
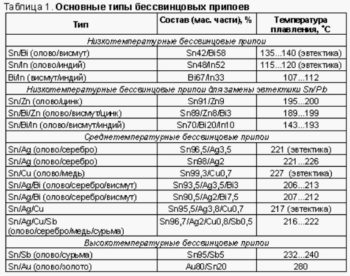
Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
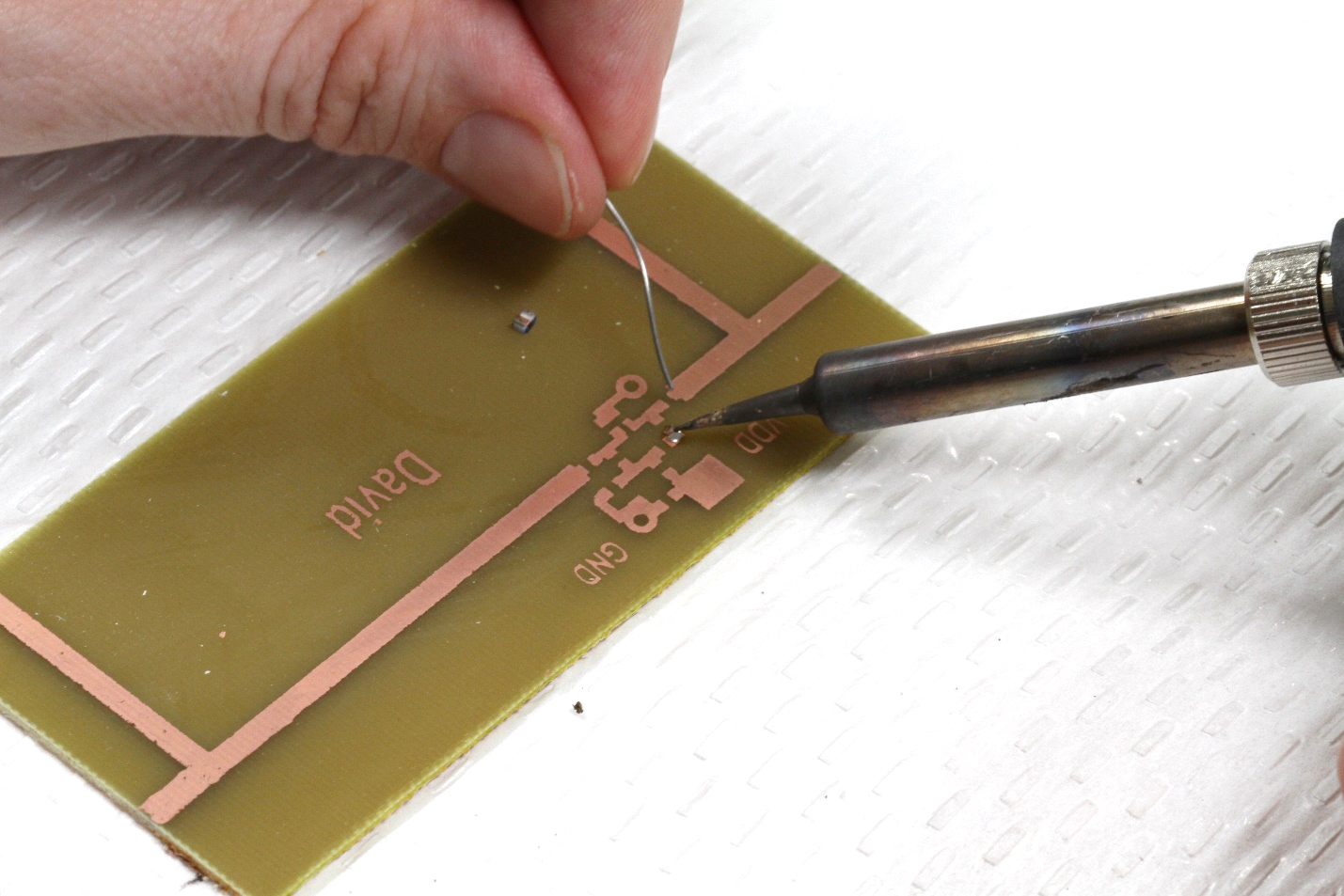
 С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
 ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Основные свойства
Смачиваемость пайки
Такой термин означает сцепление молекул жидкого расплава с твёрдой поверхностью, от степени которой зависит текучесть пайки. Для хорошей пайки жидкий припой качественно смачивает поверхность, где происходит пайка, а граница его образует острый угол.
Высохший флюс удаляется только при помощи механической зачистки, потому что появился дополнительный сплав. Если капля расплавленного вещества образует тупой угол с поверхностью, то это указывает на неудовлетворительное качество смачивания, которому противодействуют загрязнения, жировые пятна или оксидная плёнка металла.

Варианты смачиваемости поверхности пайки расплавленным флюсом.
Температура плавления
Основной критерий выбора качественных сплавов заключается в том, что они должны приходить в жидкое состояние раньше, чем соединяемые структуры, при этом температура плавления припоя существенно отличается от аналогичного показателя другого вида, например, имеющего в составе примеси свинца.
Наличие разных примесей влияет на способность плавиться при одинаковой температуре, например, ПОС-40 расплавляется при достижении 238 0С, но встречаются тугоплавкие припои и для их плавления применяются специальные приспособления.
Особенности и основные характеристики бессвинцовых припоев
Основным достоинством таких составов является абсолютная экологическая безопасность. К тому же оборудование и технику, изготовленную с их применением, значительно проще утилизировать.
Технологическая особенность этих припоев – повышенная температура плавления. В среднем она на 50 ⁰С выше, чем у оловянно-свинцовых аналогов. Это несколько усложняет процесс пайки и повышает требования к используемому оборудованию.
По общепринятой классификации эти составы относятся к мягким припоям. Предел прочности на растяжение не превышает 100 МПа.
Нельзя не отметить такую важную характеристику этих припоев, как высокая электропроводность.
Как правильно паять латунь?
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла. Выход один – нужно проводить пайку при низкой температуре, используя припой из олова и свинца. Но необходимо применять флюс, наиболее распространенным является из канифоли и спирта.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру. Причем поры образуются при любом способе пайки, как под высокой температурой, так и под низкой. Нередко применяется пайка латуни в газовой среде (при условии, что перед началом работ было проведено флюсование). Допускается не использовать флюс, если на поверхности латуни имеется слой никеля или меди.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное – в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
Латунь, богатая медью, спаивается следующими припоями:
- ПСр-72.
- ПСр-40.
- ПСр-45.
- ПСр-25.
- ПСр-12.
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
- ПМЦ-36.
- ПМЦ-48.
- ПМЦ-54.
- Припой медно фосфорный.
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
https://youtube.com/watch?v=Kgdi5fo_Ej4
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.
Направления использования
Возможности пайки бессвинцовыми припоями велики. Они включают проведение спаивания волной или в специальных печах.
Можно использовать обычный паяльник. Выбор технологии определяется объектом, условиями эксплуатации спаянного изделия, спецификой производства.
При работе на предприятиях оборонного назначения рекомендуются высококачественные смеси из олова, серебра, меди, к которым при необходимости добавляют сурьму.
Присутствие сурьмы ухудшает экологическую безопасность сплава. Это очень токсичный элемент, смеси с которым применяются только в случае острой необходимости.
Для работы с профессиональной техникой в промышленности, системах связи также пригодны припои из олова, серебра, меди или только оловянно-серебряные составы эвтектического характера.
Для офисного оборудования, аудио- и видеотехники рекомендованы также составы на основе олова, серебра с добавками меди или сурьмы или без таковых. Припои, содержащие висмут, из соображений экономии денежных средств применяются значительно реже.







ПОС 61
Температура плавления пос 61 составляет 183 градуса, что является начальной точкой. Полное расплавление достигается при температуре около 190 градусов, что позволяет работать с ним при помощи любого бытового паяльника или профессиональной паяльной станции. Температура пайки равна 240 градусам. Это самый низкоплавкий припой из всей группы оловянно-свинцовых припоев.
Состав
Данный присадочный материал относится к категории мягких, имеет в своем составе 61% олова, 38−39% свинца и может содержать допустимый процент примесей в виде сурьмы, никеля, железа серы и висмута.
Внутри оловянно-свинцовой группы данный материал является наиболее чистым по составу припоем и больше подходит для электромонтажа и лужения, так как из-за содержания в нем меди снижает скорость растворения медных проводов и дорожек и меньше изнашивает жало паяльника, а относительно низкая температура плавления не повредит печатную плату.
Характеристики материала
- Температура начала плавления 183 градуса.
- Температура расплава 190 градусов.
- Плотность 8.5 г/куб см.
- Удельное сопротивление — 0.139мкОМ/м.
- Предел прочности — 4.3 Мпа.
Выпускается в нескольких разновидностях, которые отличаются исключительно по внешнему виду:
- В виде проволоки — толщина сечения приблизительно 2 мм, наиболее удобный и распространенный вариант. Также может быть встречена проволока с флюсом внутри. Роль флюса выполняет сосновая канифоль, которая хорошо себя показывает при пайке электромонтажных соединений, так как не окисляет детали, в отличие от кислотных флюсов, после работы с которыми детали нужно тщательно промывать.
- В виде паяльной ленты — припой в виде очень тонкой длинной ленты. Идеально подходит для быстрой пайки скруток и лужения проводов. Как и проволока, бывает с флюсом и без него.
- В виде прутьев до 8 мм толщиной и приблизительно 40 см в длину. Данные прутики удобно использовать при пайке монтажных проводов и лужения жала паяльника. При желании их можно сделать самостоятельно, отливом в заранее изготовленные формочки.
Применение в быту и на производстве
Данный припой имеет широкое распространение как в быту, так и в промышленности. Дешевизна материала делает его очень доступным, а химический состав и технические свойства допускают его применение при решении многих поставленных задач.
Так, выше уже было сказано о том, что при помощи пос 61 удобно паять радиодетали, потому что низкая температура его плавления не повредит дорожкам печатной платы и радиокомпонентам, особенно микросхемам, которые могут выйти из строя при перегреве.
Также, с помощью этого материала можно проводить качественную пайку скрутки медных проводов, что активно применяется в электромонтаже, притом паять можно как паяльником, так и газовой горелкой. Помимо этого, пос 61 имеет очень хорошую текучесть и образует герметичные швы, что допускает его применение и при сварке между собой труб при помощи газовой горелки.
Но низкая температура плавления накладывает и некоторые ограничения на сферу его применения — его нельзя применять при работе с материалами, которые в последствии будут подвержены сильному нагреву. Это может привести к тому, что сварочный шов деформируется, или даже расплавится, что испортит всю работу.
Желая сохранить технические характеристики контактных площадок, производители используют защитные покрытия. HASL (ПОС-63 и ПОС-61) – это наиболее распространенное финишное покрытие. Сплав является специализированным эвтектическим свинцово-оловянный припоем. Процентное содержание свинца — 61% или 63%.
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс — пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
Таблица паяльных флюсов.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для пайки меди справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Низкотемпературные варианты
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 0C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 0C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 0С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.
- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.
Виды припоев для пайки медных труб и проводов
Виды припоев для пайки медных жил и труб выглядят следующим образом:
|
Марка |
Характеристика |
|
1S |
Мягкий сплав в состав сплава которого входит серебро. Применяется для медных труб, но может использоваться также для изделий из латуни и бронзы, так как может выдерживать высокие температуры и имеет высокую коррозионную стойкость. Для повышения качества желательно использовать дополнительно флюс, как обыкновенный, так и порошковый |
|
Rosol 3 |
Мягкий сплав для соединения которым нужно использовать флюс. Температура плавления такого материала составляет 240 градусов Цельсия. Они применяют для сварки труб и проводов из меди. Также хорошо взаимодействует с тонкими металлами. |
|
Rolot 94 |
Твердый припой. Материал высокого качества пайки, что предназначен для капиллярной и щелевой пайки труб, у которых нет фитинга. Помимо меди хорошо соединяется с красной бронзой и латунью. Температура плавления составляет от 730 градусов Цельсия, что предполагает использование только с толстыми заготовками. У него достаточно большой интервал между температурой плавления и кипения. |
|
Rolot 2 |
Твердый припой. Относится к сплавам специального типа. В его составе имеется серебро. Используется для всех видов пайки меди и дает соединения высокого качества. |
Виды припоев для пайки алюминия
|
Марка |
Характеристики |
|
Авиа 1 |
Используется практически для всех сплавов из алюминия и является универсальным расходным материалом. Благодаря низкой температуре плавления подходит для соединения проводов. Это мягкий сплав, температура плавления которого до 200 градусов Цельсия. Основой является олово (55%), а также в него входит цинк (25%) и кадмий (20%). |
|
Castolin 190 |
Флюсованный твердый сплав, температура плавления которого составляет 580 градусов Цельсия. Используется как для соединения алюминиево-медных сплавов, так и для чистого алюминия. Состав обладает высокой текучестью и адгезией. Применяется для таких видов как капиллярное спаивания, так и с зазором. Марку часто используют для ремонта электроники и бытовой техники. Поставляется в прутках по 50 см. |
Вилы припоев для пайки нержавейки
|
Марка |
Характеристика |
|
HTS528 |
Универсальный присадочный материал, подходящий для всех процедур по спаиванию нержавеющей стали различных сортов. Это твердый припой, температура плавления которого составляет 760 градусов Цельсия. Материал имеет флюсовое покрытие, которое придает ему красный цвет. Размер одного прутка составляет 45 см при весе в 20 грамм. |
|
П-81 |
Это твердый припой, температура плавления которого составляет 650 градусов Цельсия. Припой часто используется профессионалами для ремонта. В составе встречается нержавеющая сталь, чугун, никель, серебро и прочее. Предел прочности наплавленного материала составляет 170 МПа. Поставляется в прутках по 59 см и диаметром около до 3 мм. |
Выбор припоя
При подборке припоя нужно обращать внимание на температуру плавления материала. Она должна быть ниже, чем этот же показатель у основного материала, иначе он будет расплавляться, что приведет к изменению структуры
Но тут стоит учитывать и особенности эксплуатации, так как при низкой температуре плавления состав не сможет выдержать высокотемпературные режимы использования. Здесь уже больше подойдут твердые марки.


Также важен основной материал. Но здесь не всегда идет полное соответствие, как в сварке. К примеру, виды припоев для пайки медных проводов будут содержать медь в своем составе, но для пайки алюминия могут использоваться припои, в которых нет алюминия.
Для длительных операций, когда нужно много паять, лучше подбирать материал в длинных прутках, чтобы лишний раз не прерывать температурную обработку. Для домашней сферы лучше всего подходят проволочные припои и аморфные, так как их применение происходит периодически и в малых количествах.
Преимущества твердых припоев
Преимущественные области применения твердых припоев:
- ПСр72 и ПСр50 – для спаивания металлокерамических контактов и разных токопроводящих деталей, которые должны выдерживать удары и выгибание.
- ПСр45 – для того чтобы спаивать медные элементы и ее сплавы, а также части из нержавеющей стали, обмоток роторов и обмоток нагруженных электрических аппаратов. Этот припой дает большую плотность, а вместе с тем и большую прочность полученных соединений.
- ПСр25 – для спаивания медных элементов или частей из ее сплавов, деталей из нержавеющей стали. Является заменителем ПСр45 при создании простых спаек.
- ПСр71 – для спаивания тех же самых деталей, что и ПСр72, но применяется, когда нужна высокая жидкотекучесть.
- ПСр25ф; ПСр15 и ПМФ7 – для спаивания медных или из ее сплавов деталей, частей аппаратов, проводящих ток, которые не должны выдерживать выгибание и удары.
- Л63 и ЛОК59-0,1–0,3 – для спаивания медных частей или деталей из чугуна. Такое спаивание очень прочное и подходит в сложных условиях выгибаний и ударов.
- ПЖЛ500 – спаивание частей, с температурой эксплуатации до шестисот градусов Цельсия.
Какие встречаются?
Что же такое припой и как надо правильно его выбирать — на практике они могут быть мягкими или твёрдыми. Монтаж любой радиоэлектронной аппаратуры происходит с применением легкоплавких вариантов.
Компоненты неизвестного происхождения отличается по следующим признакам:
- Насыщенный блеск среза говорит о высоком присутствии олова.
- Преобладание свинца гарантирует субстанции тускло-серый цвет и матовую поверхность.
- При повышенном содержании свинца изделие становится пластичным, например, проволока сечением в 6 мм без видимого услия сгибается руками.
Иногда для качественной пайки применяется уже готовая смесь — это припой в виде проволоки, а флюс запаян внутри. Производители изготавливают аналогичные субстанции с допуском флюса в пределах 1—3% от общего веса, что благоприятно сказывается на процессе пайки и увеличивает производительность труда, т. к. отпадает необходимость постоянно макать жало паяльника в баночку с флюсом.
По консистенции выпускаются двух видов: мягкий или твердый припой, а по температуре плавления различают обыкновенные и тугоплавкие типы.
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:
- ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины.
- ПОС61; ПОССу61-0,5 и ПОС61М – необходимы для того, чтобы паять медные элементы и ее сплавы, а также серебряные и никелевые детали и токопроводящие части электрической машины, с температурой эксплуатации до ста шестидесяти градусов Цельсия.
- ПОС40 и ПОССу40-0,5 – предназначены для того, чтобы паять медные элементы и ее сплавы, а также сталь и металлы с оловянным, серебряным или никелевым покрытием, коллекторные бандажи и секционные якоря машин, которые контактируют с соленой жидкостью (например, морская вода).
- ПОССуЗО-0,5 – для того чтобы паять медные элементы и ее сплавы, а также элементы из железа и нержавеющей стали, а также спаивание кабелей, бандажей, частей приборов, которые будут работать при температуре до ста шестидесяти градусов Цельсия.
- ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий.
- ПОС10 и ПОССу18-0,5 – для спаивания контактных поверхностей электрических приборов, реле и иных составляющих машин.
- П0ССу95-5 и ПСрЗКд – для спаивания коллекторов, секционных якорей, бандажей и токопроводящих соединений трубопроводов и электрооборудования.
- ПОСИЗО и ПСрЗИ – предназначены для того, чтобы спаивать медные элементы и ее сплавы, детали из неметаллических материалов и стекла. Они имеют большую жидкотекучесть и дают надежное соединение частей во время спаивания.
Флюс
В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Популярные составы
Существуют три основных категории:
- Светлого цвета канифоль применяют при соединении меди и других мягких цветных металлов; спиртовой раствор с концентрацией один к пяти применяют в труднодоступном месте спайки; а смесь глицерина и канифоли применяют для герметичной пайки.
- Флюсы, включающие спирт, вазелин или хлористый цинк, используются для прочного соединения цветных и драгоценных металлов. Применение пасты оправдано тем, что её удобнее наносить в требуемом количестве на изделие.
- Кислотно активные вещества производятся в жидком виде, например, ортофосфорная кислота, имеющая плотность 1,7.
Хранить жидкие флюсы надо в герметически закрывающихся ёмкостях, для исключения испарения.
Низкотемпературные припои
 Химический состав припоев разных видов.
Химический состав припоев разных видов.
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.
 Разновидности бессвинцовых припоев.
Разновидности бессвинцовых припоев.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.
Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм2/м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.
- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.
Особенности технологии пайки
Технология производства работ с использованием припоев, не содержащих в своем составе свинца, практически ничем не отличается от пайки привычными компонентами. Однако следует учесть некоторые особенности.
На вопрос, чем паяют, ответ однозначный: паяльником. Однако лучше всего использовать устройство с терморегулятором. Это позволит проводить работы в диапазоне рабочих температур, указанных производителем. А он значительно меньше, чем у составов на основе свинца.
Для предотвращения перегрева деталей и минимизации теплового контакта необходимо подобрать оптимальную форму жала паяльника. К тому же следует учитывать, что обычный медный наконечник прослужит (при использовании таких припоев) довольно недолго. Лучше использовать специальные жала со стальным напылением или с покрытием из хрома и никеля.





Выбор флюса также играет немаловажную роль при работе с припоями без свинца. Обычно для этого используют специальные составы (как правило, более химически активные). Наиболее удобны в работе жидкости, гели и пасты, не требующие последующей очистки места пайки.
В остальном все, как обычно:
- разогреваем паяльник до требуемой температуры;
- при необходимости зачищаем места пайки;
- наносим флюс;
- одновременно прикладываем пруток припоя и жало паяльника к месту соединения элементов;
- даем спаянным элементам остыть естественным путем.
Сплавы с висмутом
Лучшей спаиваемостью обладает припой из олова, серебра и небольших количеств висмута. Иногда вместо висмута добавляют германий. Бессвинцовый сплав имеет низкую температуру плавления, которая укладывается в интервал от 200 до 210 ℃.
Значение может изменяться в зависимости от соотношения металлов. Добавки улучшают смачивание деталей расплавом, способствуют образованию качественных швов.
Очень близка температура плавления смеси олова, цинка и висмута к аналогичному показателю свинцовых припоев. Достоинством бессвинцового сплава является отсутствие токсичного компонента.
Однако цинк, как активный металл провоцирует появление многих проблем. Припойная паста подлежит быстрому использованию, при хранении она изменяется.
Паять таким бессвинцовым средством нужно с применением флюсов, в атмосфере инертных газов. Иначе велика вероятность окисления, излишнего зашлаковывания шва.