
Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.

Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.

1 Точечная сварка – технология быстрого соединения материалов
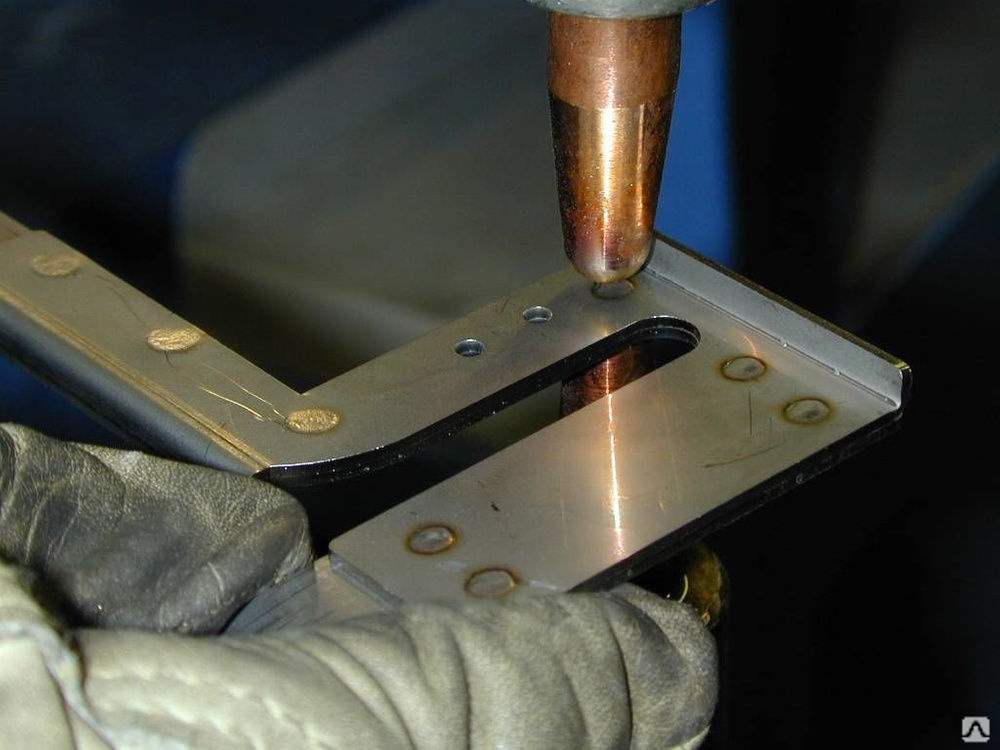
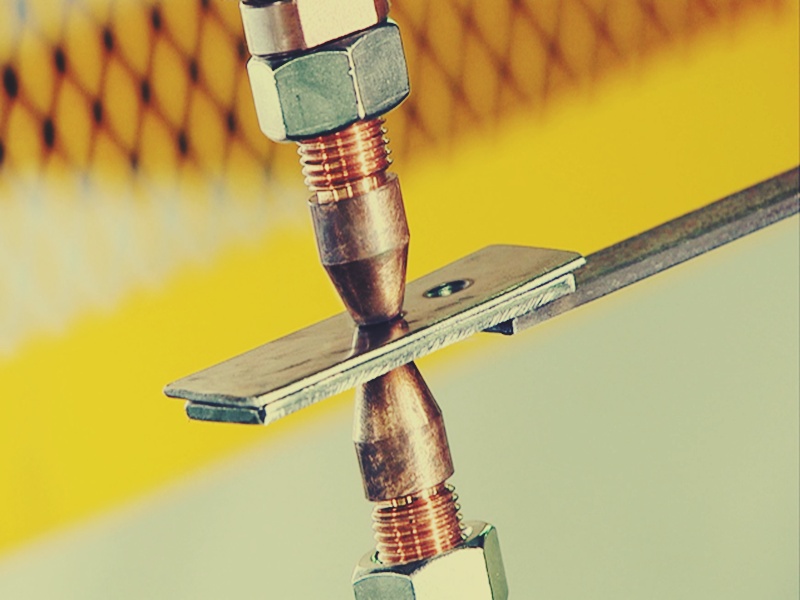
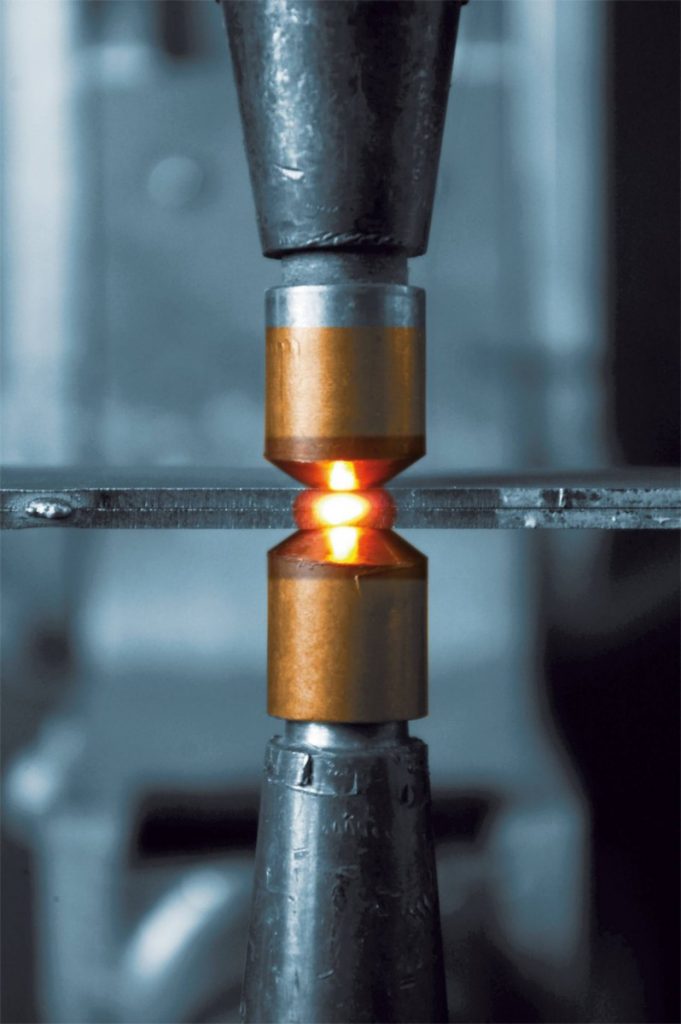
Точечная сварка представляет собой разновидность контактного способа сваривания. Эта технология обеспечивает соединение деталей в одной или нескольких точках, в которых происходит нагревание материала до температуры плавления пропускаемым током с одновременным приложением сжимающего усилия. После прекращения подачи сварочного напряжения и остывания зоны разогрева снимают воздействие сжатием на место соединения.

В основе технологии контактной сварки лежит тепловое воздействие на металл протекающего по нему электрического тока. Количество выделяемого при этом тепла определяется по закону Джоуля-Ленца и зависит от электрической проводимости материала (чем она меньше, тем больше нагрев). При точечном соединении напряжение подается по двум электродам, между которыми находятся свариваемые детали. Электроды изготавливают из материалов с высокой электропроводимостью, чтобы обеспечить наименьшее сопротивление в месте их контакта с соединяемыми изделиями.

В то же время, область соприкосновения деталей обладает низкой электрической проводимостью (большим сопротивлением). Поэтому проходящий через электроды и детали ток производит быстрый высокотемпературный нагрев именно места соединения изделий. Плавление материала в этой области приводит к образованию литых ядер сварочных точек. Их диаметр обычно варьируется в пределах 4–12 мм. Прочность соединения зависит как от размеров, так и структуры этих точек, определяемых силой и временем протекания сварочного тока, свойствами электродов и поверхностей деталей, усилием сжатия.
Фазы процесса
Чтобы понять, как работает точечная сварка, стоит рассмотреть основные фазы процесса, а всего их три. Каждая имеет характерные особенности, которые оказывают влияние на итоговые результаты. В первой фазе производится сжатие металлических компонентов. Это вызывает появление пластичной деформации в области контакта. Для этих целей сварочное оборудование дополнено специальными клещами.
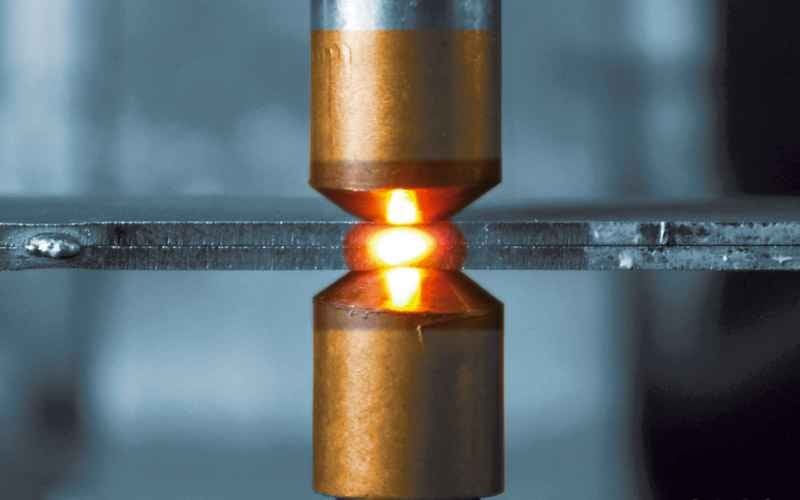
При проведении второй фазы подается ток к зоне контакта. Это вызывает расплавление металла в точке сваривания и образование расплавленного ядра. Пока проходит ток, наблюдается расширение ядра до максимальных показателей. Сжимание свариваемых компонентов вызывает образование пояса с плотной структурой вокруг жидкого ядра, именно он предотвращает выход расплавленного металла за пределы сварочной зоны.
Во время третьей фазы сварочный ток выключается, а металл в это время остывает и кристаллизуется. При охлаждении прижимное состояние элементов сохраняется некоторый период, это снимает напряжение.
Стоит отметить! Все важные требования и правила проведения работ указываются в ГОСТах и документации. А подробная схема точечной сварки с указателями поможет понять, как должен правильно проводиться процесс сваривания.
Области применения мини аппаратов для сварки
Благодаря ценовой доступности, компактности и легкости мини сварочные аппараты активно применяются в бытовой сфере: подварить забор на даче, сделать мангал, вывести трубу водопровода на огород, заварить трещину между петлей и стойкой на воротах, поставить беседку или теплицу.
Более опытные мастера способны с ним изготовить емкость для летнего душа или под топливо. С такими моделями удобно работать на плече, поэтому установка длинного забора или крепление антенны на крыше не требуют привлечения помощников — сварщик сам передвигается с инвертором и руки свободны для удержания заготовок.
Техника безопасности при работах
При эксплуатации агрегатов точечного типа нужно соблюдать правила техники безопасности:
- не должно быть повреждений изоляции электрических кабелей, оголенных контактов;
- агрегат следует заземлить;
- при подсоединении к электросети оборудования контакты должны соответствовать номинальным значениям;
- необходимо использовать дифавтоматы;
- настройка и обслуживание аппарата в процессе эксплуатации осуществляется только после отсоединения от электросети.
Рекомендуем к прочтению Самодельный аппарат для точечной сварки
Проведение сварочных работ связано с повышенной опасностью для сварщика.
Сварщик должен быть в плотной робе, специальной маске или очках, диэлектрических перчатках. При этом надежно изолируется рукоять клещей. Работать в помещении нужно в респираторе, должна присутствовать вытяжка.
Выбираем аппарат для точечной сварки аккумуляторов с AliExpress
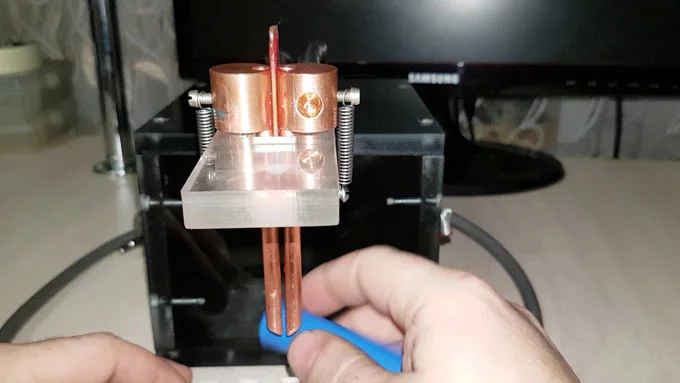
Mini Spot Welder

Mini Spot Welder
Это небольшой компактный сварочный аппарат, который можно питать от 9-12в. Он подойдет для сварки небольших сборок, тонкой никелевой лентой. Для разовых работ сгодится более чем, или для срочной работы в поле, вдали от розетки. Для серьёзной работы конечно же у него не хватит мощности. Цена, кстати, у него очень приятная.
Сварочный аппарат BIFRC

Сварочный аппарат BIFRC
Еще один вариант сварочного аппарата без привязки к розетке. Это также маломощный прибор, но для небольших работ его хватит. Плюсом является то, что это уже готовый к работе аппарат. У него есть встроенная батарея на 5500мАч, которую можно заряжать через порт Type-C от любого USB источника. Заявленная мощность 4,2 V Макс 650A, что хватит примерно для сварки ленты около 0.1-0.15мм.
Конденсаторный сварочный аппарат
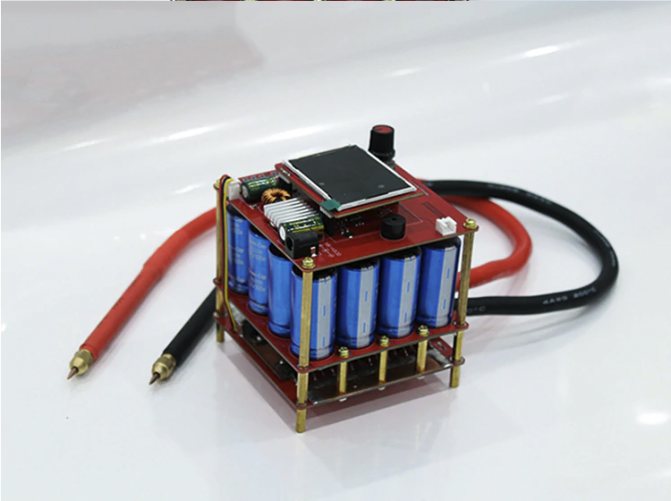
Конденсаторный сварочный аппарат
Этот аппарат интересен конечно же тем, что работает на от аккумуляторов, а от конденсаторов. У такого решения есть свои очевидные плюсы: быстрая зарядка, нет деградации элементов питания, хорошая мощность. Но минусом будет цена, так как хорошие конденсаторы стоят дорого. У лота очень хорошие отзывы. Данный сварочный аппарат судя по характеристикам и отзывам, спокойно варит никелевую полосу толщиной до 0.15мм
Плата управления для точечной сварки

Плата управления для точечной сварки
Это вариант для самодельщиков. Тут нужно добавить источник питания и трансформатор. Зато на базе такой платы управления можно собрать мощный сварочный аппарат, способный варить ленты толщиной более 0.2мм. Данный лот имеет большое количество заказов и очень много отзывов, из которых можно подчерпнуть много полезной информации о том, какие сборки делают разные люди.
Сварочный аппарат в виде ручки

Сварочный аппарат в виде ручки
Довольно интересное и удобное решение. Сварочный аппарат в виде ручки. Помещается в руке, не занимает много места, компактный. При этом заявлено что в этой сварочной ручке имеется встроенный аккумулятор ёмкостью 7000мАч. Заряжать который можно через порт Type-C от любого USB источника. В характеристиках указано что максимальная толщина сварочной ленты до 0.2мм






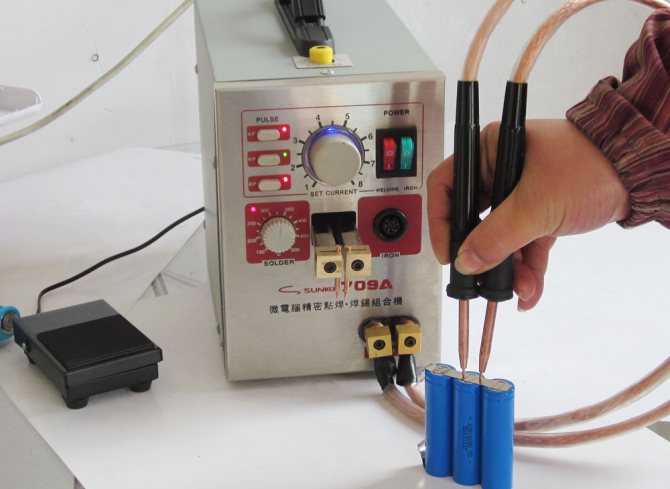
Сварочный аппарат Sunko 737B

Sunko 737B
Этот сварочник уже ближе к промышленным вариантам. Подходит для сварки батарей лентой до 0.2мм и поддерживает высокую нагрузку и большой объём работы. Такие сварочные аппараты подходят для тех, кто варит много и занимается сборкой аккумуляторов, хотя по ценовому сегменту и мощности, это всё еще бюджетная модель начального уровня.
Сварочный аппарат SUNKKO 737G

SUNKKO 737G
Еще один вариант более профессионального сварочного аппарата. От предыдущего варианта отличается более высокой ценой, но при этом здесь уже есть два варианта размещения электродов. К тому же данный аппарат может варить ленту до 0.35мм, что делает его более подходящим для тех работ, где нужны большие сборки на толстой никелевой ленте для больших токов.
Сварочный аппарат SUNKKO 737DH

SUNKKO 737DH
Этот сварочный аппарат для точечной сварки поддерживает сварку ленты до 0.35мм, и имеет мощность до 1200А. Он подходит для профессионалов, но при этом обладает относительно небольшой стоимостью. Тут также имеется большое количество настроек мощности и длительности импульсов. А управление процессом сварки происходит нажатием на ножную педаль. В общем это на данный момент один из оптимальных вариантов для домашних и не только мастеров.
Я подобрал сварочные аппараты по принципу от более дешевого простого, до более дорогого и мощного. В целом все они между собой отличаются мощностью и возможностью варить никелевую лент разной толщины для разных задач. Но все предложенные варианты имеют много заказов и хорошие отзывы. Читайте, сравнивайте, думаю подборка будет полезна для тех, кто в данный момент выбирает себе аппарат для точечной сварки аккумуляторов 18650 и т.д.
Рейтинг аппаратов для точечной сварки
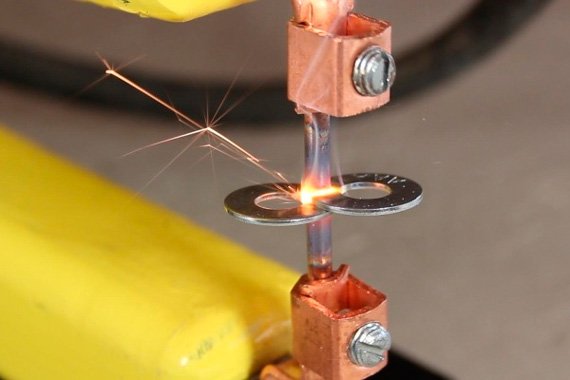
Сцепление материалов обеспечивает шов, состоящий из множества маленьких сварных точек. Для их создания деталь располагают между двумя электродами, они сжимают его снизу и сверху, одновременно пропуская ток. Разделяют два вида сварочных аппаратов – переносные и стационарные. Мы провели исследования нескольких десятков устройств, оценивая каждое на ряд показателей:
- Категория – бытовые, промышленные, профессиональные;
- Тип – клещи, переносной аппарат, стационарный станок;
- Способ сварки – односторонняя, двусторонняя, комбинированный вариант;
- Ток – максимальный показатель, возможности оборудования от 3000 до 10 000 А;
- Скорость работы – сколько точек для сцепки оставляет за минуту;
- Допустимая толщина материалов – какие листы можно варить внахлест;
- Напряжение – однофазное 220 В, трехфазное 380 В;
- Управление – удобство эксплуатации, ручная, синергичная (микропроцессор) настройка;
- Уровень шума – звуковое давление в дБ во время активного режима;
- Мощность – параметр измеряется в кВт, чем он выше, тем толще поверхность;
- Дополнительные опции – система охлаждения, комплектация.
Востребованность таких устройств с годами растет. Производители совершенствуют продукцию, пополняя рынок новинками. Мы отобрали товары, получившие самые высокие оценки экспертов, больше всего одобрительных отзывов покупателей и рядовых владельцев. В результате выделили 7 номинантов – 4 клеща, 3 споттера.
Сущность процесса
Процесс контактной сварки основан на кратковременном воздействии тока различной силы. При его прохождении через металл он нагревается, за счет чего существенно повышается степень пластичности. Главными положительными особенностями можно назвать следующие моменты:
- При применении рассматриваемой технологии тепло формируется в самом теле заготовки. Для того чтобы исключить вероятность распространения тепла по всему материалу, скорость его подачи должна быть высокой. Именно поэтому применяется специальное сварочное оборудование.
- Подаваемая сила тока должна быть высокой, а время нагрева незначительным. Как показывает практика, мощность при рассматриваемой обработке составляет несколько сотен и даже тысяч Ампер. При этом время воздействия составляет всего несколько долей секунд. Подобного результата можно достигнуть только при внутреннем выделении тепла в материале.
- Применяемое оборудование позволяет существенно повысить производительность. Этот момент многие называют преимуществом контактной сварки. Сегодня проводится создание роботизированной техники, которая путем подачи тока проводят сваривание большого количества металла.
- Обработка проходит без применения присадочного металла. Именно поэтому технология считается более экономичным в плане количества расходуемой энергии.
- Нагрев происходит непосредственно в зоне воздействия. Именно поэтому не наблюдаются тепловые потери, если сравнить с технологией дуговой ручной сварки или других технологий.
- Применяемое оборудование существенно облегчает процесс. При этом можно применять оборудование, которое автоматизирует обработку. На момент воздействия тока не образуется яркая вспышка, поэтому снижаются расходы на оборудование зоны обработки.
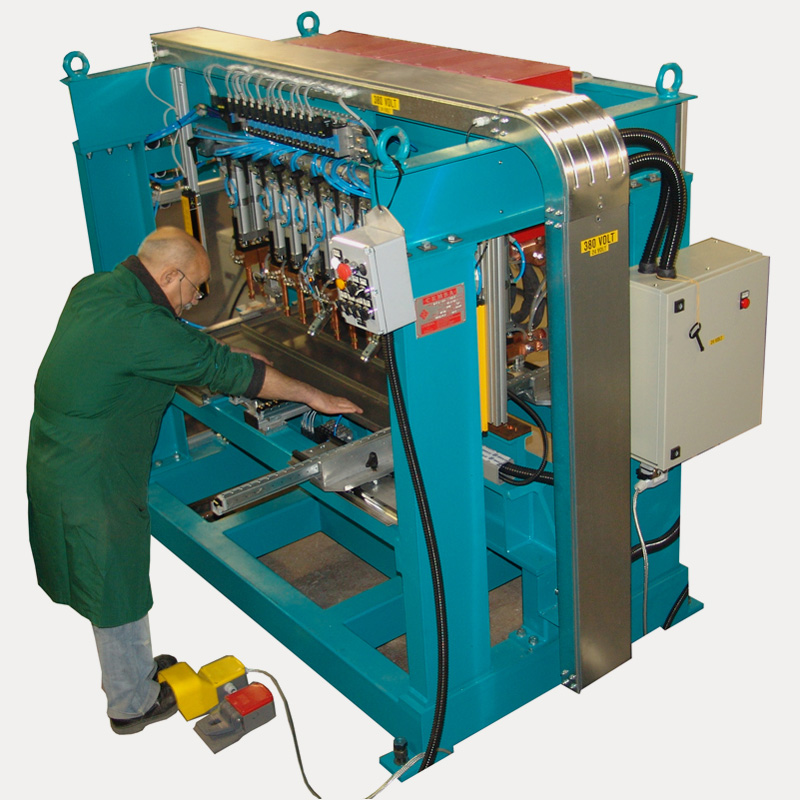
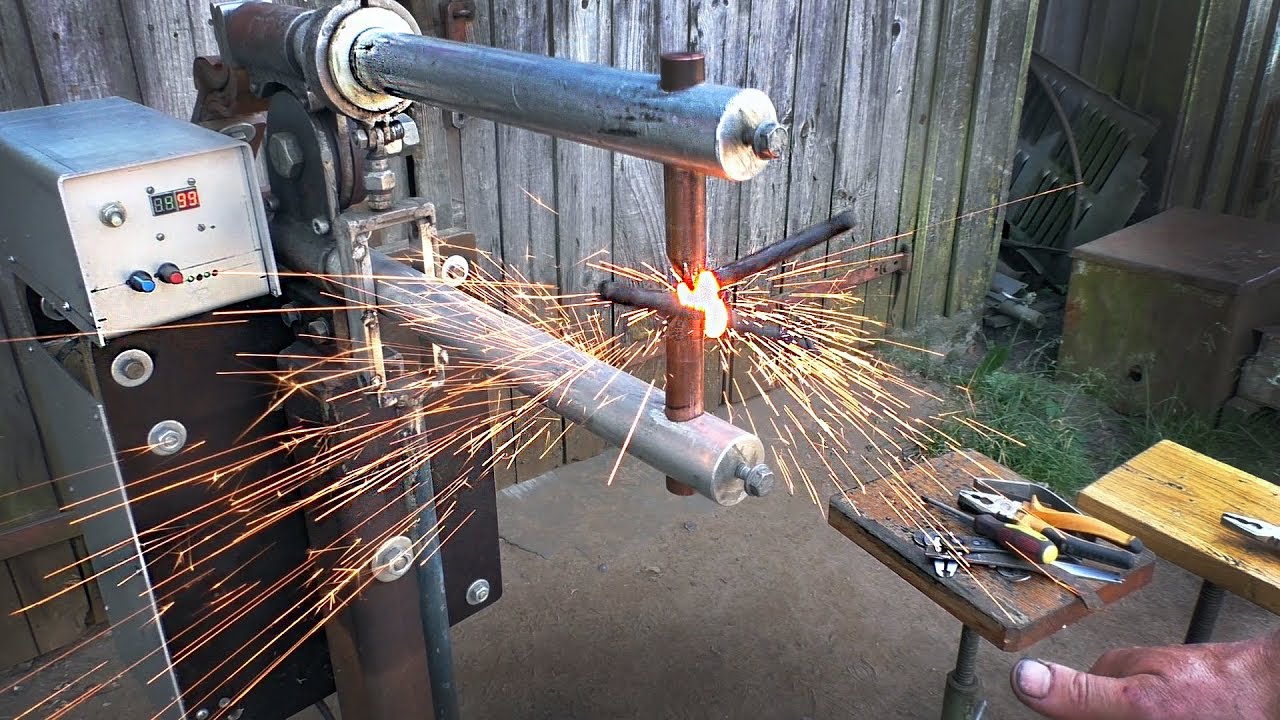
Точечная сварка на производстве
Сегодня контактная сварка применяется в случае конвейерного производства. Роботы могут проводить соединение металла практически без прерывно.
Не стоит забывать и о некоторых недостатках контактной сварки. Она также определяет особенности рассматриваемой технологии. Недостатки выглядят следующим образом:
- Для того чтобы обеспечить высокое качество соединения должно применяться оборудование, которое может оказывать давление на заготовку.
- Соединение может проводится только в случае, когда заготовки могут размещаться в специальной машине. Другими словами, есть определенные ограничения по размеру изделий.
- Если шов должен быть большим, то существенно возрастает механическая мощность и сила подаваемого тока. Кроме этого, есть определенные ограничения, касающиеся толщины соединяемых элементов.
- Технология не характеризуется универсальностью и маневренностью. Другими словами, провести работу на месте размещения изделий достаточно сложно, для этого зачастую создают самодельные конструкции.
- Получаемый шов характеризуется низкой герметичностью.
Точечная контактная сварка
Кроме этого, покупное оборудование характеризуется высокой стоимостью. При обслуживании могут возникнуть серьезные проблемы. При желании можно создать самодельную конструкцию, которая характеризуется высокой эффективностью.
5 Самодельная точечная сварка – основные принципы конструирования
При сборке простейших устройств контактной сварки, предназначенных для домашнего использования, нет острой необходимости производить точные расчеты всех параметров. Примерные значения сварочного тока, диаметра электродов, усилия сжатия и времени сварки можно взять из соответствующих таблиц. При этом следует понимать, что табличные данные являются немного завышенными (иногда заниженными, если речь идет о времени сварки) относительно тех, которые вполне подойдут для самодельных аппаратов, так как в домашних условиях наиболее востребованы мягкие режимы работы.

Прекрасная самодельная точечная сварка может получиться из микроволновки, инвертора, старенького ЛАТР. Во всех этих устройствах стоят мощные трансформаторы – основа собираемого оборудования. Переделки потребует вторичная обмотка, а первичная будет использоваться в качестве сетевой. Электроды должны быть из меди, диаметром в 2–3 раза больше толщины более тонкой свариваемой детали. Для соединения всех элементов аппарата необходимо использовать толстый многожильный медный провод в изоляции. Независимо от выбранной схемы устройства точечной сварки удобнее всего выключатель для него выполнить в виде педали. Провода, подводимые от реконструированного трансформатора к электродам, делают как можно более короткими.

Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 – 3 раза.
- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки. В результате никаких дополнительных мер защиты места соединения не требуется.
- Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки. Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
- По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 – 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка. С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
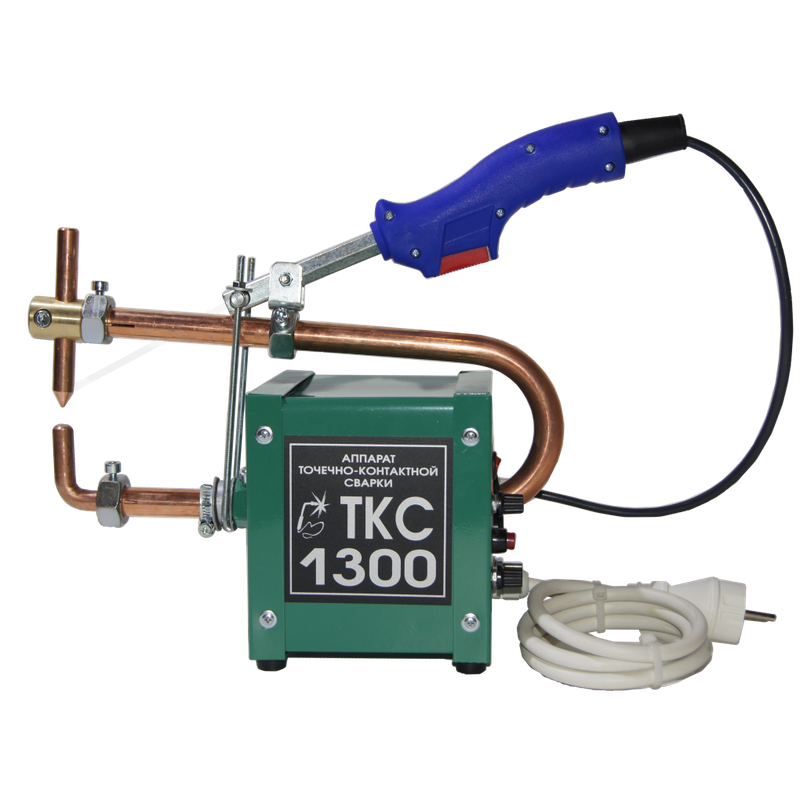
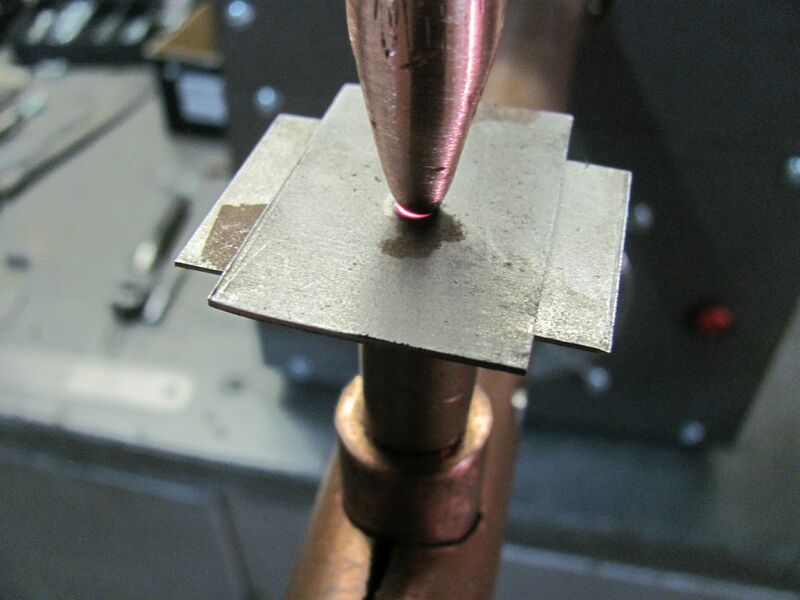
Аппарат для точечной сварки
Аппарат для точечной сварки выглядит следующим образом и включает в себя такие детали:
- трансформатор тока;
- сварочный зажим;
- включающее и выключающее реле;
- механизм сжатия электродов;
- регулятор силы и длительности подачи тока.
У тех аппаратов, которые предназначены для домашнего и бытового применения регулятор силы может отсутствовать. Тогда мастер сам регулирует силу сжатия проводников и время воздействия на деталь, отталкиваясь от своего опыта и полагаясь на свои умения и навыки.
В процессе работы очень важно контролировать состояние электродов. Если их диаметр увеличивается, тогда уровень тепла в месте воздействия на ядро уменьшается
Диаметр электрода должен совпадать в диаметром сварной точки. Обычно проводники изготавливаются из жаропрочных материалов – меди, бронзы. Но под воздействием высокой температуры со временем они теряют свою форму, поэтому важно их своевременно менять.
Где применяют метод

Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.





Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы
сварки являются одними из наиболее перспективных, в первую очередь, в условиях
массового производства. Среди механизированных способов сварки контактная уверенно
занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении.
Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона
с рамой.
Другими областями массового применения являются производство комбайнов и тракторов,
бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении
строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает
при изготовлении металлоконструкций ответственного назначения, например, при
производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные
элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных
схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток,
решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных
колодок автомобилей, сепараторов шарикоподшипников и т.д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие
при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки
автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников
и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость
сварки герметичных швов достигает 10-15 м/мин.
Суть процесса
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.
Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.
Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
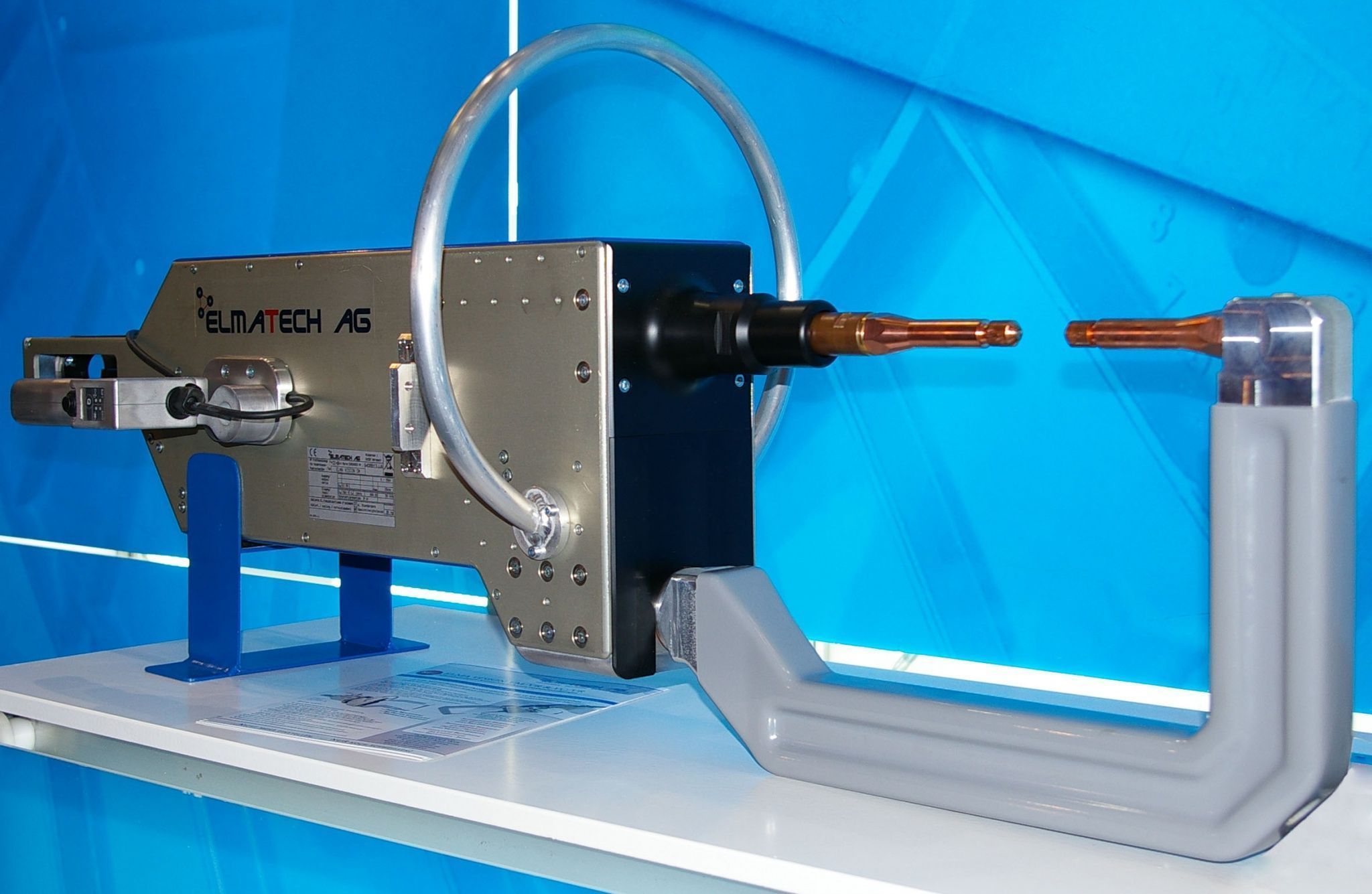
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.
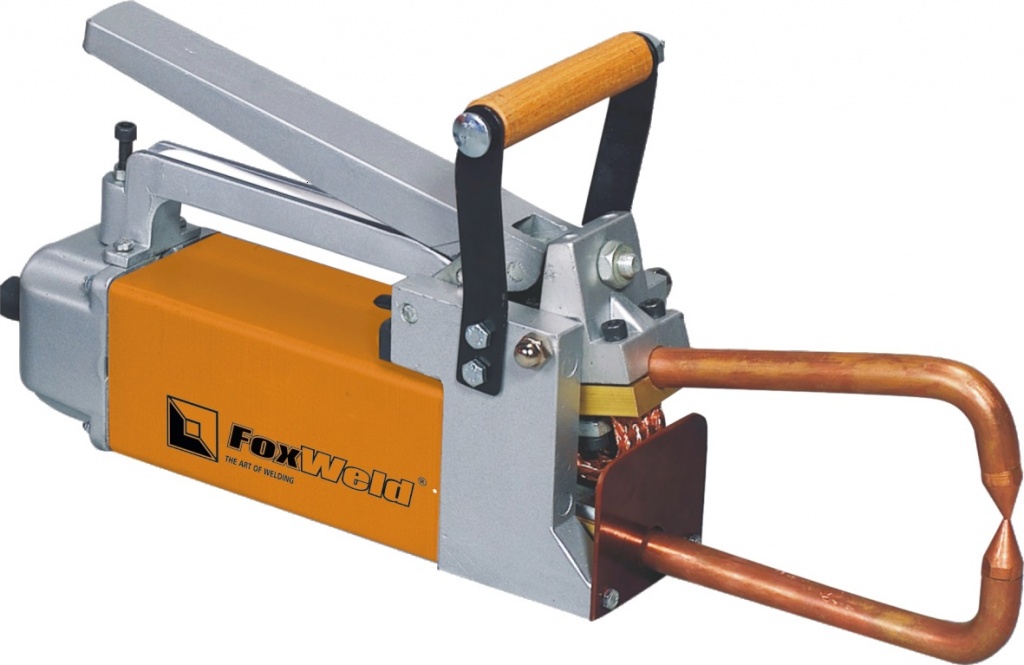
Сварочный аппарат для точечной сварки.
Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
Электроды для контактной сварки могут располагаться по-разному:
- друг напротив друга;
- параллельно.
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.
Устройство машины контактной стыковой сварки.
По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
- ручными;
- автоматическими.
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
Оборудование и приспособления
Для машин общего назначения ГОСТ 297—80 устанавливает, в частности, следующие основные параметры.
- Наибольший вторичный ток. Это ток, который проходит во вторичном (сварочном) контуре при его коротком замыкании на максимальной ступени регулирования при номинальных значениях раствора и вылета сварочного контура.
- Номинальное и (или) наименьшее и наибольшее усилия сжатия электродов — для точечных, шовных и рельефных машин.
- Требования к геометрическим параметрам электродов и консолям машины (размеры контура относятся к наиболее важным параметрам машины; контуры состоят из жестких и гибких токоведущих элементов, которые соединяют вторичные витки сварочного трансформатора с оснасткой машин).
Оснастка машин включает консоли, электрододержатели, электроды, токоподводящие губки и другие элементы, размеры и конструкция которых может меняться в зависимости от конструкции изделия. На этих элементах иногда устанавливают приспособления, фиксирующие или поддерживающие свариваемые, детали, загрузочные или съемные механизмы. Вторичный контур характеризуется такими параметрами:
- активное сопротивление;
- индуктивное сопротивление;
- полное сопротивление в режиме короткого замыкания.
В состав точечных, рельефных, шовных, подвесных и многоэлектродных машин входят приводы сжатия. В период протекания сварочного тока эти приводы формируют на электродах постоянное или изменяющееся во времени сварочное усилие. В необходимых случаях такие приводы создают на электродах усилие предварительного обжатия (до включения тока) и ковочное усилие (после выключения тока), превышающие уровень сварочного усилия. В большинстве машин приводы сжатия являются пневматическими, реже – пружинными.
Привода вращения роликов шовных машин – обеспечивают передвижение свариваемых деталей на шаг точек. Вращение роликов может быть непрерывным и прерывистым. Приводным может быть один из роликов, а в некоторых случаях крутящий момент передается сразу на оба ролика.
Электроды для точечной сварки и ролики для шовной сварки состоят из: рабочей части, части, обеспечивающей соединение с машиной, и средней (основной) части
Рабочая часть обеспечивает непосредственный контакт (электрический и механический) электрода со свариваемыми деталями и имеет рабочую поверхность, форма и размеры которой являются важной технологической характеристикой электрода (ролика). В настоящее время наиболее распространены две формы рабочей поверхности: плоская (цилиндрическая у роликов) и сферическая
Основной функцией электродов и роликов является подвод тока к деталям и передача к ним сварочного усилия. Внутренняя часть большинства электродов для точечной сварки имеет канал для подачи охлаждающей воды. Внутри охлаждающего канала находится трубка, по которой поступает вода.




Виды сварки и их особенности
Контактные соединения разделяются на четыре категории, которые имеют свои особенности и способы применения. Давайте разберем, какие виды бывают:
- Контактная точечная.
- Стыковая.
- Контактная шовная.
- Рельефная.
Теперь более подробно поговорим о каждой из них, чтобы вы конкретно смогли понять, что каждый вид представляет и какие его особенности. Точечные сварочные соединения помогают соединять детали в одной либо сразу во многих местах точками. Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Разные вариации всех этих показателей помогают выполнить сварную точку любой формы, прочности и прочее.
Классификация видов сварки
Широко используются в производствах большого масштаба и при серийном однотипном выпуске механизмов. Также используют для создания батарей аккумуляторов. Для соединения деталей сразу по всей площади их стыка, используется контактная стыковая.
Благодаря такому способу, две детали впоследствии нагрева соединяются в единую конструкцию сразу на большой площади, за короткий промежуток времени. Время и способ такой состыковки зависит от характеристик металла, общей свариваемой площади и необходимой прочности соединения.
Разновидности сварных соединений
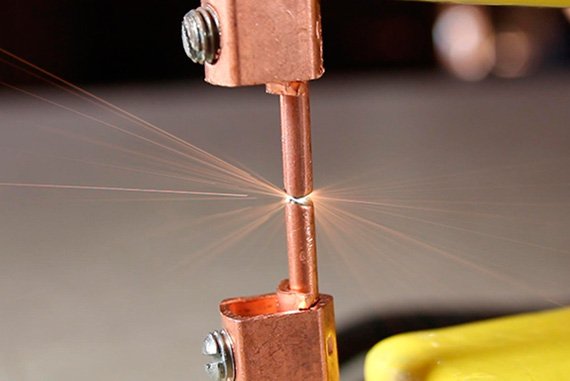
Стыковую сварку выполняют тремя методами:
- Сопротивление.
- Непрерывное оплавление.
- Оплавление с одновременным разогревом места сварки.
Для деталей небольшого сечения, до двух квадратных сантиметров, применяется метод сопротивления. Также такой метод часто применяется для труб из металлов с низким содержанием углерода. Детали, площадь сечения которых не превышает отметку в 10 тысяч квадратных сантиметров, используется метод оплавления. Область применения очень широкая, он сваривания арматурных конструкций в железобетоне, до создания бесшовной железной дороги.
Такая технология помогает изготавливать детали очень большой длины при этом не оставляя никаких заметных швов. С помощью оплавления сваривают режущие инструменты, например, наконечники для сверла либо лезвия ножей. Свариваются массивные цепи судовых якорей. Оплавление с разогревом, это модификация обычного оплавления, используется для создания более качественного сварного шва.
Шовная сварка
Шовная контактная сварка производится путём наваривания нескольких точек в ряд. Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Если роликовая прокатка проходи с одной стороны тогда она односторонняя. Если роликовая прокатка с двух сторон, тогда соединение происходит с каждой стороны. Этот метод хорош тем, что может быть как односторонняя, так и двусторонняя, что хорошо в определённых случаях.
Контактная рельефная сварка, очень похожа на точечную. Для его выполнения, заранее подготавливаются специальные выпуклые участки, которые и свариваются. Главной особенностью является то, что форма сварной точки в таком случае зависит от того какая форма выпуклости была сделана, а не от формы используемого электрода. Область применения довольно широкая, от автомобилей до различных электрических приборов.
Характеристики используемых электродов
Электроды имеют следующие характеристики, благодаря которым и получается сделать качественную сварку:
- Высокая устойчивость к температурам (могут выдерживать нагревание свыше шестисот градусов).
- Высокая плотность материала, что позволяет сохранять форму, даже при ударных сжатиях, равных пяти-шести килограммам на квадратный миллиметр.
- Очень высокая тепловая и электрическая проводимость. Благодаря высокой электрической проводимости могут передавать импульс тока без потерь.
- Для односторонней или двусторонней сварки, электроды имеют плоскую форму диска. Для остальных видов используются бочкообразные элементы.
Прочитав данную статью, вы смогли разобраться с технологическим процессом устройства контактной сварки. Узнали, какие виды контактной сварки бывают, и на какие разновидности разделяются электроды. Теперь можно переходить и к практическому изучению этого процесса.