
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
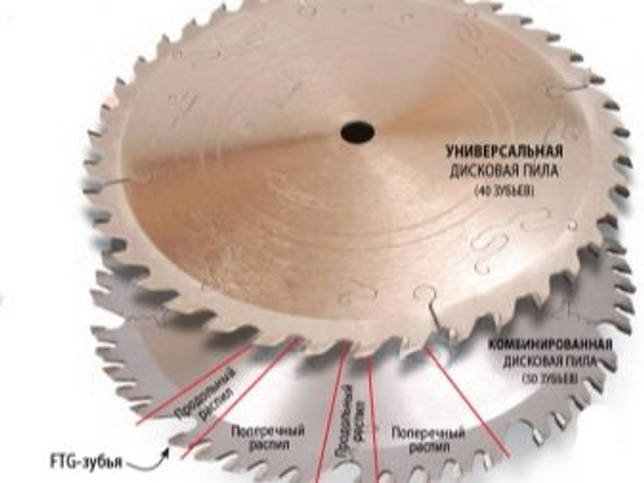
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Определение и предназначение циркулярной пилы
Дисковая, или циркулярная пила — это инструмент, рабочая поверхность которого представляет собой диск. Этот диск может быть различной толщины и различного диаметра, в зависимости от назначения. По краям диск снабжен острыми зубцами, которые могут иметь различную форму, например:
- Прямые вертикальные зубцы;
- Скошенные зубцы;
- Зубцы в форме трапеции;
- Зубцы, напоминающие конус.
Она используется в тех случаях, когда нужно распилить большой объем древесины. Ей удобно работать как с твердыми, так и с мягкими породами дерева. А также при помощи её можно обрабатывать фанеру и древесно-стружечную плиту. Когда диску сообщают вращение, зубцы врезаются в материал и начинают его распиливать. Опытные пильщики утверждают, что работать с циркулярной пилой намного проще, чем с классической, представляющей собой горизонтальную пластину из металла с зубцами и одной (двумя) пластмассовыми ручками.
Дисковую пилу часто используют:
- На пилорамах;
- На строительстве деревянных домов;
- Во время ремонтных работ в городских квартирах;
- На заготовке леса.
Рабочая поверхность такого инструмента обычно имеет твердосплавные напайки. Эти напайки используются для того, чтобы зубцы не деформировались при распиловке твердых пород дерева. Однако, рано или поздно зубцы у любой дисковой пилы затупляются. Если этот момент наступил, значит, пора затачивать инструмент.
Необходимость заточки пилы
Диск с твердосплавными напайками
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Геометрия режущих элементов
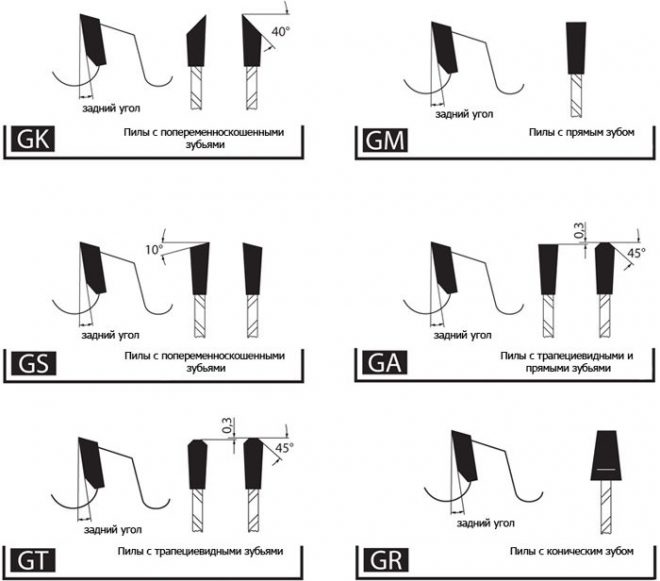
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.

Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
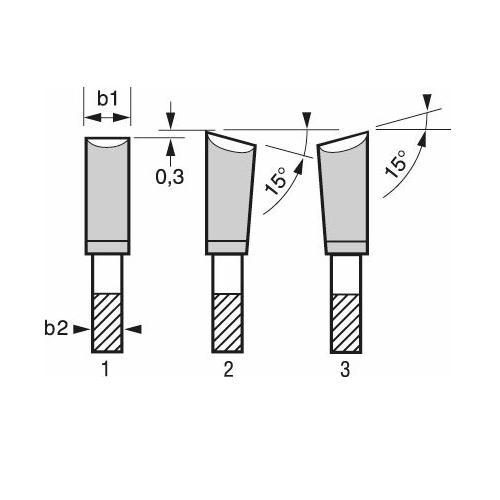
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.

Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
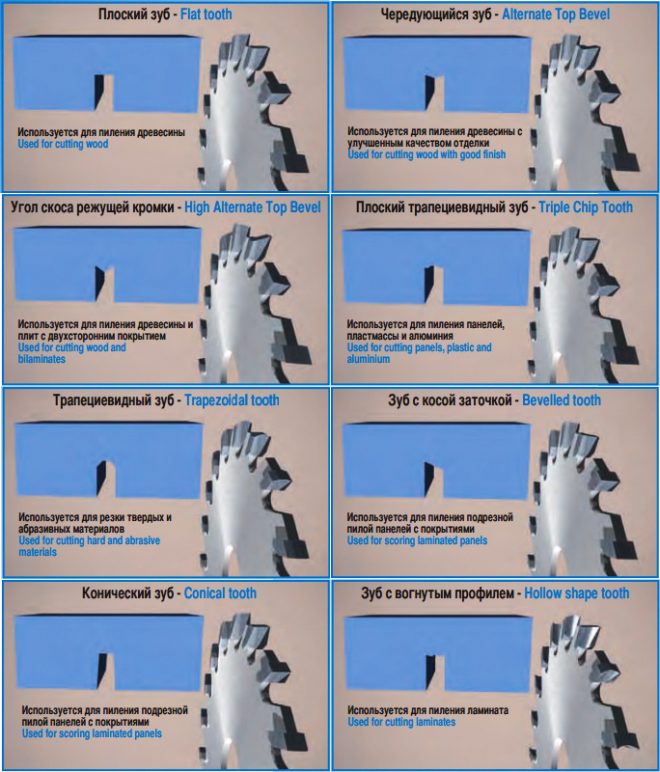
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
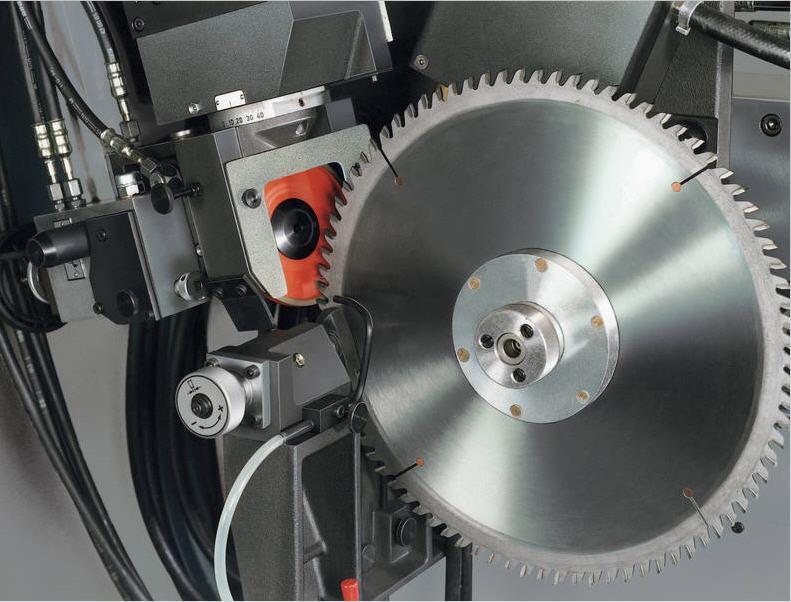
Механизированное затачивание диска
Материалы и инструменты:
- диск пилы;
- станок для заточки диска;
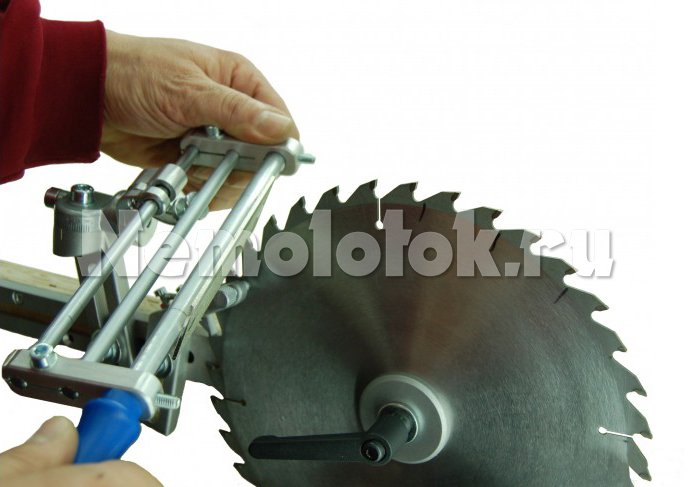
- маятниковый угломер;
- маркер.
Как заточить циркулярную пилу механизированным способом? Существует большое количество различных станков. Некоторые механизмы обладают программными комплексами для обеспечения полностью автоматизированного режима точения. В домашней мастерской, когда точение дисков носит эпизодический характер, можно использовать более простое устройство.
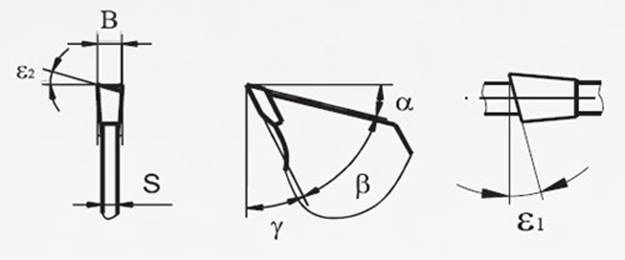
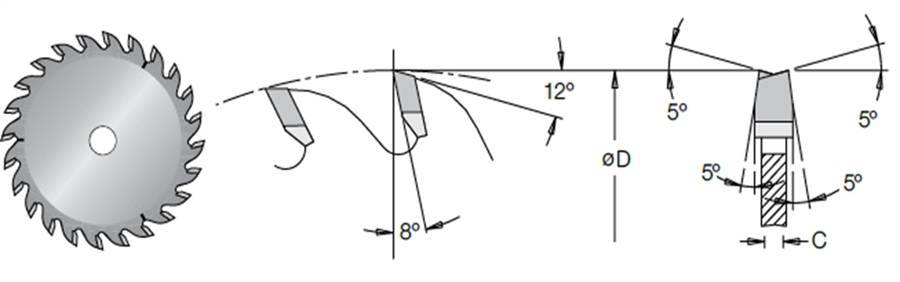
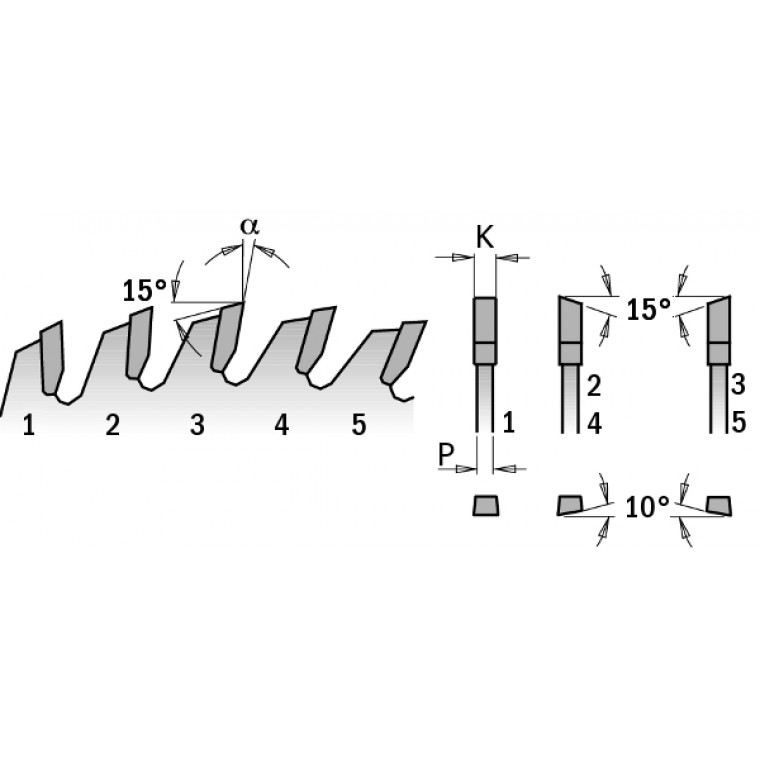
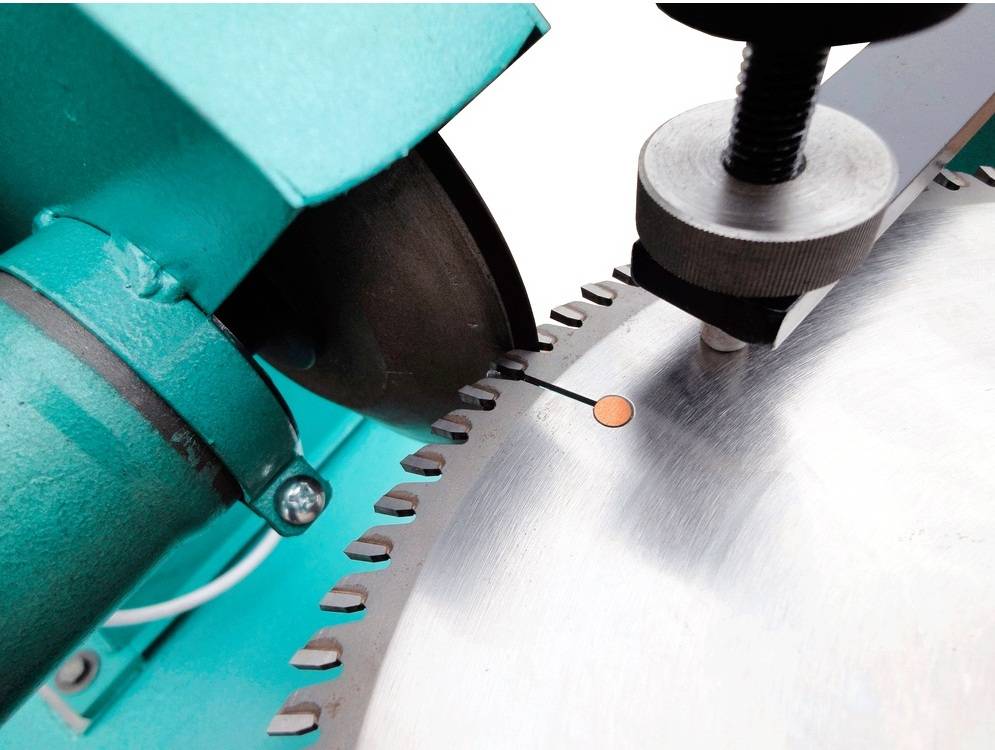
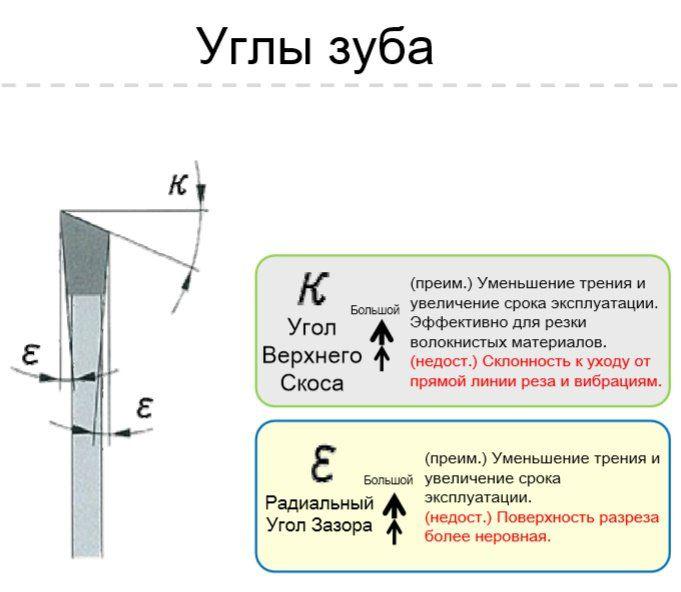
Углы заточки зубьев дисковой пилы: передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2).
Как заточить диск? В таком станке после его установки и закрепления в положении, которое обеспечивает необходимый угол заточки, все остальные операции – поворот полотна вокруг своей оси, контроль толщины металла, снимаемого с зуба – выполняются вручную.
Заточка прямого зуба по передней плоскости выполняется в такой последовательности. Устанавливают полотно на оправу станка. Зажимают с помощью центрирующей втулки. Затем при помощи механизма он устанавливается в строго горизонтальном положении. Таким образом, обеспечивается угол скоса передней плоскости, равный нулю. Если у станка нет встроенной угловой шкалы, горизонтальность диска проверяют при помощи маятникового угломера.
Затем вращают винт механизма, который обеспечивает горизонтальное перемещение оправы с кругом. Устанавливают необходимый передний угол заточки. Полотно передвигается в положении, при котором передняя плоскость каждого элемента плотно прилегает к рабочей поверхности круга.
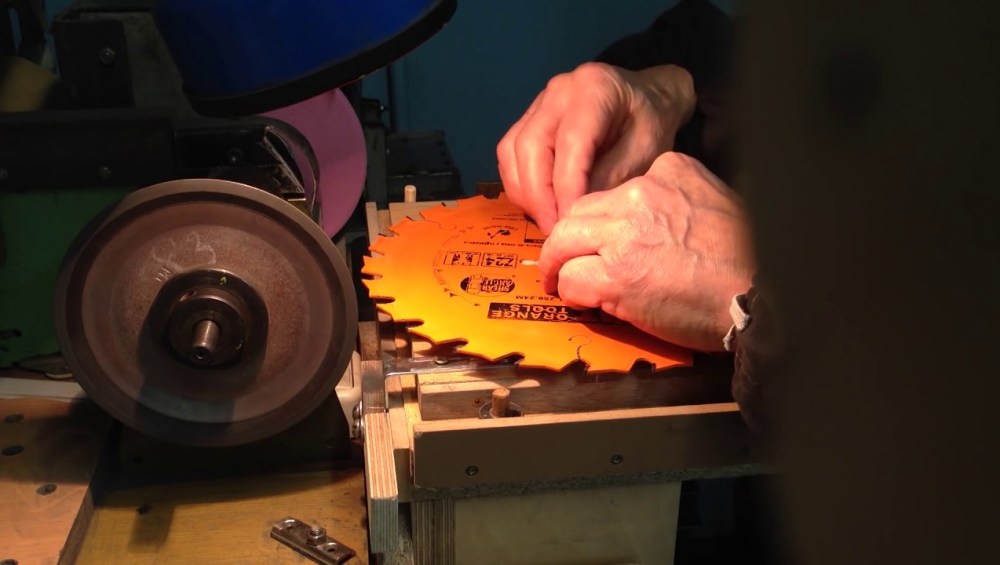
Маркером делают отметку первого зуба, с которого начинают заточку. Затем включают двигатель и выполняют заточку передней плоскости. Станок вводит зуб в соприкосновение с кругом и выполняет несколько движений полотна вперед и назад с одновременным прижимом элемента к кругу.
После заточки одного элемента полотно выводится из контакта с абразивным кругом, поворачивается на один элемент. Затем операция повторяется аналогичным образом. Так станок работает до тех пор, пока отмеченный маркером элемент не выполнит полный круг, показав, что все элементы заточены.
Заточка скошенного зуба отличается от точения прямого тем, что пилу располагают с наклоном, равным углу скоса передней плоскости. Для заточки элемента по задней плоскости нужно, чтобы станок позволял устанавливать полотно так, чтобы задняя плоскость элемента находилась в одной плоскости с поверхностью круга.
Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
Как заточить диск своими руками
Чтобы заточить дисковую пилу, принимают во внимание четыре основных угла:
- α – задний угол;
- γ – передний угол;
- β – угол заострения, задается задними и передними углами (β=90°-γ-α);
- Ɛ1 и Ɛ2 – углы скоса, как передних, так и задних плоскостей.
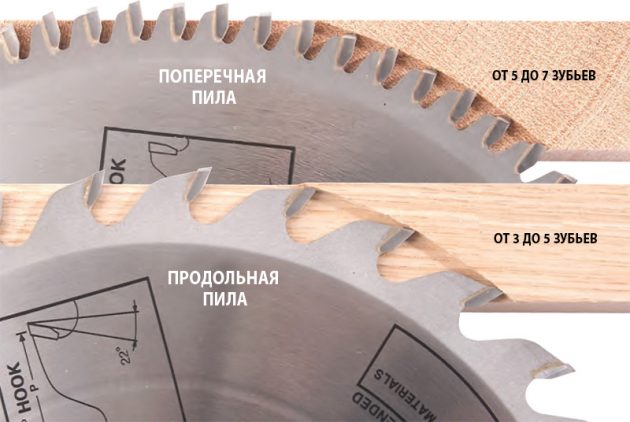
Угол затачивания инструмента подбирается по типу материала, который предстоит обрабатывать, и по направлению реза, что очень важно при распиловке древесины. Для проведения распилов вдоль волокон древесины оснастка должна иметь зубья с достаточно большим передним углом (от 15° до 25°)
Для пиления поперек волокон требуется передний угол (γ) от 5° до 10°. На универсальных пилах, позволяющих делать распилы как вдоль волокон древесины, так и поперек, передний угол резца имеет среднее значение, равняющееся 15°.



Кроме всего, на угол затачивания влияет и твердость материала. Заострение зуба (β) нужно обязательно уменьшить перед пилением твердых материалов.
Правила заточки
Чаще всего, твердосплавная напайка изнашивается по своей верхней кромке. Она со временем стачивается и скругляется приблизительно на 0,1-0,3 мм. Также изнашивается и передняя грань резца. Не следует допускать сильного затупления режущих элементов, поскольку для выравнивания кромок придется стачивать большее количество материала с резца. О том, что оснастку пора затачивать, можно определить по виду кромок резцов и по качеству пропила: остаются рваные края с большим количеством сколов.
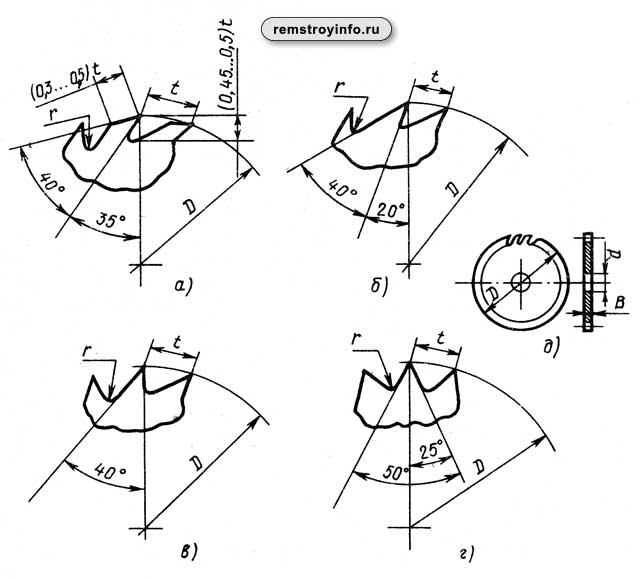
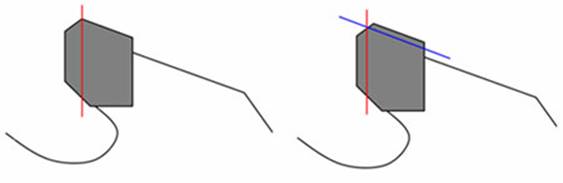
При правильном проведении заточных мероприятий появляется возможность затачивать резцы около 25-30 раз. При этом будет обеспечиваться требуемая острота режущей кромки. Чтобы добиться таких результатов и значительно продлить срок службы оснастки, рекомендуется производить заточку зуба по задней и передней плоскостям. Конечно же, можно стачивать и одну плоскость зуба пилы, но количество попыток при этом уменьшится в 2 раза. На рисунке ниже показано, как влияет на количество заточек стачивание зуба по одной и обеим плоскостям.
Затачивая резцы оснастки, рекомендуется последний проход абразивом делать по задней плоскости зуба. В среднем, величина стачивания металла зуба должна находиться в пределах 0,05 – 0,15 мм.
Заточка диска в домашних условиях
Диски для пил обычно затачиваются на специальном станке. Покупать аналогичный станок для дома не имеет смысла, если вы не собираетесь открыть бизнес по заточке оснастки для циркулярок.
Но как заточить дисковую пилу без профессионального оборудования? Чтобы наточить пильный диск своими руками, потребуется наличие:
- точильного настольного станка (можно для этих целей приспособить болгарку);
- абразивного круга (лучше, если это будет алмазный тарельчатый диск для заточки);
- простого приспособления, которое можно сделать из обрезков ДСП.
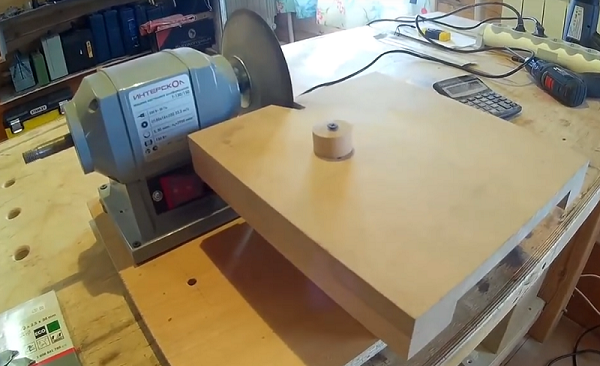
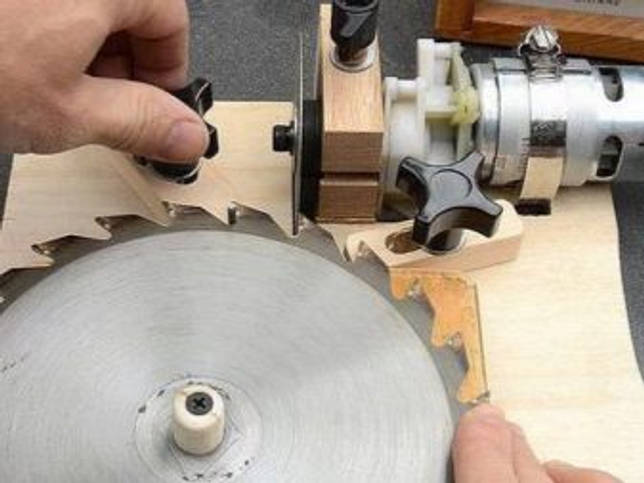
Последняя приспособа представляет собой столик, состоящий из подвижной верхней каретки и неподвижного основания. На следующем фото показано основание без каретки.
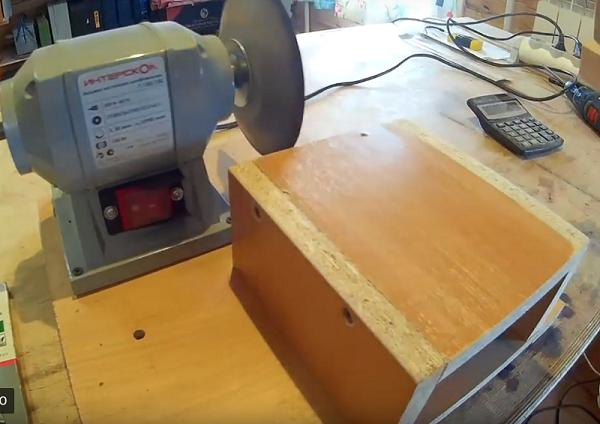
Чтобы каретка двигалась правильно, в горизонтальной плоскости, по ее краям можно закрепить планки или установить ее на мебельные телескопические направляющие. Далее, в определенном месте каретки (находится экспериментальным путем) устанавливается шайба диметром, соответствующим посадочному отверстию оснастки.

На эту шайбу одевается пильный диск и вместе с кареткой пододвигается к алмазному кругу.

Для равномерной заточки можно между двумя зубьями (слева и справа от точильного круга) вкрутить по саморезу, которые будут служить одновременно и упором, и ограничителем.

После правки первого резца (рекомендуется наметить маркером) каретка отодвигается от алмазного круга, диск переставляется на один зуб по упорам, и заточка циркулярной пилы продолжается.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла.. Схематическое изображение правильной заточки зубьев
Схематическое изображение правильной заточки зубьев

Маркировка пильного диска с указанием углов заточки
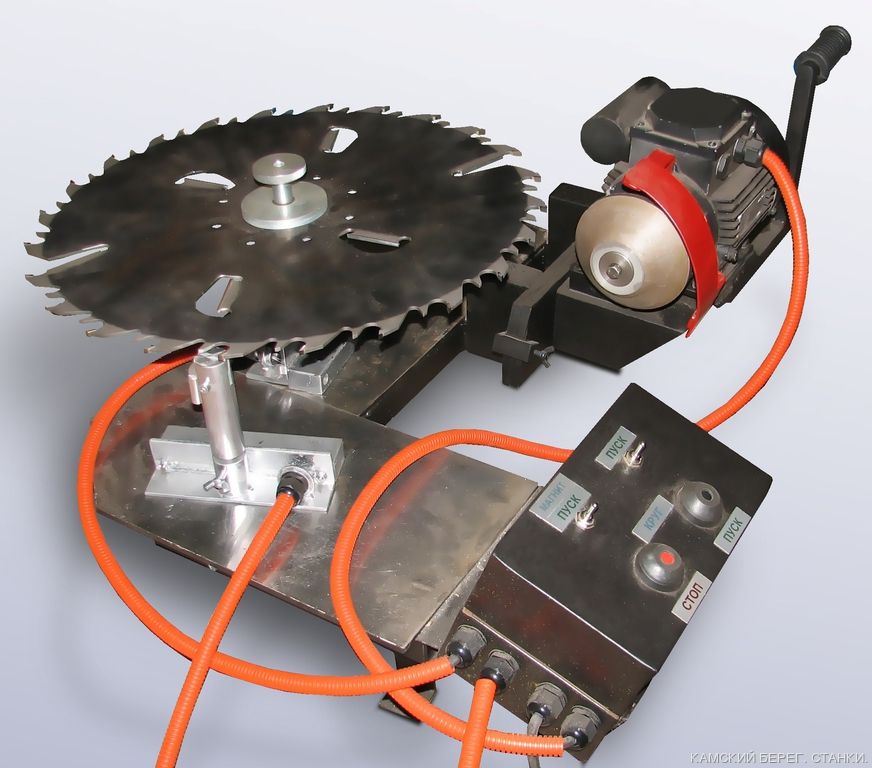
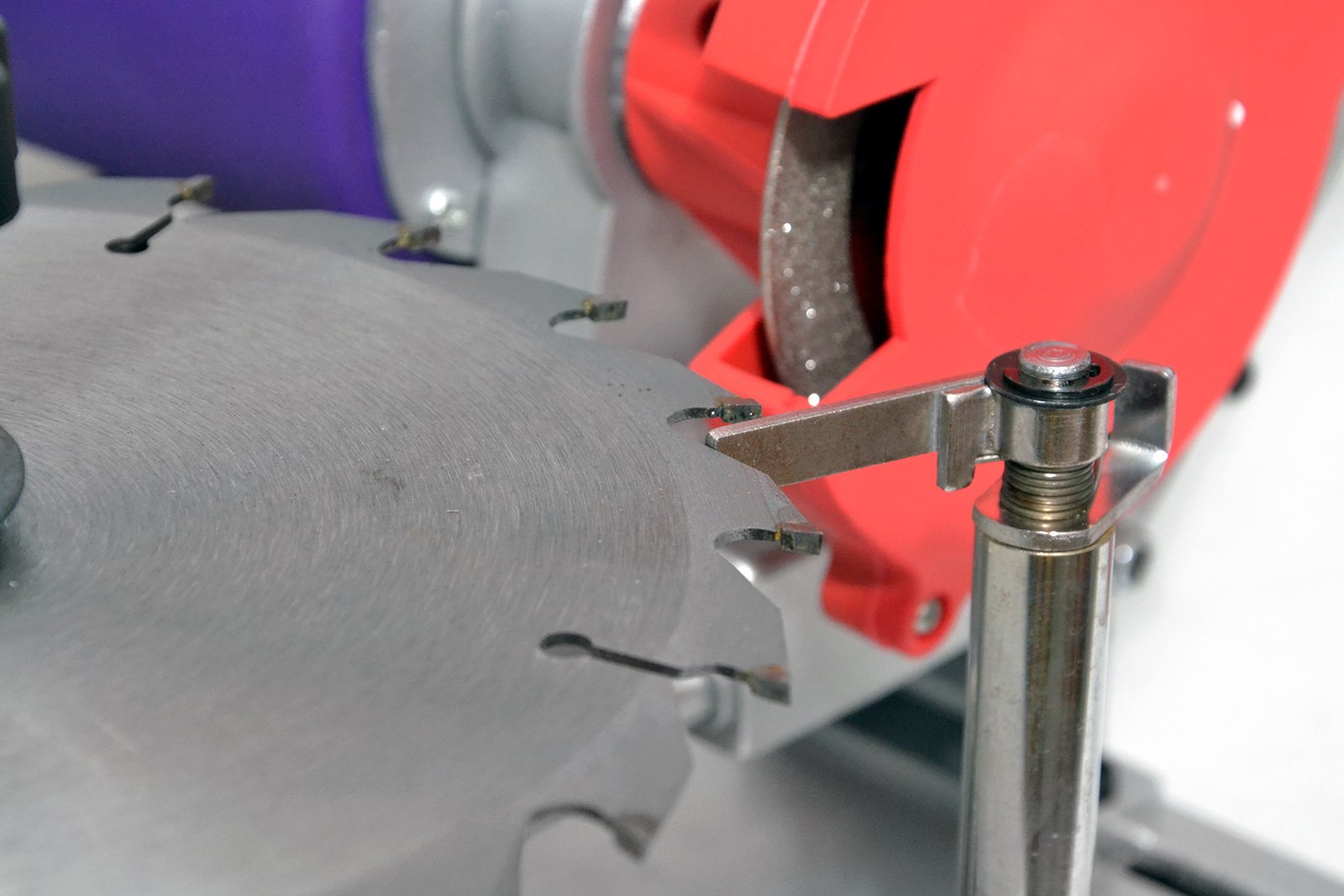
Для заточки дисков существуют специальные станки, которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Как определить угол заточки дисковой пилы

Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
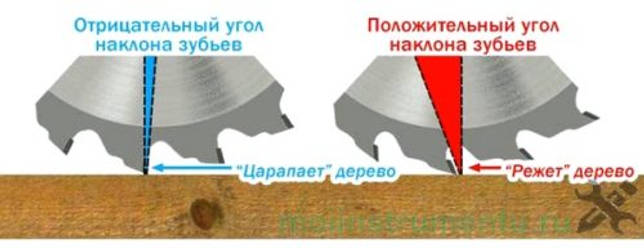
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Определение степени износа и угла заточки
Дисковые пилы, рано или поздно, теряют во время эксплуатации свои ТТХ, продлить эффективно срок службы инструмента возможно, если правильно его вновь заточить. Операция эта несложная, сделать работу во многих случаях можно самостоятельно.
В первую очередь следует обладать представлением: какие параметры имеет рабочий диск агрегата
Второй по важности параметр – это угол заточки, какие параметры имеет сам зубец

Прежде чем начинать работать, следует протестировать инструмент, понять насколько актуально его восстановление. Следует осмотреть диск, сняв его со станка. Важным показателем является изменение размеров, это видно даже при беглом осмотре.




Сами «набалдашники» делаются из сверхпрочной стали марки:
- 9ХФ;
- 50 ХВА;
- 65Г.
А также используются некоторые другие марки стали.
Этот материал выделяется своей прочностью и износостойкостью, однако он тоже требует профилактической обработки.
Сами зубья имеют стандарт, прописанный в ГОСТ 9768-78, однако у каждого производителя существует дифференциация в углах наклона и формы.
За неимением шаблона определять параметры зубьев необходимо будет самостоятельно. Для этого существует инструмент – маятниковый угломер. С помощью этого инструмента можно точно выстроить угол заточки.

Еще один вариант – это взять новый диск и использовать его как шаблон. Следует взять лист плотного картона, прорисовать на нем с помощью карандаша точные очертания. Затем с помощью маятникового замерителя углов следует установить точную конфигурацию напаек. Этот образец рекомендуется сохранить, с ним можно будет работать в дальнейшем, используя в качестве эталона.
После окончания работы необходимо будет протестировать полученный образец, сравнив с эталоном. Угол наклона в таких пилах колеблется от 15 до 25 градусов.

Следует учитывать при начале работы: передний угол может иметь отрицательное значение. Подобные модели употребляются для работы с листами ПВХ, а также с мягкими металлами.
Как заточить пильный диск — правила
Основным моментом в работе с напайками на зубьях выступает точное определение степени износа. Поэтому перед тем как приступить к работе, нужно провести проверку всех без исключения зубьев. Основную помощь в этом окажет шаблон из металла.
Правила заточки можно сформулировать так:
- Если режущая кромка зуба округляется и расстояние между углом шаблона и острием кромки становится 0,1-0,2 мм, то затачивается фронтальная или передняя часть напайки.
- Если кромка закруглилась больше, то снимать нужно не только в передней, но и верхней части напайки.
- Если пила имеет разводку зубьев, то сначала восстанавливается угол наклона, а потом делается восстановление грани.
- Если зубья имеют разные фронтальные углы наклона грани, то сначала делается заточка одного наклона, а потом правится наклон другого угла.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.

Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Основные методы заточки
Заточку циркуляционной пилы производят мелкозернистым абразивным кругом, по плоскостям, образующим основной рабочий режущий угол методами:
- по передней плоскости;
- затыловка;
- по обеим плоскостям.
В случае комбинированного варианта восстановления кромки, первым затачивают передний угол. В этом случае диск может в процессе работы перезатачиваться 25 – 30 раз.
Снятие тонкого слоя с тыльной стороны зуба приводит к более быстрому уменьшению диаметра диска и износа пилы.
В домашних условиях можно делать заточку дисковой пилы своими руками. Достаточно использовать оселок, чтобы поправить инструмент с победитовыми напайками. В случае большого объема работы, делается приспособление из болгарки или фрезера.
Заточка дисковых пил с твердосплавными вставками требует большего усилия и проводится на специальных станках и устройством с абразивным кругом.
Ручной способ
Ручной способ заточки на плоском шлифовальном круге.
- Закрепить неподвижно болгарку с кругом.
- Сделать опору под диск. Ее плоскость должна быть на одном уровне с осью заточного круга.
- Подвести сторону зуба до соприкосновения его по всей площади затачиваемой плоскости.
- Установить на столе-опоре 2 фиксатора справа и слева. Они помогут выставлять затачиваемую плоскость быстро, без подгонки каждого зуба.
- Упереть впадину в левый фиксатор и проворачивать до упора в правый после каждого поворота диска на один шаг.
Снимать надо с режущей пластины за одну заточку 0,12–0,15 мм.
Чтобы затачивать дисковую пилу по тыльной плоскости, ее следует развернуть и изменить положение фиксаторов.

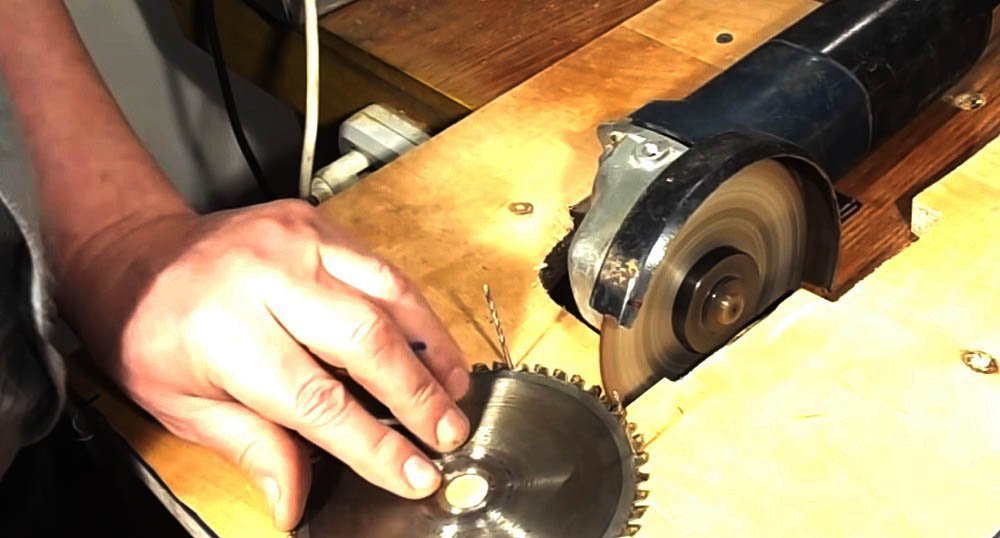
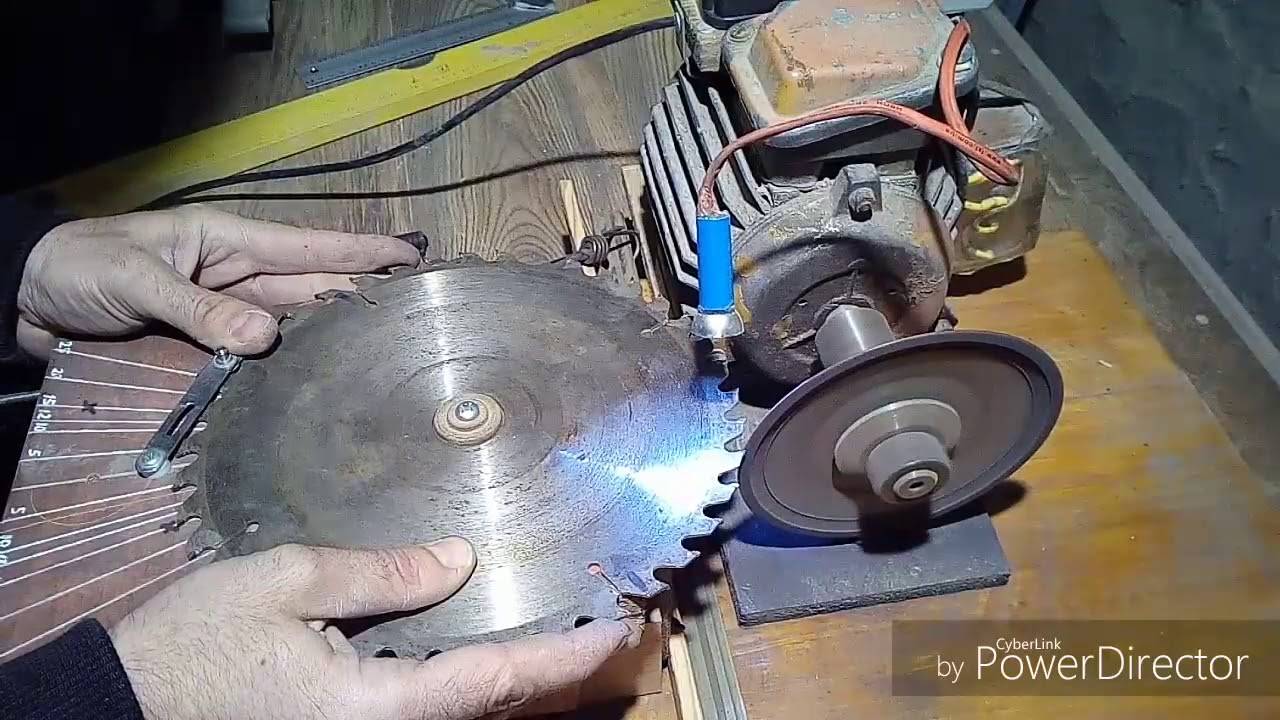
Болгарка для заточки дисковой пилы
Использование станков
При массовом производстве необходимо регулярно затачивать диски для циркуляционной пилы. Для этого в цехе имеются специальные станки с кругами. На каждом из них приспособление, выставляющее зуб относительно круга под нужным углом и позволяющее инструменту перемещаться поступательно.
В специальном автоматически работающем оборудовании диск совершает только вращательное движение на размер заданного шага. Вращающийся абразивный круг подъезжает после каждого поворота и шлифует очередную плоскость.
Заточить твердосплавный диск можно вручную, оселком, но эффект будет слабым. Без специальных устройств невозможно выдержать угол и снять равномерный слой со всех плоскостей.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
 Схема зуба пилы
Схема зуба пилы
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
 Виды зубьев дисковых пил
Виды зубьев дисковых пил
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
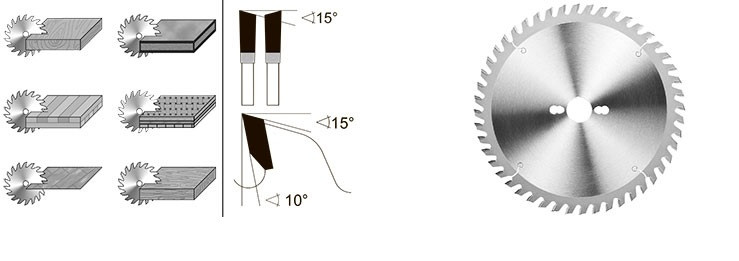
 Продольная и поперечная пила
Продольная и поперечная пила
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
 Пильный диск для циркулярки — характеристика
Пильный диск для циркулярки — характеристика
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
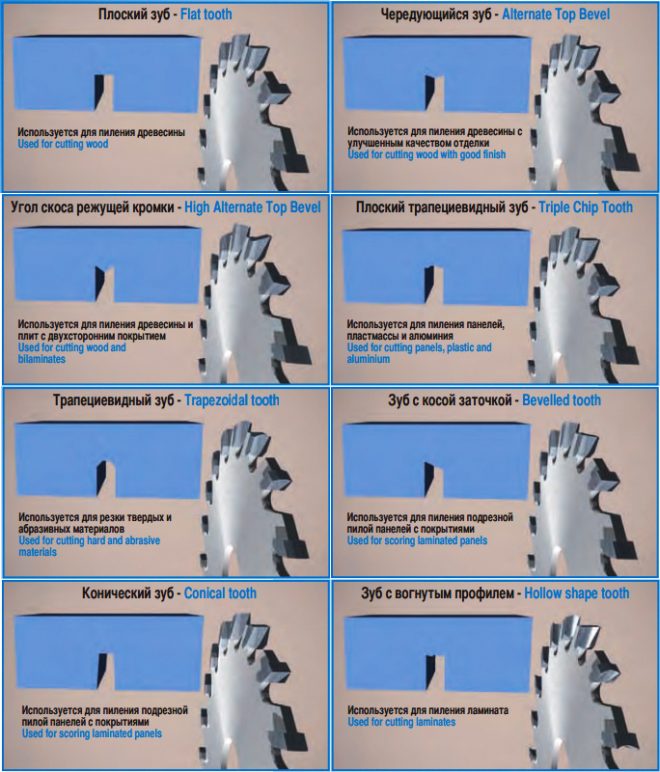 Форма зубьев дисковых пил
Форма зубьев дисковых пил
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
Классификация дисковых пил
Для получения чистого распила необходимо, чтобы заточка дисков для циркулярной пилы была выполнена правильно. Инструменты подразделяются на несколько групп:
- Цельнометаллические.
- Рабочая зона диска имеет твёрдое напыление.
- На зубья пилы напаяны твердосплавные пластины.




Если диск работает с твёрдой древесиной, он должен иметь специальные технологические пазы. Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
https://youtube.com/watch?v=Z4pivLmhAkY
Разновидности режущих поверхностей
Чтобы повысить эффективность работы, инженеры разработали несколько видов зубьев, отличающихся своей формой и углом заточки:
-
Прямой. Применяется для проведения быстрого распила с невысоким качеством. Его нельзя использовать для расшивки твёрдой древесины и особо тонких операций.
- Скошенная форма. Этими зубьями легко нарезать композитные материалы. Распил двустороннего ламинированного ДСП выполняется без сколов. Твёрдые заготовки легко режутся зубьями, у которых задняя поверхность имеет скошенный вид. Однако они слишком быстро тупятся. Чтобы этого не происходило, чередуется наклон зубьев.
- Трапециевидный. Основным преимуществом этого метода считается медленное затупление. Он работает в комплексе с прямыми зубьями. Трапеция расположена над основным элементом. Она выполняет «черновую» работу, облегчая обработку прямой кромке.
- Конический. Полотна, имеющие такую форму зуба, считаются вспомогательными. Они предназначены для получения предварительных надрезов, предотвращают образование сколов. Такие диски не являются самостоятельным инструментом.
Правильный угол заточки
Циркулярные пилы имеют зубья с двумя углами:
- Задним.
- Передним.
Величина угла зависит от вида обрабатываемого материала, назначения работающего оборудования и направления пиления. Например, для получения продольного реза, передние углы делают в пределах 15—25 градусов. Для поперечного распила передний угол будет находиться в диапазоне 5—10 градусов. Угол в 15 градусов подходит для обработки любого материала в нужном направлении. Величина угла зависит от твёрдости обрабатываемой заготовки. Чем тверже материал, тем нужно острее наточить зубья.
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
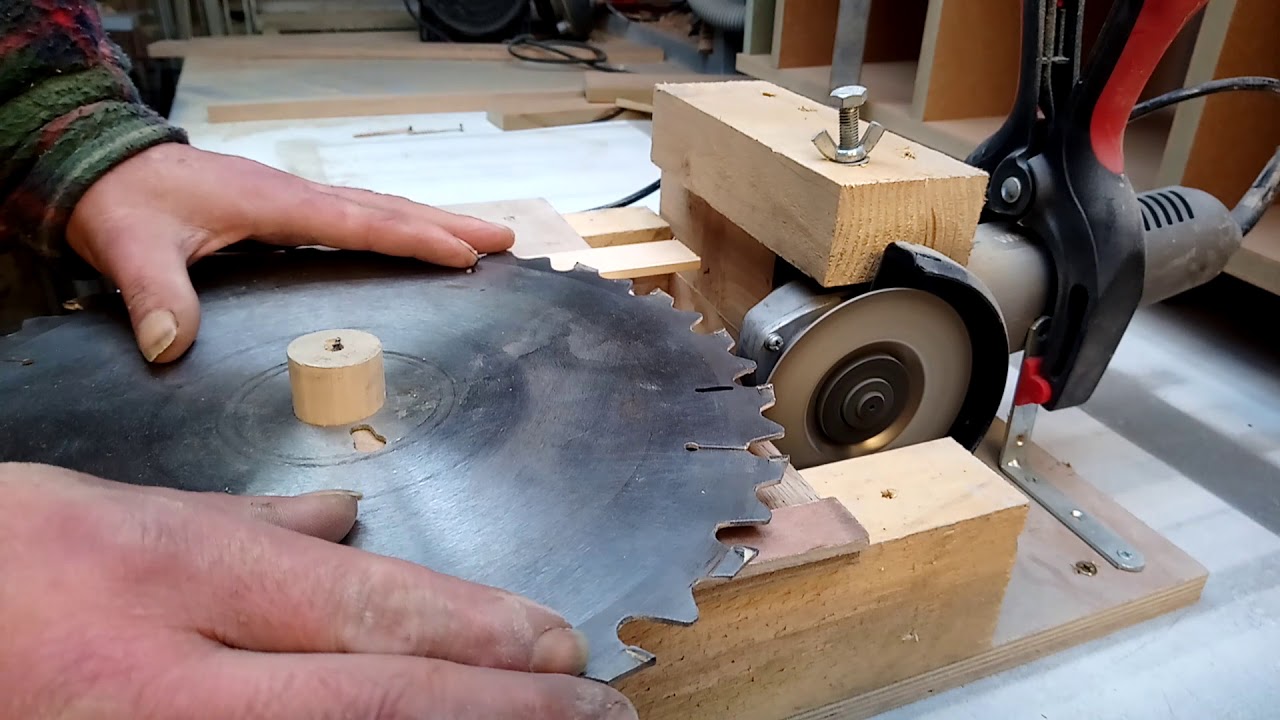
Готовое изделие показано на фото ниже.

Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
https://youtube.com/watch?v=VGSbofcBJAo%3F
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Публикации по теме
Выбор лески для триммера — что надо знать о расходном материале
Шлифовка и полировка насадками на дрель и шуруповерт виды и назначение
Сверление железобетона или как просверлить арматуру в бетоне
Резка керамической плитки болгаркой и как правильно выполнять
Как станком заточить диск
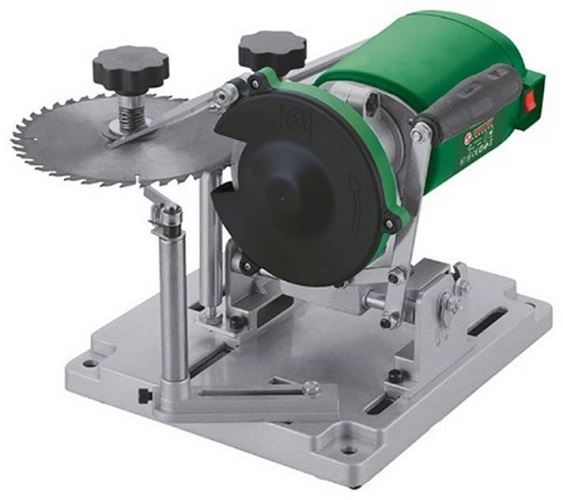
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.

Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.

Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно! Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.