
Паяльный коврик из силикона
Чтобы сделать процесс пайки более удобным, можно использовать специальные силиконовые коврики. Для заказа доступны три варианта с разными размерами — от 327 на 206 мм до 440 на 310 мм. Коврики гибкие, их можно сворачивать в трубочку. Поверхность термостойкая, легко выдерживает прикосновение горячего жала.
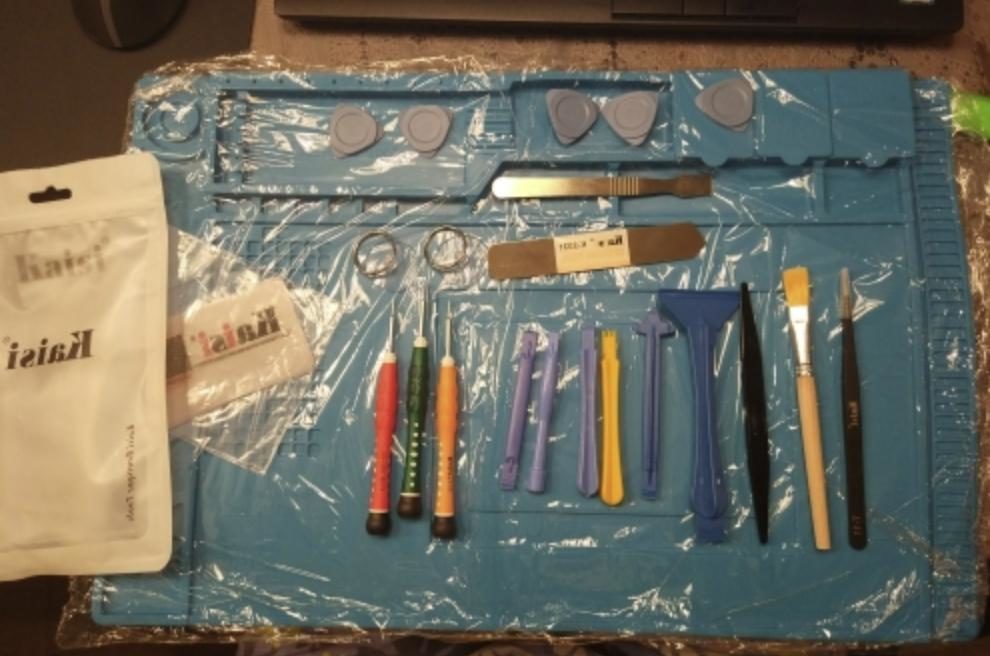
Что особенно удобно — в ковриках сделаны специальные отделения для различного используемого при пайке и ремонте инструмента и принадлежностей: пинцетов, насадок, отверток, припоя, микросхем и пр. По периметру расположены отверстия для вертикальной установки не помещающихся в эти отсеки длинных пинцетов или отверток.
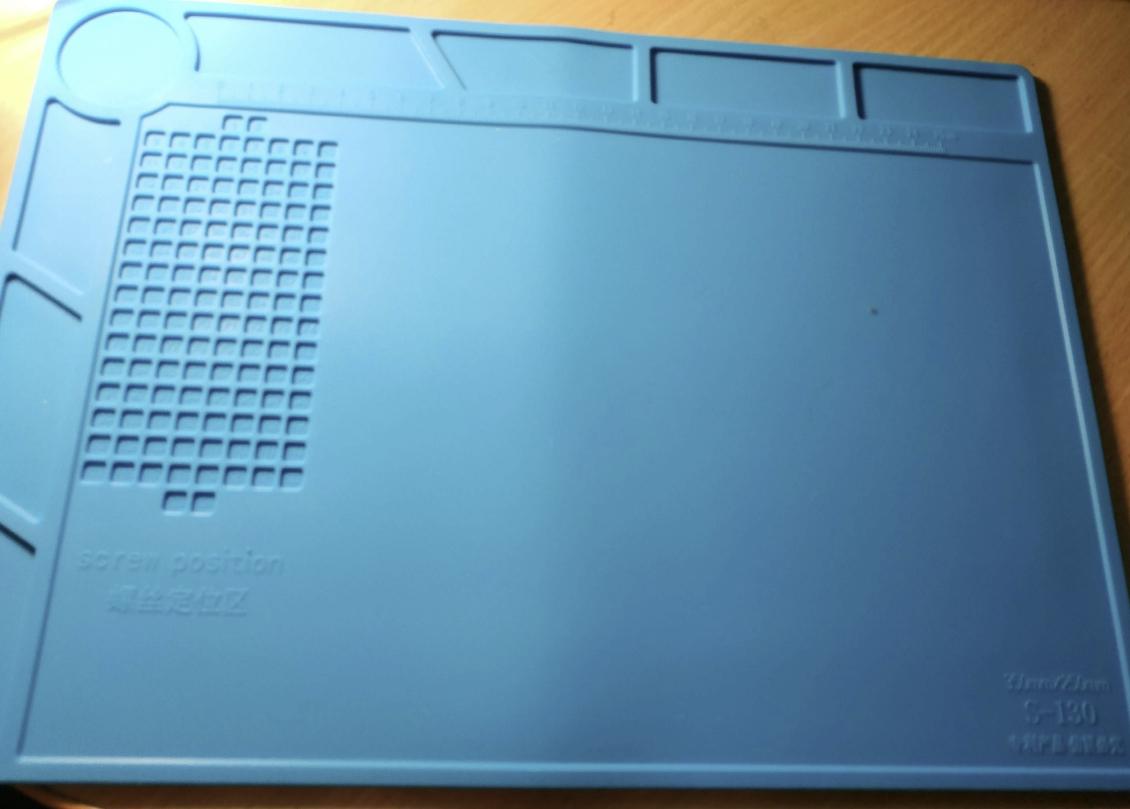
Я советую выбирать самый навороченный коврик большего размера — YH-3. Он более удобен за счет особой конфигурации центральной части. Здесь есть дополнительный ячейки для всякой мелочевки и специальные вырезы, в которых можно располагать небольшие платы. Для хранения стальных деталей используются намагниченные отсеки.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.
Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.
Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.
Газовый паяльник
Отличается повышенной пожароопасностью.
Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Пайка проводов
Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции
Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей
Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть.
Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой.
Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек.
Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям.
Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем.
Технические требования
Для того чтобы правильно выбрать паяльник для пайки микросхем потребуется более подробно разобраться с такими его характеристиками, как особенности конструкции нагревателя, потребляемая мощность и тип жала. Удобнее будет рассмотреть каждый из этих факторов по отдельности.
Конструкция нагревательного элемента
Тип узла нагрева микропаяльного устройства выбирается, исходя из предполагаемого режима работы с ним. Спиральные нагреватели, отличающиеся большой инерционностью, как правило, используются при необходимости длительной пайки изделий. В отличие от них инструменты с керамическими нагревательными элементами характеризуются высоким быстродействием, но при этом они менее долговечны.
Для начинающих радиолюбителей с небольшим стажем работ для пайки микросхем лучше всего подойдёт модель, оснащённая спиральным нагревателем. При таком выборе одновременно удаётся получить выигрыш и по расходу электроэнергии.
По способу нагрева рабочей части оптимально подходят электрические устройства, работающие от сети 220 Вольт (через трансформатор) или от USB разъёма.
Мощность
Для пайки микросхем следует применять мини паяльники с электрической мощностью до 12-ти Ватт. Обычно этот показатель стараются сделать ещё ниже, для чего не исключается вариант применения устройств, питающихся от разъёма USB (мощность не более 8-ми Ватт). В отдельных случаях выбирают паяльники с ещё меньшим показателем, не превышающим 4-х Ватт. При этих значениях мощности выход из строя миниатюрных элементов практически исключается.
Более мощный паяльник может потребоваться лишь в случае, когда необходимо выпаять заведомо неисправную микросхему. В этом случае следует применять специальные средства, обеспечивающие сохранность контактных пятачков и подводящих дорожек на демонтируемой плате.
Перед пайкой новой микросхемы из всех существующих и подходящих для этих целей моделей предпочтение следует отдать паяльникам, оснащенным терморегулятором.
Кроме того, нежелательно, чтобы мини паяльник работал непосредственно от сети 220 Вольт, так как в этом случае через него на ножки чипа может попасть высокое напряжение. Оптимальными для таких ситуаций являются пониженные величины питания (12, 24 и 36 Вольт), получаемые посредством трансформатора с регулируемой вторичной обмоткой.
Иногда такие преобразователи входят в комплект фирменных паяльных устройств или продаются отдельно. Для желающих немного сэкономить существует неплохой вариант – изготовить понижающий трансформатор своими руками. Для этого можно воспользоваться любым старым модулем, в состав которого входит трансформаторный блок, и перемотать его вторичную обмотку под требуемое напряжение.
Качество жала
Миниатюрный паяльник, помимо всего прочего, должен оснащаться подходящим для пайки микросхем жалом, которое должно быть достаточно тонким и износостойким. Его рекомендуемая толщина – не более 3 миллиметров – выбирается из условия удобства пайки ножек чипа в самых недоступных местах. Стандартное расстояние между ножками микросхемы в отдельных случаях не превышает одного миллиметра, что также определяет предельно допустимую толщину рабочей части паяльного инструмента.
При выборе следует определиться и с формой жала, оптимально подходящей для работы с микросхемами. В рассматриваемом случае проще всего воспользоваться вариантом со скошенной конечной частью, которую можно получить, если воспользоваться напильником.
Для облегчения выбора подходящего для пайки наконечника специалисты советуют при покупке паяльника обратить внимание на модели, в комплект которых входит целый набор таких жал
Ещё одной важной характеристикой рабочей части паяльника является его износостойкость, при оценке которой необходим учёт ряда факторов. Прежде всего, следует определиться с тем, имеет ли смысл приобретать дорогостоящее жало только для того, чтобы запаять одну микросхему
Прежде всего, следует определиться с тем, имеет ли смысл приобретать дорогостоящее жало только для того, чтобы запаять одну микросхему
Ещё одной важной характеристикой рабочей части паяльника является его износостойкость, при оценке которой необходим учёт ряда факторов. Прежде всего, следует определиться с тем, имеет ли смысл приобретать дорогостоящее жало только для того, чтобы запаять одну микросхему






![Приспособление для спайки скруток проводов [лайфхак]](https://takorest.ru/wp-content/uploads/6/f/a/6fa4d2944b86ac6caf5fb075836924e7.jpeg)


Но если приходится работать с чипами постоянно – лучше один раз поиздержаться и приобрести пусть и не очень дешёвый, но зато надёжный износостойкий наконечник.
Как паять SMD-компоненты?
Порядок работ
Процесс пайки при тщательном подходе к теории и получении определенного опыта не является сложным. Итак, можно всю процедуру разделить на несколько пунктов:
- Необходимо поместить SMD-компоненты на специальные контактные площадки, расположенные на плате.
- Наносится жидкий флюс на ножки детали и нагревается компонент при помощи жала паяльника.
- Под действием температуры происходит заливание контактных площадок и самих ножек детали.
- После заливки отводится паяльник и дается время на остывание компонента. Когда припой остыл — работа выполнена.
Процесс пайки SMD-компонентов
При выполнении аналогичных действий с микросхемой процесс пайки немного отличается от вышеприведенного. Технология будет выглядеть следующим образом:
- Ножки SMD-компонентов устанавливаются точно на свои контактные места.
- В местах контактных площадок выполняется смачивание флюсом.
- Для точного попадания детали на посадочное место необходимо сначала припаять одну ее крайнюю ножку, после чего компонент легко выставляется.
- Дальнейшая пайка выполняется с предельной аккуратностью, и припой наносится на все ножки. Излишки припоя устраняются жалом паяльника.
Паяльник с острым жалом 24 В.
Как паять при помощи фена?
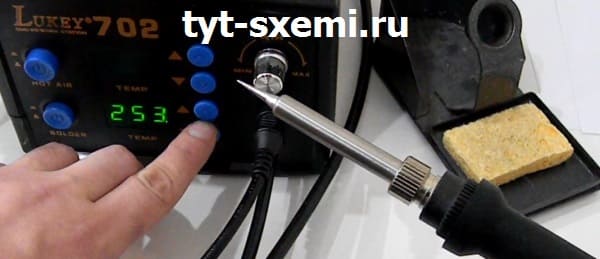
При таком способе пайки необходимо смазать посадочные места специальной пастой. Затем на контактную площадку укладывается необходимая деталь — помимо компонентов это могут быть резисторы, транзисторы, конденсаторы и т. д. Для удобства можно воспользоваться пинцетом. После этого деталь нагревается горячим воздухом, подаваемым из фена, температурой около 250º C. Как и в предыдущих примерах пайки, флюс под действием температуры испаряется и плавится припой, тем самым заливая контактные дорожки и ножки деталей. Затем отводится фен, и плата начинает остывать. При полном остывании можно считать пайку оконченной.
Фен для паяния мелких деталей
Необходимость в паяльной станции (стоимость комплекта)
Нередко для пайки микросхем предлагается воспользоваться так называемыми паяльными станциями, которые содержат в своём составе полный комплект всех необходимых инструментов и приспособлений. В него могут входить:
- модуль управления температурой жала;
- термический фен;
- специальная подставка и средства очистки жала, а также все необходимые расходные материалы.
В этом случае также как и с жалом следует исходить из того, как часто приходится работать с микроэлементами и принимать определённое решение с учётом этого обстоятельства.
Самые простые и дешевые модели стоят не более 300 рублей, но с их помощью обеспечить качественную пайку вряд ли удастся. Но и дорогие полупрофессиональные модели за 6-7 тысяч рублей также не имеет смысла покупать ради нескольких часов работы.
Оптимально подойдут паяльники среднего ценового диапазона (порядка 1-2 тысячи рублей), обеспечивающие все необходимые функции, востребованные при работе с микросхемами.
Удобный стенд для пайки
Довольно интересная штуковина, которая может сделать процесс пайки более удобным и эффективным. Специальный зажим позволяет надежно закрепить конструкцию на столе. Резиновая прокладка исключает проскальзывание. С помощью четырех гибких трубок с крокодильчиками печатную плату легко зафиксировать в максимально удобном для пайки положении.
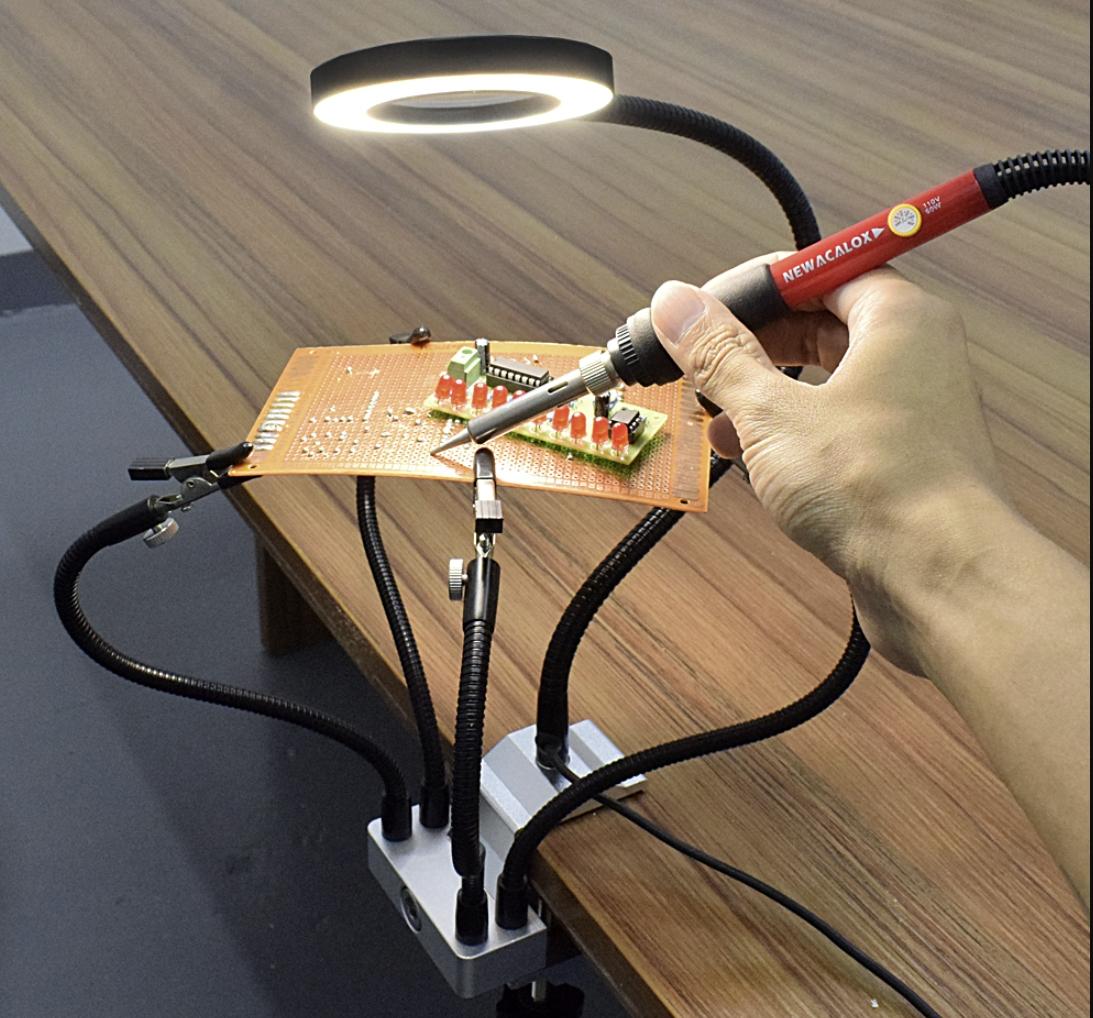
В комплекте идет мощная линза диаметром 60 мм с 3-кратным увеличением. Линза оснащается светодиодной регулируемой подсветкой, запитываемой от USB. Можно регулировать не только силу освещения, но даже цвет подсветки.

Этот станок особенно удобен при ремонте небольших плат, где требуется высокая точность движений. Линза позволяет хорошо «прицелиться», а зажимы надежно удерживают модуль во время пайки.
Добротная паяльная паста
Для пайки BGA микросхем удобно использовать специальную пасту, содержащую припой вместе с флюсом. Вот эта паста поставляется в тюбиках по 10 см3. Довольно удобная упаковка, в тюбике. Пасту легко нанести на плату. Делать это нужно аккуратно, слишком много наносить не следует.

Припой состоит из 63% олова и 37% свинца. Плавится при 183 °C. Если паять термофеном без подогрева платы, то выставлять нужно примерно 300—350 °C. Точнее не скажешь, это зависит от конкретного фена или паяльной станции. Паста хорошо подходит и для работы с профессиональными ИК-станциями.

Рассчитана прежде всего на BGA, но с ней можно паять и SMD. В общем — нужная в хозяйстве вещь. А если вы постоянно ремонтируете мобильные телефоны, так и просто необходимая.
Качественные плоскогубцы для проводов
Вот этот инструмент особенно всем советую. Очень удобные плоскогубцы с множеством функций. Сделаны из качественной легированной стали с добавками хрома и молибдена. Резиновые ручки обеспечивают изоляцию и хороший контакт без проскальзывания. Но самое главное — это широкий функционал.

Плоскогубцами удобно захватывать и накручивать проволоку, зачищать провода диаметром 0,75—1,5 мм и 2,5 мм, снимать изоляцию с кабелей, откусывать жилы и пр. Эта универсальная вещица заменит вам кусачки, инструменты для зачистки и обжима. Плоскогубцами можно обжимать клеммы, соединители, втулки и пр.

С помощью специальных вырезов удобно крутить гайки и болты. Насечки позволяют откручивать арматуру произвольной формы. Замок-фиксатор предохраняет плоскогубцы от случайного раскрытия. При всем этом инструмент довольно легкий — всего 190 г.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат.
В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном
содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не
удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров
припоев нескольких производителей:

Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм²
он хорошо спаяет, но скрутки толще он только испортит.

Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать,
какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые,
покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок
помогает процессу пайки.

Ошибки и основные принцип пайки
Некоторые умельцы утверждают, что паять такие элементы своими руками очень сложно и довольно неудобно. На самом деле, аналогичные работы с ТН-компонентами проводить намного труднее. И вообще эти два вида деталей применяются в различных областях электроники. Однако многие совершают определенные ошибки при пайке SMD-компонентов в домашних условиях.
SMD-компоненты
Главной проблемой, с которой сталкиваются любители, является выбор тонкого жала на паяльник. Это связано с существованием мнения о том, что при паянии обычным паяльником можно заляпать оловом ножки SMD-контактов. В итоге процесс паяния проходит долго и мучительно. Такое суждение нельзя считать верным, так как в этих процессах существенную роль играет капиллярный эффект, поверхностное натяжение, а также сила смачивания. Игнорирование этих дополнительных хитростей усложняет выполнение работы своими руками.
Пайка SMD-компонентов
Чтобы правильно паять SMD-компоненты, необходимо придерживаться определенных действий. Для начала прикладывают жало паяльника к ножкам взятого элемента. Вследствие этого начинает расти температура и плавиться олово, которое в итоге полностью обтекает ножку данного компонента. Этот процесс называется силой смачивания. В это же мгновение происходит затекание олова под ножку, что объясняется капиллярным эффектом. Вместе со смачиванием ножки происходит аналогичное действие на самой плате. В итоге получается равномерно залитая связка платы с ножками.







Контакта припоя с соседними ножками не происходит из-за того, что начинает действовать сила натяжения, формирующая отдельные капли олова. Очевидно, что описанные процессы протекают сами по себе, лишь с небольшим участием паяльщика, который только разогревает паяльником ножки детали. При работе с очень маленькими элементами возможно их прилипание к жалу паяльника. Чтобы этого не произошло, обе стороны припаивают по отдельности.
Из чего состоит комплект
В набор для учеников входит паяльник, как правило, простейшей конструкции. Он позволяет проводить пайку скруток проводов, монтаж радиоэлементов на плату. Мощность такого паяльника обычно бывает 25-40 Вт.
Припой, входящий в простейший паяльный набор, это чаще всего универсальный оловянно-свинцовый марки ПОС-61 в виде прутка диаметром 8 мм. В качестве флюса выступает сосновая канифоль в пластиковой или металлической баночке.

В зависимости от цены и от сложности работ, которые предстоит выполнять при помощи набора, качество и разнообразие компонентов, составляющих его, меняются к лучшему. Набор для пайки повыше уровнем уже будет содержать паяльник со сменными жалами, возможно даже с регулятором температуры жала.
Для удобства пользования паяльником предусматривается подставка с держателем. Кроме паяльника в комплекте будут один или несколько пинцетов, несколько припоев и флюсов, позволяющих паять не только медь и ее сплавы, но и алюминий, нержавеющую сталь и другие материалы.

Пайка проводов

Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
Основные виды соединения проводов под пайку
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Конструкции распределительных коробок
Соединение проводов производится в распределительных (или распаечных) коробках, потому что это наиболее удобный способ монтажа. При любых неполадках и необходимости прозвонки отдельного провода стоит только открыть коробку и выявить предполагаемый к тесту проводник. Соединить провода в коробке можно несколькими способами, которые описаны в Правилах установки электроустановок (ПУЭ).
 Электропроводка в помещениях обычно прокладывается в 15 сантиметрах под потолком. На этом же расстоянии устанавливается и распредкоробка. Их чаще всего размещают по одной на комнату. По конструкции коробки разделяют на внешние и внутренние. Внутренние устанавливают в углубление в стене и закрывают отделочным материалом. Поэтому неспециалисту бывает трудно их найти. Если толщина стены не позволяет установить внутреннюю распаячную коробку, то применяется внешняя. Такой тип часто используется в частных деревянных домах.
Электропроводка в помещениях обычно прокладывается в 15 сантиметрах под потолком. На этом же расстоянии устанавливается и распредкоробка. Их чаще всего размещают по одной на комнату. По конструкции коробки разделяют на внешние и внутренние. Внутренние устанавливают в углубление в стене и закрывают отделочным материалом. Поэтому неспециалисту бывает трудно их найти. Если толщина стены не позволяет установить внутреннюю распаячную коробку, то применяется внешняя. Такой тип часто используется в частных деревянных домах.
Распредкоробки бывают двух форм: прямоугольной и круглой (полукруглой). Из коробки имеются четыре вывода, оснащенные штуцерами для крепления кабель-каналов или гофрошлангов. В современном подходе к прокладке кабелей всегда используются эти изделия.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70
Олово – 30 |
3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60
Олово – 40 |
3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10
Олово – 90 |
4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2
Свинец – 37 Олово – 61 |
4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39
Олово – 61 |
4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3
Свинец – 33,3 Олово – 33,3 |
– | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50
Свинец – 25 Олово – 50 |
– | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3
Свинец – 45,1 Олово – 6,9 |
– | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5
Висмут – 50 Свинец – 25 Олово – 12,5 |
– | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Паяльный набор ST 936
Отличная штуковина, обеспечивающая высокое качество пайки. Подойдет и новичкам, и опытным мастерам. Паяльник оснащен цифровым дисплеем. Температура регулируется в пределах 180—480 °C с шагом 5 градусов. Жало разогревается всего за 8 секунд. Мощность паяльника — 60 Вт.

Что мне особенно нравится — очень хорошая комплектация. В набор входят 5 сменных паяльных наконечников разной формы, 6 отверток, припой, подставка с губкой и 8 удобных инструментов, включая два антистатических пинцета. С помощью вакуумного отсоса можно удалять с платы лишний припой. В некоторых комплектациях есть мультиметр.

Для хранения и переноса всего перечисленного используется вместительная и компактная сумка. Очень удобный и практичный набор за небольшие деньги — рекомендую
Мультиметр ANENG AN8009
Очень приличный бюджетный девайс с серьезными возможностями. Тестер очень компактный и легкий, его удобно переносить в прилагаемой сумке. Комплектация включает 8 пар разных насадок (щупы, крокодилы), датчик температуры и инструкцию.

Помимо напряжения, тока и сопротивления, мультиметр измеряет емкость, частоту и температуру. Есть возможность проверки диодов и транзисторов. Что особенно нравится в этом гаджете — функция бесконтактного обнаружения сетей переменного тока. С этим приборчиком вы точно не просверлите проводку в стене.
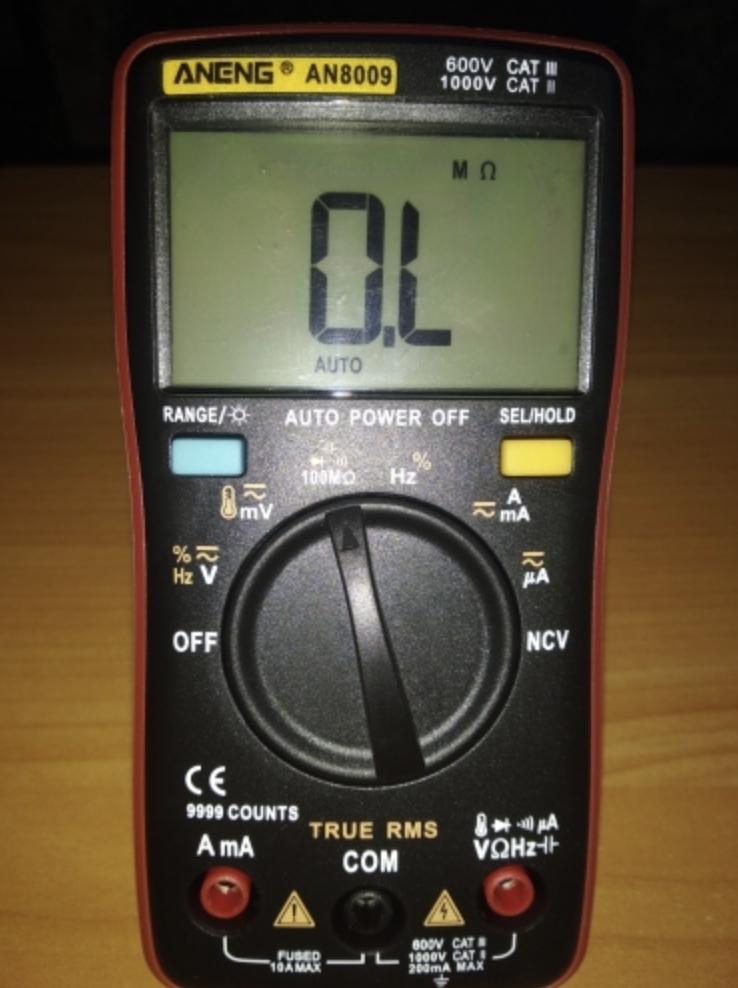
Есть два режима измерений — автоматический и ручной. Автоматика работает хорошо, тестер моментально определяет нужный диапазон и показывает точное значение параметра. Работает от двух батареек, которые в комплект не включены. Это — единственный очень условный «недостаток», все остальное — на высоком уровне.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.








Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Для чего нужны распределительные коробки
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Преимущества импульсного паяльника
Выше мы уже дали описание основных недостатков устройства, которые заключаются в сильном нагреве части корпуса рядом с жалом и необходимости постоянно удерживать кнопку. Теперь поговорим о преимуществах, которые обеспечивает импульсный паяльник:
- экономичный расход электрической энергии; ток подается на жало только по нажатию кнопки;
- возможность заменять жало на более тонкую или толстую проволоку, ориентируясь на особенности тех или иных работ;
- регулировка мощности, а вместе с ней – и температуры разогрева жала;
- микропроцессорное управление с эффективной защитой от перегрева и перегрузки;
- удобная рукоятка, которая хорошо ложится в руку;
- опция форсированного нагрева, которая позволяет мгновенно разогреть соединяемые детали и припой, быстро соединить провода или установить микросхему на плату.
К преимуществам можно отнести также отсутствие необходимости в сложном обслуживании паяльника. Вам потребуется лишь периодически заменять изношенное или сильно загрязненное жало, устанавливая новый отрезок проволоки.
Выбор приспособлений
Для защиты от пожара при пайке необходимо использовать подставку для паяльника.
Выбор приспособлений для удерживания деталей зависит от воображения и приобретенных навыков. Это могут быть всевозможные зажимы, пинцеты, тиски, которые призваны обеспечить нужное положение и неподвижность деталей. Подставка для паяльника предотвратит порчу стола, на котором работают, и других окружающих предметов от температуры. При пайке крупных конструкций понадобятся приспособления для нагрева деталей. Для регулировки температуры паяльника можно использовать светорегулятор – диммер.
Если предстоит делать паяльные работы регулярно, то лучшим вариантом будет использование паяльной станции. Такие станции оснащены устройством регулировки и поддержания температуры жала инструмента в заданных пределах. В комплектацию таких станций, как правило, входит большой набор вспомогательных приспособлений. Часто паяльщик попадает в такое положение, что ему не хватает рук. Существует приспособление “третья рука”, позволяющее удобно расположить и закрепить соединяемые детали. Поролоновую губку используют для очистки наконечника.
Технология пайки и лужения

Простой способ лужения
Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Заключение
Пайка – востребованная, в современном мире, технология. Выбор основного и вспомогательного оборудование требует индивидуального подхода и зависит от навыков мастера и рода его деятельности.
Мастер по ремонту оргтехники Дудник Роман Никитович. Опыт работы – 10 лет: «За время работы я перепробовал много припоев. Как показывает практика, для работы с офисной техникой лучше ПОС-61 ничего не придумали, хотя некоторые китайские материалы вполне могут составить ему конкуренцию. Их недостаток – нестабильность. Качество различных партий может сильно отличаться, поэтому во время работы нужно быть внимательнее