Характеристики шпоночной стали
Приведенная выше информация указывает на то, что сталь для шпонок должна обладать определенными эксплуатационными характеристиками. Из названия материала можно сразу определить область ее применения. Среди особенностей отметим следующее:
- Металлическая шпонка производится зачастую при применении металла, который отвечает ГОСТу 8787-68.
- Зарубежные производители учитывают стандарт DIN
- В большинстве случаев используется шпоночный прокат, представленный конструкционной углеродистой сталью.
- Особенностью можно назвать то, что поверхностный слой обладает лучшими эксплуатационными характеристиками.
- Повысить основные характеристики можно за счет проведения различного рода термической обработки. Часто твердость повышается путем закалки или выполнения отпуска.
Используемая марка стали хорошо поддается холодному и горячему волочению. За счет этого проводится выпуск объемной или комбинированной калибровки.
Довольно большое распространение получил шпоночный материал 8×7. Применение стандартов на момент производства заготовок позволяет существенно упростить задачу по выпуску промежуточного элемента
При выборе материала уделяется внимание нижеприведенным моментам:
- Твердость поверхностного слоя.
- Устойчивость материала от воздействия окружающей среды.
- Степень обрабатываемости.

Распространенные сплавы могут применяться для изготовления призматических и других вариантов исполнения промежуточных элементов, который устанавливается для передачи усилия. Стоит учитывать, что чаще всего шпоночная сталь применяется при создании прямоугольных брусков различных размеров, которые устанавливаются на валу.
Классический вариант представлен маркой Ст45. К ключевым особенностям отнесем:
Это конструкционная углеродистая сталь обыкновенного качества, стоимость которой относительно невысокая.
Традиционно используется при изготовлении ответственных деталей.
Не стоит обращать внимание на то, что подобная марка не подается сварке.
Кроме этого, может применяться марка Ст50, свойства которой не существенно отличаются от предыдущего варианта.
В случае, когда нужно существенно повысить прочность соединения следует уделить внимание возможности применения легированных сплавов. Внесение в состав определенных химических элементов позволяет существенно повысить эксплуатационные характеристики
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
- Твердость варьируется в пределе 35-45 HRC. Для повышения этого показателя проводится термическая обработка, а также отпуск для снижения вероятности появления внутренних напряжений.
- Внесение хрома позволяет несколько повысить степень защиты материала от воздействия повышенной влажности. Этот момент определяет то, что коррозия на поверхности не появляться в течение длительного периода применения изделия.
- Концентрация углерода в районе 0,4% обеспечивает требуемую прочность и твердость изделия. При этом в состав могут включаться и другие вещества в небольшой концентрации, за счет чего обеспечиваются требуемые эксплуатационные характеристики.

Также могут применяться и другие сплавы с особыми эксплуатационными характеристиками, к примеру, с хорошей устойчивостью к воздействию повышенной температуры. Выбор проводится в зависимости от эксплуатационных характеристик и многих других моментов.
Шпоночный паз размеры таблица
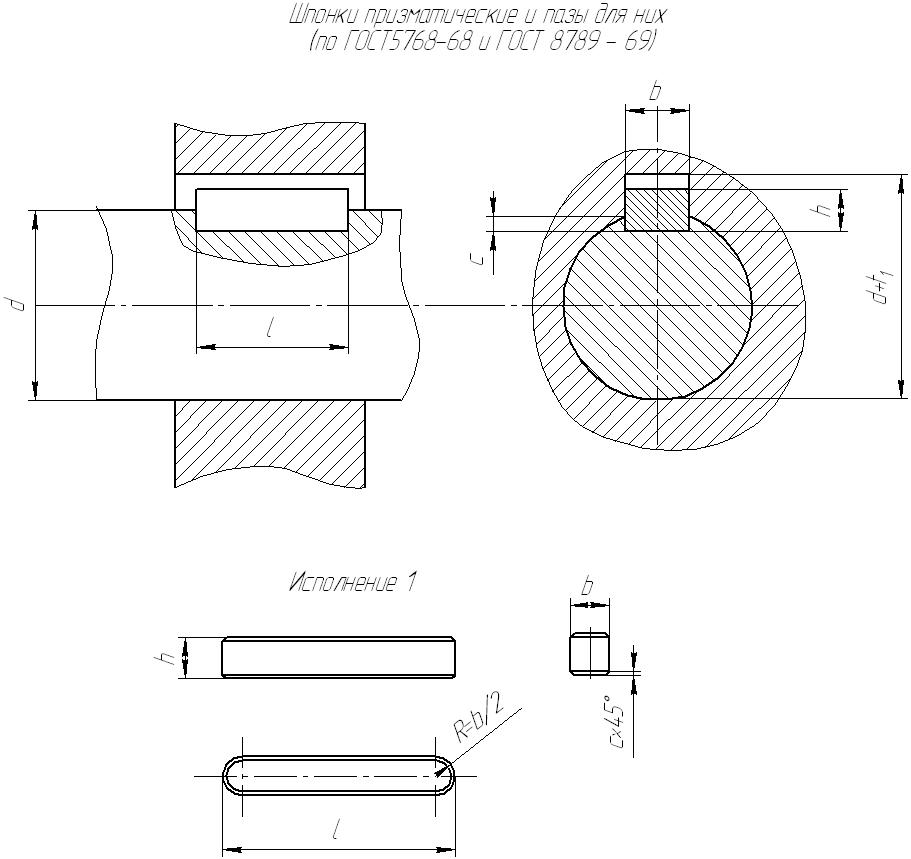
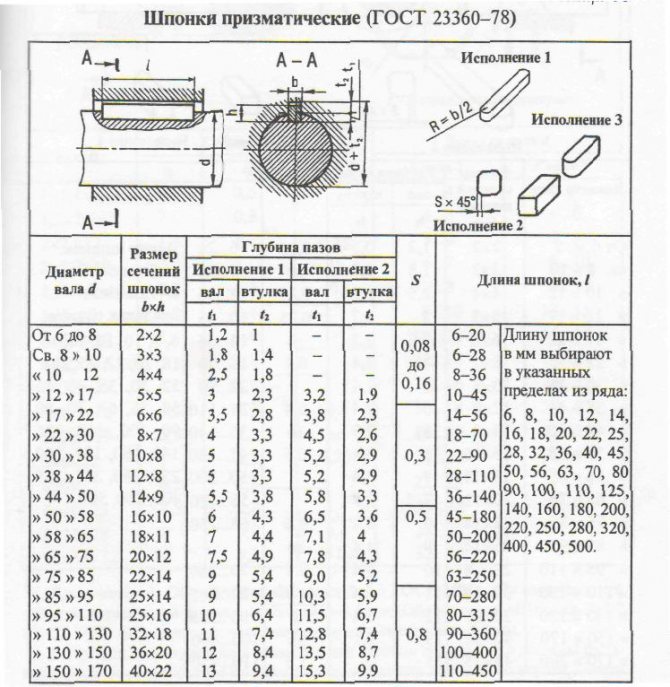
Параметры и характеристики стальных призматических шпонок, которые используются при шпоночных соединениях на валах и во втулках, определяются нормативами ГОСТ 23360-78.
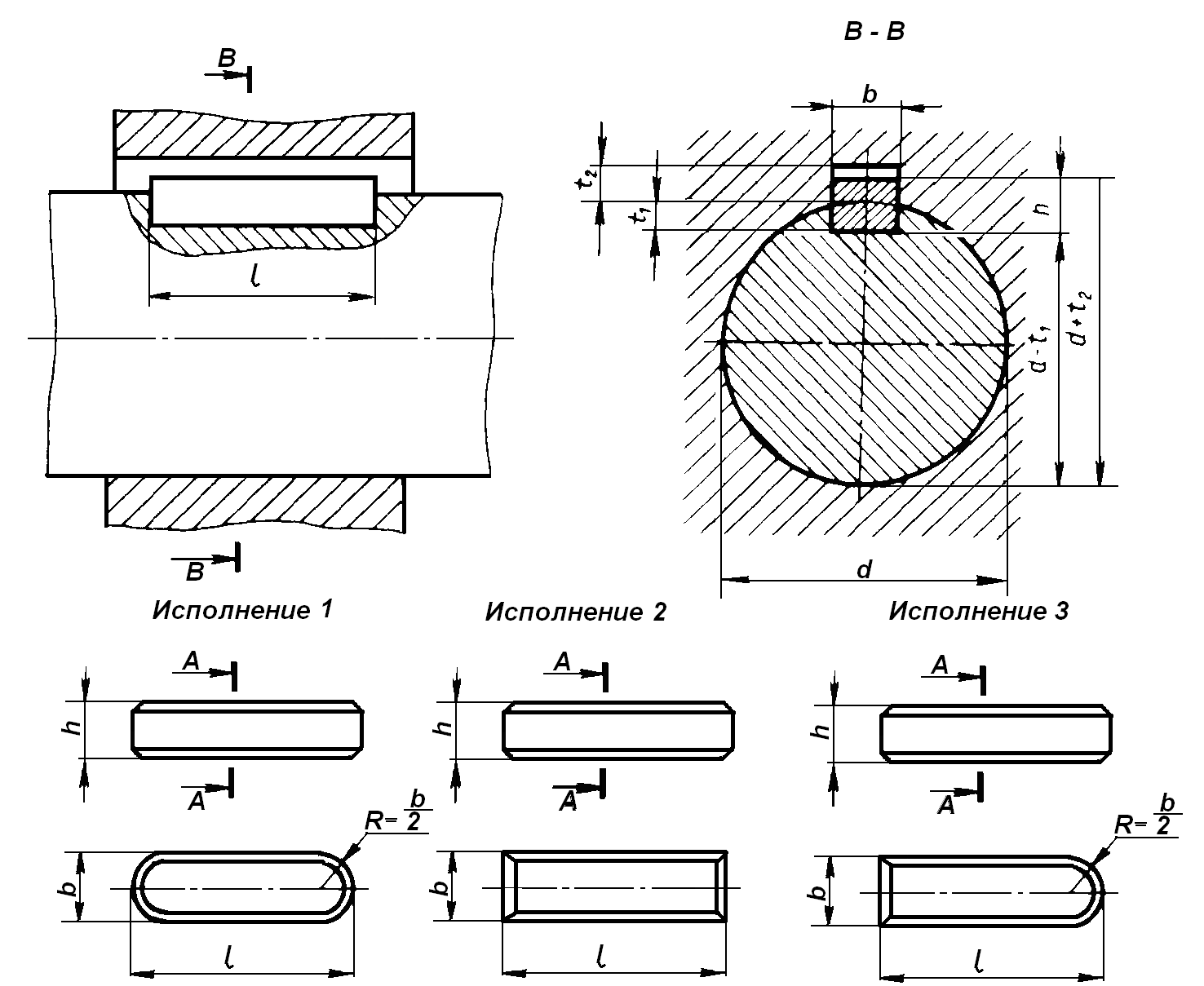
Основные параметры призматических шпонок в соответствии с нормативами ГОСТ 23360-78 (Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов):
- ширина (b);
- высота (h);
- размер фаски (S);
- длина (l).
Единицы измерения всех параметров призматических шпонок – миллиметры (мм).
Длины шпонок должны выбираться из следующего ряда:
- 6 (мм);
- 8 (мм);
- 10 (мм);
- 12 (мм);
- 14 (мм);
- 16 (мм);
- 18 (мм);
- 20 (мм);
- 22 (мм);
- 25 (мм);
- 28 (мм);
- 32 (мм);
- 36 (мм);
- 40 (мм);
- 45 (мм);
- 50 (мм);
- 56 (мм);
- 63 (мм);
- 70 (мм);
- 80 (мм);
- 90 (мм);
- 100 (мм);
- 110 (мм);
- 125 (мм);
- 140 (мм);
- 160 (мм);
- 180 (мм);
- 200 (мм);
- 220 (мм);
- 250 (мм);
- 280 (мм);
- 320 (мм);
- 360 (мм);
- 400 (мм);
- 450 (мм);
- 500 (мм).
Важно: материал, который применяется при изготовлении шпонок — сталь чистотянутая по ГОСТ 8787-68, допускается применять другую сталь с временным сопротивлением разрыву не менее 590 (МПа) или 60 (кгс/мм2). Источник
Источник
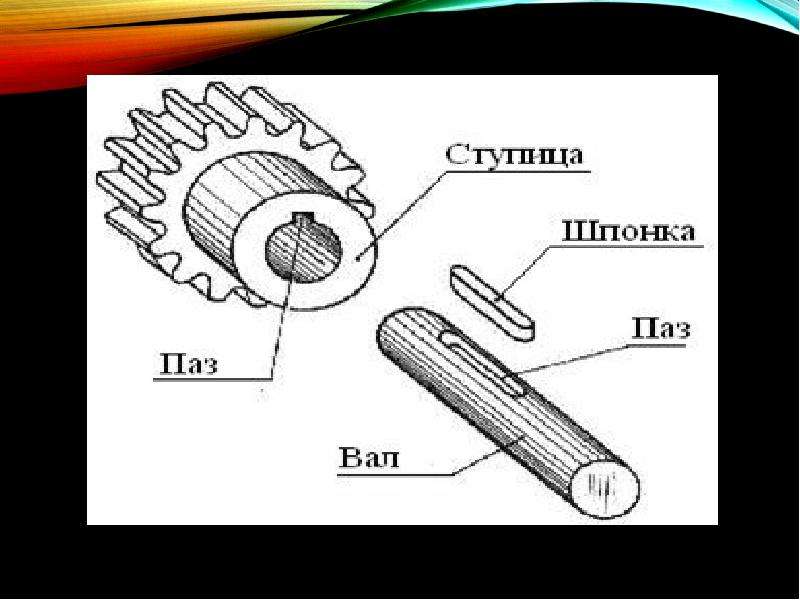
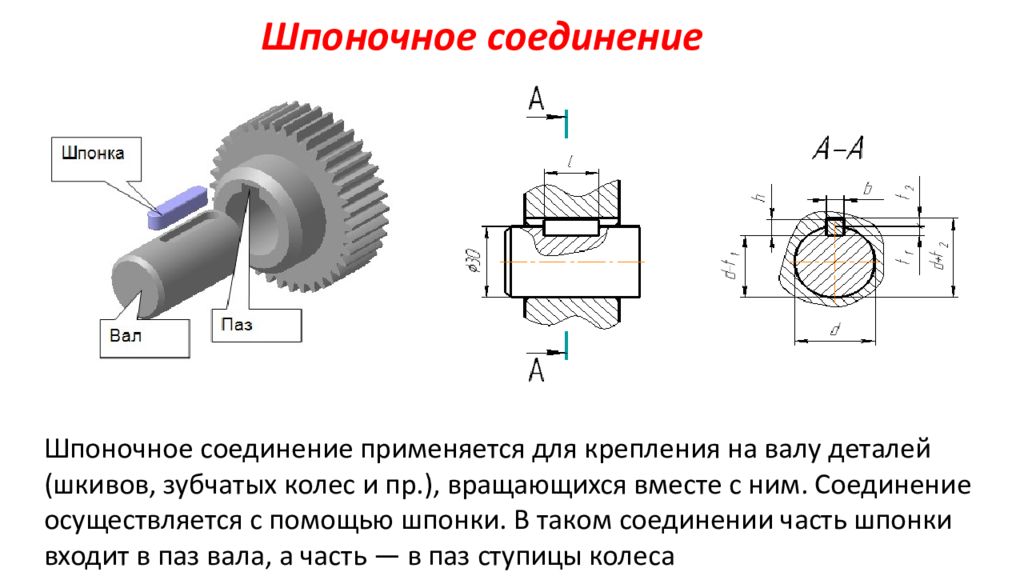
Шпоночные соединения
Шпонка представляет собой некую деталь, являющуюся промежуточным звеном для передачи вращательного момента вала ступице. Данный процесс осуществляется за счет образования напряжения смятия шпоночных пазов. Именно по этой причине шпоночные соединения относят к группе жесткого способа передачи вращения.
В большинстве случаев шпонками пользуются в низко нагруженных изделиях. Преимущественно для деталей мелкой серии. Происходит это из-за малой несущей нагрузки шпонок, причина которой кроется в наличии следующих недостатков:
- Шпоночные пазы уменьшают поперечную площадь вала, что отрицательно влияет на его прочностные характеристики. Особенно это имеет сильный эффект на пустотелых валах с отношением внутреннего и наружного радиусов 0,6. Изготовление шпоночных пазов в таких условиях является неприемлемым.
- Форма паза отличается резкими переходами, что служит причиной образования концентраторов напряжения. Все это заметно снижает устойчивость соединения к циклическим нагрузкам.
- Достаточно низкая технологичность.
Несмотря на все вышеуказанные недочеты шпонки все равно активно применяются в отраслях машиностроения из-за упрощенной конструкции и низкой стоимости. Но на массовом и крупносерийном производстве высоко ответственных деталей шпонки уступили более совершенным во всех планах шлицевым соединениям.
Разновидности
Главным критерием выбора призматической шпонки является то, для какого виды соединений она предназначена.
В том случае, если соединение неподвижное, используют закладные призматические шпонки. В подвижных соединениях применяют направляющие или скользящие призматические шпонки. Использование направляющих актуально, когда движение ступицы происходит по продольной оси с валом, при этом она проскальзывает по самому пазу. Скользящий тип подразумевает жесткое закрепление в паз и движение вдоль него.
На производстве изготовление шпонок всех типов должно быть выполнено по соответствующим ГОСТам. Данные документы содержат рекомендуемые размеры для изделий в соответствие со стандартными размерами валов.
В случаях, когда вал или шпиндель имеет нестандартный диаметр, следует проводить подробный расчет допусков и посадок для паза.
Каким инструментом можно измерить глубину шпоночного паза?
С недавних пор пользуюсь электронным штангельциркулем («колумбиком»). Небольшие проблемы со зрением он решает очень хорошо. Тем более, что точность измерения у него идеальна и сомнению не подлежит. Что касается рабочих процессов, то большую поддержку для столяра может оказать устройство под названием глубиномер для фрезерного станка. Оборудовав свой ручной фрезер таким устройством, испытываешь значительное облегчение в работе. Настроив глубину паза на приборе, можно уверенно контролировать дальнейшее фрезерование без постоянных проверок.
Таков электронный колумбик:

А это насадка на фрезер, электронный глубиномер:

Глубину шпоночного паза, да и любые другие отверстия (их глубину) можно измерить штангенциркулем, в общем-то это и есть тот самый нужный инструмент в Вашем случае.
Измерение производится линейкой-глубиномера, на схеме она под цифрой 5-ь.

Устанавливаем (торцом) штангенциркуль у края паза, или отверстия.
На инструменте есть подвижная часть (губки со штангой, при их выдвижении выдвигается и линейка глубиномера) опускаем «щуп» (линейку) до упора и фиксируем всю рамку винтом (зажимным).
Далее смотрим на шкалу и видим показания (размер по глубине паза) в миллиметрах.
Ещё проще работать со штангенциркулем у которого есть электронное табло.
Все действия те же, но размер глубины высвечивается на табло, что гораздо проще поиска «рисок» на шкале штангенциркуля.
Конечно использование штангенциркуля логично, если Вам нужен точный размер глубины паза, если с допуском +-, то можно и гвоздём, вставили гвоздь в паз до упора, отметили размер и сняли показания, по длине, рулеткой, но точность будет, гораздо худшей чем при работе со штангенциркулем.
Источник
DIN 6885 Б/П Шпонка стальная призматическая
- Модификации
- Описание
- Технические характеристики
- Ваши скидки
Призматические шпонки DIN 6885 изготавливаются в разных вариациях. Они бывают квадратные, овальные, с округлыми углами только с одной из сторон, с отверстиями и без, а так же со срезами одного из углов.
Шпонка изготавливается по немецкому стандарту DIN 6885, а так же по Российскому стандарту ГОСТ 23360-78 и по международному стандарту ISO 773. Шпонка DIN 6885 производится из стали, по умолчанию дополнительного покрытия не имеет, так же не обладает повышенными классами прочности.
Установка шпонки в каком-либо механизме требуется внимательности и опыта установки подобных изделий. Для правильной установки шпонки в механизме, нужно деталь и вал совместить таким образом, чтобы канавки у них совпали. Шпонка по DIN 6885 фиксирует на валу надетый на него маховик/зубчатую шестерню/шкив. Данный вал часто рассчитан на тысячи оборотов в минуту.
Узел, в котором вращается вал с такой огромной скоростью, чаще всего непрерывно работает годами. И все это время призматическая шпонка испытывает действующие на срез силы.
Назначение
Шпонка DIN 6885 призматическая, или по другому её ещё называют «шпоночный паз». Шпонки DIN 6885 очень часто используются в производственных и промышленных сферах.
Технические характеристики шпонки DIN 6885 (часть 1):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||||||||
| 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
| Высота, H (h11) | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 14 | 16 | 18 | |
| Радиус | мин. | 0,16 | 0,25 | 0,4 | 0,6 | ||||||||||||
| макс. | 0,25 | 0,4 | 0,6 | 0,8 | |||||||||||||
| Номиналь- ная длина L | мин. | 6 | 6 | 8 | 10 | 14 | 18 | 22 | 28 | 36 | 45 | 50 | 56 | 63 | 70 | 80 | 90 |
| макс. | 20 | 36 | 45 | 56 | 70 | 90 | 110 | 140 | 160 | 180 | 200 | 220 | 250 | 280 | 320 | 360 |
Технические характеристики шпонки DIN 6885 (часть 2):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||
| 36 | 40 | 45 | 50 | 56 | 63 | 70 | 80 | 90 | 100 | ||
| Высота, H (h11) | 20 | 22 | 25 | 28 | 32 | 32 | 36 | 40 | 45 | 50 | |
| Радиус | мин. | 1 | 1,6 | 2,5 | |||||||
| макс. | 1,2 | 2 | 3 | ||||||||
| Номиналь- ная длина L | мин. | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | 250 | 280 |
| макс. | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 |
| Сумма заказа | Размер скидки на каждый заказ |
| 5 000 — 20 000 рублей | Базовая оптовая цена |
| 20 000 — 70 000 рублей | Скидка 5% |
| 70 000 — 200 000 рублей | Скидка 10% |
| свыше 200 000 рублей | Скидка до 25% |
Если ВЫ являетесь крупнооптовой снабжающей организацией для ВАС есть особые условия, оповестите наших менеджеров и получите персональные скидки!
Кольцо стопорное плоское внутреннее для отверстий
Назад
ПРИЛОЖЕНИЕ 1 (справочное). Теоретическая масса шпонок
ПРИЛОЖЕНИЕ 1Справочное
Теоретическая масса шпонок
Размеры в мм
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Теоретическая масса 1000 шпонок исполнения 2 в кг |
|||||||
|
6 |
0,188 |
0,423 |
|||||
|
8 |
0,251 |
0,565 |
1,01 |
||||
|
10 |
0,314 |
0,707 |
1,26 |
1,95 |
|||
|
12 |
0,377 |
0,848 |
1,51 |
2,35 |
|||
|
14 |
0,440 |
0,989 |
1,76 |
2,75 |
3,94 |
||
|
16 |
0,502 |
1,13 |
2,01 |
3,14 |
4,52 |
6,15 |
|
|
18 |
0,565 |
1,27 |
2,26 |
3,53 |
5,09 |
6,92 |
7,93 |
|
20 |
0,628 |
1,41 |
2,51 |
3,92 |
5,65 |
7,69 |
8,80 |
|
22 |
1,55 |
2,76 |
4,32 |
6,22 |
8,46 |
9,67 |
|
|
25 |
1,77 |
3,14 |
4,91 |
7,07 |
9,62 |
11,0 |
|
|
28 |
1,98 |
3,52 |
5,50 |
7,91 |
10,77 |
12,3 |
|
|
32 |
2,25 |
4,02 |
6,28 |
9,01 |
12,31 |
14,1 |
|
|
36 |
2,53 |
4,52 |
7,06 |
10,2 |
13,85 |
15,8 |
|
|
40 |
4,99 |
7,85 |
11,3 |
15,38 |
17,6 |
||
|
45 |
5,62 |
8,83 |
12,7 |
17,31 |
19,8 |
||
|
50 |
9,75 |
14,1 |
19,23 |
22,0 |
|||
|
56 |
10,9 |
15,8 |
21,34 |
24,6 |
|||
|
63 |
17,7 |
24,23 |
27,7 |
||||
|
70 |
19,6 |
26,82 |
30,8 |
||||
|
80 |
30,77 |
34,9 |
|||||
|
90 |
39,3 |
||||||
|
100 |
|||||||
|
110 |
|||||||
|
125 |
|||||||
|
140 |
|||||||
|
160 |
|||||||
|
180 |
|||||||
|
200 |
|||||||
|
220 |
|||||||
|
250 |
|||||||
|
280 |
|||||||
|
320 |
|||||||
|
360 |
|||||||
|
400 |
|||||||
|
450 |
|||||||
|
500 |
|||||||
|
Для исполнения 1 масса уменьшается на |
0,013 |
0,045 |
0,108 |
0,241 |
0,364 |
0,58 |
0,76 |
|
Для исполнения 3 масса уменьшается на |
0,006 |
0,022 |
0,054 |
0,120 |
0,182 |
0,29 |
0,38 |
Продолжение
Размеры в мм
|
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
|
|
8 |
8 |
9 |
10 |
11 |
12 |
14 |
14 |
|
|
Теоретическая масса 1000 шпонок исполнения 2 в кг |
||||||||
|
6 |
||||||||
|
8 |
||||||||
|
10 |
||||||||
|
12 |
||||||||
|
14 |
||||||||
|
16 |
||||||||
|
18 |
||||||||
|
20 |
||||||||
|
22 |
13,8 |
|||||||
|
25 |
15,7 |
|||||||
|
28 |
17,6 |
21,1 |
||||||
|
32 |
20,1 |
24,1 |
||||||
|
36 |
22,6 |
27,1 |
35,6 |
|||||
|
40 |
25,1 |
30,1 |
39,6 |
|||||
|
45 |
28,3 |
33,9 |
44,5 |
56,5 |
||||
|
50 |
31,4 |
37,7 |
49,5 |
62,8 |
77,7 |
|||
|
56 |
35,2 |
42,2 |
55,4 |
70,2 |
86,8 |
104,9 |
||
|
63 |
39,4 |
47,4 |
62,5 |
78,9 |
97,9 |
119 |
151 |
166 |
|
70 |
44,0 |
52,8 |
69,2 |
88,0 |
109 |
132 |
168 |
184 |
|
80 |
50,2 |
60,3 |
79,1 |
100 |
124 |
151 |
192 |
211 |
|
90 |
56,5 |
67,8 |
89,0 |
113 |
140 |
170 |
216 |
237 |
|
100 |
62,4 |
75,4 |
98,9 |
126 |
155 |
188 |
240 |
263 |
|
110 |
68,6 |
82,9 |
109 |
138 |
171 |
207 |
264 |
290 |
|
125 |
93,6 |
123 |
157 |
194 |
235 |
300 |
329 |
|
|
140 |
104,8 |
138 |
176 |
218 |
264 |
336 |
369 |
|
|
160 |
157 |
201 |
249 |
301 |
384 |
422 |
||
|
180 |
226 |
280 |
339 |
432 |
475 |
|||
|
200 |
311 |
377 |
480 |
527 |
||||
|
220 |
414 |
528 |
580 |
|||||
|
250 |
600 |
659 |
||||||
|
280 |
||||||||
|
320 |
||||||||
|
360 |
||||||||
|
400 |
||||||||
|
450 |
||||||||
|
500 |
||||||||
|
Для исполнения 1 масса уменьшается на |
1,35 |
1,94 |
2,97 |
4,31 |
6,00 |
8,09 |
11,2 |
13,6 |
|
Для исполнения 3 масса уменьшается на |
0,67 |
0,97 |
1,48 |
2,15 |
3,00 |
4,04 |
5,6 |
6,8 |
Продолжение
Размеры в мм
|
25 |
28 |
32 |
36 |
40 |
45 |
|
|
14 |
16 |
18 |
20 |
22 |
25 |
|
|
Теоретическая масса 1000 шпонок исполнения 2 в кг |
||||||
|
6 |
||||||
|
8 |
||||||
|
10 |
||||||
|
12 |
||||||
|
14 |
||||||
|
16 |
||||||
|
18 |
||||||
|
20 |
||||||
|
22 |
||||||
|
25 |
||||||
|
28 |
||||||
|
32 |
||||||
|
36 |
||||||
|
40 |
||||||
|
45 |
||||||
|
50 |
||||||
|
56 |
||||||
|
63 |
||||||
|
70 |
191 |
246 |
||||
|
80 |
281 |
361 |
||||
|
90 |
246 |
317 |
407 |
508 |
||
|
100 |
273 |
352 |
452 |
565 |
691 |
|
|
110 |
300 |
392 |
502 |
622 |
760 |
968 |
|
125 |
341 |
441 |
567 |
705 |
864 |
1100 |
|
140 |
382 |
492 |
632 |
795 |
967 |
1240 |
|
160 |
437 |
562 |
722 |
905 |
1105 |
1410 |
|
180 |
491 |
632 |
812 |
1015 |
1240 |
1590 |
|
200 |
546 |
703 |
904 |
1130 |
1380 |
1770 |
|
220 |
600 |
773 |
994 |
1240 |
1520 |
1940 |
|
250 |
682 |
883 |
1130 |
1410 |
1730 |
2210 |
|
280 |
764 |
983 |
1134 |
1580 |
1930 |
2470 |
|
320 |
1125 |
1447 |
1806 |
2171 |
2781 |
|
|
360 |
1627 |
2036 |
2452 |
3135 |
||
|
400 |
2261 |
2760 |
3530 |
|||
|
450 |
3971 |
|||||
|
500 |
||||||
|
Для исполнения 1 масса уменьшается на |
15,1 |
21,1 |
31,1 |
43,7 |
59,3 |
85,3 |
|
Для исполнения 3 масса уменьшается на |
7,5 |
10,5 |
15,5 |
21,8 |
29,6 |
42,6 |
Продолжение
Размеры в мм
|
50 |
56 |
63 |
70 |
80 |
90 |
100 |
|
|
28 |
32 |
32 |
36 |
40 |
45 |
50 |
|
|
Теоретическая масса 1000 шпонок исполнения 2 в кг |
|||||||
|
6 |
|||||||
|
8 |
|||||||
|
10 |
|||||||
|
12 |
|||||||
|
14 |
|||||||
|
16 |
|||||||
|
18 |
|||||||
|
20 |
|||||||
|
22 |
|||||||
|
25 |
|||||||
|
28 |
|||||||
|
32 |
|||||||
|
36 |
|||||||
|
40 |
|||||||
|
45 |
|||||||
|
50 |
|||||||
|
56 |
|||||||
|
63 |
|||||||
|
70 |
|||||||
|
80 |
|||||||
|
90 |
|||||||
|
100 |
|||||||
|
110 |
|||||||
|
125 |
1375 |
||||||
|
140 |
1540 |
1957 |
|||||
|
160 |
1760 |
2236 |
2516 |
||||
|
180 |
1980 |
2516 |
2830 |
3560 |
|||
|
200 |
2200 |
2795 |
3145 |
3950 |
5020 |
||
|
220 |
2420 |
3075 |
3459 |
4352 |
5520 |
6990 |
|
|
250 |
2750 |
3494 |
3932 |
4950 |
6280 |
7948 |
9810 |
|
280 |
3080 |
3914 |
4403 |
5539 |
7030 |
8900 |
10950 |
|
320 |
3459 |
4473 |
5032 |
6229 |
7909 |
10011 |
12359 |
|
360 |
3901 |
5032 |
5661 |
7023 |
8918 |
11286 |
13934 |
|
400 |
4400 |
5591 |
6290 |
7910 |
10040 |
12720 |
15700 |
|
450 |
4950 |
6290 |
7066 |
8902 |
11300 |
14300 |
17660 |
|
500 |
5500 |
6989 |
7862 |
9890 |
12560 |
15890 |
19625 |
|
Для исполнения 1 масса уменьшается на |
118 |
164 |
208 |
297 |
430 |
614 |
842 |
|
Для исполнения 3 масса уменьшается на |
59 |
82 |
104 |
148,5 |
215 |
307 |
421 |
(Измененная редакция, Изм. N 2).
Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Например:
Шпонка 3–20Х12Х120 ГОСТ 23360-78; Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели
Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы
ПРИЛОЖЕНИЕ 4 (рекомендуемое). Зависимость параметров шероховатости поверхности от допуска размера
ПРИЛОЖЕНИЕ 4 Рекомендуемое
|
Допуск размера по квалитетам |
Номинальный размер |
|||
|
До 18 |
Св. 18 до 50 |
Св. 50 до 120 |
Св. 120 до 500 |
|
|
, мкм, не более |
||||
|
IT9 |
3,2 |
3,2 |
6,3 |
6,3 |
|
IT10 |
3,2 |
6,3 |
6,3 |
6,3 |
|
IT11 |
6,3 |
6,3 |
12,5 |
12,5 |
|
IT12, 13 |
12,5 |
12,5 |
25 |
25 |
|
IT14, 15 |
12,5 |
25 |
50 |
50 |
Примечания:
1. Параметры шероховатости поверхности с неуказанными предельными отклонениями — 20 мкм.
2. Параметр шероховатости дна шпоночного паза рекомендуется принимать равным 6,3 мкм.ПРИЛОЖЕНИЯ 3, 4. (Введены дополнительно, Изм. N 1).
РОССТАНДАРТ ФA по техническому регулированию и метрологии
НОВЫЕ НАЦИОНАЛЬНЫЕ СТАНДАРТЫ: www.protect.gost.ru
ФГУП СТАНДАРТИНФОРМ предоставление информации из БД «Продукция России» : www.gostinfo.ru
ФА ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ система «Опасные товары» : www.sinatra-gost.ru
Виды шпонок
Современное производство предоставляет свыше 20 наименований разного рода.. Но среди них выделяют следующие наиболее применяемые типы в машиностроении:
- Клиновые — используются на концевых установках и являются разновидностью забивных шпонок. Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок.
- Призматические. Размеры паза регулируются ГОСТ 23360-78. Они наиболее востребованы в промышленности из-за оптимального соотношения прочности и технологичности. Существует две их разновидности: врезные и закладные. Врезные шпонки устанавливаются с натягом, а закладные с небольшим зазором.
- Направляющие шпонки. От призматических их отличает наличие отверстий под крепеж на валу. Помимо передачи вращения они служат элементом для направления деталей.
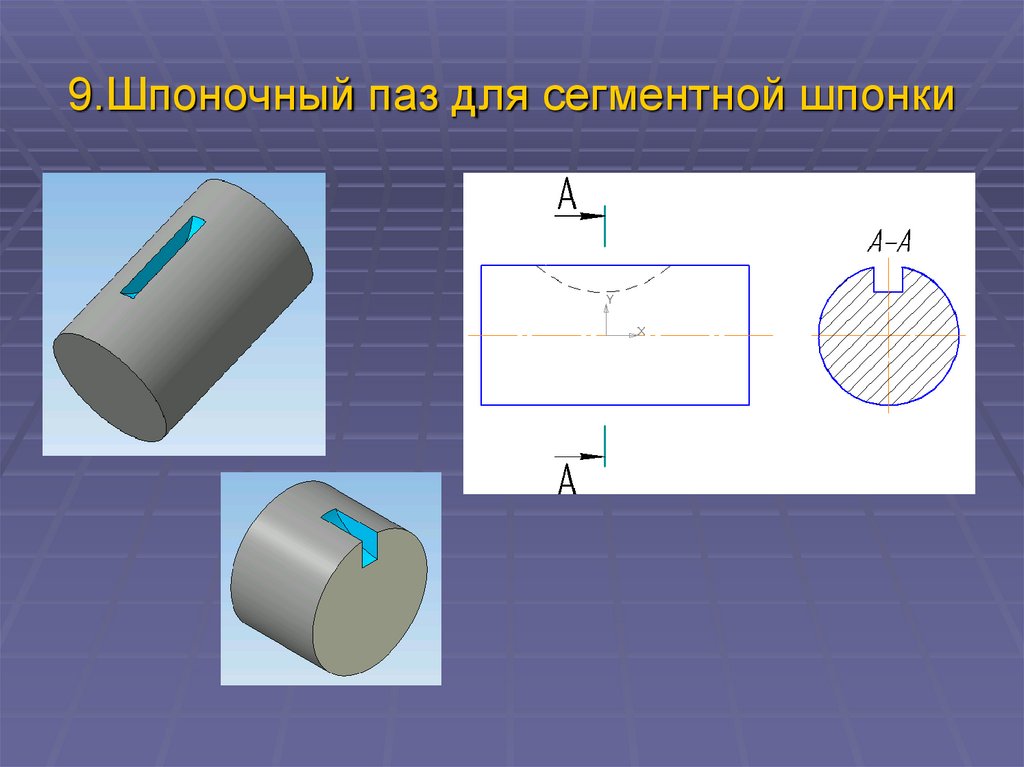
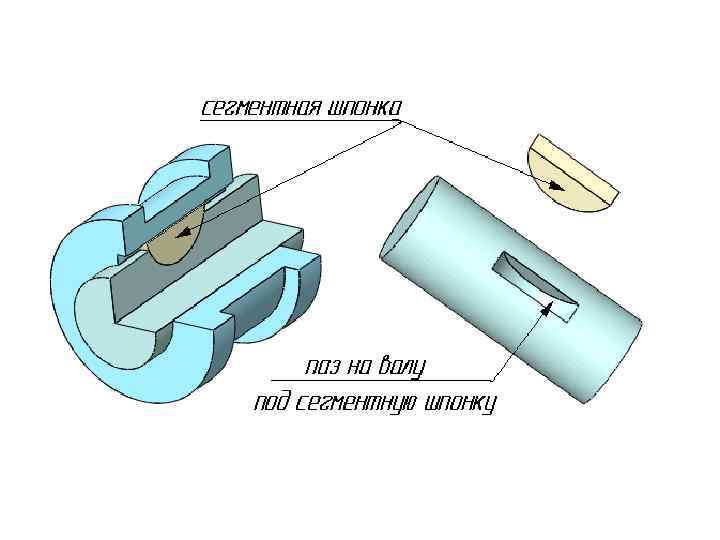
- Сегментные шпонки выделяются среди остальных повышенной технологичностью вырезания пазов. Пазы изготавливают с помощью дисковых фрез, что обеспечивает им большее значение точности и производительности. Крепеж шпонок на валах также отличается более высокой устойчивостью из-за более глубокого врезания в их поверхность. Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Стоит отметить, что шпоночные пазы изготавливаются методом фрезерования, долбления протяжки. Наиболее распространено их получение пальчиковой фрезой, поскольку этот способ обеспечивает относительно благоприятное распределение напряжение и приемлемую технологичность.
Размеры шпоночного материала
При производстве проводится учет размеров шпоночного материала. В большинстве случаев на производственную площадку поставляется пруток. Длина его может составлять около 1000 миллиметров, в некоторых случаях выпуск проводится под заказ. Наиболее распространены следующие размеры шпонки:
- 4×4.
- 5×5.
- 22×22.
- 25×25.
- 32×18.
- 40×40.
Не стоит забывать о том, что от размера зависит и вес. Кроме этого, при производстве изделий определенных размеров применяются различные сплавы. Размер соединительного элемента выбирается в зависимости от того, какая будет оказываться нагрузка. Кроме этого, на размер оказывает влияние габариты соединяемых изделий.
На момент выпуска продукта проводится контроль качества при применении несколько различных методов, среди которых также визуальный осмотр.
От области применения рассматриваемого изделия во многом зависит и форма. Выделяют следующие виды:
- Клиновые.
- Призматические.
- Сегментные.
- Тангенциальные.
- Цилиндрические.
Сталь характеризуется достаточно высокой податливостью к механической обработке. В большинстве случае изделие получают из заготовки, в качестве которой выступает пруток.
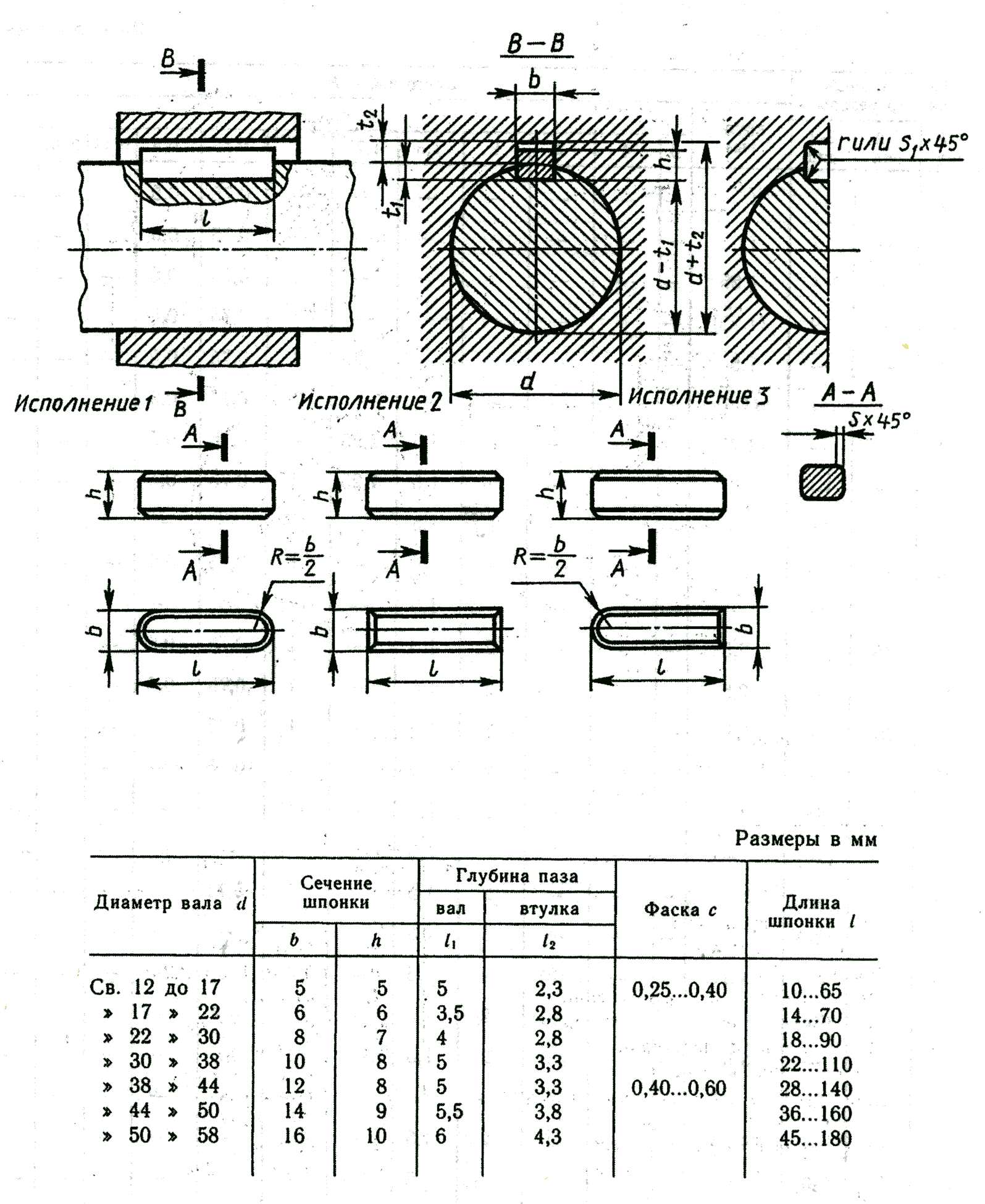
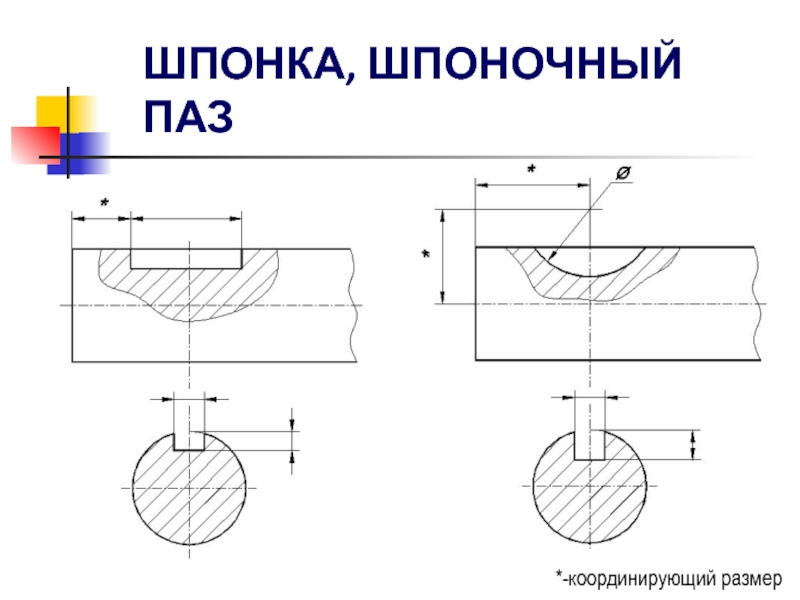
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.
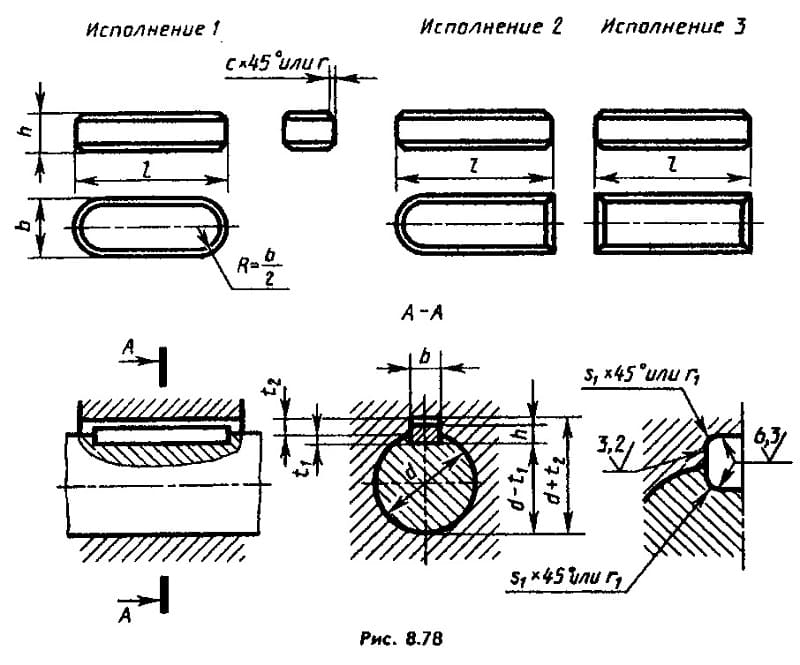
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки
bхh |
Шпоночный паз | Длина l
мм |
||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
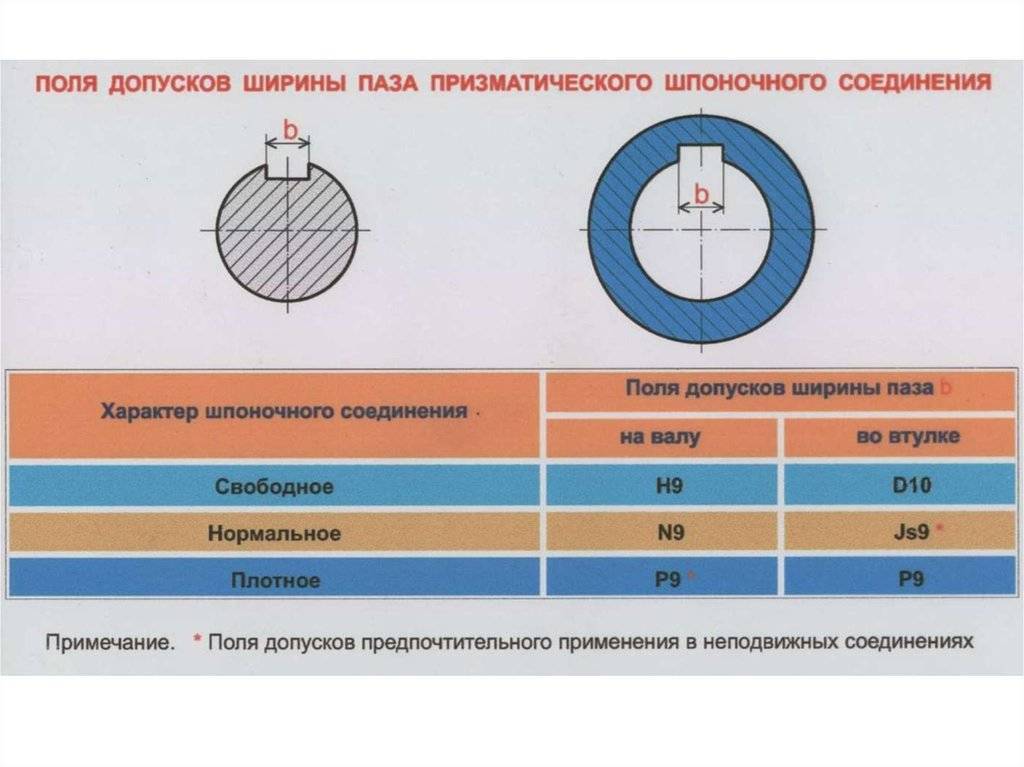
| Вал (Н9) | Втулка
(D10) |
Вал (N9) | Втулка
(JS9) |
Вал и втулка (Р9) | Ном.. | Ном. | Пред.
откл. |
не более | не менее | ||||
| Cв.12 до 17
» 17 » 22 |
5×5
6×6 |
+0,030 | +0,078 +0,030 | 0
-0,030 |
±0,015 | -0,012
-0,042 |
3,0
3,5 |
+0,1 |
2,3
2,8 |
+0,1 |
0,25
0,25 |
0,16
0,16 |
10-56
14-70 |
| Св. 22 до 30
» 30 » 38 |
8×7 | +0,036 | +0,098
+0,040 |
0
-0,036 |
±0,018 | -0,015
-0,051 |
4,0
5,0 |
+0,2 |
3,3
3,3 |
+0,2 |
0,25
0,4 |
0,16
0,25 |
18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44
» 44 » 50 » 50 » 58 » 58 » 65 |
12×8 | +0,043 | +0,120
+0,050 |
0
-0,043 |
±0,021 | -0,018
-0,061 |
5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75
» 75 » 85 » 85 » 95 |
20×12 | +0,052 | +0,149
+0,065 |
0
-0,052 |
±0,026 | -0,022
-0,074 |
7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 |
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
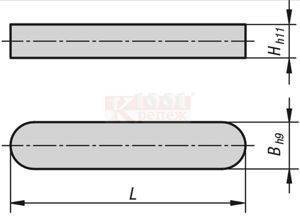
Призматические шпонки с креплением на валу по ГОСТ 8790-79.
Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h14) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 |
Сегментные шпонки по ГОСТ 8786-68.
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4
Св. 4 » 5 |
От 3 до 4
Св. 4 » 6 |
1×1,4×4
1,5×2,6×7 |
1,0
1,5 |
1,0
2,0 |
+0,1 0 | 0,6
0,8 |
+0,1 |
0,08 | 0,16 |
| Св. 5 » 6
» 6 » 7 |
Св. 6 » 8
» 8 » 10 |
2×2,6×7
2×3,7×10 |
2,0 | 1,8
2,9 |
1,0
1,0 |
||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10
» 10 » 12 |
Св. 12 до 15
» 15 » 18 |
3×5×13 3×6,5×16 | 3,0 | 3,8
5,3 |
+0,2 0 | 1,4
1,4 |
|||
| Св. 12 до 14
» 14 » 16 |
Св. 18 до 20
» 20 » 22 |
4×6,5×16
4×7,5×19 |
4,0 | 5,0
6,0 |
1,8
1,8 |
0,16 | 0,25 | ||
| Св. 16 до 18
» 18 » 20 |
Св. 22 до 25
» 25 » 28 |
5×6,5×16 5×7,5×19 | 5,0 | 4,5
5,5 |
2,3
2,3 |
||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 |
+0,3 |
2,3 | ||||
| Св. 22 до 25
» 25 » 28 |
Св. 32 до 36
» 36 » 40 |
6×9×22 6×10×25 | 6,0 | 6,5
7,5 |
2,8
2,8 |
||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 |
+0,2 |
0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 |
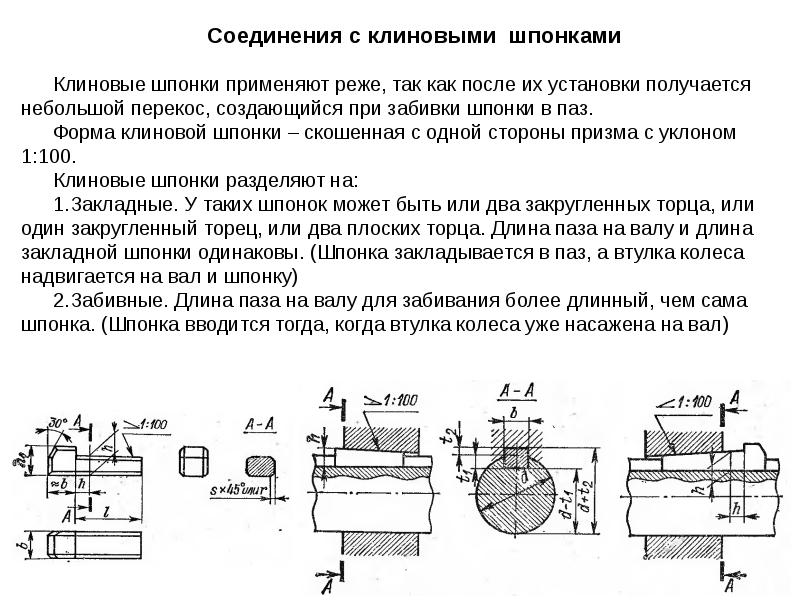
Клиновые шпонки по ГОСТ 24068-80.
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Длина l (h14) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 |
80 |
Продолжение.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 |
§ 33. Чертежи шпоночных и штифтовых соединений
Гост 29175-91
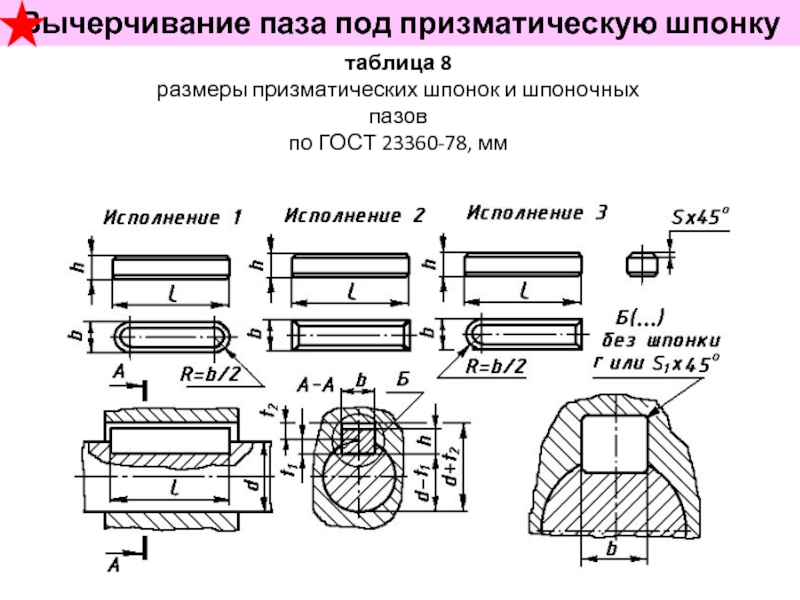
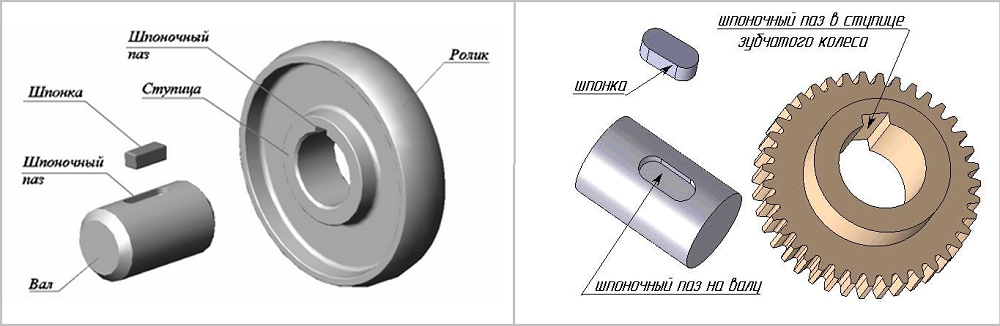
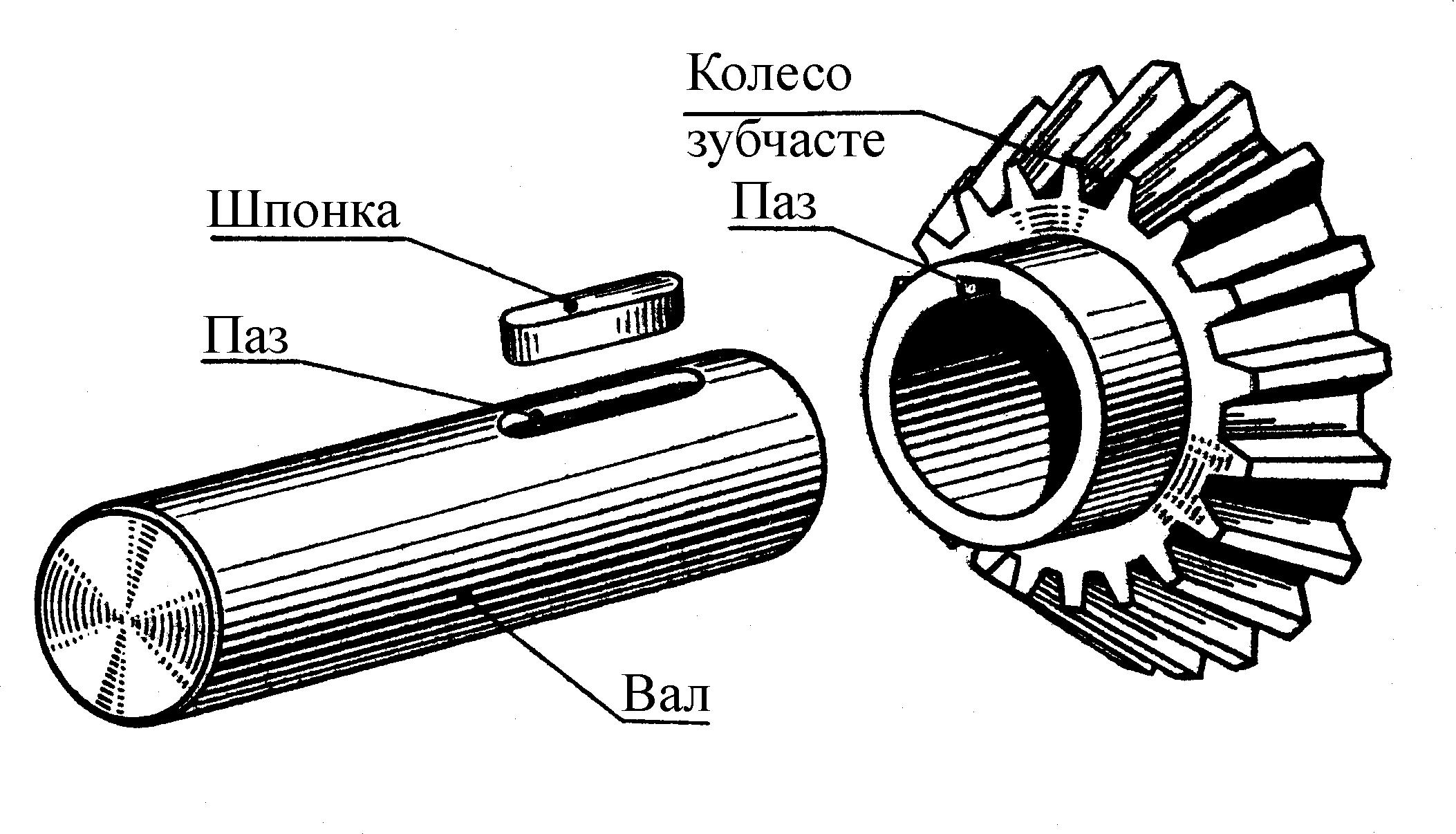
33.1. Изображение шпоночных соединений. Одно из наиболее распространенных разъемных соединений деталей — шпоночное (см. рис. 209).
Шпонка предназначена для соединения вала с посаженной на него деталью: шкивом, зубчатым колесом, маховиком и др.
Чтобы шкив вращался вместе с валом, в них прорезают пазы (шпоночные канавки), в которые закладывают шпонку.
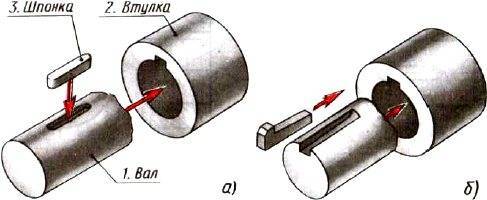
Рис. 222. Детали шпоночного соединения
На рисунке 222 даны наглядные изображения деталей шпоночного соединения. Стрелками показано, как они соединяются. На наглядном изображении соединения призматической шпонкой (рис. 223) втулка показана в разрезе, чтобы ясно была видна шпонка. На полках линий-выносок нанесены цифры. Они соответствуют номерам, которые присвоены деталям.
Рис. 223. Соединение шпонкой
Чертежи деталей, входящих в соединение, приведены на рисунке 224, а сборочный чертеж — на рисунке 225. Заметьте, что на сборочном чертеже шпонка показана нерассеченной. Как вам известно, так поступают в том случае, когда секущая плоскость проходит вдоль сплошной (непустотелой) детали.
Рис. 224. Чертежи деталей шпоночного соединения
На чертеже соединения призматической шпонкой показывают небольшой промежуток — зазор между верхней плоскостью шпонки и дном канавки во втулке.
Рис. 225. Сборочный чертеж шпоночного соединения: 1 — вал; 2 втулка; 3 — шпонка
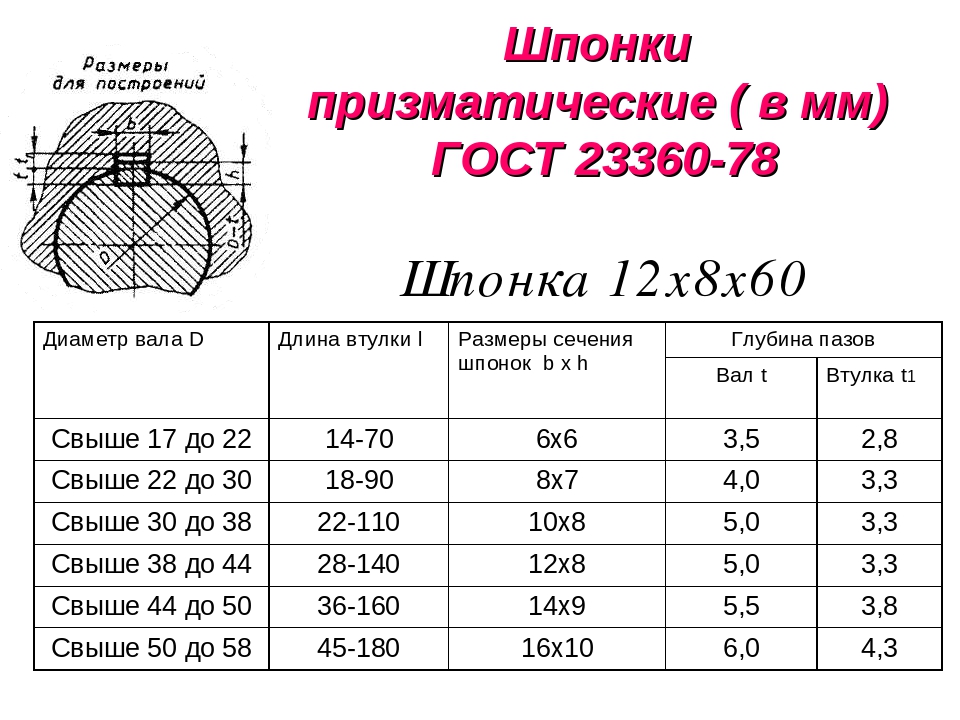
Каждая шпонка на сборочном чертеже имеет условное обозначение. Например, запись Шпонка 12х8×60 означает, что призматическая шпонка имеет следующие размеры: ширина 12 мм, высота 8 мм, длина 60 мм. Запись Шпонка сегм. 8×15 читают так: шпонка сегментная, толщина 8 мм, высота 15 мм. Так как размеры шпонок стандартизованы, то, следовательно, стандартизованы форма и размеры шпоночных канавок (пазов) на вале и во втулке. Выбирают эти размеры в зависимости от диаметра вала, входящего в соединение.
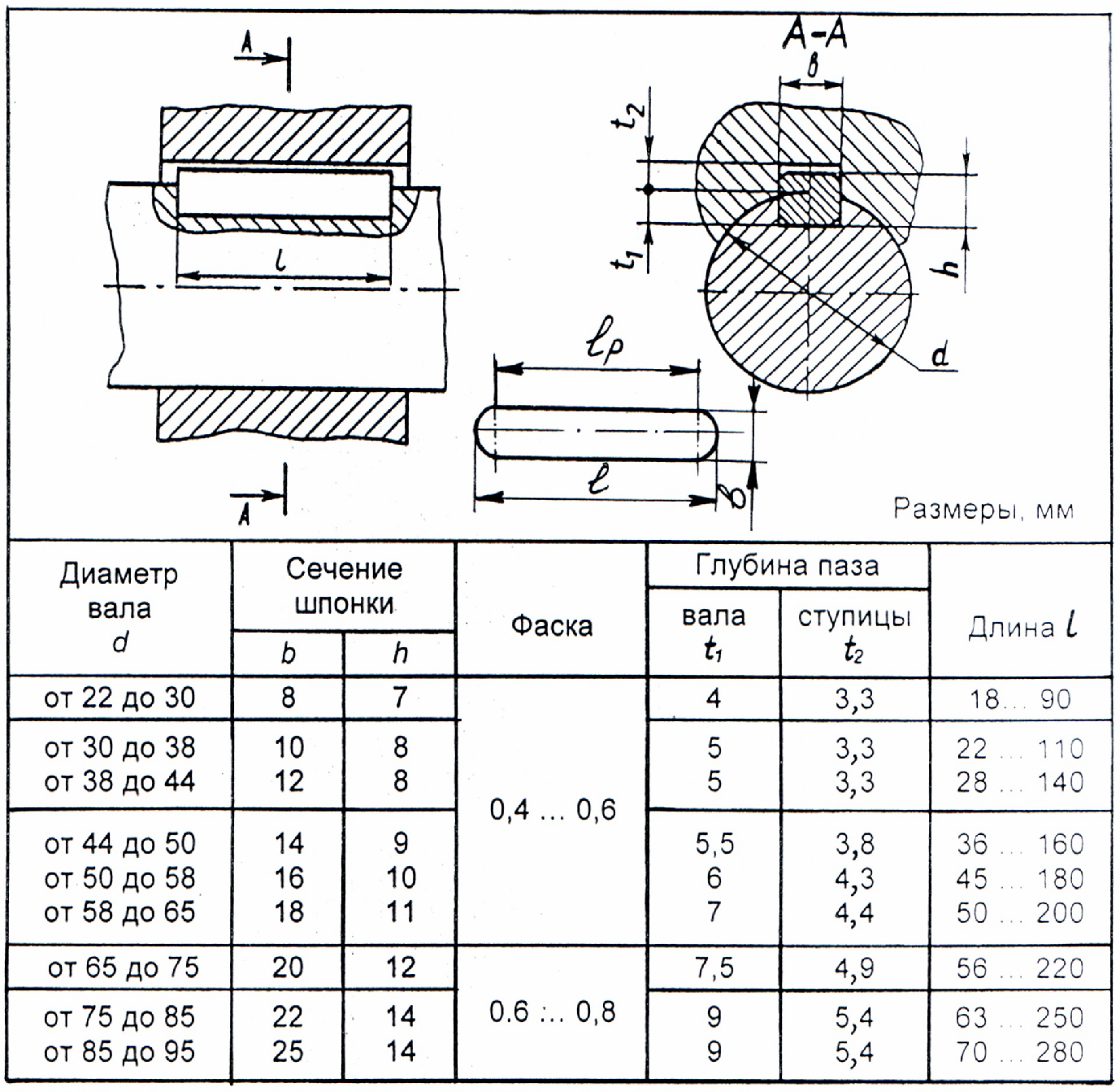
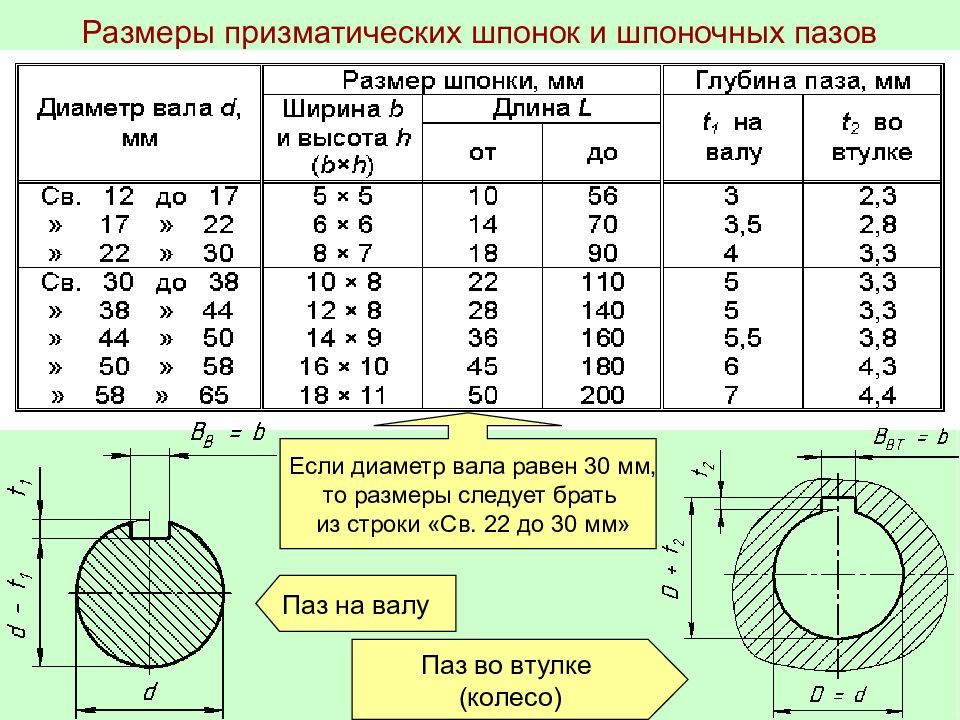
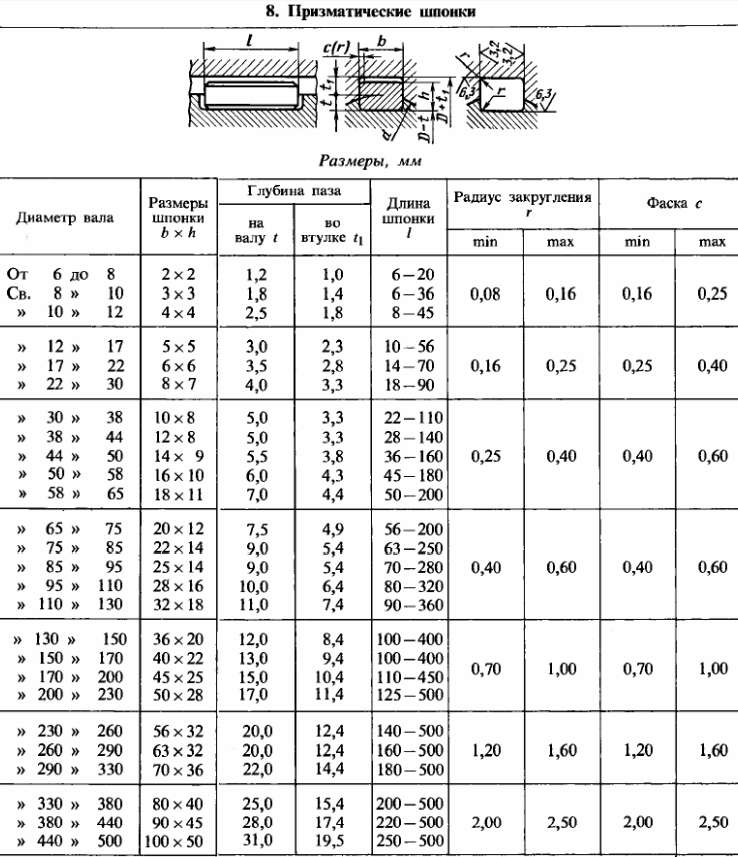
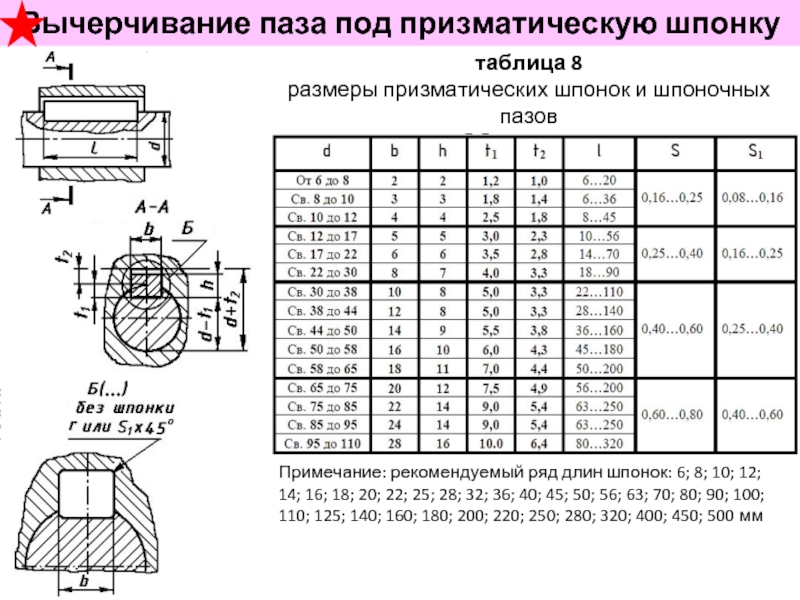
В таблице 4 (выписки из ГОСТ 23360—78) указаны диаметр D вала, соответствующие ему размеры шпонок (ширина b, высота h) и глубина шпоночных пазов (t для вала, t1 для втулки).
Таблица 4. Шпонки призматические (в мм)
Например, диаметр вала равен 18 мм. Пользуясь таблицей, находим размеры шпонки. Ее ширина б = 6 мм, высота h=6 мм. Длину шпонки l выбирают в необходимых пределах. Возьмем ее равной 30 мм. Глубина паза на валу t = 3,5 мм, глубина паза во втулке t1 =2,8 мм.
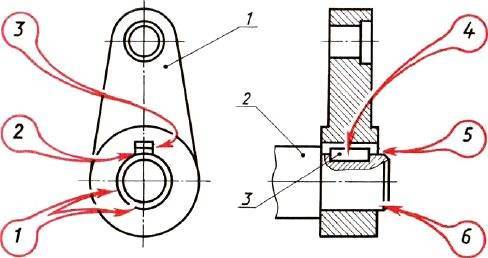
Рис. 226. Чертеж для чтения
- Пользуясь таблицей 4, напишите, какие размеры будут иметь шпонка и пазы соединения призматической шпонкой, если диаметр вала 42 мм.
- На рисунке 226 изображено соединение рычага (дет. 1) с валом (дет. 2) при помоши шпонки (дет. 3). Ответьте на вопросы: Что означают две концентрические окружности, указанные цифрой 1 (в кружке)?
- Что означают две горизонтальные линии, между которыми проходит стрелка цифры 3 (в кружке)?
- К каким деталям относится поверхность, обозначенная цифрой 2 (в кружке)?
- Почему поверхности, обозначенные цифрами 4 и 5 (в кружках), не заштрихованы? К каким деталям они относятся?
- К какой детали относится поверхность, обозначенная цифрой 6 (в кружке)?
33.2. Изображение штифтовых соединений. На рисунке 209 показан штифт Н, препятствующий смещению деталей, скрепленных винтом.
Чертежи штифтов цилиндрических и конических приведены на рисунке 227.
Рис. 227. Чертежи штифтов
На рисунке 228 показано наглядное изображение, а на рисунке 229 сборочный чертеж штифтового соединения. Штифт (дет. 3) находится в отверстии, одновременно просверленном в корпусе (дет. 1) и в вале (дет. 2).
Рис. 228. Наглядное изображение соединения штифтом
Заметьте, что на сборочных чертежах штифты в разрезе показывают, как и другие непустотелые детали, нерассеченнымн, если секущая плоскость проходит вдоль их оси.
Рис. 229. Сборочный чертеж соединения
В обозначение штифта входит его название, размеры и номер стандарта, например: Штифт цилиндрический 5×30. Это значит, что цилиндрический штифт имеет следующие размеры: диаметр 5 мм, длина 30 мм.
Запись Штифт конический 10х70 означает, что у конического штифта меньший диаметр 10 мм, а длина 70 мм.
Соединение штифтом иногда применяют, чтобы предотвратить продольное перемещение деталей, соединенных шпонкой (рис. 230).
Рис. 230. Чертеж для чтения
Рассмотрите чертеж (рис. 230) и ответьте на вопросы:
- Сколько деталей входит в соединение?
- Почему детали 3 и 4 не заштрихованы?
- Каковы размеры детали 3, если она имеет такое обозначение «Шпонка 14х9х35». Выполните ее чертеж и технический рисунок (см. рис. 224).
Виды шпонок
Основные виды шпонок делят на два типа: напряженные и ненапряженные. Среди которых выделяются такие типы шпонок:
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
Среди клиновых шпонок выделяют:
- врезные;
- на лыске;
- фрикционные;
- без головки и с головкой.
- Сегментные. Производятся в виде сегментной пластины, загоняемой в паз. Производиться методом фрезерования. Широко применяются в производстве, так как просты в изготовлении, не требуют особой точности при нарезании и легко устанавливается. Отличается установкой в боле глубокий паз, в сравнении с аналогами. Глубокий паз не подходит для больших нагрузок, так как значительно снижает прочность вала, поэтому используется при небольших крутящих моментов.
На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие.
- Призматические. Отличаются параллельными гранями, которые устанавливаются в паз и фиксируют ступицу. Рабочими гранями в таки случаях являются боковые. Относятся к ненапряженному типу шпоночных соединений, поэтому существует вероятность возникновения коррозии в месте соединения. Для исключения коррозии, муфта и вал соединяются с натягом. Концы производятся обычно со скругленными или плоскими концами. Для скругленного типа рабочей поверхностью считается длина прямых краев. Паз нарезается с помощью фрезы.Передача усилия происходит путем давления поверхности паза на шпонку, которая передает крутящий момент на паз ступицы. Данный тип соединения призматической шпонкой часто используется для подвижных соединений, поэтому используют дополнительное крепление с помощью винтов. Как и многие другие типы выполняет функцию предохранителя при смятии и срезе.
- Цилиндрические. Штифты в таких шпонках изготавливаются в виде цилиндров. Работаю в натяжении с отверстием на торце вала, которое высверливается под соответствующие размеры шпонок. Используется в тех случаях, когда ступица устанавливается на конце вала. Требует особого подхода к монтажу шпоночных соединений.Позволяют работать на срез и смятие. Поэтому выбор шпонки производят исходя из прочности на смятие.
Исходя из типа посадки выделяются:
- Свободная – применяется в случаях, когда выполнять сварочные работы довольно сложно и есть необходимость подвижного сцепления деталей во время работы.
- Плотная – нужна для создания сцеплений, движение которых во время работы выполняется в одном пространственном положении.
Применение
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.

Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Деревянные призматические шпонки
Деревянные призматические шпонки применяются для сплачивания брусьев составных балок. Деревянные призматические шпонки могут быть двух типов: поперечные (натяжные), волокна которых перпендикулярны к направлению сдвигающей силы, и продольные, волокна которых параллельны или близки к направлению сдвигающей силы.
Поперечные шпонки изготовляются из воздушно-сухого дуба с влажностью не более 15% и других твердых пород. Продольные шпонки могут осуществляться кроме того из воздушносухой сосны (с той же предельной влажностью).
Поперечные шпонки должны ставиться с плотной заклинкой в собранную и стянутую болтами конструкцию; при таком способе выполнения балок количество последовательно работающих шпонок не ограничивается. К применению рекомендуются поперечные натяжные шпонки из парных клиньев со скосом 1/6 – 1/10 .

Деревянные продольные шпонки рекомендуется делать наклонными с обрезкой торцов под прямым углом к направлению волокон шпонки (рис. 1). При определении допускаемого напряжения смятия влияние угла наклона шпонок может не учитываться. Применение прямых (не наклонных) продольных шпонок целесообразно лишь при работе шпонок на знакопеременные усилия, а также в виде „колодок” при сплачивании элементов с зазором.
При эксплоатации конструкций необходимы периодическая подтяжка болтов и подклинка поперечных шпонок, что должно быть предусмотрено при проектировании.
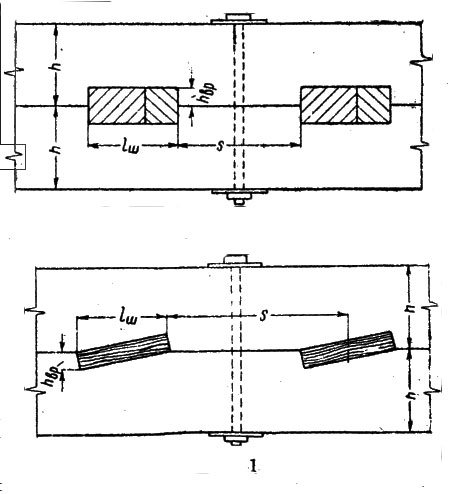
88. Отношение длины поперечной или продольной шпонки к глубине врезки (рис. 0, 1) должно быть:
lш / hвр >5
Наибольшая допустимая глубина врезки шпонки в брусья — 1/6 h, наименьшая.
90. Распор, вызываемый одной поперечной или продольной шпонкой, определяется по формуле: вр Qш = Тш • hвр / l ш где Тш — сдвигающее усилие, приходящееся на одну шпонку. Распор шпонок должен быть воспринят болтами, стягивающими сплачиваемые брусья. При сплачивании элементов без зазоров болты ставятся в середине расстояний между шпонками и на концах брусьев.
При сплачивании элементов на колодках принимается около 1/2 высоты сечения элементов. Размеры колодок принимаются в зависимости от назначения конструкции.