
Подготовка в работе
Перед тем, как приступить к процедуре, «жало» паяльника необходимо очистить, после чего отлудить
Важно знать, что при первом включении нового паяльника он может издавать неприятный запах. Но не стоит пугаться, так как спустя несколько минут прогревания инструмента запах с большой вероятностью исчезнет (запах издает сгорающий клей, которым склеена слюда)
Читать также: Приспособление для заточки сверл бош
Зачистка инструмента
Зачищается рабочая поверхность главного инструмента механическим путем посредством обыкновенной наждачной бумаги или же напильника. Процедура облуживания представляет собой защиту медного наконечника тонким слоем припоя. Выполняется процедура для того, чтобы медь не окислялась.
Способы облуживания
Способов облуживания существует достаточно много. Наиболее часто для подобных целей используется кирпич, на который кладется небольшое количество припоя, а также кусочек канифоли. После этого раскаленный наконечник паяльника растирает канифоль и тиноль, тем самым очищая и покрывая рабочую поверхность инструмента припоем.
Также для этих целей можно воспользоваться хлористым аммонием (твердым нашатырем). Для этого в кусочке аммония необходимо сделать углубление, куда следующим этапом положить тиноль. Таким образом, при движении жалом по твердому нашатырю, оно касается, в том числе припоя. Необходимо отметить, что данный способ облуживания рабочей поверхности паяльника является наиболее простым и подойдет для начинающих работу (разумеется, если в хозяйстве имеется твердый нашатырь).
Еще одним вариантом облуживания жала паяльника в домашних условиях является применение хлористого цинка (опять-таки, если данный материал есть в доме). Для процедуры потребуется совсем малое: поместить жало в раствор хлористого цинка.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
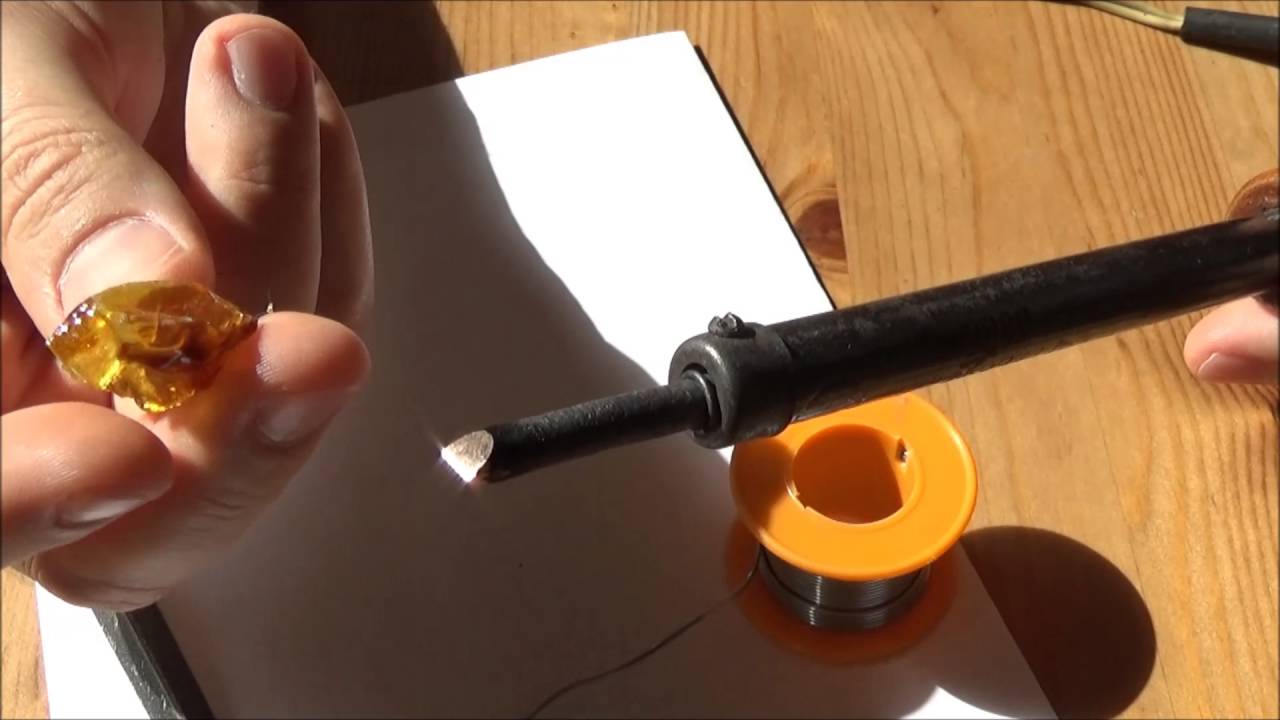
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Припой

Для того чтобы процесс паяния прошёл успешно, следует выбрать припой, который будет использоваться для спаивания деталей. Для различных деталей следует выбрать определённый вид припоя. Например, в случае пайки электрических приборов можно выбрать только определённые виды припоя, которые подойдут именно для деталей такого типа. Для того чтобы запаять контакты колонок или же материнской платы следует прибегнуть к использованию канифоли. Для медных проводов, маленьких контактов и тонких соединений идеальным вариантом будет кислота. Если использовать канифоль при пайке электронных деталей, то кислота просто уничтожит контакты, что вызовет серьёзные повреждения у схемы.






В некоторых случаях используются свинец или олово. Чистое олово подходит для паяния пищевой посуды. Многие пользователи избегают использование свинца из-за его токсических свойств, которые могут повлиять на здоровье. Но в пользу этого припоя можно привести тот факт, что качество пайки при использовании свинца в качестве припоя куда лучше, чем в тех случаях, когда для пайки используют бессвинцовые припои.
Следует помнить, что любые припои в процессе пайки испытывают на себе температурное воздействие, вследствие чего в воздух выделяются различные соединения. Поэтому крайне рекомендуется работать в помещениях с хорошей циркуляцией воздуха. К тому же следует использовать перчатки, для того чтобы избежать попадания раскалённого токсичного припоя на кожу рук.
Флюсы
Мстера делят практически все металлы на те, которые хорошо паяются и на те, которые паяются плохо. Можно даже составить список, разделив некоторые металлы на три группы по степени их паяемости:
- Хорошо паяются: свинец, олово, бронза, латунь, нейзильбер, серебро, золото, медь;
- Удовлетворительно: никель, цинк, низколегированные и углеродистые стали;
- Плохо: высоколегированные стали, нержавеющие стали, алюминий и алюминиевая бронза, титан, магний, чугун и хром.
Бесспорно, они правы, учитывая тот факт, что действительно каждый металл паяется по-своему, так как у каждого из них разные свойства и структура. Но многие высмеиваются эти заявления, утверждая, что не существует труднопаяемых металлов, так как есть такие факторы, как: правильный температурный режим, правильно подобранный флюс и хорошая подготовка детали.
Перед процессом пайки непременно следует подобрать правильный флюс. Это может решить все проблемы, с которыми чаще всего сталкиваются неопытные пользователи при пайке. Качество флюса определяет паяемость металла, трудность или лёгкость самого процесса и прочность соединения.
Эффективными флюсами при пайке стали могут называться: водный раствор хлористого цинка, а также паяльные кислоты, основой которых является этот раствор.
Следует помнить, что при пайке нержавеющих сталей, необходимо использовать более активные флюс, чем в случае пайки низколегированных или углеродистых сталей. Дело в том, что нержавеющие стали покрыты более сильными и стойкими окислами, что делает невозможным применение слабых флюсов в процессе пайки этих сталей. Для нержавеющей стали используют ортофосфорную кислоту, которая сможет справиться с химически стойкой окисной плёнкой.
Также следует знать, что в случае пайки чугуна, требуется использовать весьма высокие температуры нагрева, из чего следует, что использование электрического паяльника для такой процедуры является нецелесообразным.
Для оцинкованного железа мастера иногда применяют раствор, состав которого является следующим: этиловый спирт, канифоль, хлористый цинк и хлористый аммоний. Этот флюс носит название ЛК-2. Его нетрудно найти на рынке или в магазинах, предоставляющих товары для ремонта.
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Где применяется
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию. К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
Как спаять провод и более сложные элементы
Виды соединения проводов под пайку.
Для этого концы проводов зачищаются, на них незамедлительно наносится тонкий слой канифоли. Теперь паяльником захватываем небольшое количество припоя и наносим его на место соединения проводов. Возвратно-поступательные движения паяльника вдоль соединения создадут в отмеченном месте тонкий слой из припоя. Дальше все будет проще: добавляем в место пайки припой до необходимого количества.
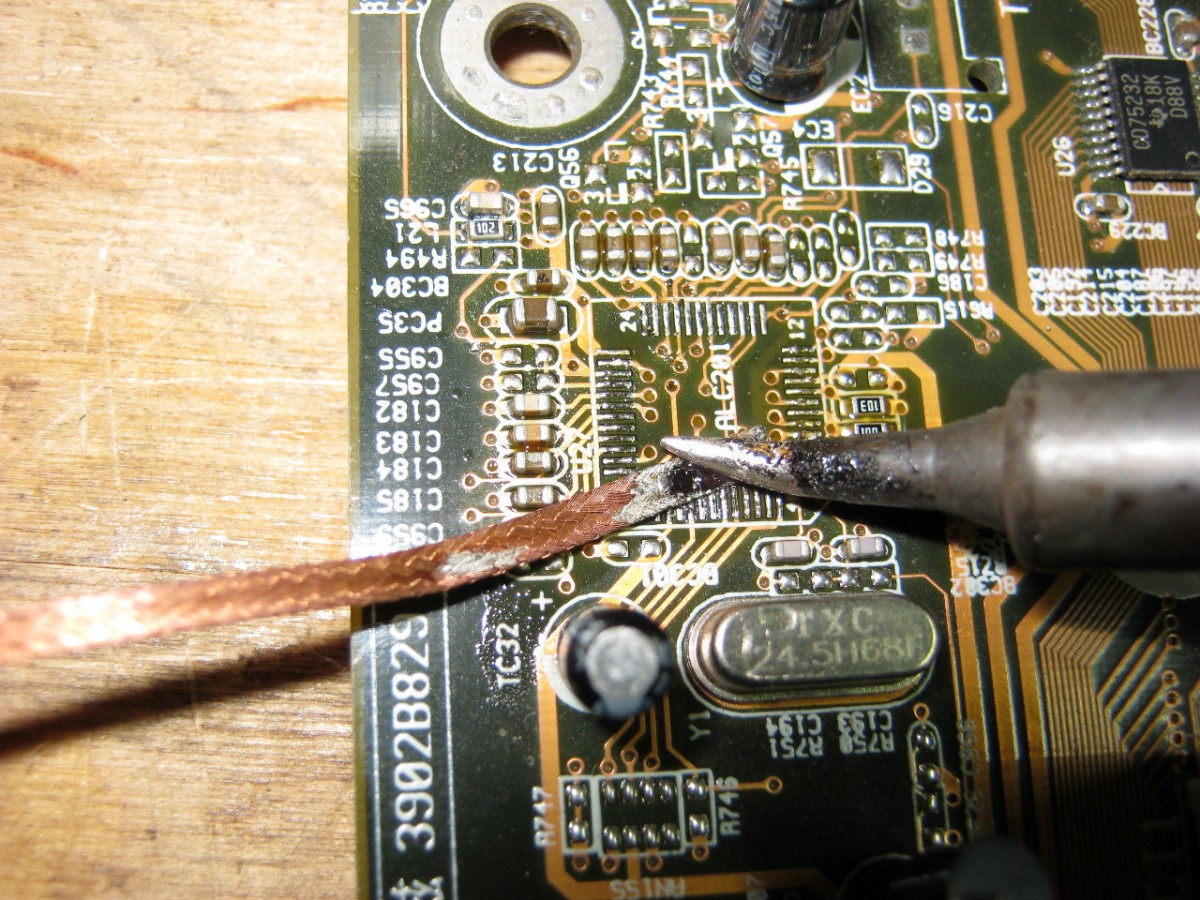
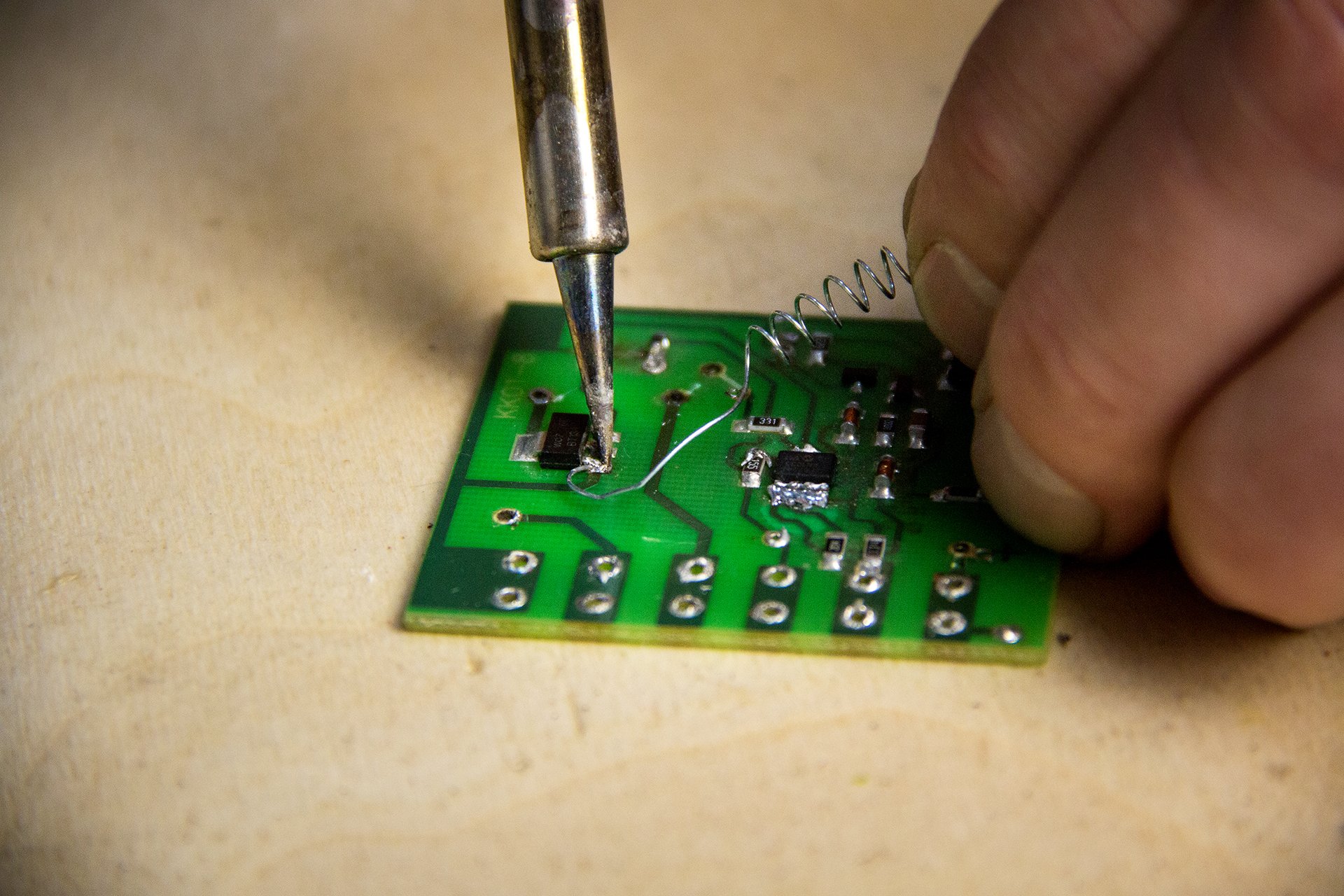
Потренировавшись на проводах, можно начинать паять и более сложные части электрических схем. Обычно для этого требуется паяльник с тонким жалом. К месту пайки кусочек припоя тоже будет подносить очень проблематично. Небольшой шарик расплавленного припоя легко переносится непосредственно на жале паяльника. Способствуют тому силы поверхностного натяжения, которые усиливаются за счет канифоли.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
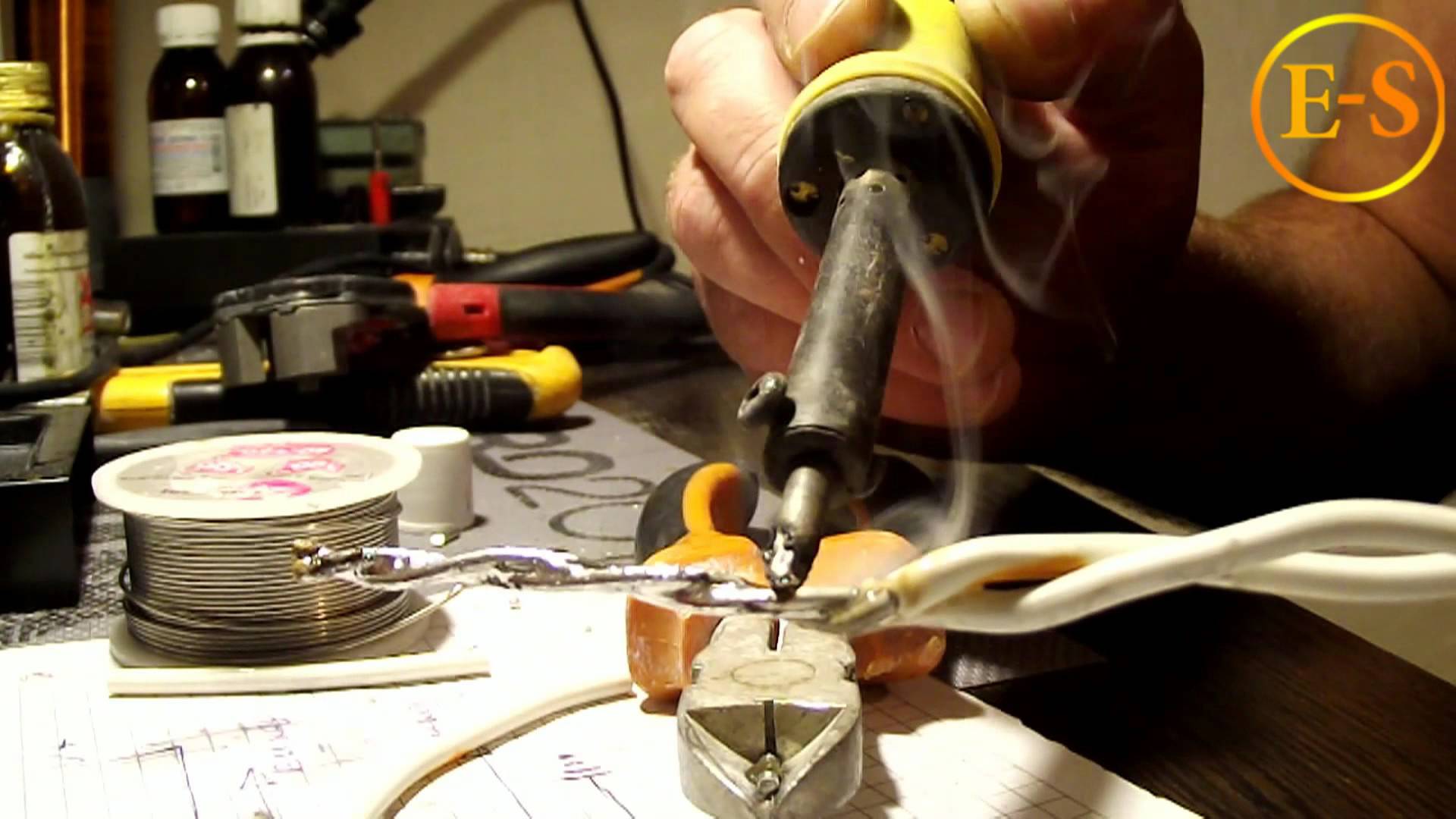
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
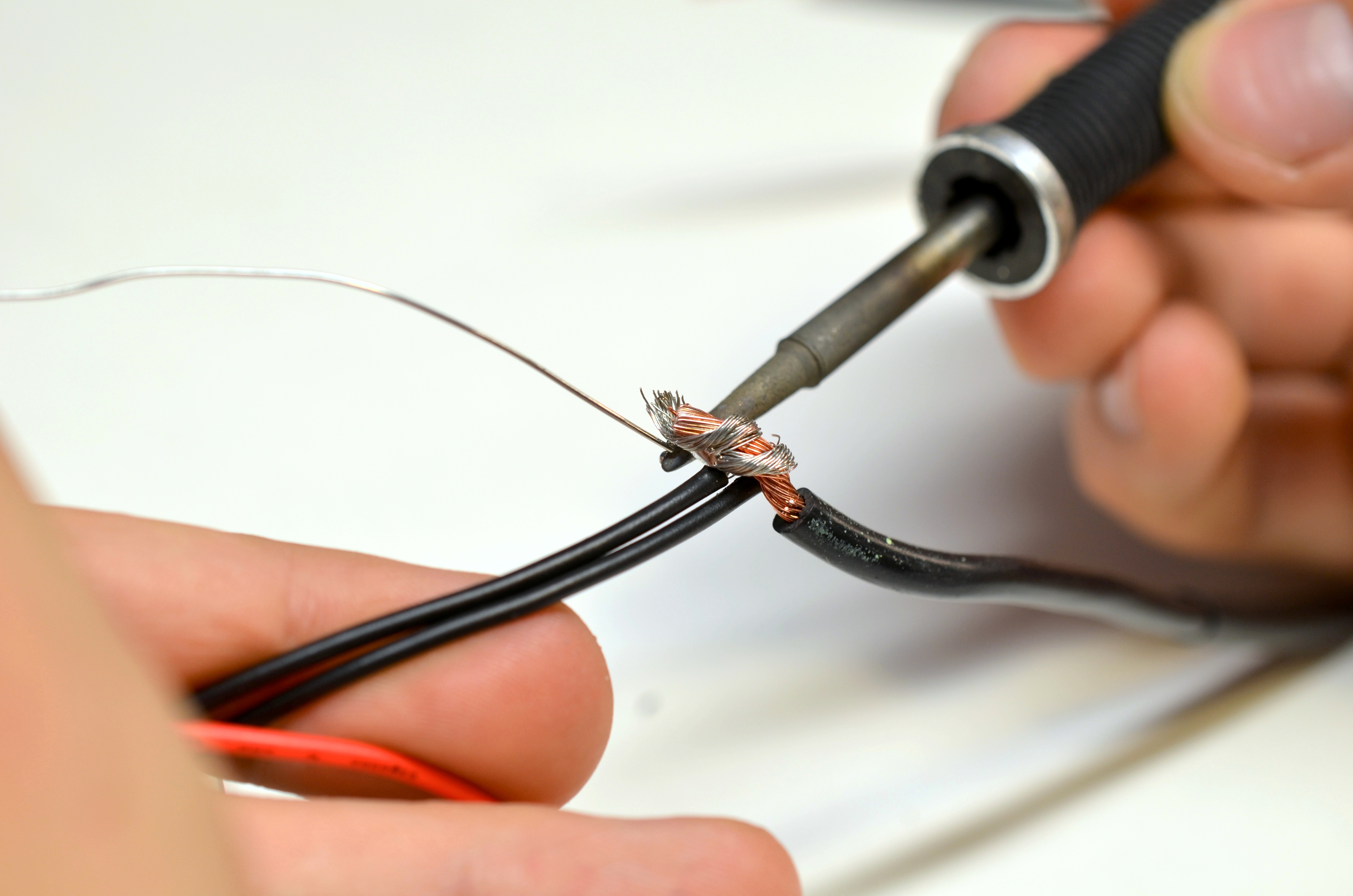
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке
Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами
Температура пайки
Температура пайки паяльника для микросхем не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
Из чего состоят этапы пайки
Основной задачей этой технологии является соединение двух металлических деталей, чаще всего проводников, легкоплавким сплавом так, чтобы они прочно держались и пропускали электрический ток с минимально возможным сопротивлением.
Для этого необходимо последовательно выполнить ряд действий. Разберем их на примере спаивания проводов. Это:
- снятие изоляции с соединяемых концов провода;
- механическая зачистка металла жил до идеального состояния от окислов;
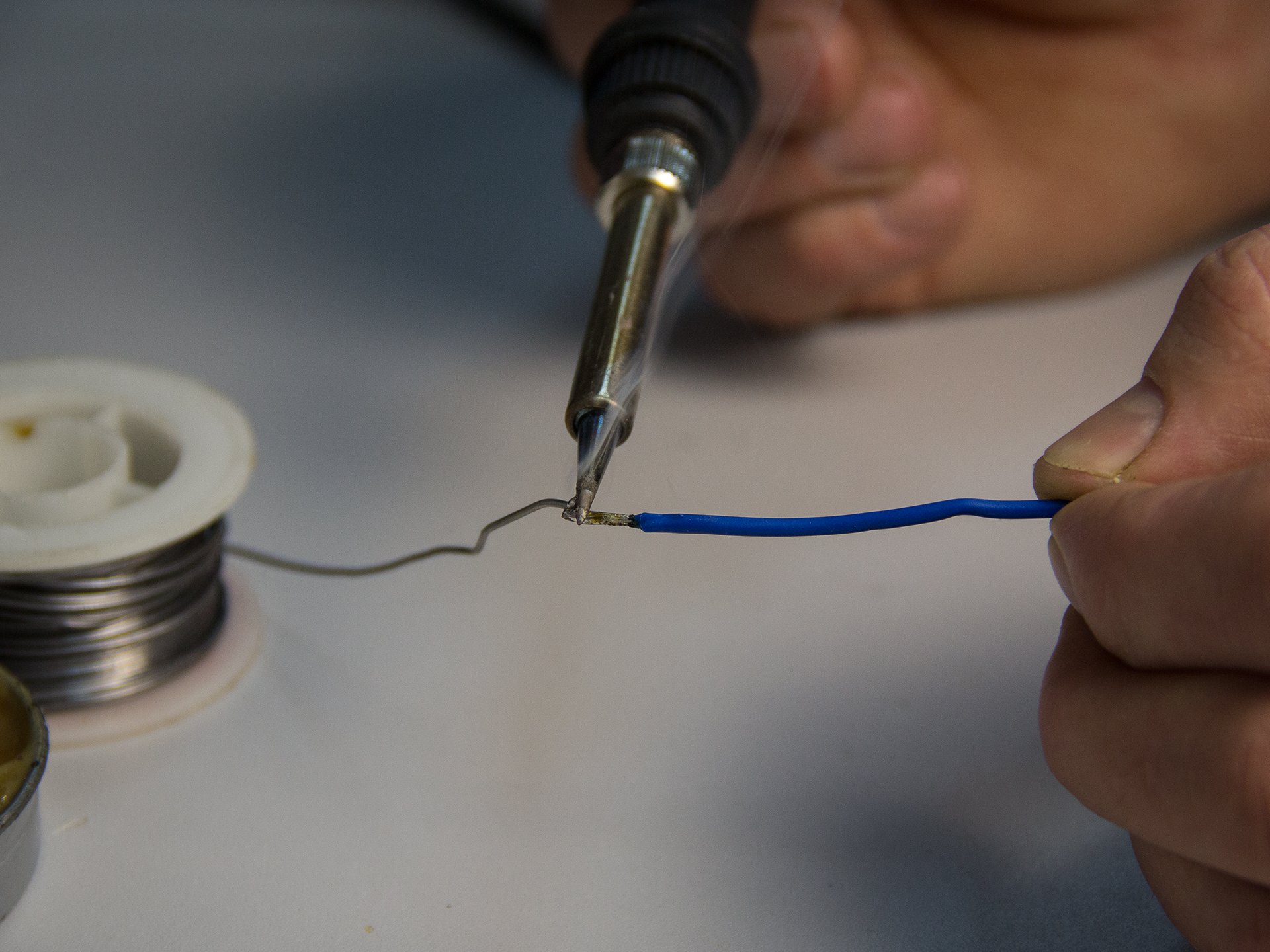
- термообработка с флюсом — залуживание концов тонким слоем;
- нагрев припоя с нанесением его на место пайки.
Диэлектрический слой провода может быть выполнен из полиэтилена, ткани, лака или другого подобного материала. Его необходимо убрать.



Лучше всего эту работу выполнять острым ножом, располагая его лезвие почти параллельно оси металлической жилы. Так исключается ее порез и нанесение глубоких царапин. Они ослабляют механическую прочность и увеличивают электрическое сопротивление. Допускать этого нельзя.
Тонкие провода, покрытые лаком, достаточно обработать открытым пламенем спички или зажигалки. Это же способ подходит для витой пары и даже более толстых жил.
В продаже существуют специальные клещи различных конструкций для снятия изоляции с конца провода любого диаметра. Они позволяют профессионально выполнять эту работу без повреждения жилы.
После снятия изоляции оценивают состояние металлической поверхности
Обращают внимание на чистоту, отсутствие вмятин и порезов
Только чистый металл сможет обеспечить качественное соединение деталей при пайке. Его создают механической очисткой поверхности и химическими растворами.
Вначале работают лезвием ножа, слегка прижимая его к загрязненному металлу под тупым углом. Жилу протягивают от слоя изоляции к оголенному концу, немного вращая в одну сторону. Металл сразу потеряет тусклость, станет блестеть.
Химическая очистка предполагает обработку растворителями, спиртом, флюсом ФЭС.
Окончательную зачистку поверхности металла проводника осуществляют термообработкой флюсом, используя залуженный наконечник паяльника. Самым популярным и универсальным средством является канифоль. Ее используют в твердом состоянии, растворенной в спирте или желеобразной.
Продажа позволяет приобрести канифоль в любом виде и предоставляет широкий ассортимент других флюсов.
Для пайки деталей электрических схем не рекомендуется пользоваться флюсами, содержащими в своем составе кислоты. Их довольно сложно полностью нейтрализовать, а даже незначительные остатки быстро окисляют металл, разрушают его структуру.
Последовательность лужения жилы провода твердой канифолью:
- Прогревают паяльник до нужной температуры. Она может колебаться в пределах от 180 до 240 градусов и зависит от припоя и соединяемых металлических деталей. Для контроля нагрева жала касаются наконечником твердой канифоли. Если она начинает бурно образовывать пар, то прогрев нормальный.
- Очищенный проводник укладывают на канифоль и прикасаются к нему наконечником паяльника. Провод вращают для равномерного покрытия расплавленным флюсом.
- Жалом паяльника расплавляют припой и наносят его на обработанный канифолью провод, равномерно распределяя по поверхности.
Раствор канифоли в спирте наносят кисточкой на залуживаемую поверхность или просто капают через трубку капельницы.
Желеобразную канифоль выдавливают из специального шприца, что очень удобно делать.
Обработанный жидкой или желеобразной канифолью проводник прогревают разогретым наконечником паяльника с капелькой припоя, разгоняя его по всей контактной площадке.
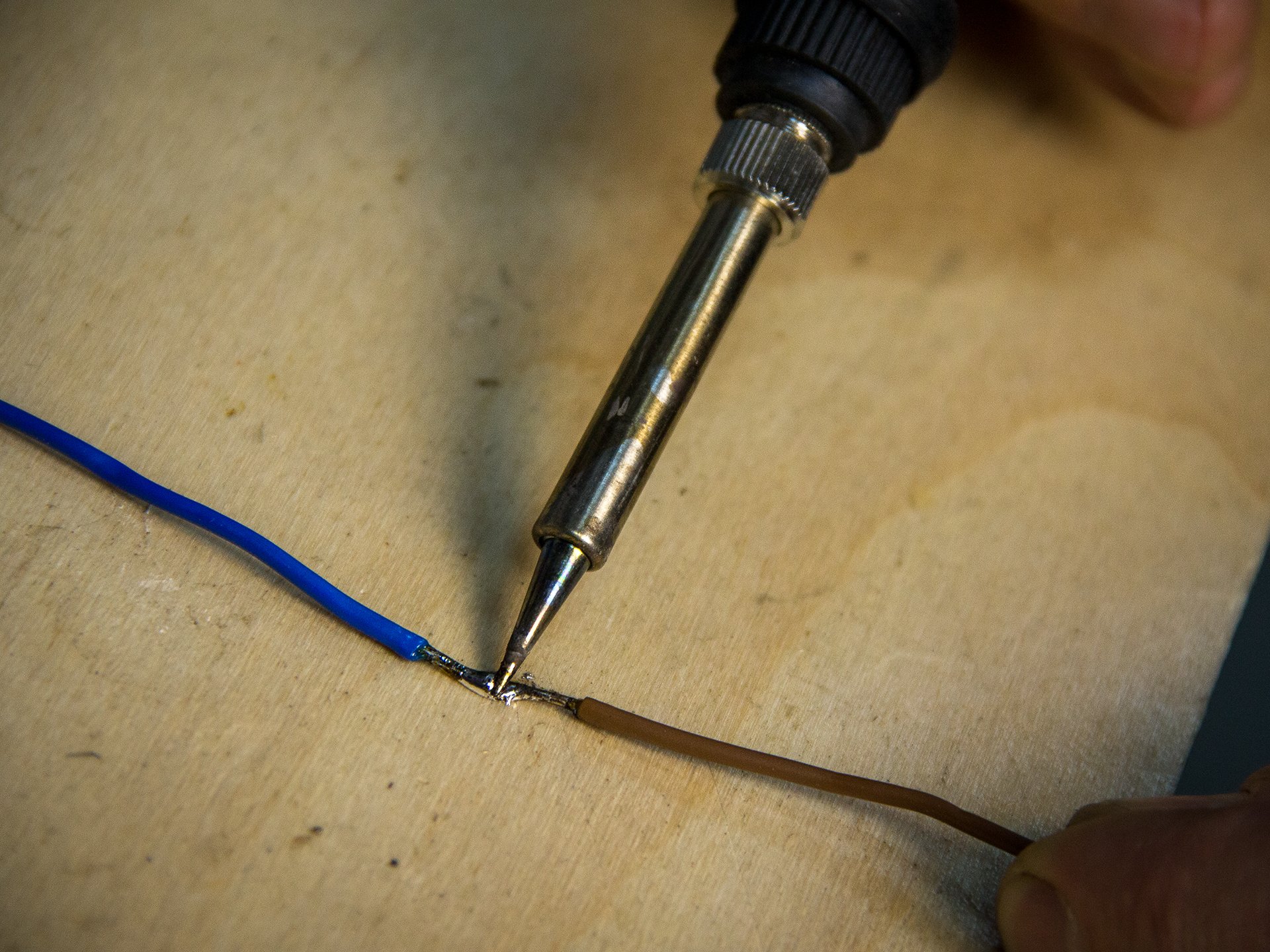
К пайке после того, как обе контактные площадки подготовлены к соединению: очищены от грязи и окислов, залужены.
Запаиваемые концы соединяют вместе. На них накладывают разогретым паяльником кусочек припоя, обеспечивая его растекание по обеим площадкам. После этого жало резко отводится в сторону, а детали остаются в неподвижном состоянии до момента полного застывания олова. Об этом судят по небольшому потемнению его цвета.
Правильно выполненная пайка отличается прочным соединением контактов и ровной поверхностью застывшего припоя, который немного блестит. Проверяют ее качество небольшим механическим усилием на разрыв.
Если же поверхность припоя имеет потемнения и неровности, то пайка выполнена ненадежно, ее требуется исправить.
Как залудить жало паяльника с покрытием правильно – Токарь
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.
Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
Разновидности паяльников
Важно знать, что разные виды паяльников нуждаются в разных способах предварительной обработки.
На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.
Не обгораемые наконечники
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.
Найти инструкцию, как залудить жало такого паяльника не получится – данный процесс выполняется еще на этапе изготовления жала, и благодаря специальному покрытию повторять данную операцию больше не придется.
Сталь
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.







Керамика
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
- Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.
Составные наконечники
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.
Самым популярным является такое сочетание металлов, как соединение стали, меди и никеля. Твердая сталь служит осью жесткости, мягкая медь служит хорошим проводником, а никелевое покрытие защищает медное жало от окисления.
Как же залудить новый паяльник?
Стоит вспомнить, что в лужении нуждаются только медные и стальные жала. Для других данная процедура не требуется.
Начинать работу с новым паяльником следует с удаления с его поверхности патины – зеленоватого налета, который создают продукты окисления. Удаляется патина при помощи мелкозернистой наждачной бумаги. Далее можно приступать непосредственно к лужению.
После снятия окислов с нового паяльника и придания нужной формы старому жалу, можно приступать к лужению. Для этого паяльник разогревается до температуры плавления канифоли, после чего ей обрабатывается жало.
Далее следует дождаться разогревания паяльника до его рабочей температуры и погрузить рабочую поверхность жала в небольшой кусочек припоя, чтобы жало выло равномерно обработано припоем.
Чтобы выполнить этот процесс было легче, можно посмотреть фото как залудить паяльник. Это поможет подобрать оптимальное количество припоя и канифоли для выполнения данной работы.
Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.
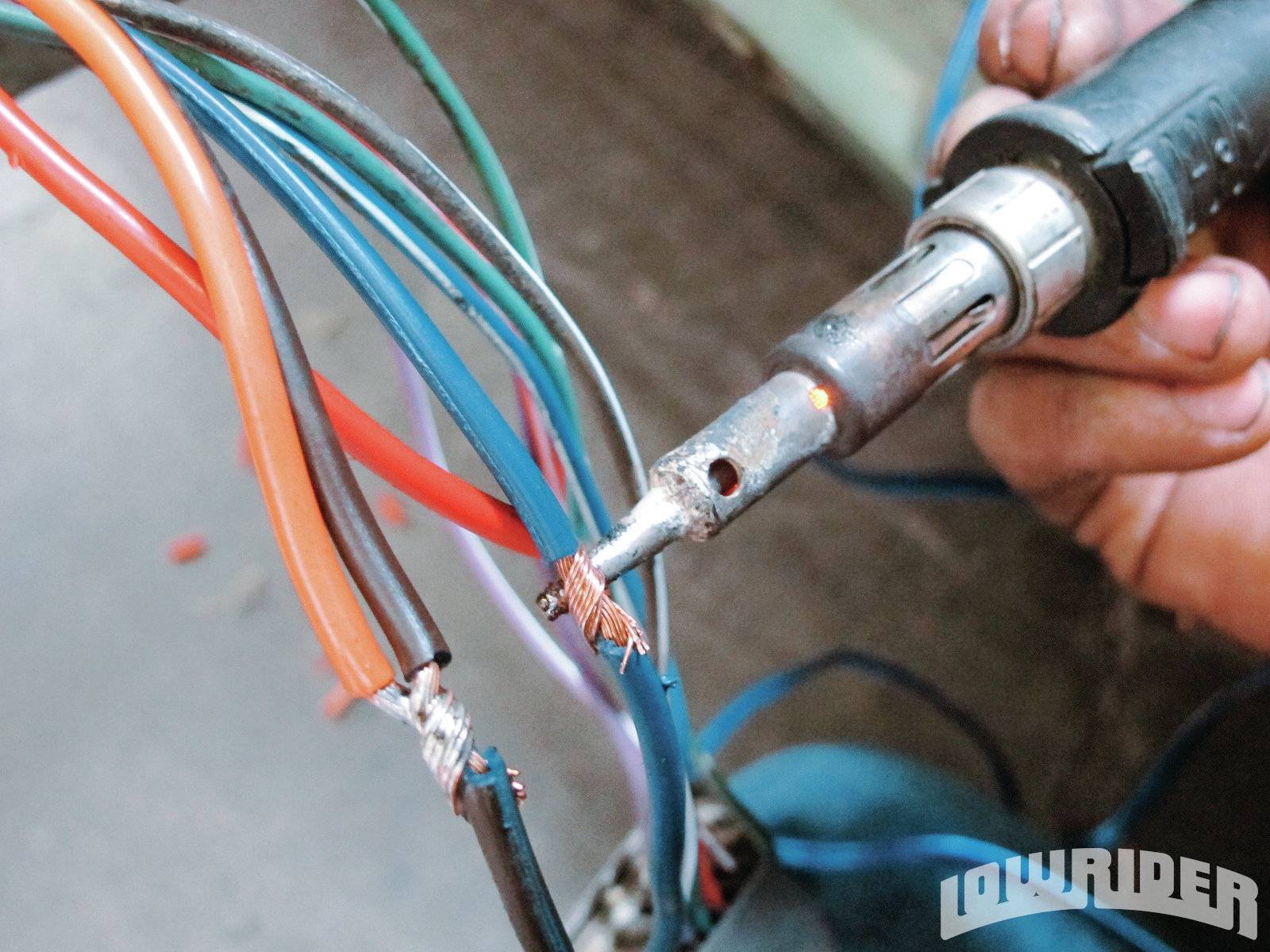
Скрутки проводов
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:
- Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
- Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
- Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
- Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.
Что паяемо, но не паяется
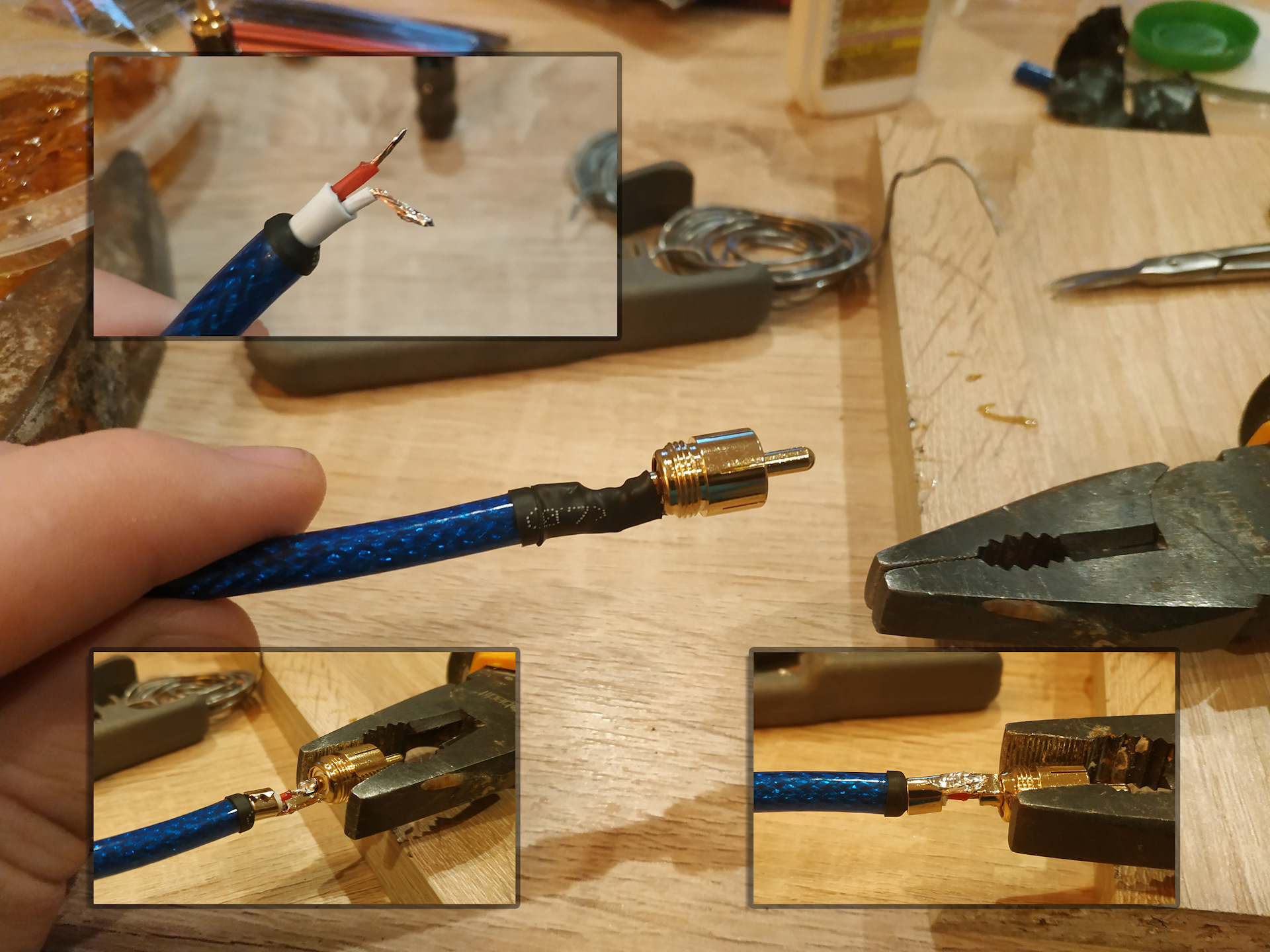
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.