
Технология штамповки
Штамповка листовая представляет собой формоизменения металла. При проектировании штампов ведется расчет усилий по операциям. Часто мощности пресса хватает для получения готового изделия в холодном состоянии. Обычно толщина листа, подающегося в пространство штампа, составляет не более 1 мм.
Если пластичность металла невысокая, то для такого материала необходим подогрев.
Холодная штамповка
В холодном состоянии проводится штамповка листового металла из стали 08 кп, алюминия и неметаллических изделий.
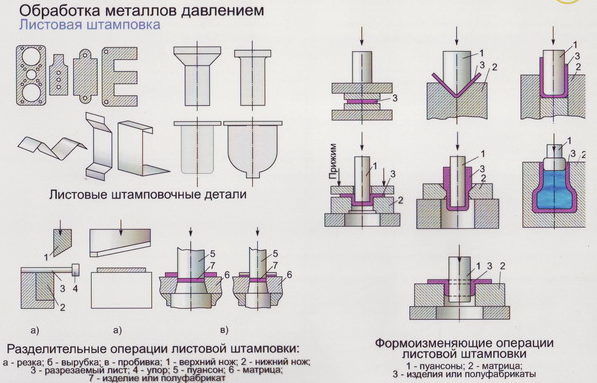
Выполняются следующие операции:
Резка. Проводится она на специальных гильотинных ножницах. Материал разрезается на мерные заготовки для последующей штамповки.
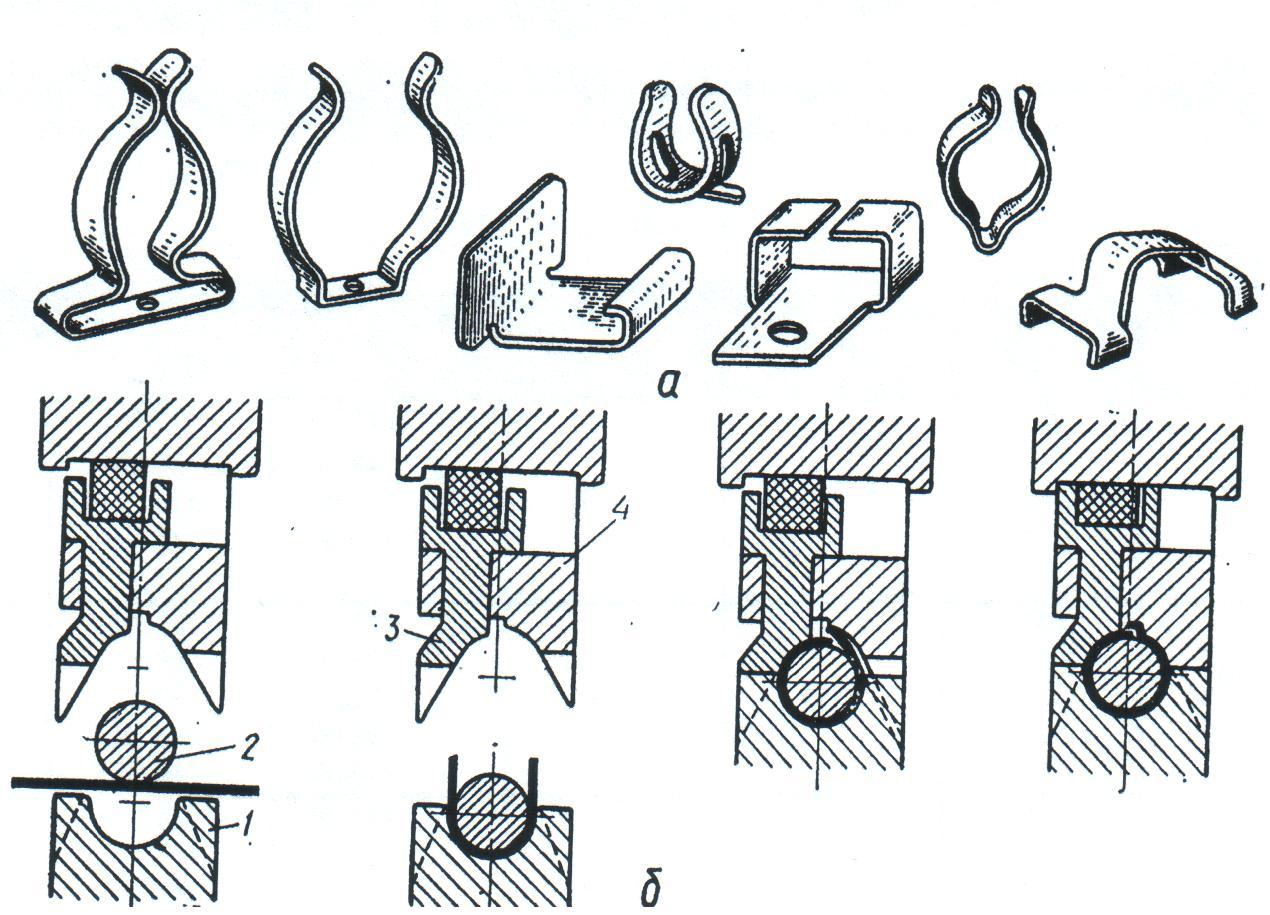
Вырубка или пробивка. Относится к разделительным операциям. Для этого специально изготавливаются вырубные и пробивные штампы.
Гибка. Бывает V- образная и П-образная
При совершении таких операций важно учесть пружинение металла. Для этого заготовка гнется на больший угол
Тогда в свободном состоянии она получается нужного размера.
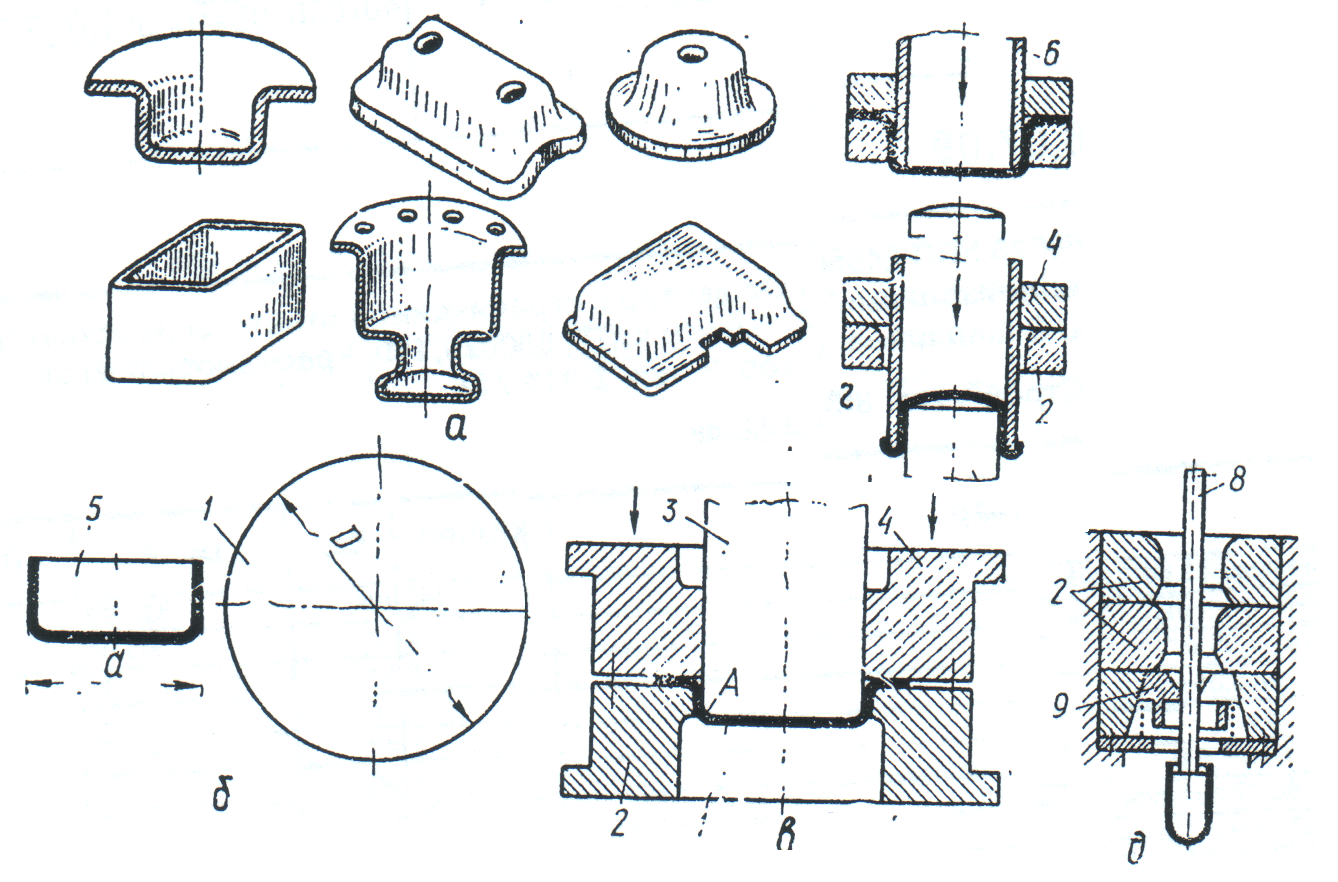
Отбортовка. Заранее изготовленное отверстие отбортовывается пуансоном большего размера. Важно выдержать правильный зазор между ним и матрицей, который должен равняться толщине металла.
Вытяжка. Идет вытягивание круглой заготовки в стакан. Если требуется большая высота, то достигается она за несколько переходов. Для этого изготавливают разные штампы.
Горячая штамповка
Обычно используется при штамповке листа металла толщиной 3–5 мм. Применяется в том случае, когда усилия пресса не хватает для формирования деталей. Таким же способом получается объемная штамповка изделий.

Горячая штамповка
Процесс горячей штамповки принципиально не отличается от холодной. Особенность заключается в том, что предварительно металл подогревается до температуры 1200 градусов. Для этого применяются специальные печи, которые устанавливаются рядом с прессовым оборудованием.
Существуют автоматические линии, работающие без участия человека. На первом этапе идет разогрев заготовки, которая дальше самостоятельно передвигается по конвейеру.
Альтернативные и прогрессивные способы штамповки листового металла
Штамповка изделий листового металла может проходить не только традиционными методами. Существует ряд способов обработки материала, когда отсутствует стандартный инструмент:
- Формоизменение метала резиной. Для этого пуансон и матрица изготавливаются из резины. Несмотря на мягкие рабочие части, удается совершить: гибку, вытяжку, вырубку и пробивку. К преимуществам такого способа относится невысокая цена рабочего инструмента.
- Использование жидкости. Принцип основан на том, что матрица изготавливается из обычного металла. В ней формируется необходимый ручей. Под давлением жидкости ведется заполнение ручья металлом. Его форма соответствует размерам изделия.
- Взрывом. В данном случае, толкающей силой является взрыв, который направляет металл в форму. Применяется для работы с крупногабаритными изделиями, для получения деталей сложной конфигурации.
- Магнитно-импульсный вариант. Принцип основан на создании магнитного поля вокруг заготовки. В итоге такое же поле формируется в самой детали. В результате возникает толкающая сила, которая направляет металл в нужное направление.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
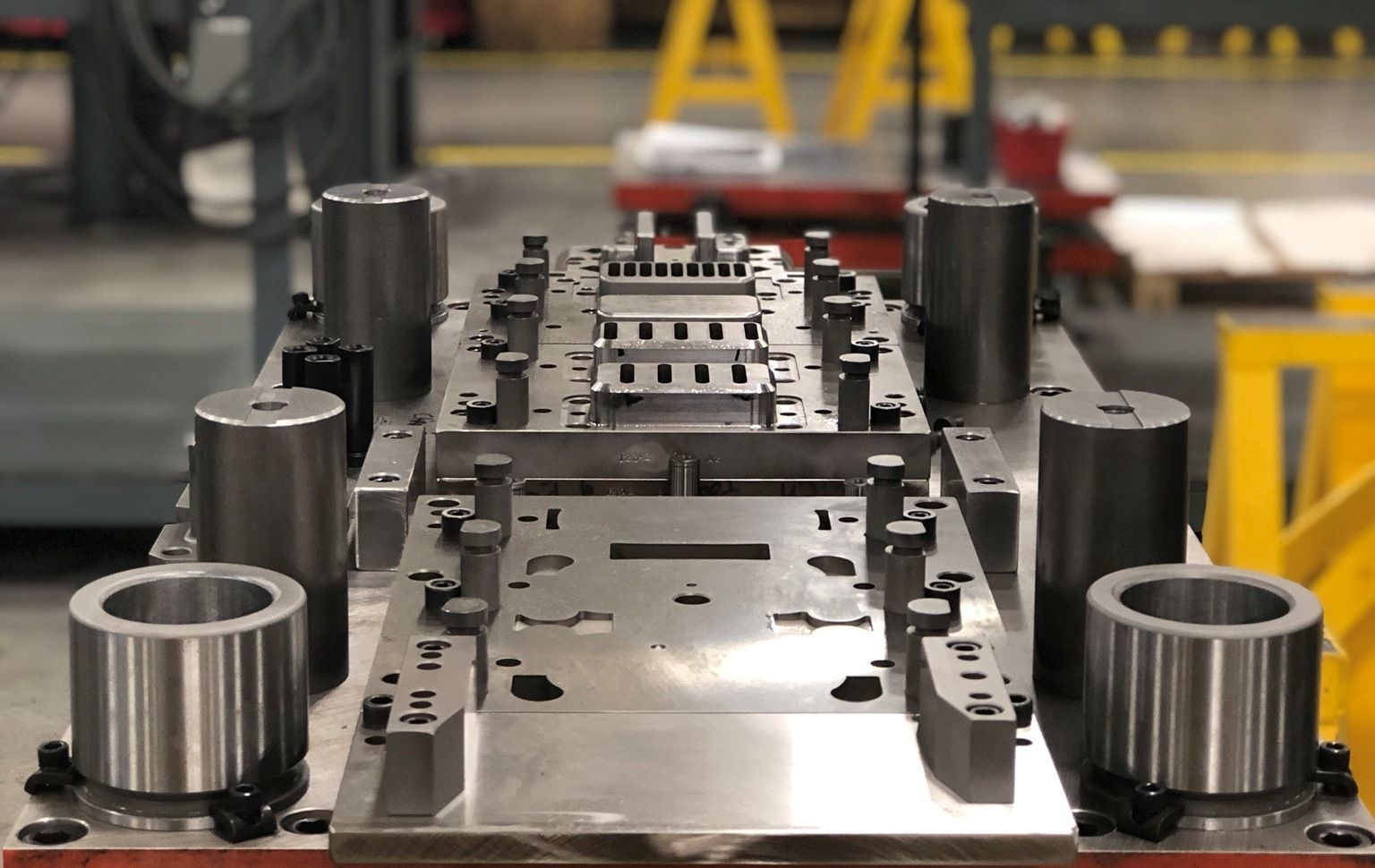
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
История возникновения процесса
Известен и используется издревле, так как был изобретен еще до Средневековья и уже тогда позволял нашим предкам изготавливать оружие, украшение и другие нужные в быту вещи. В течение столетий неуклонно совершенствовался, всегда отличаясь сравнительной простотой и высокой производительностью, но выполнялся вручную вплоть до 1850-х годов, после чего уровень развития технологий позволил вплотную заняться его механизацией.
С середины XIX века технические операции стали проводить на станках, с начала XX – приступили к выпуску кузовов авто, с 1930-х – корпусов и механизмов морских и речных судов и летательных аппаратов, с 1950-х – функциональных узлов и элементов в ракетостроении.
Металлическая штамповка столетиями сохраняла популярность из-за следующих своих особенностей и преимуществ:
- Универсальность – с ее помощью выполняют детали каких угодно размеров и форм, причем как нуждающиеся в последующей обработке, так и уже готовые к эксплуатации.
- Точность изготовления, особенно при современном уровне технологий, что позволяет обеспечить взаимозаменяемость выпускаемых элементов даже без доводки.
- Склонность к механизации и автоматизации – высокая производительность всегда была очевидным достоинством, и сегодня она достигается за счет использования роторно-конвейерных линий.
- Прочность конечных изделий, даже тонких, легких, габаритных.
Особенно актуален процесс при массовом выпуске – как мелких элементов, вроде шестеренок для часов, так и крупных предметов, например, кузовов автомобилей.
Холодное выдавливание
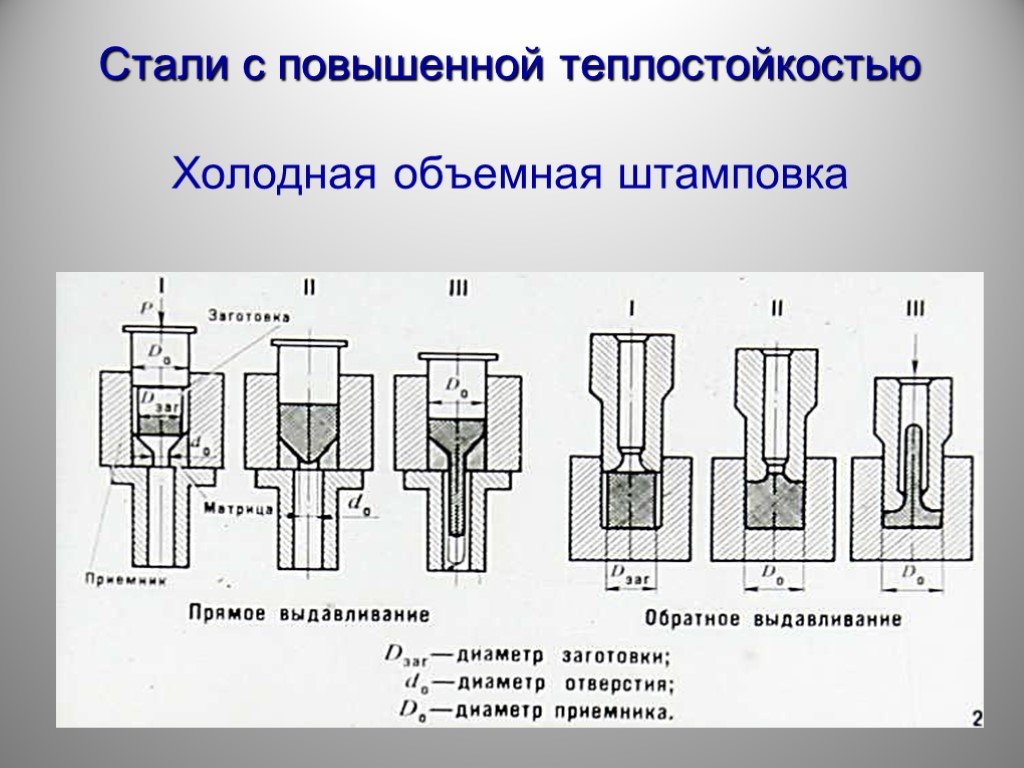
Холодное выдавливание осуществляется методом давления, по своей сути схожим с прессованием металла. Отличие заключается в образовании трёхосного неравномерного сжатия в области деформации, что приводит к повышению пластичности обрабатываемого материала и позволяет получать большое формоизменение заготовки. Процесс формования детали заключается в следующем: под влиянием давления, создающегося при обжимании заготовки до состояния текучести, металл вытекает через отверстия матрицы соответствующей формы. Течения металла относительно к движению пуансона может иметь разную направленность и в зависимости от этого направления различают типы выдавливания.
- Прямое выдавливание характеризуется совпадением движения пуансона и направления течения металла. Он применяется для получения сплошных удлинённых поковок: деталей значительной длины.
- Боковое выдавливание характеризуется вытеканием металла через боковые отверстия, под углом к движению пуансона. Применяется для получения поковок с отростками: деталей сложной формы.
- Обратное выдавливание характеризуется направлением вытекания, противоположным движению пуансона. Применяется для пустотелых поковок: деталей полых внутри.
- Комбинированное выдавливание характеризуется одновременным течением в нескольких направлениях и применяется для производства деталей сложной формы.
Прогрессивные способы штамповки листового металла
Существует несколько инновационных методов холодной штамповки:
- Обработка жидкостью. С помощью высокого давления и жидкости происходит деформация металла. В итоге он принимает форму матрицы. Этот способ используют для изготовления полых, продолговатых деталей.
- Штамповка взрывом. Чтобы изменить форму металла, используются взрывчатые газы (гексоген, метан, пропан). Благодаря взрыву создаётся высокое давление. Из-за этого изначальная заготовка принимает форму подготовленного заранее штампа. Давление, которое создают взрывчатые газы, позволяет производить детали большого размера и сложных форм. Главное преимущество такой обработки — минимальные затраты на обработку заготовок и исключение необходимости приобретения дорогостоящего оборудования.
- Обработка резиной. Этот способ используется только для обработки тонколистового металла (до 2 мм).
- Электрогидравлическая обработка. Особенность этого метода в том, что электрический заряд большого напряжения является энергоносителем. Разряд проходит по жидкости и вызывает ударную волну. Под воздействием давления изменяется форма заготовки. Ключевые преимущества этого метода — высокая точность и малые затраты энергии на производственный процесс.
Каждый год появляются новые технологии обработки металлов, которые экономичнее и производительнее старых.
![]()
Электрогидравлическая обработка
Краткая характеристика
При холодной листовой штамповке заготовки обрабатываются на специальном оборудовании под большим давлением. Изменяется их форма и размер. Другие геометрические характеристики деталей остаются в изначальном состоянии.
В процессе штамповки металл становится гораздо прочнее. Однако при повышении прочности, увеличивается хрупкость металла. Чтобы снизить влияние этого негативного фактора на состояние готовой детали, проводится дополнительный процесс термической обработки. Называется он рекристаллизационный отжиг. Благодаря проведению этого этапа достигаются оптимальные показатели хрупкости и прочности металла.
Холодная штамповка металла
Холодный способ представляет собой технологическую операцию, при которой металлическая заготовка без предварительного нагрева подвергается деформации.
Листовое штампование
Детали данным методом изготовляют прессованием металлических листов, полос или рулонов. Толщина получаемой продукции не превышает 10 мм. Листовая штамповка металла востребована при массовом производстве изделий, абсолютно идентичных по форме и размерам.
Для проведения работ используется два вида прессов:
- Универсальные. Они предназначены для вырубки, сгибания и вытяжки.
- Специальные. С их помощью осуществляется глубокая вытяжка и специфическое выгибание деталей.
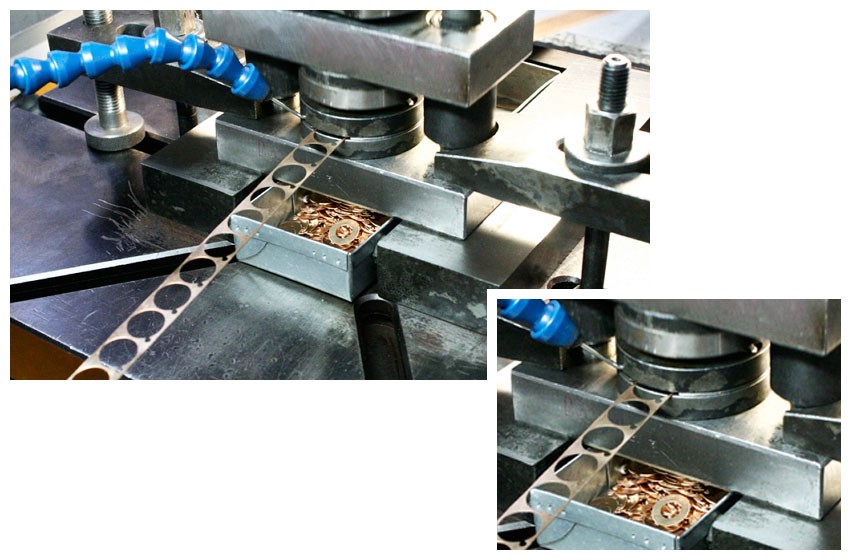
Листовая штамповка металла может проводиться на механизированном оборудовании или на пресс-автоматах.
Заготовки для работ при необходимости нарезаются с помощью механических или гидравлических ножниц. Широкие листы режутся на дисковых инструментах с цилиндрическими ножками. Криволинейный контур выполняется дисковыми или коническими ножницами.

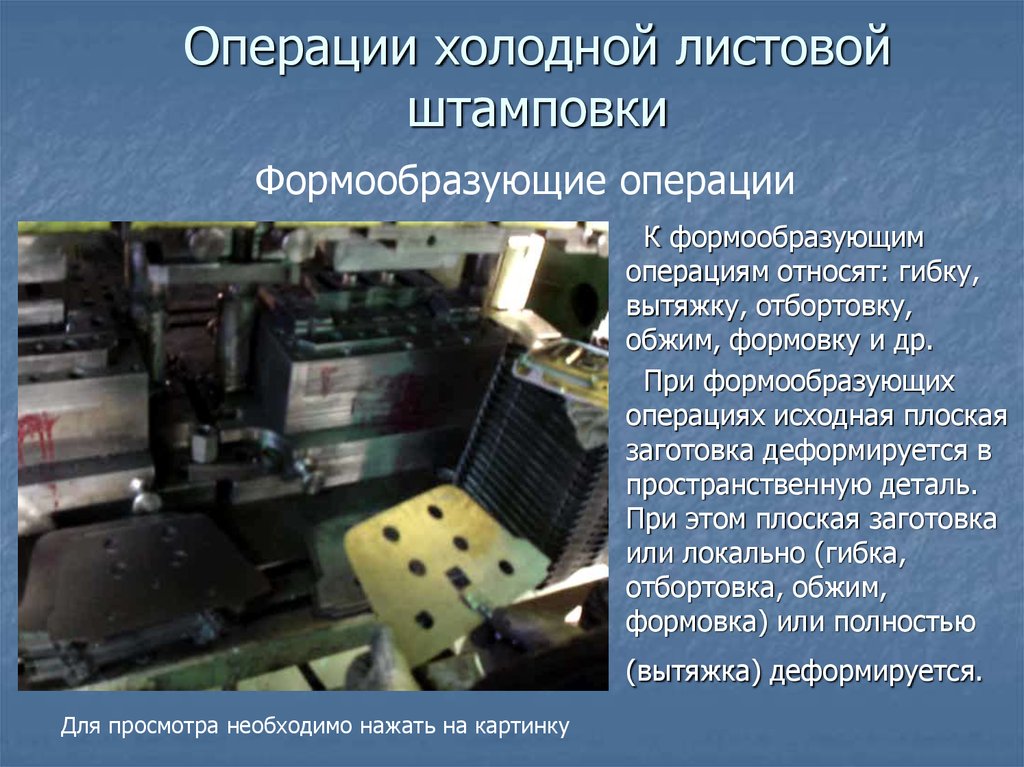
Виды операций, проводимые во время листовой штамповки
Детали изготавливают двумя способами:
- Формоизменяющий. К нему относятся: скручивание, прогибание, навивание, обжим, формование, вытягивание, отбортовка. За время прохождения операции материал заготовки не разрушается, меняется только форма и размер.
- Разделяющий. В него входят: нарезка, прокалывание, обрезка, пробивка и зачистка. Заготовки в данном случае разделяются во время сдвига по заданному контуру.
Плюсы и минусы метода
К недостаткам холодного листового штампования металла относится высокая стоимость оборудования. Окупаемость процесса происходит быстро только в серийном производстве.
Преимуществами данного метода являются:
- Возможность выполнять параллельно несколько операций.
- Получение взаимозаменяемых деталей.
- Рост производительности и эффективности.
- Экономичность массового и серийного производства.
- Получение прочных деталей с сохранением их минимальной массы.
- Точность размеров и высокое качество поверхности.

Объемная холодная штамповка
Этот универсальный метод востребован в производстве разнообразных изделий из металла. Существует несколько видов объемного штампования.






Холодное выдавливание
Заготовка помещается в полость, из которой металл выдавливается в отверстия, расположенные в рабочем механизме. Проводится на кривошипных или гидравлических прессах. Различают четыре варианта выдавливания:
- прямое;
- обратное;
- боковое;
- комбинированное.
Возможность получения изделий без разрушения и деформации заготовок – плюсы выдавливания.
Высадка
Процесс осуществляется на специальных автоматах. Штамповке подвергается прут или проволока. Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
Холодная объемная штамповка металла в открытых штампах
Способ основан на формовании деталей путем заполнения металлом полости штампа. Чтобы облегчить процесс и ослабить сопротивление металлической основы, детали расчленяют на переходы, между которыми они подвергаются отжигу. Благодаря этому повышается пластичность металла, сокращается риск разрушения деталей и увеличивается допустимая степень формоизменения.

Достоинства и недостатки объемной штамповки
Основным минусом данного метода является быстрое изнашивание штампов. Причиной тому служат значительные механические нагрузки, которые испытывает на себе применяемое оборудование.
Преимущества объемной штамповки:
- Получение высококачественных изделий без окалины.
- Прочность произведенных деталей и точность размеров за счет отсутствия окисления.
- Высокая производительность.
- Минимальная шероховатость поверхности изделий.
- Возможность полной или частичной автоматизации.
- Не нужно нагревать материал.
- Эффективность использования металла.
Качество изготовления продукции зависит от правильной сборки и работы штампа.
В каких областях промышленности технология нашла применение?
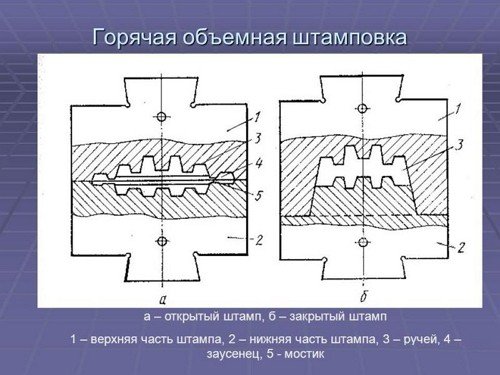
Горячая объемная штамповка ‒ вид обработки металлозаготовок с помощью давления, который подразумевает использование специального инструмента, штампа, для формообразования поковки из разогретой заготовки.
Поверхности полостей и выступов отдельных частей штампа при этом ограничивают течение металла, поэтому в итоге операции происходит образование единственной замкнутой полости по конфигурации поковки. Такую полость называют ручьем.
Для данного вида обработки необходимы специальные штамповочные заготовки. Их изготавливают с применением проката профилей разных форм путем разрезания прутков на отдельные изделия кривошипными пресс-ножницами, механическими пилами, газовой резкой и т.п.
Горячая объемная штамповка.
Достоинства такой технологии при сравнении с ковкой заключается в следующем:
- высокие показатели производительности;
- более высокая точность изготовления деталей: допуски при штамповании поковок в 3 раза меньше, нежели при ковке.
Основными недостатками технологии являются дороговизна инструмента и его узкая направленность: конкретный штамповочный станок подходит для создания поковки одной формы и размера.
Помимо этого, для осуществления объемной горячей штамповки поковок потребуется в несколько раз больше усилий деформирования, нежели для ковки аналогичных поковок.
На заметку! Крупными называют поковки с массой в несколько сот килограммов, но они используются в редких случаях. Еще реже можно встретить изделия с массой 2-3 тонны. Наиболее распространенные формы имеют массу от 20 до 30 кг.
Технология активно применяется на производственных предприятиях металлообрабатывающей промышленности, которые имеют дело с алюминиевыми сплавами, латунью.
С помощью горячей штамповки прессом изготовляются заготовки для деталей легковых автомобилей, тракторов и других видов сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.п.
С учетом тенденции к росту серийности в машиностроении штамповка в будущем приобретет еще большую популярность и развитие.
https://www.youtube.com/watch?v=0-1fp3iKrT4
Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Видео:
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
ВАЖНО ЗНАТЬ: Убираем ржавчину с металла — как и чем?
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.








Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
Видео:
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.
Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
1 Основные виды штамповки металлов
Такой способ обработки применяется в мелком, среднем и большом объеме в производствах, специализирующихся на машино- и приборостроении. Штамповка изделий из металла применяется почти во всех отраслях, позволяя создавать любые детали (от стрелок часов до автомобильных дисков и элементов корпуса самолетов). Данная технология имеет очень долгую историю и даже сейчас активно развивается. Постоянно появляются новые методы, использующие силы разного происхождения, кроме гравитации. Деформирование происходит под действием гидравлического давления, электрического тока, магнитного поля и т. д. Далее мы рассмотрим вопросы, связанные с принципом действия штамповочных прессов, видами и методами деформации металла и использованием изделий, созданных таким способом в разных отраслях промышленности.
Деформация листового металла может осуществляться под действием высокого давления либо при комбинировании давления и температуры. Исходя из этого, все типы штамповки можно разделить на две большие группы:
- холодная;
- горячая.
 Деформация листового металла
Деформация листового металла
Оба типа имеют свои преимущества и недостатки, которые разграничивают сферы их использования. Холодная штамповка осуществляется при температуре ниже точки плавления металла. Это позволяет избежать усадки при остывании, но накладывает ограничения на форму конечного изделия. Таким методом создают детали без большого количества рельефных элементов, например, детали корпуса автомобиля. Основные требования к используемому материалу при холодной штамповке — высокая пластичность и отсутствие хрупких деформаций. Метод подходит для низкоуглеродистых и легированных сталей, меди, латуни, сплавов алюминия и магния, титана. Поверхность изделий получается ровной, гладкой, размеры продукции с высокой точностью соответствуют заданным.
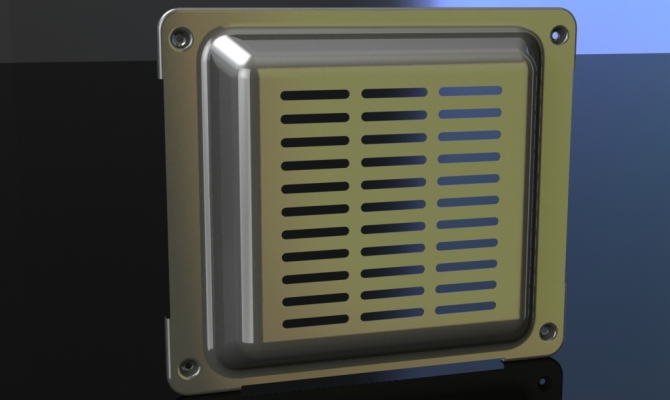
В зависимости от вида готовой продукции холодная штамповка может быть листовой и объемной. Листовая предназначена для создания таких элементов, как корпуса приборов, детали автомобильного кузова, различные пластины сложной геометрической формы. Заготовки сохраняют свою первоначальную толщину, изменяется только их геометрическая форма. При помощи объемной штамповки производят детали, к которым выдвигаются требования особой надежности и точных геометрических размеров: коленвалы автомобилей, шаровые опоры и т. п. В процессе таких деформаций происходят вдавливание одних структурных элементов поверхности и выдавливание других.
Преимущества листовой штамповки перед обычной резкой довольно значительные. Во-первых, такая поковка имеет большую производительность — до 40 тысяч деталей за смену. Во-вторых, таким способом можно создать изделие большой мощности при малой толщине материала, например, оборудовав конструкцию ребрами жесткости, что сделать практически невозможно при любом типе резки. Поверхность полученных деталей ровная, не требует шлифовки и грунтовки перед покраской. Все перечисленные преимущества позволили повсеместно внедрить методы штамповки во всех отраслях промышленности, особенно в автомобилестроении, авиации и электронном производстве.
 Листовая штамповка деталей
Листовая штамповка деталей
Горячая штамповка, или ковка, требует предварительного нагрева самой заготовки либо заготовки и штамповочного молота. Данным методом создаются детали сложной геометрической формы, требующие дальнейшей механической обработки, поскольку на стыке пресс-форм остается часть материала. Поверхность изделий вследствие нагревания до высокой температуры покрывается пленкой окислов, которые удаляются на последующих этапах производства.
Данный метод штамповки производится посредством действия на горячую деталь, которая находится между подвижной и неподвижной частями пресса. В зависимости от зазора между частями штампа ковку делят на два вида:
3 Преимущества использования методов штамповки
Изготовление деталей при помощи высокого давления позволяет создавать детали практически любой формы, значительно уменьшая расход материала. По сравнению с резкой листовой материал под прессом не теряет механических свойств.
Изготовление деталей при помощи высокого давления
Данная высокоскоростная технологическая операция позволяет получать от 30 до 40 тысяч деталей в сутки. После завершения штамповки изделия нуждаются только в минимальной доработке: снятии облоя, шлифовке и полировке.
Универсальность применения метода обеспечивается возможностью быстрой замены пресс-форм, расположенных на молотах. Штамповка доказывает свою высокую результативность при внедрении на производствах разного типа (от точного приборостроения до создания автомобилей, самолетов и ракет).
Особенности ГКМ
Горизонтально-ковочная машина (ГКМ) имеет штампы, состоящие из разъемной гравюры. Гравюра имеет три части: неподвижную, подвижную (зажимную) и пуансон с разъемом в перпендикулярных относительно друг друга плоскостях.

Металлическую арматуру круглого или квадратного сечения вставляют в неподвижную матрицу, подвижная матрица прижимает ее, после чего пуансон деформирует заготовку, вдавливая в формообразующую полость.
После процедуры деформирования матрицы разжимаются, заготовку нужной формы вытаскивают либо она выпадает самостоятельно. Конечный результат достигается за несколько переходов в разных ручьях. В связи с тем, что штамп имеет три рабочие части, уклоны и напуски на поковки минимальны или отсутствуют вовсе. ГКМ отличаются малой универсальностью и дороговизной.
Горячая объемная штамповка нашла свое применение в таких отраслях промышленности, как машиностроение, а также в иных производствах, где требуется создание сложных по конфигурации деталей из стали, цветных металлов и их сплавов.
Принцип работы и устройство прессов различных типов
Прессовое оборудование механического типа может использовать в своей работе энергию сжатого воздуха. Для этого в штамповочных цехах применяют линии подачи сжатого воздуха. Рабочее давление в них составляет 8 – 12 атм. Станки этого типа оснащают системами очистки воздуха от воды и следов масел.
Прессовое оборудование механического типа
Сжатый воздух, принимает участие в раскрутке маховика, который поднимает шатун в верхнее положение. Нажимая на педаль или кнопки управления прессом, оператор открывает муфту, воздух выходит из системы и шатун под своим весом устремляется вниз.

![Штамповка деталей из листового металла [горячая и холодная, оборудование]](https://takorest.ru/wp-content/uploads/a/b/6/ab6bc0b34edd2be89a3754bb60a7bb4a.jpeg)



Устройство ХИП
Конструкция холодного изостатического пресса представляет собой следующее:
- Предварительно изолированный корпус, состоящий из двух частей, которые при соединении образуют полностью герметичную ёмкость. Открывается она с помощью гидравлического привода. В нижней части расположены каналы подачи воздушной смеси и рабочей жидкости;
- Систему энергопитания одно или трёхфазного напряжения;
- Автоматический блок управления, с помощью которого осуществляется запуск непрерывно повторяющегося цикла, происходящего в автоматическом режиме с вероятностью внесения ручных корректировок основных параметров;
- Гидравлическую систему и помпы избыточного давления, использующиеся для совокупного применения с разным давлением и вероятностью контроля за его увеличением или снижением. В зависимости от модификации оборудования, помпа может быть одноходовой или двухходовой, укомплектованной гидроприводом. Клапан высокого давления выполнен в виде блоков, что позволяет снизить количество и длину трубопровода;
- Систему оборота среды давления, включающую запорные клапана и ёмкости-маслоприёмники, которые заполняются в результате откачивания давления, очистки среды давления и приёмной ёмкости;
- Автоматический блок управления с HMI-интерфейсом и регистратором характеристик цикла. Автоматика максимально укомплектована оборудованием, относящимся к системам безопасности, имеет средство защиты степени IP-54. Содержит весь спектр необходимого оборудования, требующегося для безопасного использования агрегата. Возможность удалённого управления и контроля за текущими рабочими параметрами, позволяет получить моментальный доступ из любого места. Подключение осуществляется за счёт сигнала, который передаётся через Интернет и обеспечивает доступ к управлению оборудованием в режиме реального времени.

Устройство ХИП
Марки штамповых сталей
Марки штамповых сталей и химический состав регламентируются ГОСТ 5950-73 «Прутки и полосы из инструментальной легированной стали. Технические условия».
Для изготовления молотовых и прессовых штампов получили распространение стали 5ХНМ, 5ХНВ, 5ХНВС.5XНГМ. Полноценным заменителем дефицитных хромоникелевых сталей 5ХНВ и 5ХНМ является безникелевая сталь 4ХСМФ. Дешевыми сталями для высадочных штампов являются марки 4ХВ2С, 5ХВ2С, 7X3, 8X3.
При штамповке труднодеформируемых сплавов применяют высоколегированные стали 4ХЗВМФ, 4Х5В2ФС, 4Х5МФС, 4Х4ВМФС, 6ХЗВЗМФС, 5Х2ВМНФ и др. Эти же стали целесообразно применять для изготовления высоконагруженных детали штампов при выездке и выдавливании на ГКМ, ГШКП, горячевысадочных автоматах, высокоскоростных машинах.
Для повышения износостойкости и теплостойкости штамповых вставок, пуансонов и матриц широко применяют химико-термическую обработку поверхности ручья. Например, очень эффективно азотирование сравнительно небольших по габаритам вставок штампов ГШКП. Рабочие элементы обрезных штампов изготовляют из хромистых сталей типа 7X3, 6X3. Реже применяют стали 5ХНВ, 5ХГМ1, 4ХВ2С. Часто режущие кромки деталей штампа, выполненных из стали 45, наплавляют твердым сплавом.
Блоки для молотовых вставок, матриц для высадки изготовляю из сталей 40ХЛ, 40Л. При жидкой штамповке для инструмента используют стали 4Х5В2ФС, 4Х5ЭДФС, ЗХ2В8Ф; для изотермической штамповки титановых сплавов и сталей применяют жаропрочные сплавы на никелевой основе типа ЖС6К, ЖС6У, керамические и металлокерамические сплавы, сплавы на основе молибдена.
Весьма перспективно при горячей объемной штамповке применение литых штампов, изготовляемых вместе с ручьями. Для литых штампов используют стали, в основном, подобные по составу сталям для ковочных штампов. Применение литых штампов повышает стойкость инструмента, снижает трудоемкость изготовления штамповой оснастки, позволяет более экономно расходовать стали за счет многократного переплава изношенного штампа и др.
Детали штампов для холодного объемного деформирования изготовляют из высокоуглеродистых (У10А), среднелегированных (9ХС, ХВГ) и высоколегированных (Х12М, Х12Ф1, Х6ВФ, Р18 и др.) сталей. Стали У10А, 9ХС, ХВГ обладают сравнительно невысокой прочностью, поэтому их используют в основном для малонагруженных элементов штампа (выталкивателей, опорных прокладок и т.п.). Высоколегированные стали после термической обработки приобретают высокие показатели твердости, прочности и вязкости .
Технология штамповки
Технология изготовления деталей штамповкой как горячим, так и холодным способом предполагает наличие оснастки. Для обоих видов изготавливаются штампы, которые имеют определенные отличия. Применяются они для металла, который имеет разную степень толщины.
Заготовки большого размера предварительно нагреваются, а затем идет процесс ковки. В холодном состоянии толщина листа редко превышает 1 мм. С таким материалом проводятся разные операции, например, штамповка значков.
Технология проведения штамповки
Холодная штамповка
В процессе холодной штамповки листового металла нагрев не проводится. Усилия пресса хватает, чтобы проводить разделительные или формоизменяющие операции. Как результат полученная деталь, не подверженная процессу усадки. Для экономии материала штамповку проводят согласно правилам раскроя листа, которые регламентируются ГОСТом.
К холодной штамповке относятся такие операции:
- Вырубка-пробивка. В процессе вырубки готовая деталь падает в контейнер, а снаружи остаются отходы. При пробивке, наоборот, отход падает в контейнер, а деталь формируется снаружи. Конструкция штампов одинаковая. В процессе работы проводится разделительная операция, в которой участвует пуансон и матрица штампа.
- Гибка. Относится к несложной операции. Деталь укладывается между упорами на матрицу и давится сверху пуансоном.
- Вытяжка. Часто получается за несколько переходов. Для этого изготавливаются отдельные штампы. В процессе работы из круглой заготовки получается стакан, конус или полусфера. Получается это за счет перераспределения металла в исходной заготовке.
- Отбортовка. Пуансон ловит фиксатором отверстие в детали и расширяет его, отбортовывая стенки.
Важным моментом является правильный выбор зазора между пуансоном и матрицей. Эта величина зависит от толщины и вида материала. Чем толще металл, тем больше зазор. Для алюминия и других мягких материалов этот размер уменьшается. В противном случае будут образовываться заусенцы.
Горячая штамповка
В процессе изготовления деталей из металла путем горячего прессования заготовки поступают в камеру нагрева. Горячая объемная штамповка металла начинается после достижения ими температуры 1200°С. Нагретые изделия закладываются в штамп, где имеются специальные ручьи, для предварительной и окончательной штамповки.
Если нужно осадить нагретую поковку, то она ставится в пространство между двумя плоскими бойками. Оборудование запускается, и заготовка осаживается на нужный размер.
Нагретый металл (Фото: pixabay.com)
Альтернативные методы штамповки
Штамповка металла может происходить и под действием других сил:
- Взрывом. Процесс проводится в воде. Материал располагается на матрице, в которой сделано углубление нужной формы. Сверху производится взрыв. В результате заготовка заполняет ручей и приобретает нужную форму.
- Электрогидравлическая. В водной среде подается напряжение. Происходит нагрев воды. Под действием высокой температуры возникает ударная волна, которая формирует заготовку.
- Протяжка металла через валки. Этот метод позволяет придать заготовке нужную форму.
Штампованные значки изготавливаются в штампе, где в углубление пуансона закладывается эмаль.