Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
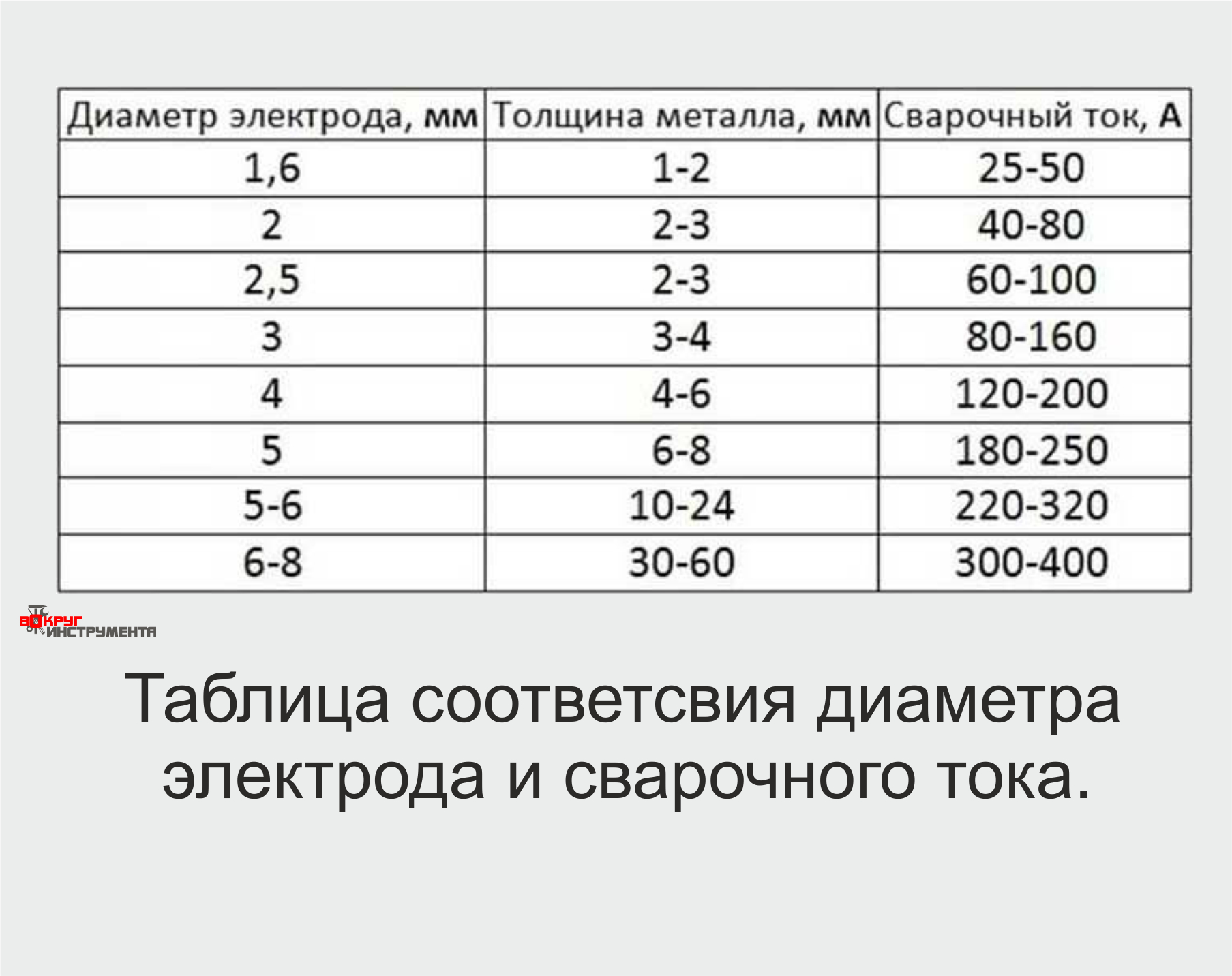
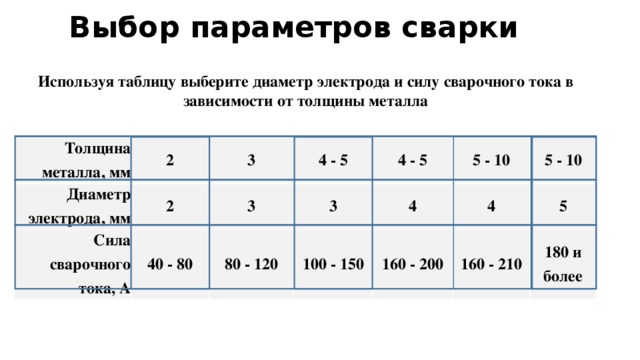
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
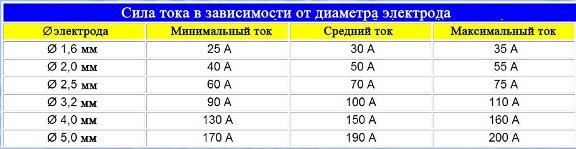
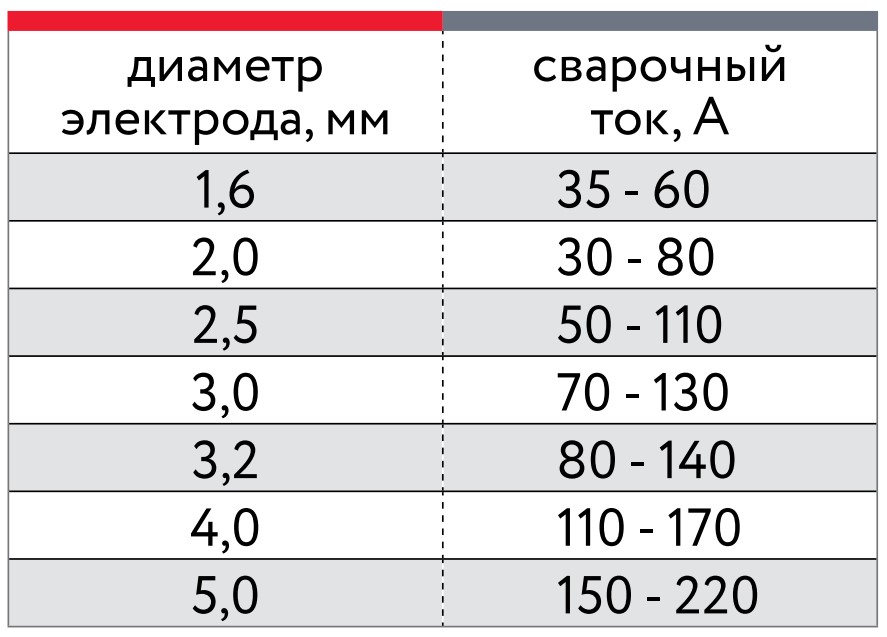
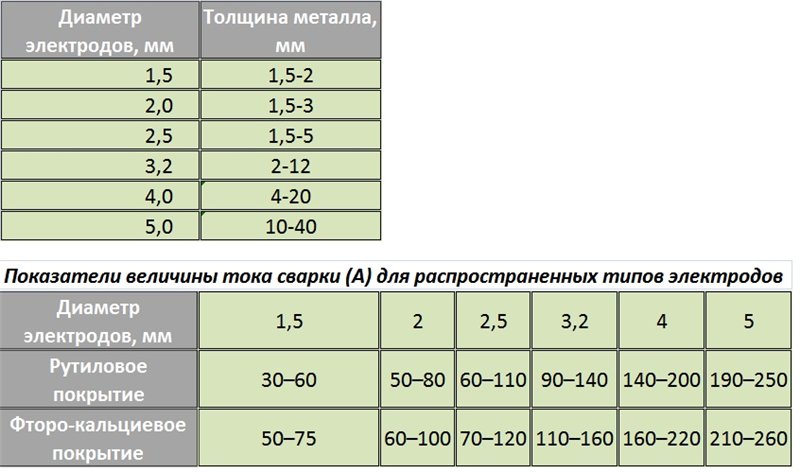
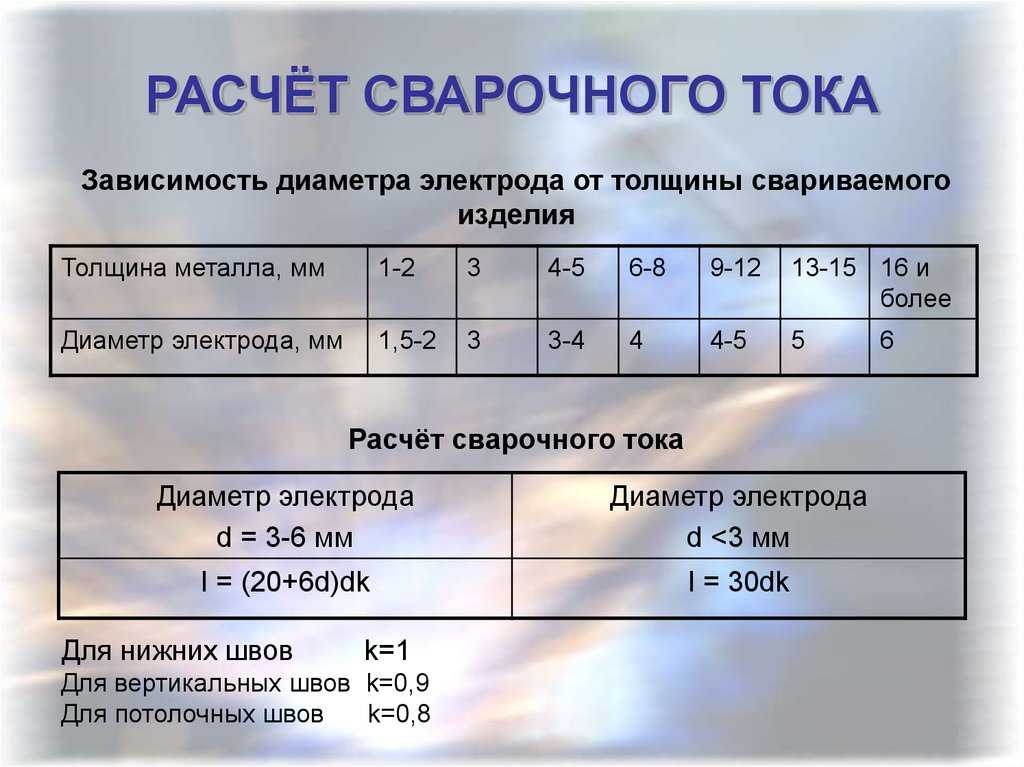
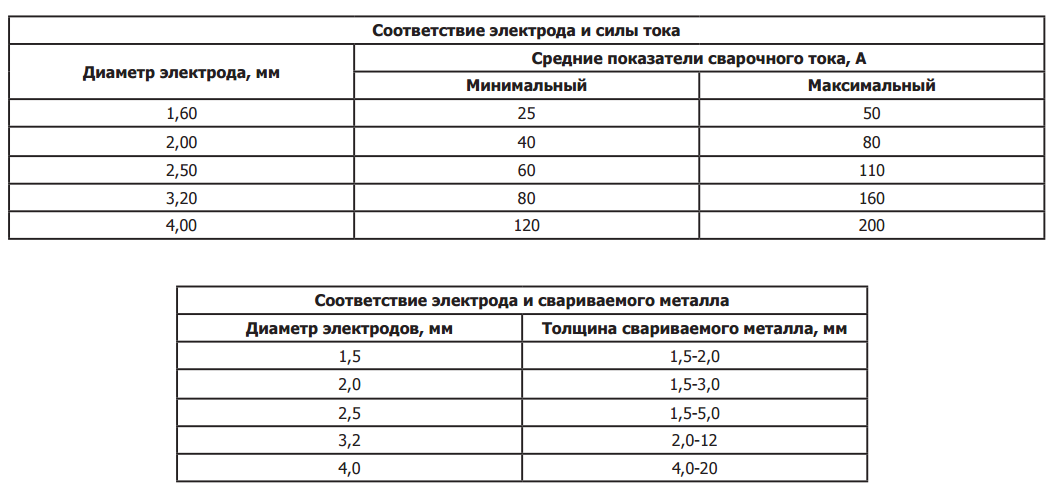
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
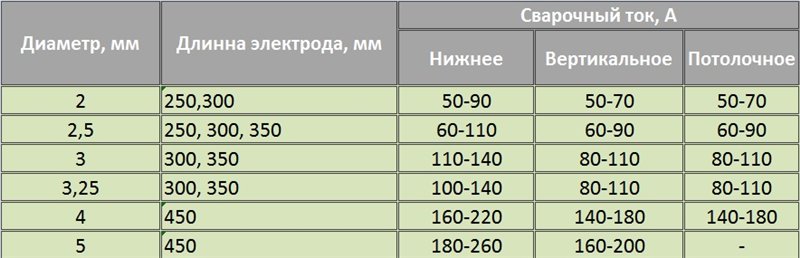
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
Варианты положения электрода при сварке
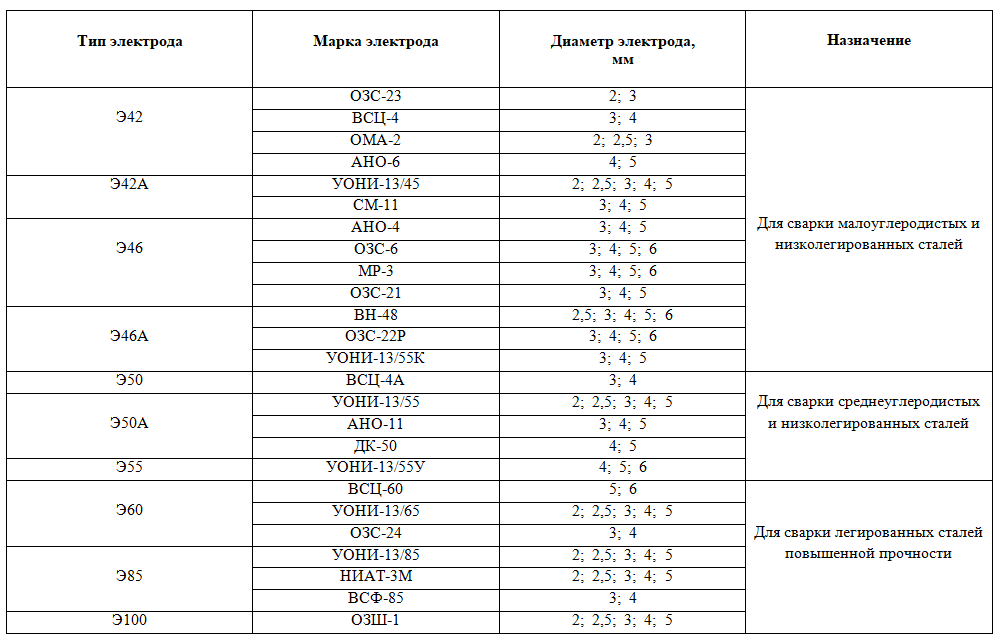
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Сварочная проволока
Для ручной и автоматической аргонодуговой сварки неплавящимся электродом, газовой (ацетилено-кислородной) сварки, полуавтоматической в углекислом газе и автоматической сварки под флюсом необходимо применять сварочную проволоку, удовлетворяющую требованиям ГОСТ 2246-70. Марку сварочной проволоки следует подбирать по табл. 10.26. Для ручной и автоматической аргонодуговой сварки стыков пароперегревательных труб из сталей 12Х2МФБ и 12Х2МФСР следует применять проволоку марок Св-08МХ, Св-08ХМ, Св-08ХМФА или Св-08ХГСМФА, из стали 12Х11В2МФ – Св-07Х25Н13 или Св-04Х19Н11МЗ; из сталей 12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т и 08Х18Н12Т – Св-04Х19Н11МЗ или Св-04Х19Н9.
Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки, диаметра, номера плавки и химического состава. К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра проволоки по ГОСТ 2246-70.
При отсутствии сертификата или бирки, а также в случае сомнений в качестве проволоки необходимо проверить ее химический состав. При неудовлетворительных результатах химического анализа проводят повторный анализ на удвоенном числе проб. При неудовлетворительных результатах повторного анализа проволоку бракуют.
Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи. При необходимости ее очищают от ржавчины и грязи пескоструйным аппаратом или травлением в 5% растворе соляной или ингибированной кислоты (3% раствор уротропина в соляной кислоте). Можно очищать проволоку, пропуская ее через специальные механические устройства (в том числе через устройства, заполненные сварочным флюсом, кирпичом, осколками наждачных кругов и войлочными фильтрами). Перед очисткой бухту проволоки рекомендуется отжечь при 150–200°С в течение 1,5–2 ч. Разрешается также очищать проволоку наждачной шкуркой или другим способом до металлического блеска. При очистке проволоки, предназначенной для автоматической сварки, нельзя допускать ее резких перегибов (переломов). Во всех случаях после очистки проволоку необходимо промыть сначала в 12–15% водном растворе кальцинированной соды при 70–90°С, затем в горячей воде и просушить на воздухе.
Каждая бухта (моток, катушка) легированной проволоки перед сваркой (независимо от способа сварки) должна быть проверена путем стилоскопирования для определения основных легирующих элементов. Стилоскопированию подвергают концы каждой бухты (мотка, катушки). При неудовлетворительных результатах стилоскопирования данная бухта не может быть использована для сварки до установления точного химического состава проволоки количественным химическим анализом.
Плоские плавящиеся кольца, применяющиеся в качестве присадки для корневого слоя при автоматической аргонодуговой сварке неплавящимся электродом стыков трубопроводов без остающихся подкладных колец, изготовляют из проволоки диаметром 3 или 4 мм. Марку проволоки выбирают в зависимости от марки стали свариваемых труб по табл. 10.26. Сечение плавящегося кольца показано на рис. 10.3.
Рис. 10.3 Сечение плавящегося плоского кольцаТаблица 10.26. Области применения сварочной проволоки
| Сталь труб | Марка проволоки (ГОСТ 2246-70) для сварки | |||
| ручной и автоматической аргонодуговой | газовой | полуавтоматической в углекислом газе | автоматической под флюсом | |
| 10, 15, 20, ВСт2кп, ВСт2сп, ВСт2пс, ВСт3кп, ВСт3сп, ВСт3Гпс, ВСт3пс, 15Л, 20Л, 25Л,ВСт4сп | Св-08Г2С, Св-08ГС | Св-08, Св-08А, Св-08ГА, Св-08ГС,
Св-08Г2С, Св-08МХ |
Св-08Г2С, Св-08ГС | Св-08А, Св-08АА, Св-08ГС |
| 15ГС, 16ГС, 16ГТ, 17ГС, 14ГН, 16ГН, 09Г2С, 10Г2С1, 15Г2С, 14ХГС, 20ГСЛ | Св-08Г2С, Св-08ГС | Св-08Г2С, Св-08ГС | Св-08Г2С, Св-08ГС | Св-08ГС, Св-10Г2, Св-08ГА |
| 12МХ, 15ХМ, 12Х2М1, 20ХМЛ | Св-08МХ, Св-08ХМ* | СВ-08МХ, Св-08ХМ | — | — |
| 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ | Св-08ХМФА, Св-08ХГСМФА* | Св-08МХ, Св-08ХМ,
Св-08ХМФА |
— | — |
* При ручной и автоматической аргонодуговойсварке корневого слоя трубопроводов толщиной более 10 мм из хромомолибденовых и хромомолибденованадиевых сталей следует применять проволоку Св-08Г2С или Св-08ГС.
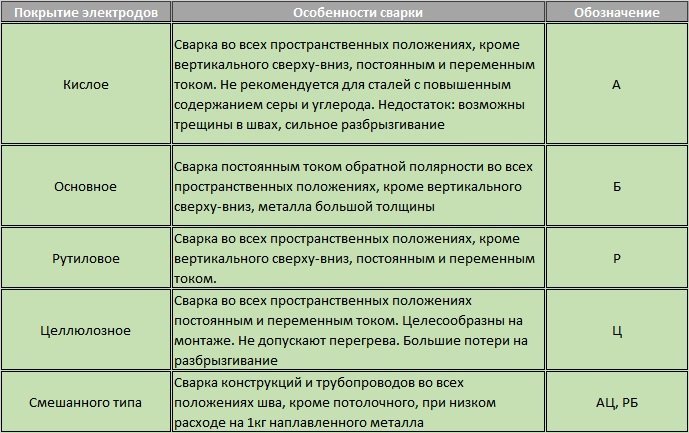
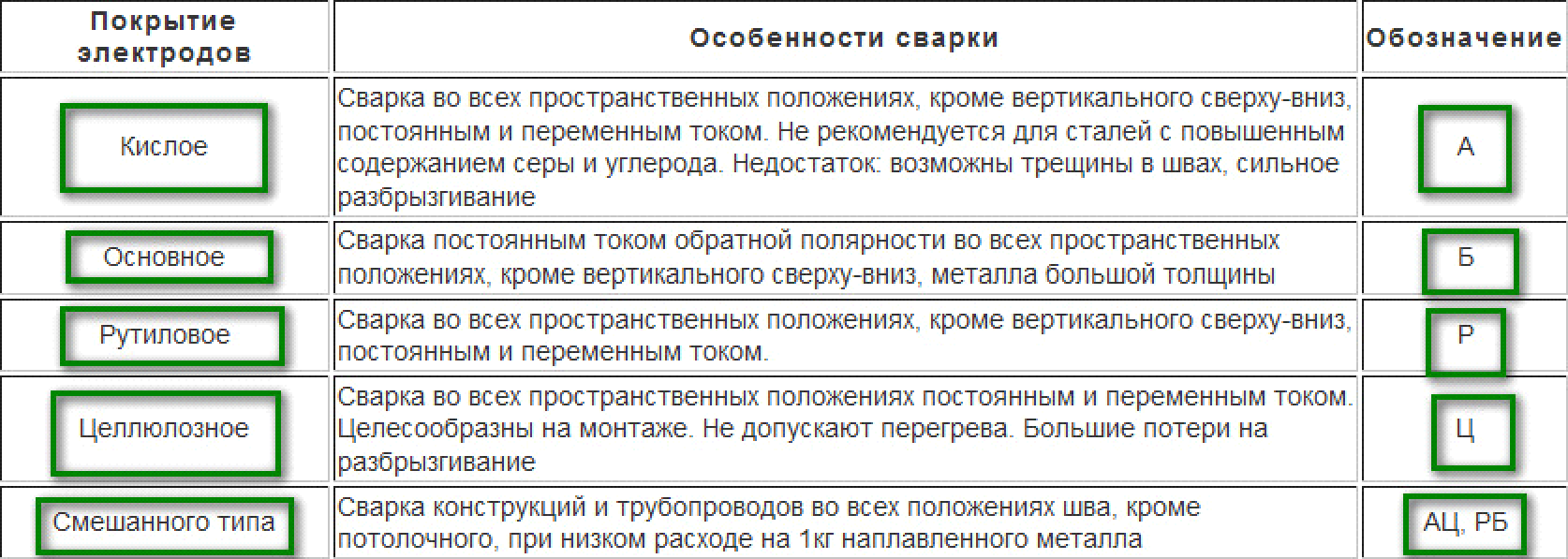
По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN – A).
- Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN – R). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN – RC, RB, RA и RR соответственно).
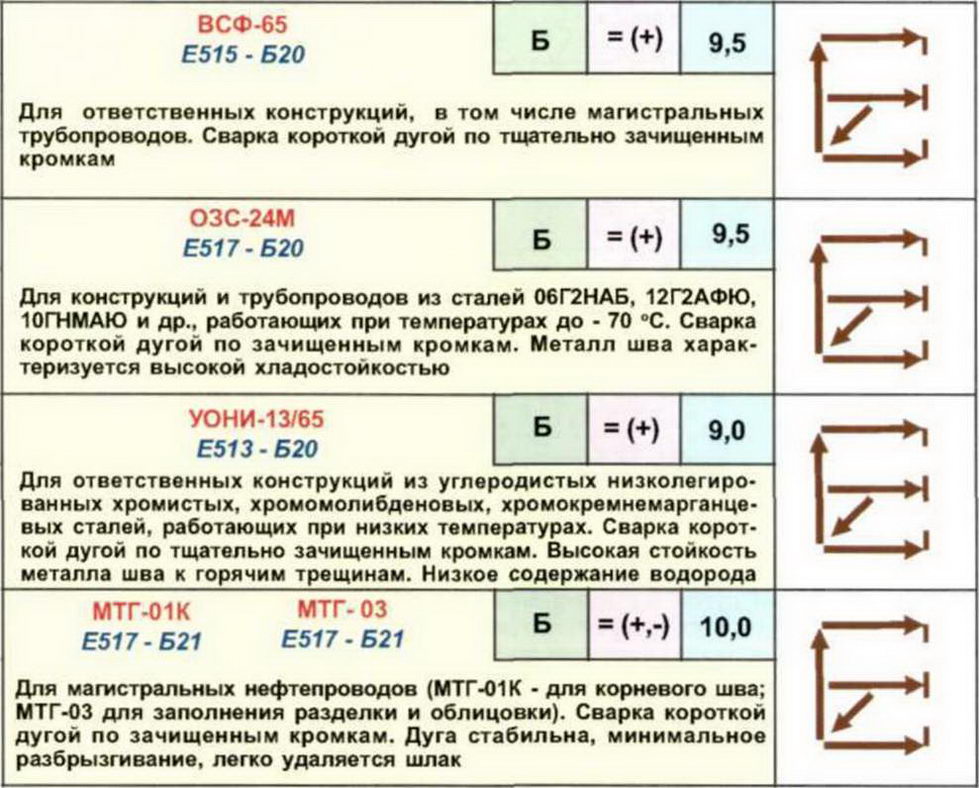
- Электроды с основными покрытиями (обозначаются буквой «Б», DIN – B) содержат кальцит, углекислый магний и в малых количествах флюорит. Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
- Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
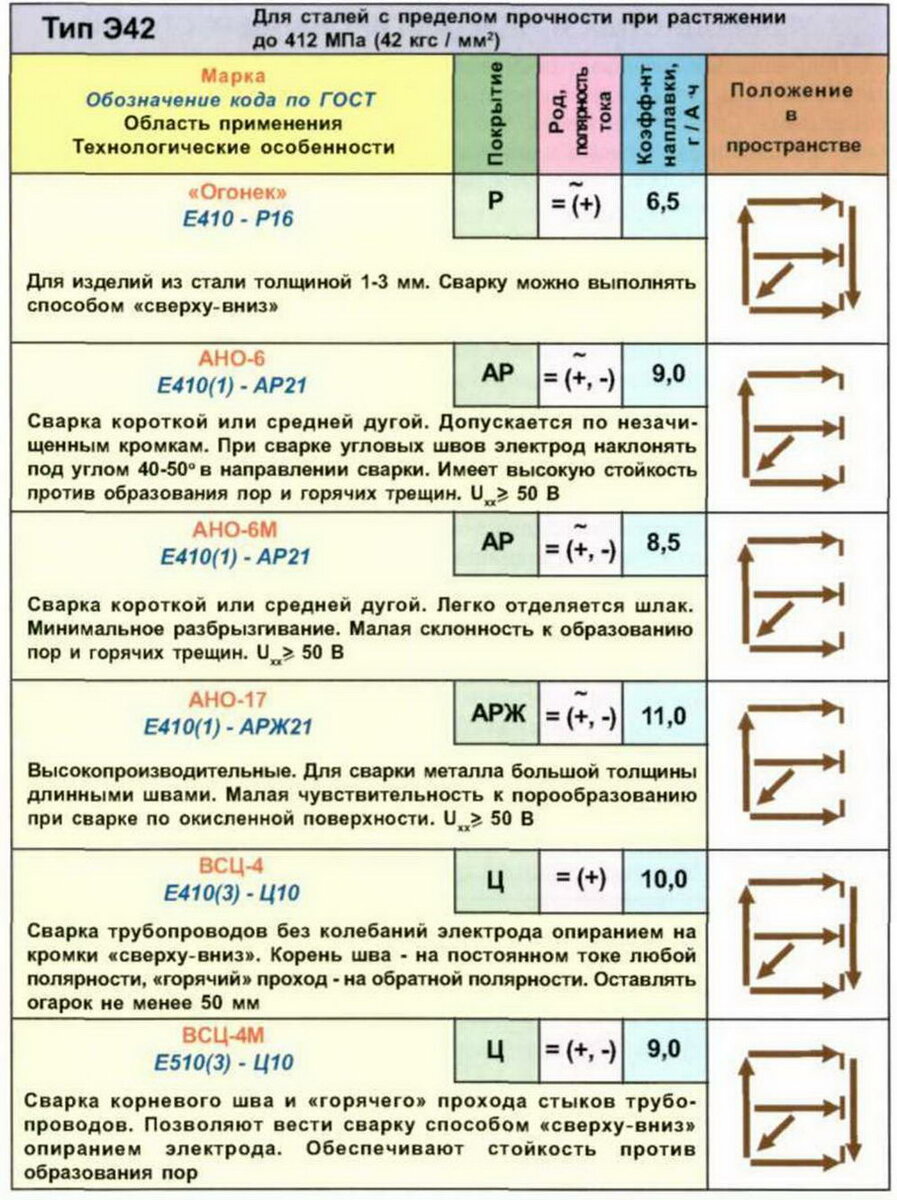
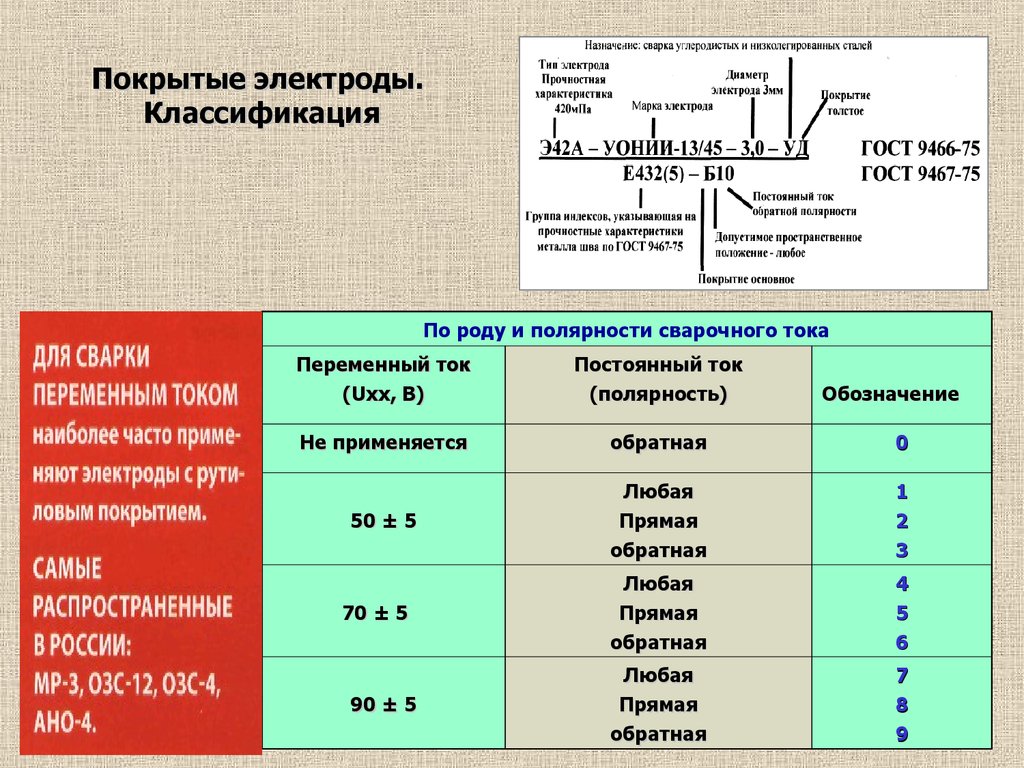
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
|
Индекс: |
Используемая полярность |
Uхх |
|
|
Прямая |
Обратная |
||
|
Нет |
Да |
н/и |
|
|
1 |
Да |
Да |
50V |
|
2 |
Да |
Нет |
50V |
|
3 |
Нет |
Да |
50V |
|
4 |
Да |
Да |
70V |
|
5 |
Да |
Нет |
70V |
|
6 |
Нет |
Да |
70V |
|
7 |
Да |
Да |
90V |
|
8 |
Да |
Нет |
90V |
|
9 |
Нет |
Да |
90V |
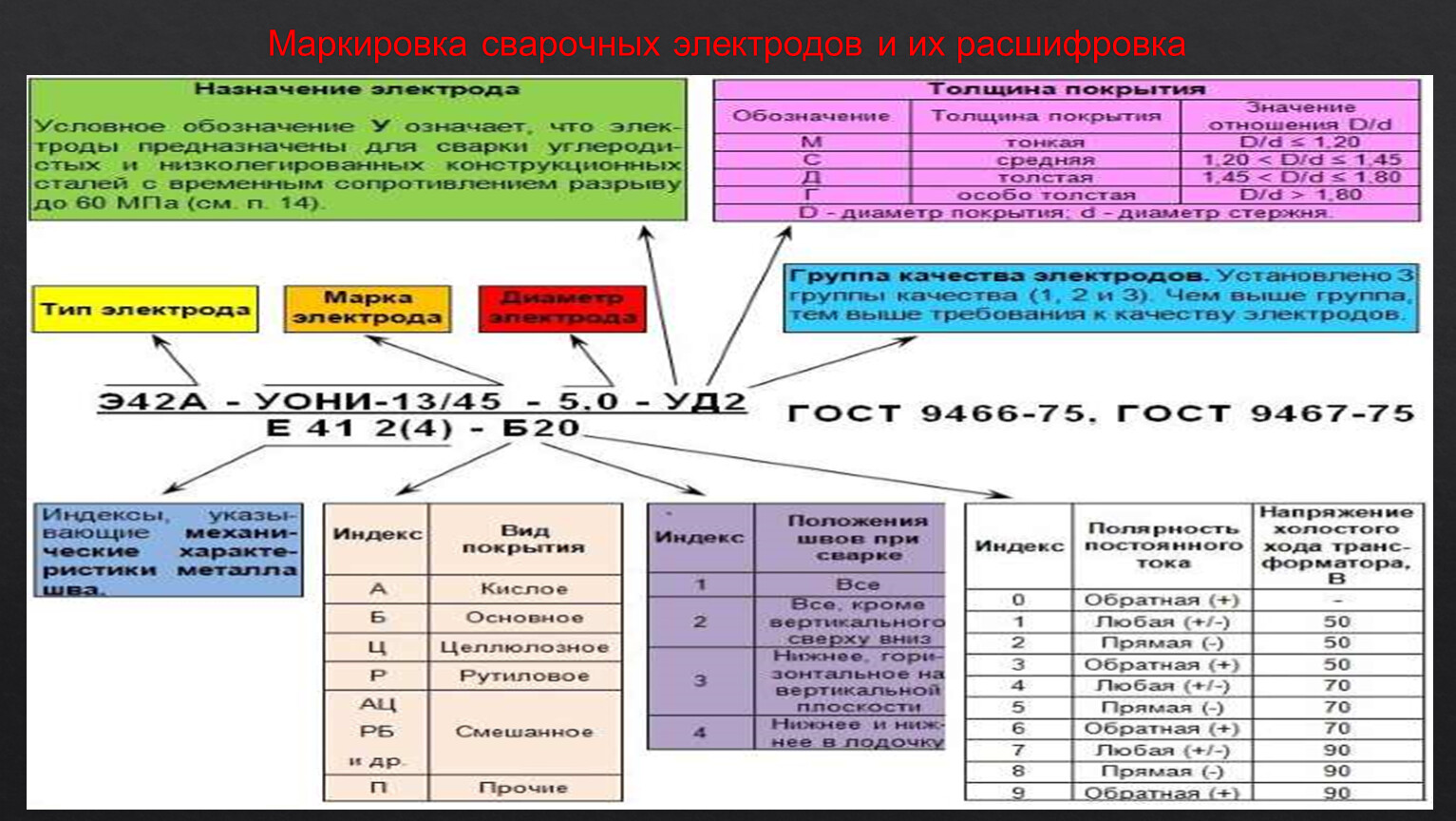
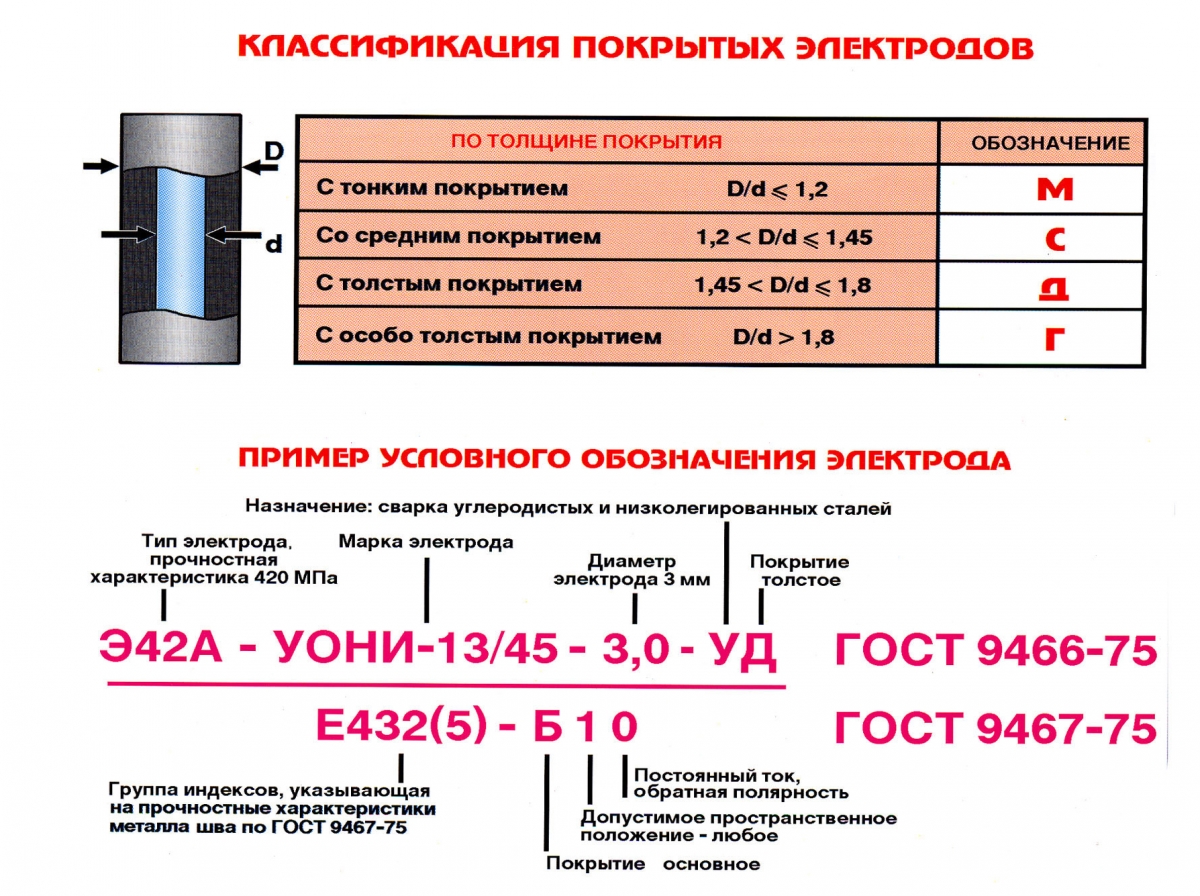
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
— — —
Е — —
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.
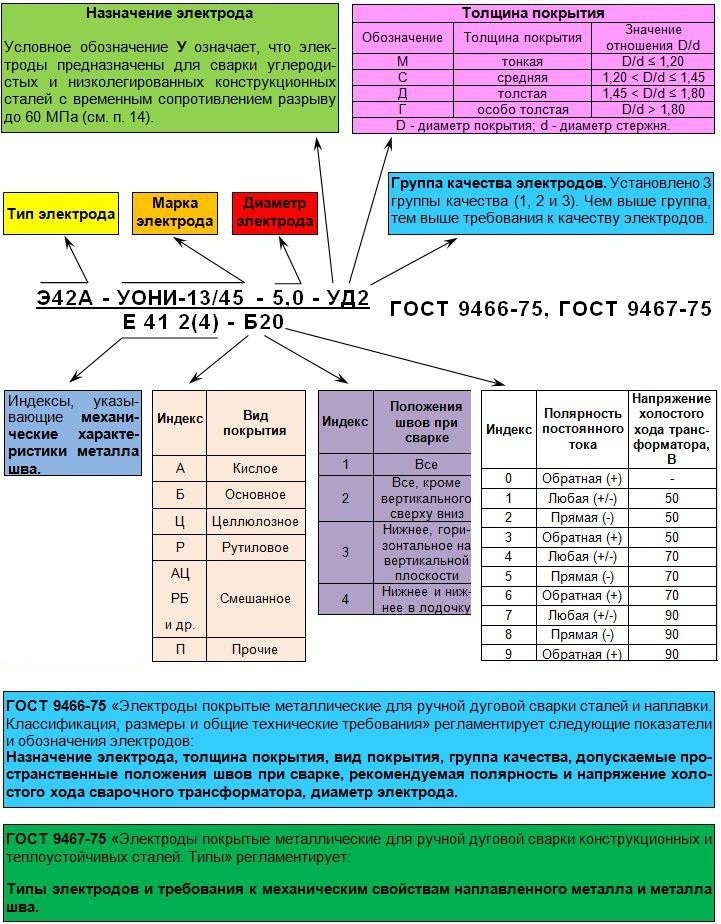

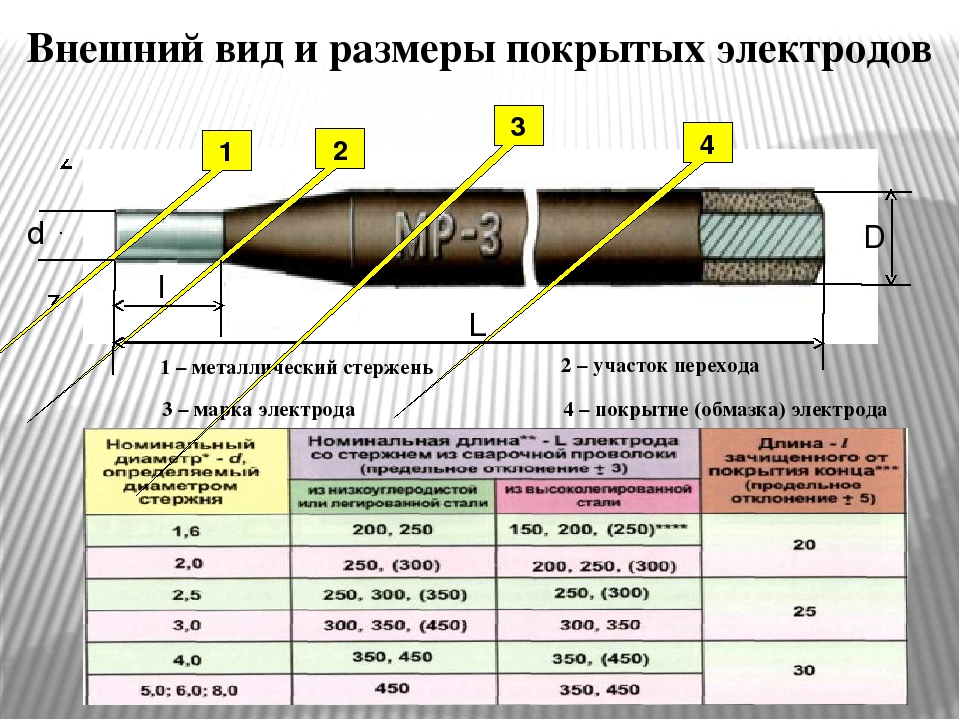
Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Как пользоваться электродами при сварке
Общий алгоритм действий при работе с электродуговым сварочным оборудованием в бытовых условиях:
- Перед началом процесса следует подготовить рабочее пространство, надеть защитную одежду. Рядом с местом сварки не должны находиться легковоспламеняющиеся материалы или жидкости, помещение должно проветриваться естественным или принудительным путем.
- Осмотреть заготовки, очистить соединяемые поверхности от ржавчины или следов нефтепродуктов. Хорошие электроды позволяют варить металлические изделия без удаления грязи, но примеси могут оказать негативное влияние на прочность и внешний облик шва.
- Установить электрод в зажим рукоятки, выставить рабочие параметры при помощи регуляторов на корпусе аппарата. Поскольку правильно выбрать ток новичку затруднительно, то следует учесть рекомендации, указанные на заводской упаковке. Параметры питания зависят от диаметра стержня, ориентации шва либо толщины соединяемых деталей.
- Уложить заготовки на стол, зафиксировать струбцинами, а затем прихватить поверхности короткими швами или точками (для крупных либо мелких элементов соответственно).
- Проверить взаимное положение деталей и приступить к сварке, обеспечивая наклон электрода и совершая движения наконечником для равномерного заполнения стыка металлом.
- После кристаллизации расплава удалить окалину или брызги, используя молоток.
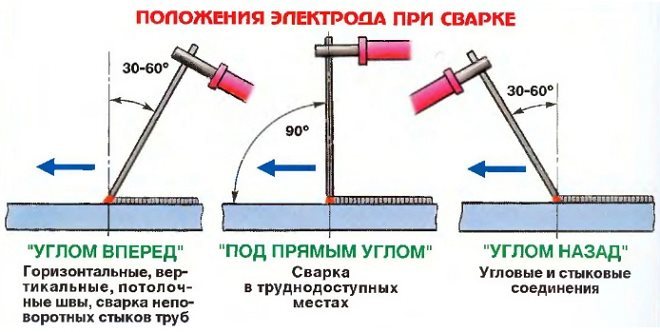
Варианты положения электрода при сварке Качество выполнения работ зависит от квалификации сварщика. Например, при постоянном изменении длины дуги возможно прожигание листов металла или формирование шва с грубой чешуйчатой структурой. При выборе электродов следует учитывать требования производителя к прокалке. Применение изделий без термической обработки приводит к насыщению расплава пузырьками газов. При неправильном угле сварки стык плохо заполняется металлом, а при неравномерном перемещении наконечника возможно появление разрывов или чрезмерное заполнение стыка расплавом.
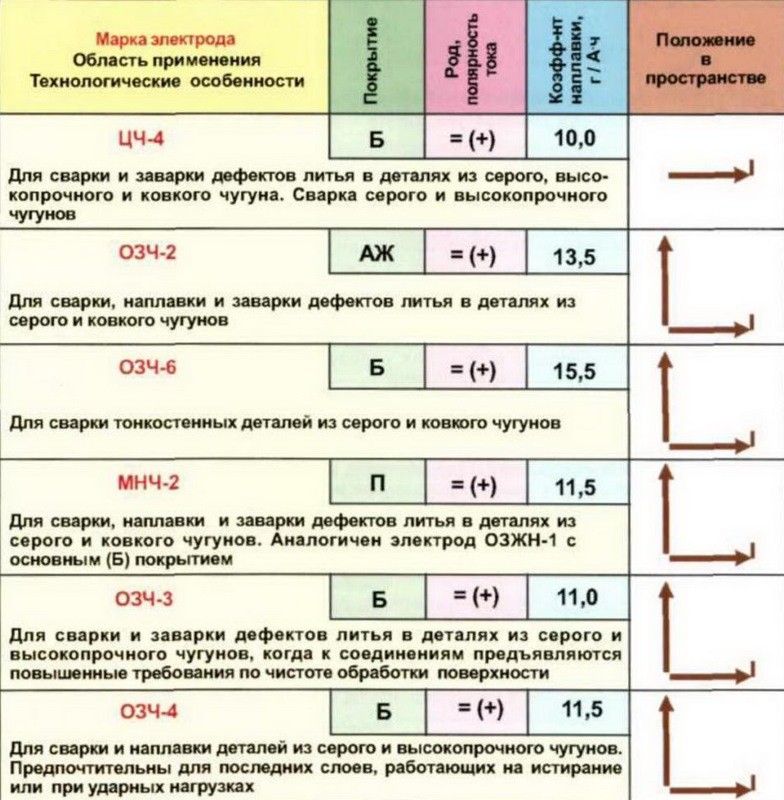
Чем лучше сварить систему отопления

Когда пришло время поменять дома отопительную систему, без сварки не обойтись. Здесь понадобятся стержни, способны создать довольно прочный шов.
Процесс сварки труб очень сложный, в нюансах которых может разобраться специалист. Только опытный сварщик сможет точно определить, какими электродами воспользоваться. В список рекомендуемого стержня можно отнести: Э42А, Э-09Х1МФ и ЦЛ-20.
Они также способны создать крепкий шов при работе с теплоустойчивой сталью. Если нужно соединить коррозионно-стойкий металл хорошо подойдут стержни марки ЦЛ-9.
Шов получается стойким, сварка проходит практически во всех направлениях, но перед работой деталь нужно прокалить.
Ими же можно воспользоваться и для труб НКТ. Они изготовлены из особенной проволоки, технология которых позволяет создать неразъемные соединения.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным
Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону
Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Чем лучше сварить систему отопления

Когда пришло время поменять дома отопительную систему, без сварки не обойтись. Здесь понадобятся стержни, способны создать довольно прочный шов.
Процесс сварки труб очень сложный, в нюансах которых может разобраться специалист. Только опытный сварщик сможет точно определить, какими электродами воспользоваться. В список рекомендуемого стержня можно отнести: Э42А, Э-09Х1МФ и ЦЛ-20.
Они также способны создать крепкий шов при работе с теплоустойчивой сталью. Если нужно соединить коррозионно-стойкий металл хорошо подойдут стержни марки ЦЛ-9.
Шов получается стойким, сварка проходит практически во всех направлениях, но перед работой деталь нужно прокалить.
Ими же можно воспользоваться и для труб НКТ. Они изготовлены из особенной проволоки, технология которых позволяет создать неразъемные соединения.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
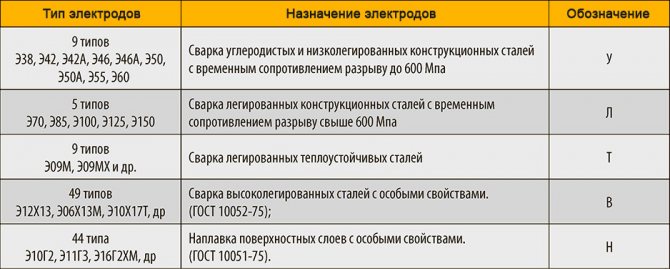
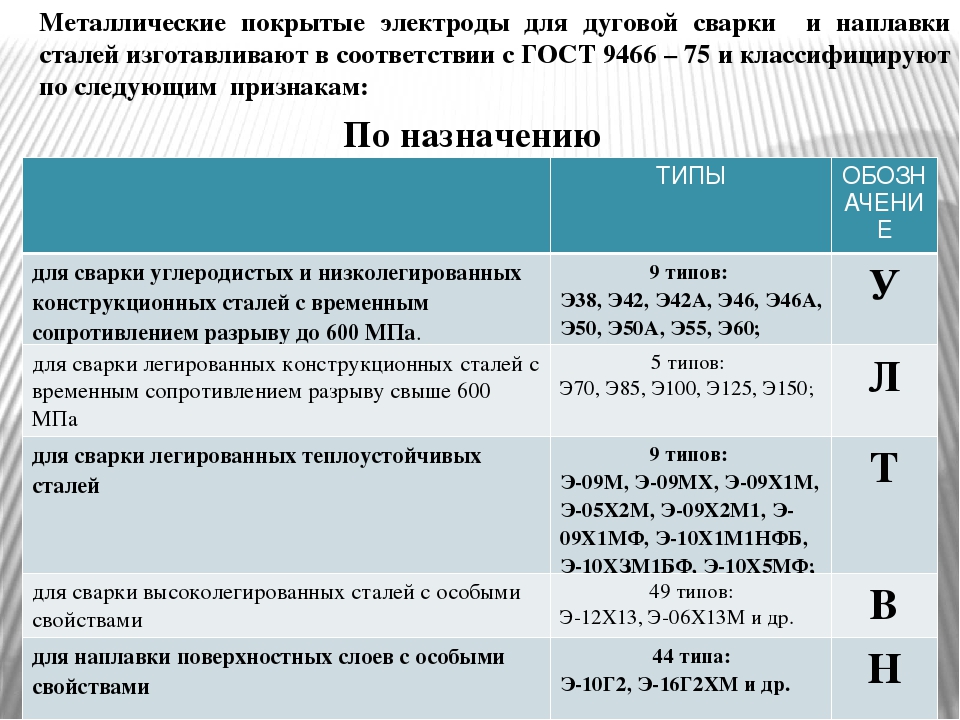
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.


Для отопления
К выбору, какими электродами лучше варить трубы отопления, нужно относиться со всей серьезностью, поскольку эти части должны противостоять высокому давлению и напору. Такой ремонт производится на долгие годы, поэтому при решении, какие электроды лучше для сварки труб отопления, предпочтение следует отдавать тем, которые обеспечат долговечность соединения.

Трубопроводы отопления имеют значительный поперечный размер, поэтому огромное значение придается величине поперечного сечения используемых для их соединения электродов. Это повлияет на качество шва и расход металла. Также повышенным значением обладает толщина обмазки внутренних стержней.
Конкретно, в качестве электродов, используемых для соединения отопительных труб можно посоветовать в первую очередь такие популярные марки, как УОНИ 13/45, имеющие диаметр три миллиметра. Их преимущество состоит в том, что они обладают большой величиной покрытия, благодаря чему возможно сваривать сталь с высоким содержанием углерода. Неплохо подойдут и такие марки расходных элементов, как ЦЛ-20 и Э09Х1МФ.
При сварке стали с высокой теплоустойчивостью такими видами электродов получается прочный шов, успешно противостоящий действию высокого давления. Если трубы изготовлены из стали легированной, высокоуглеродистой или нержавеющей, то с успехом используется электроды марки ЦЛ-9, обладающие основным видом обмазки.
При планировании соединения труб, предназначенных для непрерывного протекания горячей воды, свой выбор можно остановить на электродах МР-3. Они обмазаны рутиловым покрытием, а стержень изготовлен из специальной проволоки. Можно выбирать диаметр поперечного сечения из диапазона от 3 до 5 миллиметров. Работу с этой маркой следует осуществлять на короткой дуге, передвигая электрод в направление наплавки.
Трубные электроды для отопительных систем в большинстве случаев относятся к плавящемуся виду. Неплавящиеся электроды используются гораздо реже. При соединении их встык устанавливается значение тока порядка 100 Ампер, а при соединении внахлест минимум 120 Ампер.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.