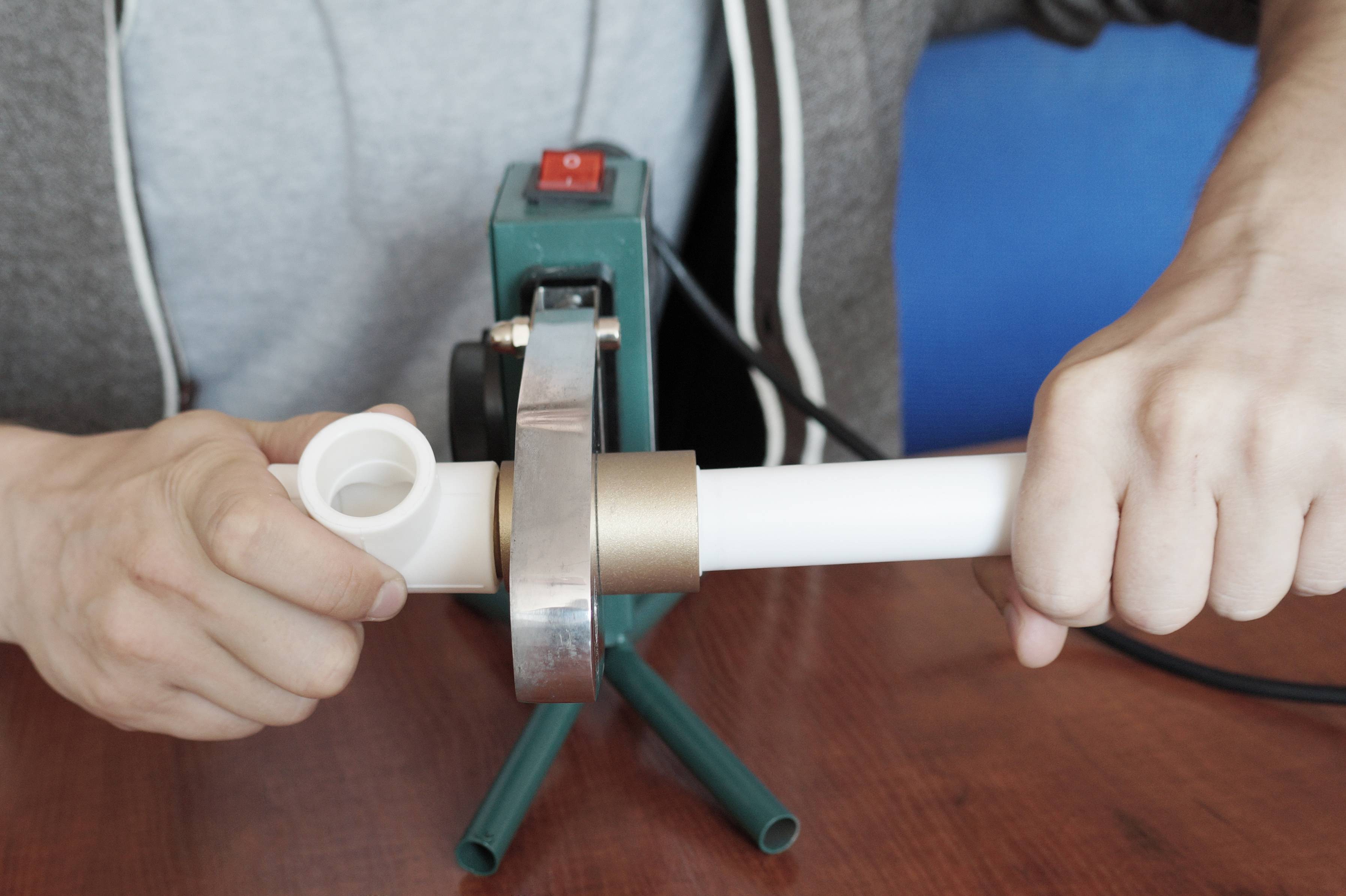
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Технология процесса
Монтаж полипропиленовых труб — несложный процесс, в котором правильное использование насадок является одним из ключевых моментов. Для соединения труб, изготовленных из полипропилена, необходимо пройти ряд этапов.
- Нарезка трубы. Если приходится прокладывать трубопровод большой протяженности, а также, когда требуются его изгибы, то трубу следует нарезать на соответствующие куски. Должно быть исключено наличие заусенцев. С торцов трубы снимаются фаски.
- Очищение. Торцы соединяемых труб должны быть очищены от грязи, пятен масла, пыли и следов ржавчины. Это является гарантией получения качественного и герметичного шва. Финишную очистку можно производить с помощью наждачной бумаги.
- Установка насадок требуемого размера.
- Включить паяльник с установленной на нем насадкой в сеть.
- При наличии у паяльника функции терморегулирования следует выставить необходимую температуру. При ее отсутствии надо убедиться в том, что на паяльнике загорелся соответствующий индикатор красного цвета. После этого необходимо немного подождать, чтобы тэн успел нагреться. После этого лампочка индикатора погаснет.
- В насадку вставить конец трубы и подержать ее там несколько секунд, что будет достаточным для плавления полипропилена.
- С помощью разогретых фитингов соединить трубы.
- После сварки труб необходимо дать минимум одну минуту для их остывания. В это время нельзя вращать трубы и сдвигать их.
Необходимо помнить, что насадки перед началом процесса должны быть надежно закреплены.
Общая информация
Аппарат для сварки ПВХ изделий (или труб из любых других искусственных полимеров) — электрический прибор, работающий от стандартной сети в 220В, предназначенный для пайки труб различного диаметра.
Прежде чем мы приступим к сборке этого прибора неплохо было бы узнать, из чего он состоит. Ключевые элементы любого паяльника для труб — это корпус с удобной ручкой, терморегулятор, за счет которого устанавливается необходимая температура нагрева тэна, непосредственно сам тэн, спрятанный в металлический кожух, который нагревается.









Дополнительно в комплекте могут поставляться насадки для пайки труб разного диаметра. Теме насадок мы посвятили отдельный материал, прочтите его, чтобы быть в курсе всех особенностей. Здесь скажем одно: предпочтительнее использовать насадки с тефлоновым покрытием. Так они гарантировано не будут прилипать к трубам во время нагрева.
Наверняка вы могли слышать, что такие паяльники часто называют «утюгами». И это не спроста. Дело в том, что тэн действительно визуально очень похож на подошву утюга и их принцип работы имеет много общего. И в утюге, и в паяльнике поверхность равномерно нагревается, только в случае с паяльником тепло от тэна передается на насадки, к ним затем прижимают трубу, чтобы расплавить ее край.
При этом температура нагрева устанавливается с помощью терморегулятора, установленного в корпус паяльника. Регулировка температуры крайне важна, ведь если она будет слишком высокой труба просто расплавится в насадке, а если слишком низкой, то банально не сможет равномерно прогреться. А значит, соединение получится некачественным и быстро даст течь, если мы говорим о монтаже системы водоснабжения, например.
Мини-паяльник своими руками
Рисунок 3. Импульсный паяльник предназначен для выполнения несложных работ по сборке электронных микросхем.
Чтобы сделать самому миниатюрный паяльник для работы с микросхемами, необходимо приготовить следующие инструменты и материалы:
- источник питания напряжением 12 В или трансформатор;
- источник тепла (газовая или электрическая печь);
- нихромовая проволока толщиной 0,2 мм и длиной 30-35 см;
- медная проволока с сечением 1,5 мм и длиной 3,5-4,5 см;
- металлическая трубка;
- пластмассовая рукоятка;
- электрический шнур с вилкой;
- медная фольга;
- силикатный клей;
- тальк.
Схема мини-паяльника с нихромовым нагревательным элементом показана на рис. 2. Первым делом из медной проволоки изготавливается жало. Для этого один ее конец с помощью напильника затачивается под удобную форму (двусторонний угол или конус). Обработанные участки следует залудить.
Затем из силикатного клея и талька замешивается изолирующий раствор. Далее жало будущего паяльника необходимо обернуть медной фольгой. При этом рабочая часть изделия (около 1,0-1,5 см) должна быть открытой. Поверх фольги укладывается тонкий слой приготовленной электроизоляционной смеси и высушивается при температуре 120-140°C.
Рисунок 4. Электрическая схема самодельного импульсного паяльника.
На следующем этапе производится наматывание нихромовой проволоки. Витки должны быть плотными, длина прямого конца должна составлять около 3 см, а заворотного – 6 см. Затем изделие еще раз покрывается приготовленным раствором и высушивается при той же температуре.
Длинный конец проволоки укладывается на металлическую трубку так, чтобы между ним и меньшим концом было максимальное расстояние. После этого осуществляется последняя обработка изолирующим раствором и его запекание. Нагревательный элемент с жалом готов.
На последнем этапе сквозь рукоятку протягивается питающий шнур, к которому подсоединяются торчащие концы нихромовой проволоки. Оголенные места следует заизолировать оставшейся смесью. Для защиты рук от ожогов на нагревательный элемент можно надеть специальный кожух из термоизоляционного материала. Подключать такой самодельный паяльник нужно через понижающий трансформатор или источник питания, выдающий 12 В.
Сварка и монтаж отдельной части системы трубопровода
При монтаже отдельной части трубопровода (узла/магистрали):
- отмерьте и отрежьте необходимый размер труб;
- сварите цепь на фиксированной поверхности, а потом установите в запланированный участок. То есть сначала паяем узел, а потом соединяем его на весу с другими участками;
- в наиболее труднодоступных местах используйте американки.
Спайка узла на весу
Паяем трубы на весу:

- определите, какая сторона наиболее трудная для спайки на весу и начните с неё;
- первоначально варится труба и соединительный элемент/узел с одной стороны по стандартным меркам, соблюдая установленное время для пайки;
- затем (с другой стороны) разогревается сперва соединительный элемент, причем дольше на пару секунд, а уже после греется труба на пару секунд меньше, чем обычно (по сути вы отдаёте время на разогрев трубы соединительному элементу).
Паять на весу детали сложно, поэтому для разогрева рекомендуется надавливать на элементы подручными средствами (специальными ножницами и т.п.). Лучше для пайки на весу пригласить помощника.
Установка спаянного узла
В первую очередь варится необходимый узел на твёрдой поверхности. Когда он готов, переходим к соединению с уже вмонтированными трубами:
- наметьте карандашом участки среза на работающей магистрали. Не надо вырезать участок под весь фитинг или другой соединительный элемент. Необходимо учесть, что в него будут вставляться трубы (к примеру, кран размером в 10 см, отверстия для соединения с трубами занимают 4 см в общем, тогда вырезать необходимо 6 см трубы);
- разрежьте установленные трубы с обеих сторон специальными ножницами;
- очистите трубы обезжиривателем, высушите от воды;
- зачистьте элементы;
- приступайте к сварке узла. Начинайте с более трудного места.
Паять узел с другими цепями трубопровода сложно, поэтому без помощи вам не обойтись.
Как спаять и установить узел из полипропиленовых труб в штробу — видео-инструкция
Перед непосредственным монтажом, необходимо подготовить штробы. Это выполняется при помощи круга по бетону, установленного на болгарку или других инструментов. Разметьте поверхность, где будут штробы. Надрезы осуществляются на глубину около 2-3 см (учитывайте диаметр трубы) и выбиваются молотком, стамеской, перфоратором и т. п.
Технология:
- Сварите необходимый узел вне штробы, а потом вмонтируйте в отверстия.
- Для исключения повреждений, ППР трубы можно замотать в строительный скотч, но для полной защиты рекомендуется оболочка/изоляция из вспененного полиэтилена.
- При переходе от металлических узлов, для соединения, используйте переходную муфту или американку.
- Чтобы магистраль не двигалась при расширении труб – закрепите специальными коленными конструкциями (металлическая поверхность с хомутами). Деталь сначала крепится к поверхности стены и прикручивается гайками, а потом фиксируется с трубопроводом.
- Зафиксируйте трубы с помощью клипс или трубного хомута, особенно в наиболее ненадёжных местах.
- Заделайте отверстия.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.
Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Советы по выбору ручного утюга
 Если вы осознали для себя потребность в этом оборудовании, то советуем приобрести именно ручной утюг для сварки трубопроводов, поскольку для использования в быту он подходит оптимальным образом. К тому же он стоит недорого. Чтобы ваш выбор был правильным, необходимо, находясь в магазине и рассматривая модели, ориентироваться на технические характеристики этого оборудования.
Если вы осознали для себя потребность в этом оборудовании, то советуем приобрести именно ручной утюг для сварки трубопроводов, поскольку для использования в быту он подходит оптимальным образом. К тому же он стоит недорого. Чтобы ваш выбор был правильным, необходимо, находясь в магазине и рассматривая модели, ориентироваться на технические характеристики этого оборудования.







Подбирая для себя в магазине подходящую модель утюга, необходимо выяснить характеристики заинтересовавшего вас прибора.
Мощность прибора
Эта характеристика у рассматриваемого оборудования является одной из самых важных, поскольку она определяет температуру нагрева, которая создаётся во время сварки труб. Для надежного соединения конструкций, которые имеют диаметр до 100 мм, чаще всего используется инструмент мощностью 850 Вт. Чаще всего его приобретают для использования в быту. К группе профессионального оборудования относятся ручные утюги, имеющие мощность 2 кВт. Они имеют более узкую сферу использования. Довольно часто их применяют при проведении работ по прокладке автономной канализации.
Предел рабочей температуры
Величина этого показателя не должна быть ниже 230 градусов Цельсия. Только при выполнении этого условия будет обеспечена качественная сварка труб и фитингов. Специалисты для обеспечения надежной герметичности соединяемых труб рекомендуют проводить сварочные работы при температуре 260 градусов Цельсия.
Комплект поставки
 Он может быть различным и зависеть от производителя инструмента, который вы решили приобрести. Прежде всего, следует определиться, для каких целей вы планируете использовать оборудование. Простейший комплект для утюга включает насадочный ключ. Благодаря ему обеспечивается возможность работы с трубами нескольких диаметров. Для использования в быту популярностью пользуются утюги, которые имеют среднюю комплектацию. В чемоданчике находится 4−5 насадок диаметром 20−40 мм, которые чаще всего и используются.
Он может быть различным и зависеть от производителя инструмента, который вы решили приобрести. Прежде всего, следует определиться, для каких целей вы планируете использовать оборудование. Простейший комплект для утюга включает насадочный ключ. Благодаря ему обеспечивается возможность работы с трубами нескольких диаметров. Для использования в быту популярностью пользуются утюги, которые имеют среднюю комплектацию. В чемоданчике находится 4−5 насадок диаметром 20−40 мм, которые чаще всего и используются.
Выбирая утюг для бытового использования, нужно уточнить, можно ли устанавливать на утюг насадки других типоразмеров. Если вы планируете использовать оборудование для соединения труб разного диаметра, то в этом случае разумнее приобрести профессиональный набор. В его составе присутствует большое количество насадок, а также имеются дополнительные инструменты:
- резак;
- ножницы;
- уровень.
Насколько качественным окажется инструмент для пайки полипропиленовых трубных конструкций, во многом зависит от выбранной фирмы-производителя.
Материал покрытия насадок
Это важный момент, на который также следует обратить внимание. Хотя сегодня производители предлагают насадки из различных материалов, самым лучшим является тефлоновое покрытие
Форма нагревательного элемента
В зависимости от неё на нагревательном элементе можно установить различное количество насадок. Если их несколько, то появляется возможность одновременно проводить работы с изделиями различного диаметра.