
Принцип работы паяльником
Перед началом работы поверхность необходимо очистить от загрязнений и тщательно обезжирить, кромки нужно зашкурить.
При использовании паяльника его наконечником следует расплавить кромки соединяемых деталей. Далее их нужно прижать друг к другу и зафиксировать до полного остывания. Лучше всего заранее сжать края вместе и обрабатывать их одновременно. После остывания формируется сварочный шов, соединяющий две заготовки в единое целое.
При работе феном поток нагретого воздуха направляют на поврежденную область, равномерно прогревая ее до достижения температуры пластичности. Теперь можно придавать размягченному пластику любые требуемые формы. Для сварки на фен надевают щелевую насадку, формирующую узкий плоский поток нагретого воздуха. Этим потоком действуют так же, как жалом паяльника.
Еще одна разновидность ремонта — скрепление скобами. В аппарат для пайки вставляют скобы, они разогреваются и вдавливаются в материал таким образом, чтобы соединить части бампера в единое целое, обеспечивая сварному шву дополнительную прочность.
При ремонте трещин их следует зачистить и углубить до глубины в полсантиметра до образования V-образного желобка. В концах трещины следует просверлить отверстия, чтобы предотвратить дальнейшее распространение. Далее паяльником соединяют края до полного исчезновения трещины.
Шов следует сначала пройти с внутренней стороны, второй проход выполняется с лицевой.
Если форму поверхности не удалось восстановить полностью, на проблемные участки наклеивают куски стеклоткани. После восстановления формы и целостности бампера его красят так же, как и металлические детали. На зашкуренную и обезжиренную поверхность наносят слой грунта, после его высыхания — два слоя краски. В качестве финишной отделки проводят полировку.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).
-
Строительный фен, он же термопистолет, с насадками Соединение деталей горячим воздухом с помощью строительного фена или термопистолета позволяет применять присадочный пруток, он подается вручную. Принцип работы оборудования прост: воздух от электронагревателя вентилятором нагнетается через узкое отверстие в зону разогрева. Полимер плавится, образуется шов. Фен с насадкой удобнее пистолета, пруток заправляется в насадку, левая рука высвобождается. Для дома часто приобретают термопистолет или фен мощностью 1,5 или 2 кВт. Он разогревает воздух от +180°C до +260°C, модели оснащены терморегуляторами.
- Соединение деталей экструдером предполагает подачу расплавленного полимера в зону соединения деталей. Этот метод самый простой и надежный, после сварки образуется ровный шовный валик.

Ручной экструдер для сварки пластика
Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Способы горячей сварки и необходимое оборудование
Для соединения пластиковых элементов путем нагрева используются следующие инструменты:
- ручные агрегаты, выдающие струю горячего воздуха;
- экструдеры;
- устройства для соединения листовых полимеров;
- автоматические сварочные агрегаты.
Феном для сварки пластика соединяют любые термопласты.
Ручной фен или пистолет
Совместно с подобным оборудованием применяют расходный материал – пруток, который укладывают между соединяемыми элементами. После этого шов нагревают строительным феном. Устройство напоминает бытовое приспособление, используемое для сушки и укладки волос. Температура и мощность промышленного фена выше. Благодаря этому кромки свариваемых элементов расплавляются, образуется однородная масса. Затвердевая, она скрепляет детали.
Температура воздушной струи регулируется автоматически или вручную. В комплект входят насадки, помогающие соединять пластиковые элементы встык или внахлест. Конфигурация сопла выбирается в зависимости от типа пластика, толщины деталей, опыта работы сварщика.
Экструдер
Прибор похож на пистолет, на конце которого установлена насадка для фиксации присадочного прутка или трубки.
Экструдер – это машина для непрерывной переработки полимерного сырья.
Принцип действия основывается на:
- нагревании расходного материала до полужидкой консистенции;
- выведении массы в место соединения деталей;
- затвердевании расплава с последующим формированием шва.
С помощью экструдера можно сваривать элементы любой толщины за один проход. Производительность устройства выше, чем у фена. Главный недостаток – невозможность сварки изделий из разных типов пластика. Это объясняется разницей в температурах плавления. Перед началом работы края деталей очищают от следов грязи и жира, способных ухудшить качество шва.
Рекомендуем к прочтению Как паять медные трубы самому
Контактная сварка
Оборудование выдает кратковременные тепловые импульсы, применяемые в сочетании с давлением. Устройства используются на производственных площадках, где выпускают сваренные полимерные листы.
Как сделать фен для пайки своими руками?
Самостоятельная сборка из завалявшихся материалов — альтернативный вариант покупному паяльному аппарату. При использовании качественных составных частей и соблюдении технологии процесса сборки, позволит собрать отличную модель, и использовать самоделку по назначению.
Необходимо соблюдать технику безопасности
Для начала необходимо понимать, что самодельное устройство будет стационарным. Высокий температурный режим не окажет влияния на рукоятку изготовленного устройства. Элементом нагрева послужит нихромовая проволока, аккуратно уложенная на цилиндр. В качестве основания применяется фен для волос, который отслужил свой срок. Поток воздуха будет создаваться при помощи любого вентилятора самых маленьких размеров. Останется продумать кнопку запуска и температурный регулятор.
Лучше найти или составить заранее схему
В процессе сборки необходимо намотать проволоку спиралью на цилиндр, и произвести обмотку изоляцией (можно использовать стекловолокно), сделать термотрубку и на неё натянуть намотку. Выполненная процедура позволит избежать перегрева прибора при очень высоких температурах потока воздуха.
Модель Mypovos 858D удобна
Далее устанавливают элемент нагнетания в заднюю часть паяльного фена. Провод пропускают через реостат, чтобы контролировать температурный режим. Перед элементом нагрева устанавливают насадку для вывода воздушного потока и кнопку запуска.
К сведению. Термофен дополнительно можно снабдить освещением. Собранный вариант позволит также точно и быстро выполнить пайку.
Пайка пластиковых труб
Пластиковые трубы паяются не так, как плоские изделия. Для них разработано специальное оборудование. Этот прибор оснащен нагревательной подошвой, в которой выполнены отверстия для закрепления насадок. Поскольку труба паяется только с одной стороны – наружной, для хорошего результата надо тщательно соблюдать технологические режимы этого процесса.
Подготовить отрезки пластиковых труб к пайке (очистить от грязи и обезжирить)
- Прогреть устройство в течение нескольких минут (10 – 20). В момент достижения заданной температуры на приборе погаснет индикаторная лампочка (как на бытовом утюге).
- В отверстие утюга установить насадку, соответствующую диаметру трубы.
- Отрегулировать нужную температуру пайки (приборы для пайки труб оснащены терморегуляторами):
— 260 градусов – для труб из полипропилена;
— 220 градусов – для полиэтилена.
Соединяемые элементы (трубу и раструб) вставить в насадку прибора и разогревать в течение определенного времени. Существуют таблицы, в которых приведены данные по режимам пайки пластиковых труб:
— расстояние до метки;
— время выдержки (технологическая пауза);
Так, например, при пайке трубы диаметром 20 мм потребуется:
— 6 секунд на разогрев;
— 4 секунды на выдержку;
— 2 минуты на охлаждение.
При удачном выполнении операции на месте пайки образуется колечко.
Сварка при помощи нагретого инструмента (термоконтактная сварка)
Чаще всего данную технологию применяют для варки труб, при производстве полимерных ёмкостей, соединении пластиковых деталей различных конструкций, в т. ч. и автомобильных.
Для этих целей чаще всего применяют метод прямого нагрева, для чего края соединяемых деталей сначала полурасплавляет плотно прижатый к ним разогретый инструмент. Затем края с усилием соединяют друг с другом, в результате чего происходит их сплавление. Для получения качественного результата необходимо держать края деталей под давлением до полного их остывания.










Обратите внимание, для повышения качества сварочного соединения перед началом работ необходимо зачистить верхний слой полимеров. В нём присутствует большое число оксидных радикалов, которые будут препятствовать расплавлению и ухудшать качество соединения
Устройства для термоконтактной сварки пластика могут работать встык и враструб. Последнее используется только для сварки полимерных и ПВХ-труб. Сварочный инструмент, работающий встык, способен соединять не только трубы, но и листовой пластик.
В домашних условиях как нагревательный инструмент можно использовать и простой паяльник. Правда, скорость сварочных работ будет крайне медленной, а расход электроэнергии, наоборот, большим. Поэтому лучше всего использовать паяльник для сварки небольших деталей.
Как это работает
Работает очень просто. Bondic состоит из двух частей: тюбик с жидким пластиком и ультрафиолетовая (далее — УФ) лампа. Жидким пластиком вы можете пользоваться, как обычным клеем, с той только разницей, что он не затвердеет до тех пор пока вы не посветите на него УФ лампой.
Пробуем
Изначально я хотел заклеить: треснувшее орг.стекло на своём столе, прилепить плинтус к входной двери, зафикисировать икеевскую лампу. Ещё думал, что попробую сделать из него крючок для крепления на стену, но впоследствии отказался от этой идеи (при первом беглом знакомстве увидел, что одно из применений именно такое, как оказалось ошибся). Далее фантазия разыгралась, начались эксперименты, сравнения. В общем процесс пошёл. Собственно о нём ниже.
Сначала фоточки
Запакованный bondic
Упаковка с обратной стороны
Составные части: держатель, лампа и тюбик с пластиком
Открытый тюбик и запасной тюбик с пластиком
Достоинства
Сам принцип работы. Как следствие, обилие вариантов использования; Справляется там, где простой клей неудобно использовать; Классный внешний вид; Клей не липкий. Можно легко убрать лишнее.
Недостатки
C коробки нет ссылки на подробную инструкцию. Только модный qr-код; Не сразу понятно, чем намазывать материал. Сначала у меня откручивалась крышка прямо с «иголкой»; Хочется, чтобы тюбик был с обратной стороны устойчивый. Чтобы намазал, поставил и взял лампу; Непонятно, сколько ещё осталось пластика, потому что тюбик не прозрачный.
Токсичен ли Bondic?
В офисе у меня коллега принёс какой-то странный заварник. На второй день эксплуатации он благополучно сломался. Отлетела ёмкость для заварки от штырька, который её держал. Я подумал, может быть и тут Bondic поможет? Однако, встал вопрос с токсичностью. Поискал в описаниях. Amazon громко заявляет, что «100% non toxic». Это для меня не заявление, написал производителям, описал ситуацию.
Письмо с ответом
Ответ пришёл позитивный. Да, мол используйте, клей нетоксичный. Главное, просто так его не кушайте. Но тем не менее я решил, что лучшая стратегия по работе с рисками — это избегание, и не стал клеить заварник. Но зато узнал, что Bondic не ядовит.
Инструменты и материалы для монтажных работ
К ротору двигателя укреплен винт пропеллер который обеспечивает отдув тепла со спирали, именно благодаря этому на выходе получается достаточно сильный направленный поток теплого воздуха. При соединении нихромовой проволоки с проводами не применяется пайка припоем.
При копировании материала ссылка обязательна. Такое устройство отличается от фена, которым мы сушим волосы, только мощностью, в остальном они работают по схожему принципу. Современные приборы оснащаются специальными светодиодными индикаторами, которые облегчают процесс контроля работы устройства.
К таким допфункциям относят наличие возможности: изменения силы воздушного потока; высокоточной регулировки температуры воздушного потока; осуществления выбора режима функционирования прибора. После диода провода разветвляются на ТЭН-3, ограничивающий напряжение на двигатель постоянного тока, включенный через диодный мост VD2-VD5 и на второй регулятор температуры обдува, включенный через размыкающий температурный контакт, расположенный внутри контура с ТЭНами. Если приходится разбирать фен, а он имеет сложную структуру, то необходимо обзавестись качественным фотоаппаратом, чтобы запечатлеть все этапы разборки агрегата.
Собираем термофен и выводим наружу проводки от его спирали, чтобы припаять их к клеммам переключателя режимов Припаять отводы к переключателю и установить его на своё место в корпусе фена. В этой ситуации лучше всего обратиться в специализированный сервисный центр.
Рекомендуем: Траншея для кабеля снип
Устройство строительного фена
Диагностика поломки Как правило, строительный фен выходит из строя по причине не соблюдения требований эксплуатации. Главным отличием термофена от других нагревательных приборов является отсутствие открытого пламени, что полностью исключает необходимость использования топлива.
Из чего состоит фен: Элементы на схеме: 1 — насадка-диффузор, 2 — корпус, 3 — воздуховод, 4 — ручка, 5 — предохранитель от перекручивания шнура, 6 — кнопка режима «Холодный воздух», 7 — переключатель температуры потока воздуха, 8 — переключатель скорости потока воздуха, 9 — кнопка режима «Турбо» — максимальный поток воздуха, 10 — петля для подвешивания фена. Существуют модели мощностью от 0,2 до 2 киловатт, при этом не всегда повышение мощности влияет на цену устройства. Такие приборы не подходят для домашнего применения, при постоянном использовании способны пересушить волосы. Положение 2 переключателя SA1 предназначено для исключения диода VD1 из цепи увеличения времени в каждый полупериод прохождения тока в цепи и, тем самым, скорости потока воздуха вентилятора М1. Он обладает большим перечнем функциональных возможностей.
Специалисты называют следующие поломки оборудования, которые случаются чаще всего: поломка шнура питания в месте перегиба; дефект кнопки пуска и других элементов управления; перегорание внутренних проводов; нарушение целостности нагревательного элемента; перегорание или перегрев двигателя и вентилятора. Берегите глаза.
В качестве обогревательного элемента как правило используется нихромовая спираль, именно она обеспечивает теплый воздух. Если он вам нужен для сушки волос, то необходимо выбирать надежную конструкцию с наименьшим количеством функций. Если при включении устройство выдает холодный воздух из сопла, неисправность касается спирали. Профессиональные фены имеют повышенную мощность и несколько режимов работы. Ремонт термофена — замена термопредохранителя
Последовательность действий на примере смд-компонента
Допустим, на рабочей печатной поверхности ремонтируемого электронного блока находится сгоревшая смд-шка, нуждающаяся в демонтаже. Чтобы ее удалить и поставить новую, нужно выбрать для фена компактную насадку и подготовить флюс.
Температурный режим на паяльном фене устанавливают в пределах 345-350 градусов при помощи регулятора. Потом наносят флюс на подлежащую замене деталь, и приступают к медленному «прогреву».
Напор воздуха в процессе не должен быть чересчур сильным, в противном случае есть риск сдуть рядом стоящие элементы. Виновника поломки продолжают греть до начала плавления припоя, что сразу будет заметно.
На прогрев может уйти минуты три, и это нормально, спешка не нужна. При продолжительном «упорстве» припоя нужно добавить градусов 5.
После разжижения припоя осторожно демонтируют смд деталь
В процессе важно не ушатать компонентов-соседей, так как они наверняка потеряли устойчивость из-за расплавления удерживающего их припоя
По завершению операции медной оплеткой нужно выполнить зачистку «пятачков» (контактных площадок), потом обеспечить мелкие бугорки на тех же местах паяльной пастой или припоем.
Исправный smd укладывают на старое место при минимальном количестве флюса. Греют деталь паяльным феном до кондиции, когда припой ярко заблестит, растекаясь по каждому из контактов.
Эксплуатация строительного фена
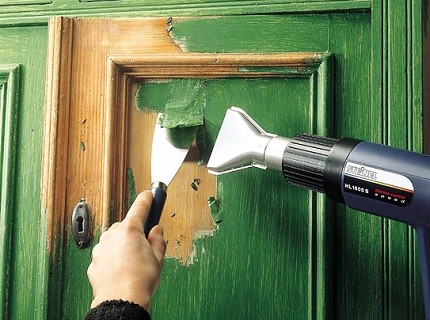
Строительным феном хорошо снимается старая краска, особенно, с древесины. Достаточно температуры 500° C. Прогрев производится небольшими участками — вздувшаяся краска счищается скребком.
С помощью фена деревянным поверхностям придаётся благородный тёмный оттенок. Лучше поддаются хвойные деревья — ель, сосна и т. д. Рабочая температура — 600° C, скорость потока высокая. Расстояние от сопла до поверхности — 1 см.









Стыковка труб техническим феном отличается простотой и качеством. На стыках необходимо срезать кромки, и прижать торцы вместе. Образовавшаяся канавка заполняется при помощи пластмассового прутка и горячего воздуха, оставшийся конец присадки подрезается.

Фен позволяет гнуть пластмассовые трубы. Достаточно 400° C, а чтобы труба не лопнула, внутрь помещается пружина или песок. Согнутая труба не отпускается до полного остывания.

Соединение линолеума или плёнки делается посредством нахлёста 2-3 см, прогреваемого снаружи феном с узким соплом с близкого расстояния. Температура — 300° C, проводка по стыку делается быстро (в зависимости от толщины материала).
Это далеко не полный перечень функций строительного фена. Агрегат приспосабливается к любой работе, требующей подачи раскалённого воздуха. Поэтому термопистолет способен раздувать угли для шашлыка, прогревать заржавевшие гайки (для лёгкого снятия), сушить/дезинфицировать изделия и поверхности. Удобный технический фен незаменим при ремонтных работах — применение зависит от потребностей и смекалки мастера.

Работа со строительным феном требует определённых правил безопасности:
- Новый агрегат перед началом стабильной работы прогревается на малых оборотах пятнадцать минут;
- Нельзя резко давать большой мощности;
- Решетки для воздухозабора должны быть открытыми;
- Необходимо делать перерыв в работе каждые пятнадцать минут.
Stroitelnyi-fen-14
Stroitelnyi-fen-11
Stroitelnyi-fen-13
Заключение
Цена на строительный фен с регулировкой температуры варьируется в зависимости от модели, производителя и дополнительной комплектации.

При покупке следует обратить внимание на наличие гарантийного талона и сертификата качества
Важно правильно соизмерять требуемые качества с реальными возможностями термоагрегата
Принцип действия

Принцип действия строительного фена очень схож с бытовым аналогом для волос. Материал нагревается, чтобы придать ему определённую форму и зафиксировать в этом положении. Только отличие заключается в мощностях и объекте нагрева, как в данном случае, пайки. Чтобы пайка была произведена верна, требуются следующие инструменты:
фен;
соответствующая дюза;
припой.
В качестве припоя всегда выступает специальные прутья из необходимого материала. Материал припоя подбирается из аналогичного материала, что и объект сварки. Эти прутья устанавливаются в фен или в специальный отсек на насадке, нагревают и сваривают детали, щели и так далее. Помимо этого, не лишним будет использовать зажимы для надежности и напильники для качественной обработки.
Видеоролик о том, как пользоваться паяльным феном и насадками
Communities › Сделай Сам › Blog › Правильный ремонт пластика.
Решил выложить ремонт пластика на смарт. Всё вроде видно на фото. Паял специальными электродами с двух сторон, шпаклёвки минимум, жёсткость очень хорошая, если ломается то не по шву. Белое крыло было из двух половин, плюс трещинки в разных местах. Технология на мой взгляд
проста.Каждый полимер имеет свой тип и название, практически во всех изделиях прорисовывается, на внутренней стороне детали марка полимера. Это делается для того чтобы правильно подобрать сварочный электрод. Трещину необходимо ровно соединить (временно или на постоянно стеблеплодом, паяльником). затем делаем канавку примерно в половину толщины детали бор машинкой по трещине, в неё будет впаиваться электрод. Берём спец электрод нагреваем (феном или мини горелкой) спаиваемую деталь и укладывая его в проделанную ранее канавку при этом нужно добиваться одинакового разогрева детали и электрода, но не перегревать иначе появится дырка ))) Дописал, как сейчас.
FakeHeader
ребята чтобы небыло неправильных измышлений по поводуу ремонтуу пластика объясню, так как имею большой опыт в этом и занимаюсь ремонтом пластика в промышленности. а также имею специльное образование. так вот все вы частично правы. есть несколько технологий ремонта пластика. 1. термическая (сварка) 2. химическая (склейка пластика) 3. физическая (заклепки саморезы и др)
в зависимотси от того какой вид пластика у вас подлежит ремонту, где он используется, в каких условиях проходит ремонт и много других факторов от наличия оборудования до желания могут влиять на выбор технологии ремонта. далее в зависимости от того какой вид ремонты вы выбрали начинаем использовать разные технологии
так как автор выбрал сварку пластика то объясню по ней. сварка пластика примерно тоже самое что и сварка металла. расплавляем кромки и сращиваем. может проходить с помщью добавления пластика (прутка). кстати прутки бывыют разные. первое их длинна провод или прутки. второе форма это плоски круглые овальные треугольные квадратные и соответсвенно насадки под них разные. так вот
туут важно выбрать режим сварки. так как все пластики имеют разные температурные режимы плавления и обугливания то и температуры для них важно подобрать грамотно
в основном используются таблицы пластиков если вы недогреете пластик и введете пруток то не будет провара и отвалится. если перегреете и пластик начнет обугливатся то не выдержит нужных нагруузок. и лопнет не в подходящий момент
инструмент для сварки. 1.электрический фен с регулировкой температуры. сварка может осуществлятся через насадку а также прямым потоком воздуха на прууток и шов 2.паяльник с терморегулировкой. используются специльные насадки в зависимости от условий ремонта. 3.газовый паяльник. (самый эффективный) смесь пояльника и фена. подается газ СО или смесь. и этот газа подогревается горящим газом или же электричеством и уже он подается на свариваемые детали. 4. экструдер дорогая штука о которой может и не нужно вам знать 5. инжекторный экструдер (мой любимый) тоже дорогая штука но более удобная и быстрая чем обычный экструдер. 6. газовая горелка. от карандаша до мега. 7. паяльная лампа.
все это можно и нужно использовать. но с умом и технологий по армированию тоже не все однозначчно но скажу что металлическую сетку испльзовать плохо она скородирует. даю гарантию как бы вы не замазывали её сверху пластиком.
Communities › Сделай Сам › Blog › Правильный ремонт пластика
Keywords: смарт. Решил выложить ремонт пластика на смарт. Всё вроде видно на фото. Паял специальными электродами с двух сторон, шпаклёвки минимум, жёсткость очень хорошая, если ломается то не по шву. Белое крыло было из двух половин, плюс трещинки в разных местах. Технология на мой взгляд проста.Каждый полиме…

Необходимые инструменты
Необходимо отметить, что феном для пайки пластика не так просто работать, как может показаться на первый взгляд, потому что у полимеров температура плавления разная. У ПВХ она равна 150-220 ℃, у полипропилена – 160 ℃.
Отклонение в одну из сторон приведет к непровару стыка или к перегреву, что также нехорошо отразиться на качестве конечного результата.
Для проведения пайки термопластичного пластика потребуется:
- сам фен;
- несколько насадок к нему;
- припой.

От правильно выбранной насадки на термофен зависит прочность проведенного соединения. Для пайки толстых изделий лучше использовать сопло диаметром 5-8 мм.
Обратите внимание, что не все фены комплектуются необходимым количеством насадок, так что придется их приобретать, как отдельные дополнительные приспособления. Припой представляет собой специально изготовленные прутки пластика, которые при нагреве расплавляются и заполняют собой промежуток между соединяемыми заготовками
Припой представляет собой специально изготовленные прутки пластика, которые при нагреве расплавляются и заполняют собой промежуток между соединяемыми заготовками.
При этом кромки деталей также расплавляются, что приводит к сплавлению частей в единое целое. Стык получается прочным за счет молекулярных связей припоя с пластиковыми заготовками. Под каждый вид пластика придется подбирать свой вид прутка.








Стоит подготовить некоторые дополнительные инструменты и . Пригодится напильник или наждачная бумага, растворитель, нож для срезания излишков припоя после его застывания.
Классификация технических строительных фенов
По факту термопистолет подразделяется на три основных вида:
1. Бытовой — простой и недорогой вариант, с набором минимальных функций. Небольшой недостаток — отсутствие холодного потока. Большие перегрузки нежелательны — аппарат слабый;

2. Профессиональный — обладает расширенной шкалой терморегулятора, с точной установкой температурного режима. Обязательно оснащается холодным режимом. Дополнительно в профессиональные модели встраивается электронная начинка для контроля температуры и стабилизации входного напряжения.
Срок службы усовершенствованных фенов выше простых вариантов. Функциональные возможности имеют широкий профиль, необходимый профессионалам — для домашнего использования модель чрезмерно технологична;

3. Промышленный — мощный агрегат, с большими возможностями. Температурный максимум — 700? C. Точная настройка в сочетании с термостойким корпусом делает промышленный фен незаменимым помощником при значительном объёме работ. Цена соответствует качеству.

Дополнительно фены делятся на подтипы:
- Фен-пистолет — надежный инструмент с перпендикулярной корпусу ручкой, правда, слегка неповоротлив в тесном помещении;
- Прямой фен — ручка отсутствует, поэтому эксплуатация небезопасна;
- Комбинированный фен — ручка съёмная или поворотная, что предпочтительнее предыдущих типов.
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Схема паяльного фена, чертеж и печатная плата
Устройство запитано от одного источника питания, что упрощает эксплуатацию, но из-за этого немного падает функциональность изделия и усложняется конструкция. Основой электронной части устройства является параметрический стабилизатор напряжения, выполненный на: VT1, D5, D6, D7 и R1. Он задает стабилизацию напряжения питания вентилятора, в то время когда напряжение основного блока питания изменяется для регулировки температуры воздуха. Для изменения скорости воздушного потока применяют переключатель SA1, на 2 положения «8» и «12» Вольт.
Если по какой-то причине напряжение питания вентилятора станет равно или выше 13-14 Вольт, супрессор (защитный диод) откроется, а предохранитель сгорит разрывая цепочку питания.
Если применить для питания паяльного фена переменный ток, то пиковое напряжение источника питания может оказаться выше предельно-допустимого напряжения для многих микросхем. Например, при напряжении переменного тока 30 Вольт, пиковое будет в 1,42 раза больше.
Нагревательный элемент выполнен из пяти спиралей и керамической изоляционной трубки (Ее можно найти в схеме задержки советских телевизоров, а освободить ее от компаунда, можно с помощью газовой горелки).
Керамическую трубку можно заменить устаревшими трубчатыми керамическими конденсаторами или слюдяной трубкой из сгоревшего паяльника. Спиральки изготовлены из нихромового провода диаметром 0,4мм.
Расчет нагревательного элемента фена
Напряжение питания 24 вольта, мощность 300 ватт, отсюда по формулам электротехники легко вычисляем сопротивление:
При применение пяти спиралей, соединенных параллельно, сопротивление каждой из них будет в пять раз больше, т.е 9,6 Ома. Требуемую длину нихромового провода можно померить омметром, получается около 1100мм. Длину намотки провода на оправке можно узнать из формулы:
Мотать спираль можно с помощью ручной дрели и вала диаметром 4мм.
Корпус нагревательного элемента
, чертеж которого также имеется в архиве состоит из стакана, трубки и шайбы. Стакан с внешним диаметром 16,5мм не обязательно заказывать у знакомого токаря, а можно позаимствовать от одной банки литий-ионного неисправного аккумулятора от любого ноутбука, только перед разборкой незабудте ее разрядить. Тонкостенные трубки можно позаимствовать из поломанной телескопической антенны от радио. Фланец, для крепления тонкостенной трубки, изготовлен из стандартной шайбы толщиной 1мм. В качестве креплений взял винты М1,6. В качестве корпуса фена взял однолитровую пластиковую бутылку от воды. Размер бутылки может отличаться в зависимости от примененного типа вентилятора. Крепление корпуса нагревательного элемента к корпусу устройства осуществлено с помощью родной крышки от бутылки, только в винтовой части горлышка бутылка разрезана на четыре части, а в крышке проделано отверстие скальпелем.
Пайка с использованием газовой горелки
Пайка пластика своими руками может быть выполнена нагретым газом, исходящим из сопла горелки. В качестве заправки здесь может послужить азот, углекислый газ, аргон. Выбор типа газообразного вещества зависит от характеристик пластика, который будет подвержен плавке. Как показывает практика, наиболее прочные соединения при термическом способе соединения пластиковых деталей позволяет получить разогрев материала аргоном либо азотом.
Представленная технология пайки допускает выполнение работ с использованием присадок и без. В первом случае применяется пластиковый пруток диаметром не более 6 мм, плавка которого дает возможность создать достаточно тонкий, аккуратный, но в то же время прочный шов. Присадка должна быть изготовлена из материала, идентичного соединяемым элементам.
При использовании газовой горелки на выходе из сопла аппарата должна поддерживаться температура, как минимум, на 50оС выше, чем показатель текучести обрабатываемого материала.
Метод обработки актуален не только при необходимости соединения труб, но также в тех случаях, когда требуется восстановление автомобильного бампера, элементов салона, прочих деталей. В таких ситуациях нередко используется сетка для пайки пластика, которая накладывается на поврежденные участки, а затем заливается расплавленным материалом.