
Общие правила применения

Для пайки обычно используется оловянно-свинцовый припой (ПОС). В составе его основным компонентом всегда служит олово, а свинец добавляется в пропорции, в зависимости от которой припой приобретает необходимые для пайки свойства.
Свинец делает материал более мягким и текучим, в то время как олово обеспечивает прочность застывшего стыка.
Несмотря на наличие свинца, текучести часто недостаточно, чтобы преодолеть силы поверхностного натяжения в капле припоя и при малой величине сцепления с поверхностью металлов припой остается в форме капли, не желающей прилипать к деталям.
Если предварительно поверхности очистить от окислов, то сила сцепления превысит силы поверхностного натяжения и припой растечется по поверхности, обеспечивая хорошую адгезию, то есть прилипание.
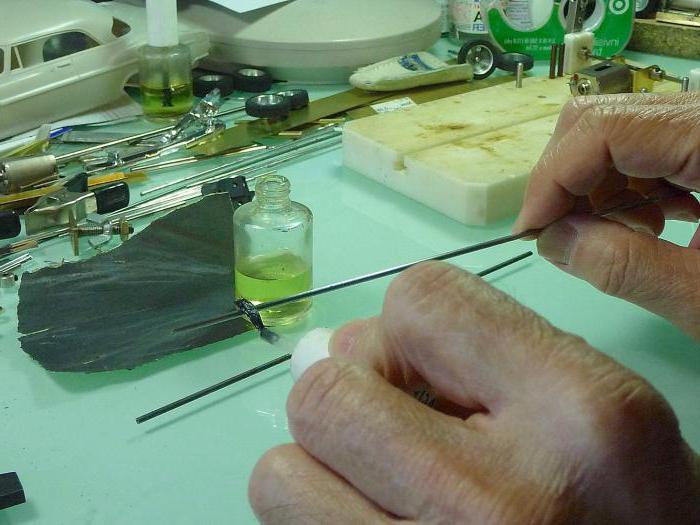
Для очистки поверхности ее механически зачищают при помощи напильника или наждачной бумаги и наносят паяльную кислоту. Наносить ее можно маленькой кистью из натуральных материалов или при помощи небольшой лопатки.
Часто состав содержится в пластиковых бутылочках с дозаторами, которыми удобно пользоваться. Флюс должен покрыть всю поверхность, предназначенную для пайки, иначе припой не будет хорошо прилипать к ней.
Во время контакта разогретого припоя с поверхностью, паяльная кислота испаряется, но ее присутствие уже не требуется. После того как припой нанесен, он сам выполняет защитную функцию, препятствуя окислению. Этот процесс называется лужением.
Лужению подлежат обе спаиваемые заготовки. После лужения можно легко соединить их, нанеся дополнительно припой на место стыка.
Конечно же, при пайке паяльником, инструмент тоже должен быть чистым и жало, сделанное из меди, не должно содержать пленок окислов. Для этого предварительно жало тоже необходимо облудить, обмакнув его разогретым в паяльную кислоту и нанеся на него припой.
Классификация флюсов
То, как работает вещество для пайки, понять легко. Но его еще нужно правильно выбрать, а для этого нужно изучить и учесть виды флюсов. И в этом состоит главная сложность, так как нужно учесть очень много параметров при выборе.
Подробнее о том, на какие категории подразделяются средства для пайки и чем они друг от друга отличаются, рассказывается далее.
Существует огромное множество разновидностей флюсы в зависимости от назначения, необходимо правильно подобрать нужный состав
По типу воздействия на контакты
Среди типов флюсов для пайки выделяют:
- Бескислотные флюсы или «нейтральные». Они не уничтожат спайку и вообще не показывают никаких химических реакций в тех зонах, где сделана спайка. Используются обычно для спайки небольших деталей. В само средство входят этиловый спирт, глицерин, скипидар. Температура плавления достигает 150 градусов.
- Антикоррозийные имеют ортофосфорную кислоту как основной ингредиент, что часто используется для производства антикоррозийных пропиток. Поэтому при нагревании эти составы не только очищают место спайки от возникшей коррозии, но и предотвращают ее повторное появление.
- Активные составы имеют соляную кислоту, поэтому используются только для железа. Для радиотехники не подойдут, так как портят плату. Этот флюс удаляет окислы, вступает в реакцию с самим металлом, из-за этого соединения получаются очень прочными. Зачистка перед работой обязательна, как и строгое соблюдение правил безопасности — такие вещества для пайки ядовиты при испарении. Будьте осторожны, так как этот флюс окажется хорошим проводником из-за своего состава. Так что, если им работать неаккуратно, можно получить короткое замыкание. Иногда активные средства для пайки делаются из хлористого цинка.
- Активированные — делаются из салициловой кислоты или анилина солянокислого, делать зачистку перед их использованием не требуется, так как они сами очищают место спайки. Смывать не требуется, но обычно рекомендуется. Обычно такой состав применяется для соединения, которое будет постоянно механически повреждаться.
- Защитные флюсы для пайки не вызывают никакой химической реакции, не выделяют вредные вещества при пайке, защищают материалы от коррозии. Их изготавливают из вазелина, воска или оливкового масла. Плавиться такие средства для пайки начинают при 70 градусах, зачистка при их применении не требуется.
Это не все виды флюсов, но самые распространенные.
По состоянию
Помимо состава, флюсы для пайки различают по консистенции:
- Пастообразные использовать удобнее всего. Они легко наносятся, не высыхают моментально после нанесения и подходят для всех видов пайки. Но нужно помнить, что так как они самые распространенные, легко наткнуться на подделки, так что выбирать нужно внимательно. А хранят такие флюсы в шприцах, нанося на место пайки только в нужных количествах.
- Твердые составы многим подходят по своей цене и нейтральным свойствам. Но у них есть и недостатки, к примеру, низкое поверхностное натяжение, а также они не удаляют окислы, их не всегда удобно наносить, много вредных испарений.
- Жидкие флюсы наносить проще всего, благодаря чему время на пайку значительно сокращается. Однако, такие средства быстро высыхают и могут пролиться, а удалять их с любых поверхностей очень трудно. Самый распространенный вид жидких флюсов для пайки — канифоль, продающаяся с кисточкой для удобного нанесения.
Виды паяльных кислот и особенности применения
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения
Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.
 Хлористый цинк
Хлористый цинк
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор
Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь
Все действия производятся на проветриваемом месте.
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия.
Пайка олеиновой кислотой позволяет производить стыковку материалов из медных и алюминиевых сплавов, без образования химической пленки и окисления.
 Олеиновая кислота Б-115
Олеиновая кислота Б-115
Флюс используется для защиты от процессов коррозии на стыке, при механическом воздействии, образуется новая пленка, что позволяет не беспокоится о надежности соединения.
Взамен паяльной кислоты, другие флюсы не имеют схожих свойств, возможно применение машинного масла с растертыми опилками, процесс пайки происходит втирание состава при стыковке. При нагревании олеиновый тип паяльной кислоты испаряется, но место пайки залужено, о качественном соединении бессмысленно беспокоится.
Ортофосфорная кислота
При обработке металлов ортофосфорным раствором происходит построение защитной пленки, препятствующей образованию окислов, химических реакций металла. Характеристики раствора состоят в бесцветной субстанции, неорганического рода. Гигроскопичная структура в виде пастообразной структуры взаимодействует при нагревании и растворяется в жидкий состав. Обладает хорошими свойствами текучести, легко убирается водой после работы.
 Пайка ортофосфорной кислотой
Пайка ортофосфорной кислотой
Применяется ортофосфорная кислота при пайке углеродистых, легированных сталей. Также к работе подходят сплавы меди и никеля, рабочая температура при паяльных работах начинается от 350 градусов. Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Флюс ВТС
Салициловая основа, распространенная составом аспирина, применяется как составляющая часть флюса для пайки. Наиболее широко применяется к работе с драгоценными металлами, ввиду слабого взаимодействия с частицами изделия.









Основное преимущество, это защита от окисления места пайки, нет необходимости удалять флюс, если только не предъявляются дополнительные требования.
 Флюс-паста ВТС
Флюс-паста ВТС
Универсальность применения, дешевое изготовление позволяют применять паяльную кислоту на основе салициловых соединений. Едкие выделения предполагают рабочую вытяжку при выполнении паяльных действий, также отрицательной стороной является плохое взаимодействие с алюминием.
Возможно использовать подручные средства, достаточно растереть таблетку аспирина или другой препарат, содержащий салициловую кислоту. Наносится порошок на место пайки, при работе с проводами пайку возможно производить прямо на таблетке. Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Что необходимо знать о флюсе
Флюс – это вещество, которое облегчает процесс пайки. Оно удаляет окислы до спаивания деталей и во время лужения. Из-за высоких температур пайки реакция окисления ускорятся, и оксидный слой появляется быстрее на спаиваемых поверхностях. Флюс уменьшает этот процесс, а также смачивает поверхность, благодаря чему появляется эффект «поверхностного натяжения» и припой легче распределяется.
Выбор паяльной станции, как и поиск необходимого флюса для работ напрямую зависит от того, какую именно вы преследуете цель.
Например, для радиолюбительства подойдут низкобюджетные материалы. А вот для ремонта необходимо использовать безотмывочные вещества, тем более если дело касается BGA пайки.
Основные функции и свойства
Перед пайкой на контактах присутствуют окислы. Так как контакты состоят из металла они окисляются в окружающей воздушной среде. Этот химический процесс протекает постоянно, если поверхность металла не защищена каким-либо слоем лака или иного изолятора от воздуха.
Чтобы надежно и качественно припаять контакты друг к другу их необходимо предварительно залудить припоем. С этого этапа начинается одна из главных и ключевых функций флюса.
Основные функции флюса:
- быстрое удаление окислов с контактов при пайке
- создание поверхностного натяжения при нанесении припоя на поверхности пайки
- дополнительная защита места припаянного контакта от окружающей среды (воздуха или попадания влаги, антикоррозийность)
Параметры и свойства:
- остаточные эффекты (нужно отмывать остатки флюса или нет)
- сопротивление (Ом)
- рабочая температура
- форма вещества (пастообразная, жидкая или твердая)
- выбросы при работе
- стоимость
Как мы можем заметить, этих факторов очень много. Например, форма флюса играет важную роль при выполняемой работе. Жидкая канифоль намного практичнее твердой, если вам необходимо сделать пайку несколько десятков проводов. А вот пастообразный флюс при тонкой работе выигрывает у всех. Он не сильно растекается, его удобно дозировать. Однако использовать подобный флюс для пайки проводов не стоит, это экономически не выгодно.
Требования к флюсам
Так как флюсы имеют разные химические составы и предназначение, то и требования к ним могут быть разные. Например, для безотмывочных флюсов категорически не приемлема кислота. В некоторых отраслях электроники, таких как системы безопасности, медицинская и военная техника главные параметры — это их устойчивость во время эксплуатации к различным внешним факторам. И качество пайки это один из факторов надежности устройства. Особенно, если это касается SMD компонентов и BGA микросхем.
Удаление остатков
Для чистки платы после пайки отлично подходят такие средства, как бензин «Калоша», изопропиловый спирт и Flux Off.
Чистку можно делать только в проветриваемом помещении!
Используйте небольшую баночку с маленьким отверстием (или дозатором) для хранения бензина, чтобы не приходилось постоянно открывать и закрывать бутылки. Например, можно использовать бутылочку от перекиси водорода.
Плату удобно чистить при помощи ватных палочек, дисков или обычной зубной щеткой.
Разновидности флюсовых составов
 При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
Для полного понимания сферы применения и особенностей работы необходимо ознакомиться с известными видами используемых на практике флюсов.
В соответствие со своим основным назначением, а также по степени воздействия на соединяемые изделия все флюсовые составы для пайки подразделяются на следующие категории:
- неактивные или нейтральные флюсы, не включающие кислот и практически не проводящие электрический ток;
- активные или кислотные флюсовые реактивы, приготавливаемые на основе соляной кислоты;
- защитные (антикоррозийные) флюсы, позволяющие уберечь контактную зону пайки уже готового соединения от ржавчины и разрушения.
Каждая из этих категорий находит свою сферу применения. Есть флюсы, которые нужны преимущественно для пайки электронных схем. Производят флюсы в виде паст, гелей и жидкостей.
А известный флюс бура применяется в виде порошка, и нужен для пайки медных труб. Паяльная паста – смесь припоя и флюса – нужна для поверхностного монтажа деталей на платах.
Правильный выбор флюсов
Выбор кислоты зависит от сферы применения. Учитывается не только состав вещества, но и его концентрация. Хотя при определенных условиях, его можно разбавить в домашних условиях
Химические вещества имеют непродолжительный срок годности, поэтому при покупке необходимо обратить внимание на дату изготовления флюса
При выборе кислоты нужно изучить свойства каждой из них. Если изделия достаточно старые и коррозионные процессы ярко выражены – оптимально использование ортофосфорной кислоты. Она эффективно удалит оксиды и ржавчину, что обеспечит надежное соединение.
Серная кислота, в силу своей агрессивности, применяется для спаивания изделий большой толщины, так как вред от нее в этом случае минимизируется.
Соляная кислота, наоборот, универсальна в своем применении. Ее применяют для пайки различных металлов, в том числе цветных и их сплавов.
Важно отметить! Если в растворе наблюдается заметное количество осадка – кислота непригодна к применению. Либо вышел срок годности, либо изготовлен некачественный продукт
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Читать также: Очистить латунь от окислов в домашних условиях
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).









Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.

Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения.

Чистка металла паяльной кислотой
Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Виды флюсов
Все флюсы подразделяются на 3 большие группы:
- Кислотные (активные);
- Слабоактивные;
- Нейтральные (неактивные или защитные).
Основным практическим различием активных флюсов от слабоактивных и нейтральных является необходимость удаления их остатков по завершению процесса пайки – входящие в состав таких веществ кислоты и агрессивные соли, оставаясь на спаянных поверхностях или деталях, будут причиной ускоренной коррозии.
На заметку. Помимо описанной выше классификации по температуре плавления, все данные вещества подразделяются на две большие группы: легкоплавкие и тугоплавкие.
Легкоплавкие (канифоль, ее спиртовые растворы, паяльные кислоты) вещества применяются для пайки черных и цветных металлов оловянно-свинцовыми припоями при температурах до 5000С. Тугоплавкие вещества (прокаленная бура, раствор буры в борной кислоте, хлориды кальция и бария) используются для пайки черных и цветных металлов медными, серебренными и медно-латунными припоями при температурах свыше 5000С.
Канифоль
Представляет собой твердое стекловидное аморфное вещество светло-желтого или темно-оранжевого цвета, получаемое из смолы хвойных пород. Плавится при небольшой температуре, выделяет мало дыма и вредных для человеческого организма веществ.
Применяют канифоль при пайке радиодеталей легкоплавкими оловянно-свинцовыми припоями.
Паяльные кислоты
Данный вид флюса представлен неорганическими низко концентрированными кислотами: ортофосфорной или соляной. Для увеличения активности кислоты и улучшения растворения ею оксидных пленок в нее часто добавляют такую соль, как хлористый цинк. Благодаря текучести, она хорошо подходит для работы в труднодоступных местах.
Интересно. Недостатком паяльных кислот является необходимость удаления их остатков после завершения паечных работ.
Применяют паяльные кислоты для лужения устойчивых к коррозии сталей, меди, железа с цинковым покрытием, деталей из никеля или хрома.
Спиртовые растворы
Наиболее распространенным составом данного вида является спирто-канифольный раствор, представляющий собой 20-25 % раствор канифоли, растворенной в этиловом спирте. Для увеличения активности и спектра выполняемых паечных работ в такой раствор часто добавляют различные соли: хлорид цинка, хлорид диэтиламмония, хлорида фениламмония. Благодаря жидкому агрегатному состоянию, он хорошо наносится на спаиваемые поверхности, не требует удаления остатков после завершения паечных работ.
Не содержащие добавок спиртовые растворы используют для обычной пайки с использованием легкоплавких припоев, содержащие различные активные соли разновидности применяют при пайке черных и цветных металлов, а также их сплавов (медь, латунь, алюминий и т.д.).






Основными недостатками спирто-канифольного раствора являются летучесть основного компонента – этилового спирта, его усиленное испарение при пайке и хранении в негерметично закрытой емкости.
Водные растворы и подручные средства
Данный список самодельных веществ представлен чаще 16%-ти процентным водным раствором ортофосфорной кислоты с добавлением 3,7-4,0% этилового технического спирта. Используются такие растворы для пайки, как черных, так и цветных металлов, их сплавов.
Готовые составы
Представляют собой готовые составы (паста флюс, состав марки фпп), удобные для нанесения и часто помещаемые внутрь трубчатого припоя проволоки. Применяются, как правило, при пайке легкоплавкими низкотемпературными припоями.
Бура
Бура – высокотемпературный порошкообразный флюс, применяемый при пайке стальных, чугунных, бронзовых и медных деталей с использованием тугоплавких медно-цинковых или серебряных марок припоев.
Часто буру для удобства и увеличения эффективности растворяют в борной кислоте. Благодаря небольшой цене и широкому спектру выполняемых с помощью буры паечных работ, она является универсальной и востребованной как в радиоэлектронике, так и в пайке цветных и черных металлов.
Гелевые флюсы
Гелевые флюсы – самые удобные и надежные. Представляют собой смесь измельченного канифолевого порошка и растворителя. Выпускаются в небольших шприцах для специальных пистолетов-дозаторов, хорошо наносятся, не требуют удаления со спаиваемых поверхностей. Применяются такие вещества для паечных работ в радиоэлектронике.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения.
 Чистка металла паяльной кислотой
Чистка металла паяльной кислотой
Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
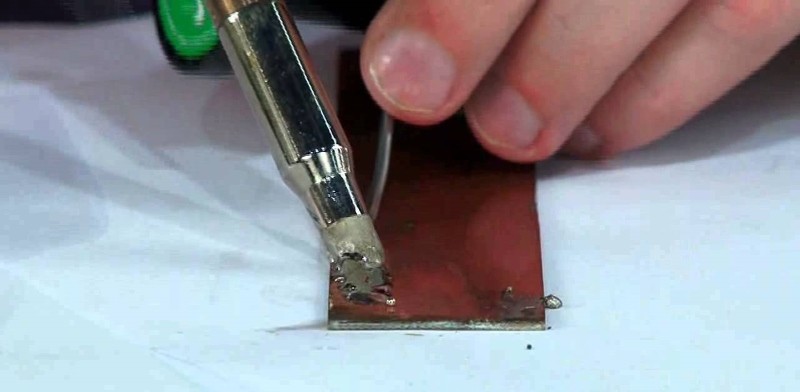
Особенности пайки металлов
Паяльная кислота используется во многих случаях, перед работами важно следовать шагам:
- Грубые загрязнения, окисления металла очищаются наждачной бумагой или напильником.
- Аккуратно наносится флюс с помощью кисточки или специального дозатора, раствор находится в жидком состоянии, поэтому легко растекается по поверхности.
- Лужение происходит с нанесением припоя, изделия скрепляются между собой.
После окончания процесса необходимо удалить остатки раствора. Сделать это можно обычной мыльной водой или раствором соды.
Плюсы и минусы паяльной кислоты
Раствор имеет ряд несомненных положительных свойств:
- устраняет почти все окислы, образующиеся на металлических конструкциях;
- препятствует повторному образованию окислительного налета;
- применяется в растворенной субстанции, но может и в концентрированном виде;
- несложная технология использования, отличается быстрым воздействием на металл.
Разумеется, есть и минусы:
- паять с помощью кислоты можно не все материалы, так как вещество очень агрессивно;
- кислота сохраняет свои свойства не более полугода, к тому же в течение этого времени обязательно соблюдать правила хранения;
- хранить в специальных емкостях в помещениях с отличной циркуляцией воздуха – непосредственный контакт с веществом без средств защиты очень опасен для организма человека.
Паяльная кислота широко применяется при пайке миниатюрных небольших предметов, так как выпускается в жидкой форме.