
Аппараты точечной сварки
Все больше промышленных изделий стараются изготовить наиболее простым и дешевым методом. Это касается также ремонта. Аппарат точечной сварки — это крайне необходимый инструмент для мастерских.
Многие умельцы приобретают его, поскольку привыкли работать самостоятельно.
Выбирая устройство, надо правильно определить его назначение. Во многих случаях можно обойтись самодельным простейшим устройством, когда требуется точечная сварка. Цена фирменного оборудования колеблется в пределах 5 — 200 тыс. руб. Чем больше функций у модели, тем она дороже.
Аппараты различаются по способам установки. В производственных условиях используют стационарные устройства. Для поточных линий применяются подвесные модели. Их часто применяют в авторемонтных мастерских. Самым удобным для домашнего мастера является переносной аппарат.
Электропитание точечной сварки производится однофазным или трехфазным переменным током. Целесообразно применять инверторные и конденсаторные аппараты, не создающие значительной нагрузки на электросеть.
Популярными устройствами точечной сварки стали споттеры. Клещи у них отсутствуют. Один вывод источника тока подключается к корпусу детали, а другой — к прикрепляемому элементу. Когда требуется исправить вмятину на автомобиле, к этому месту приваривается гайка или болт с помощью специального пистолета способом прижатия. Затем дефект исправляется посредством вытягивания, после чего элемент снова нагревается и удаляется.
Провода от источника делают как можно короче, а место соединения — максимально близко от участка правки.
К приборам постоянно добавляются новые функции. С их помощью теперь можно не только сваривать, но и создавать локальный нагрев, а также ставить заплаты. Многофункциональность делает их тяжелее, мощнее и дороже.
Материал электродов
Материал электродов для контактной сварки не может быть абсолютно любым. Сама контактная сварка предполагает высокие температуры, сжатие, напряжение, неравномерный прогрев электрода и прочее. Соответственно, металл, из которого будут изготовлены электроды, должен обладать характеристиками, которые позволят изделию противостоять всем нагрузкам. Ведь чем дольше форма электрода будет оставаться неизменной, тем качественнее будут сварные точки. Как только форма начнет меняться под воздействием нагрузок, так сразу начнет ухудшаться качество соединений.
Что еще может привести к деформации электрода? Постоянный перегрев, плавление или даже окисление — все это ждет электроды, применяемые при контактной сварке
Поэтому важно правильно подобрать материал, из которого они будут изготовлены

Основным материалом является медь. Но она никогда не используется в чистом виде, поскольку не является жаропрочной
А это важно при контактной сварке. Производители учитывают эту особенность и применяют различные медные сплавы, в составе которых помимо меди есть разные легирующие компоненты
Это может быть хром, алюминий, цинк, магний, кадмий, цирконий, бериллий и некоторые другие металлы. Благодаря им медные электроды не теряют своей высокой электропроводности, при этом приобретают улучшенные эксплуатационные характеристики. Для сравнения, исключительно медные электроды приходят в негодность в 6 раз быстрее, чем электроды, изготовленные из смеси меди и любого легирующего компонента.
Но это не значит, что при покупке электродов вы можете просто выбрать изделия с выше описанным составом и забыть о трудностях. Нужно также учитывать особенности металла, который вы будете варить. Так, например, если вы будете работать с оцинкованной сталью, то необходимо приобрести электроды с медью, вольфрамом и молибденом в составе. Так электроды будут достаточно твердыми и стойкими по отношению к основному металлу. И не придут в негодность.
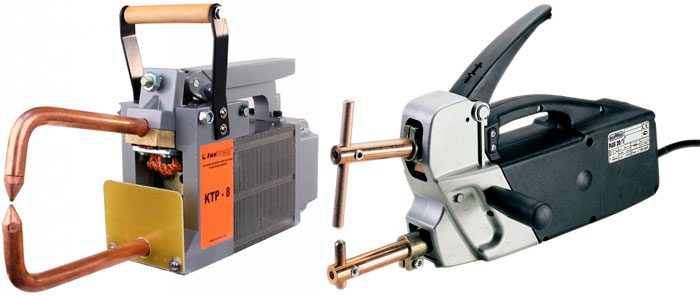
Клещи
Клещи для контактно-точечной сварки: устройство и принцип работы
Клещи представляют собой аппарат для ручной контактной сварки, используемый для точечного соединения двух металлических листов внахлест. Это — компактное устройство, состоящее из двух элементов:
- трансформатора;
- присоединенного к трансформатору держателя для электродов в виде щипцов.
Механизм сжатия рычагов может быть механическим (ручным), пневматическим или гидравлическим.
Подключенные к сети клещи преобразуют поступаемое электричество в сварочный ток. Тот подается на электроды, контактирующие с металлическими заготовками. В результате этого в месте прижима образуется сварная точка. Двухстороннее воздействие электродов на металл, по сравнению с односторонней сваркой, обеспечивает лучший прижим и надежнее соединение.
По способу эксплуатации клещи контактной сварки делятся на:
- ручные. Отличаются малым весом, простотой эксплуатации. Привод может быть как ручным, так и пневматическим;
- механизированные/подвесные. Рассчитаны на стационарное использование, весят более 100 кг.
Преимущества сварочных клещей
Свою популярность среди пользователей клещи для сварки получили благодаря своим особенностям:
- незначительные габариты и вес. Благодаря своему небольшому весу, во время работы клещи достаточно легко удерживаются сварщиком. Компактные размеры устройства упрощают его транспортировку и хранение;
- несложный процесс сварки, который не требует специальной предварительной подготовки;
- надежность и прочность сварной конструкции без потери свойств металла. Свариваемые детали практически не деформируется, т.к. термическое воздействие ограничено зоной сварки;
- сохранение грунтовочных и антикоррозийных покрытий;
- низкие дополнительные затраты, практически не требующие применения расходных материалов;
- низкие требования по энергоснабжению.
Такие аппараты востребованы на крупных и малосерийных производствах, СТО, в металлоремонтных мастерских, строительстве и в частном бытовом пользовании.
Технические характеристики сварочных клещей, имеющие большое значение при выборе
Выбирая клещи, обязательно обратите внимание на следующие показатели:
- напряжение сети, 220 или 380 V;
- максимальное значение тока. Чем больше этот показатель, тем большей толщины металлические заготовки можно будет соединять;
- толщина свариваемого металла;
- привод механизма сжатия и возможность регулировки прилагаемого усилия;
- длина консолей и возможность их смены.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.



Сварка может выполняться в жестком или мягком режиме.
Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае – «5 мм», во втором – «2,5+2,5 мм», но значение этих параметров одинаковое.
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
Мощность сварочного аппарата – это одна из основных характеристик.
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется – синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера – только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
Как сделать своими руками клещи для контактной сварки
Изготовление и выбор клещей для точечной сварки – последний этап работы над сварочным аппаратом. Их выбор зависит от характера работ, системы привода, планируемого размера деталей, которые нужно сварить.
Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Некоторые мастера в качестве электродов используют жало от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток. А сами клещи необходимо тщательно сварить и заизолировать.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
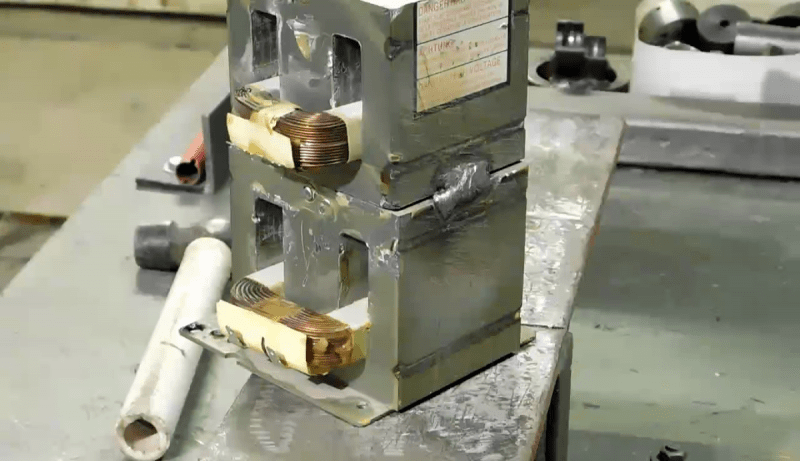
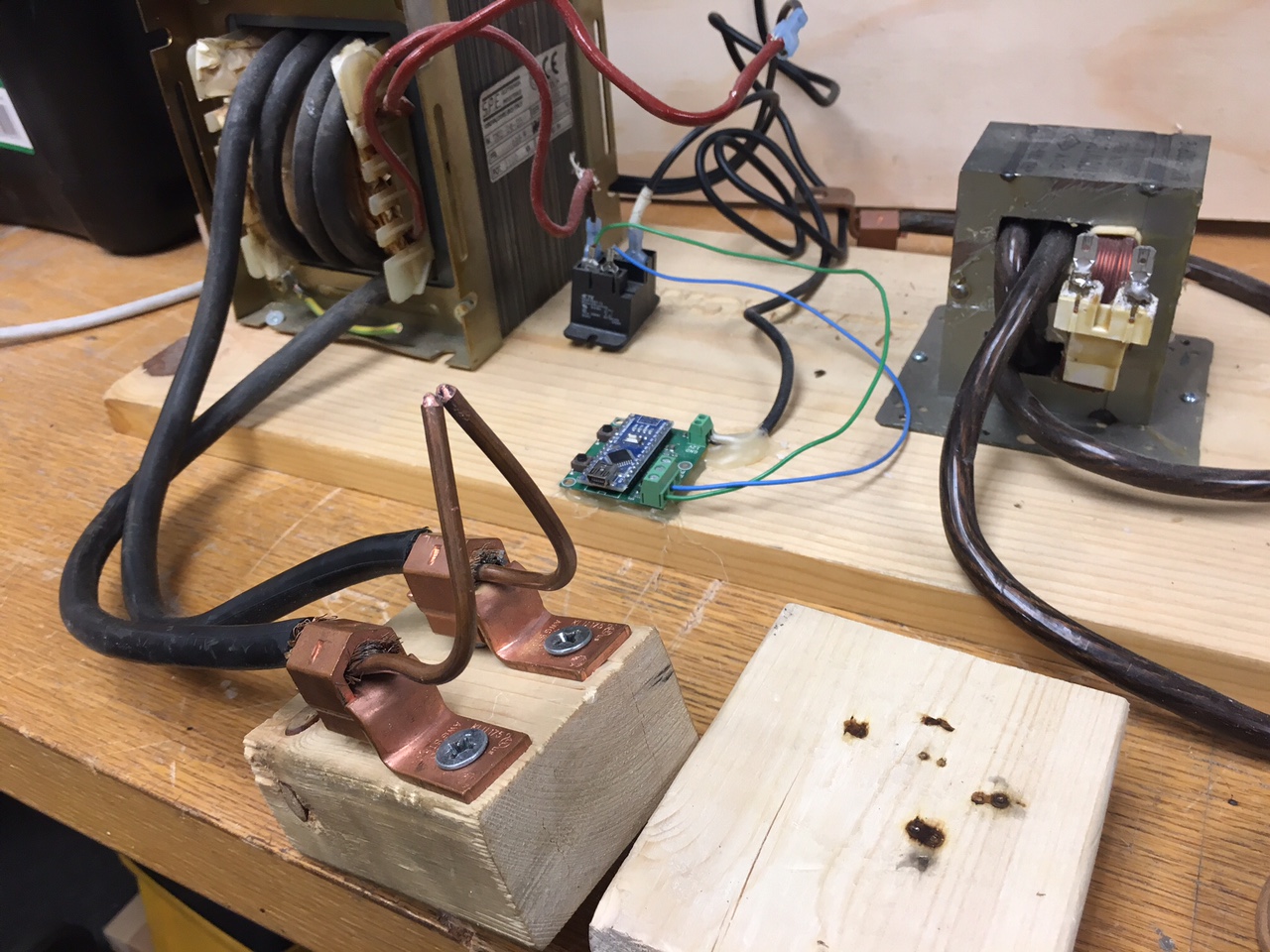
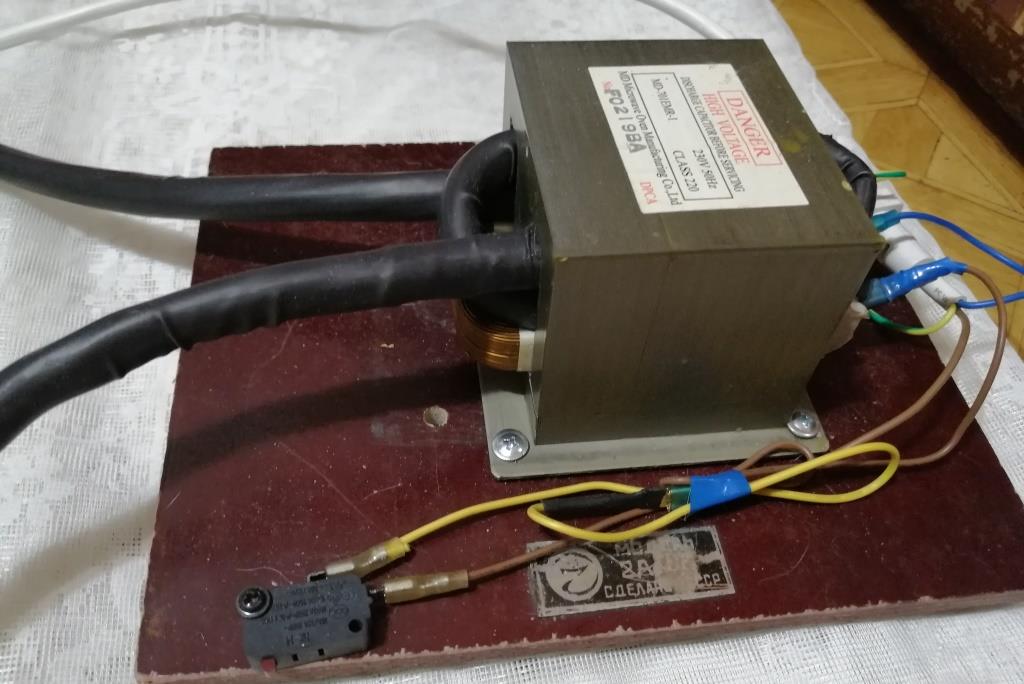
Питание
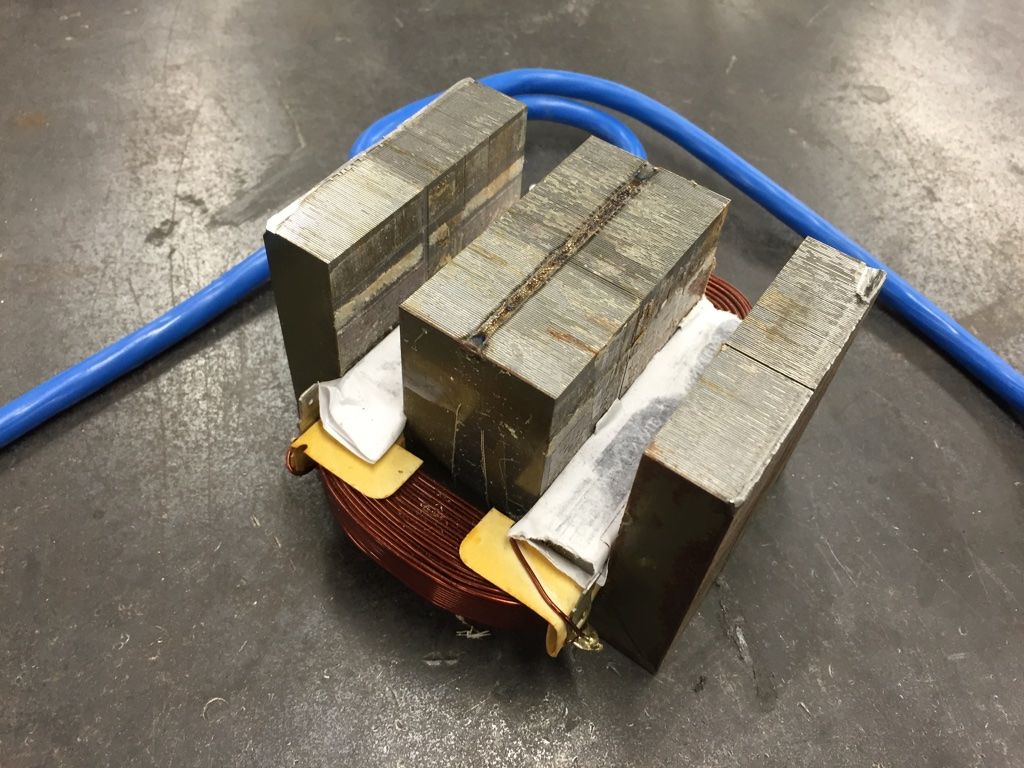
В качестве источника рабочего тока применяются мощные понижающие трансформаторы. Они преобразуют сетевое напряжение переменного тока 220 или 380 вольт. Вторичная обмотка представляет собой толстую медную шину или разрезной диск из меди. Напряжение холостого хода равно 2-5 вольтам.
Рабочий ток для разных моделей колеблется от 2 до 35 тысяч ампер.
Несмотря на большой вес сварочного источника, его размещают в одном корпусе с аппаратом на минимальном расстоянии от электродов. Это делается для того, чтобы избежать потерь энергии при передаче сверхмощного тока на значительное расстояние.
Наиболее мощные устройства работают со специального подвеса, их масса уже не имеет такого решающего значения, как для ручных устройств.
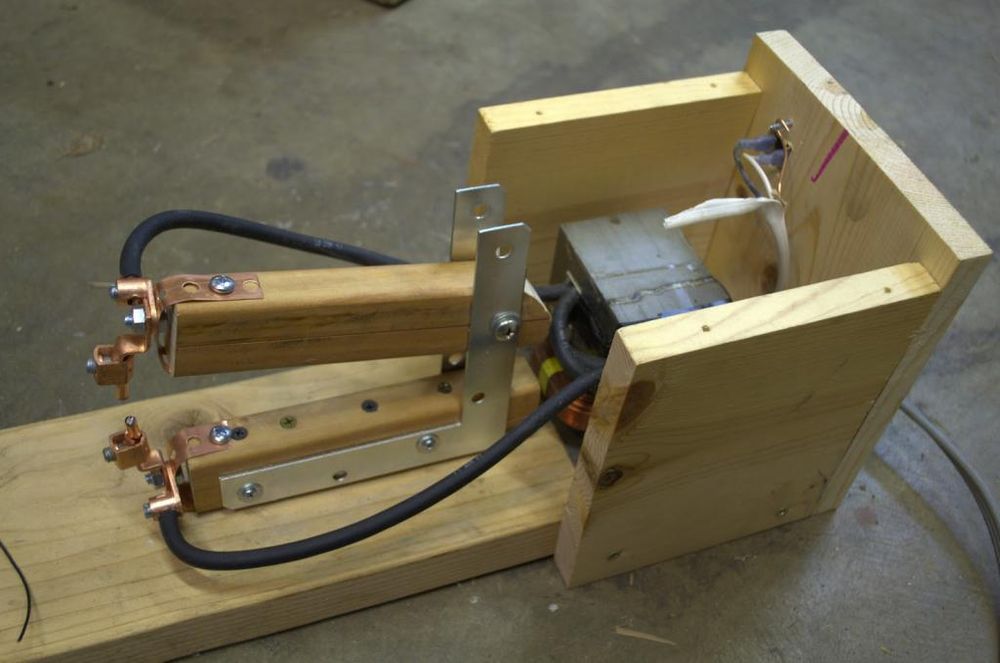
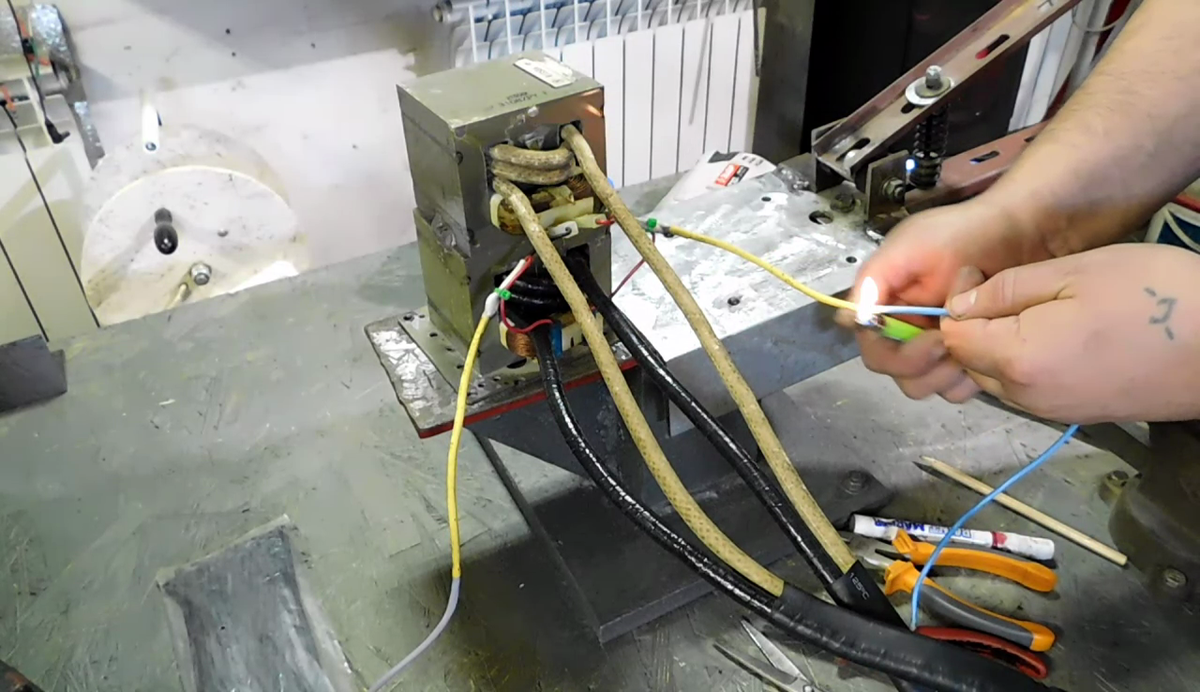
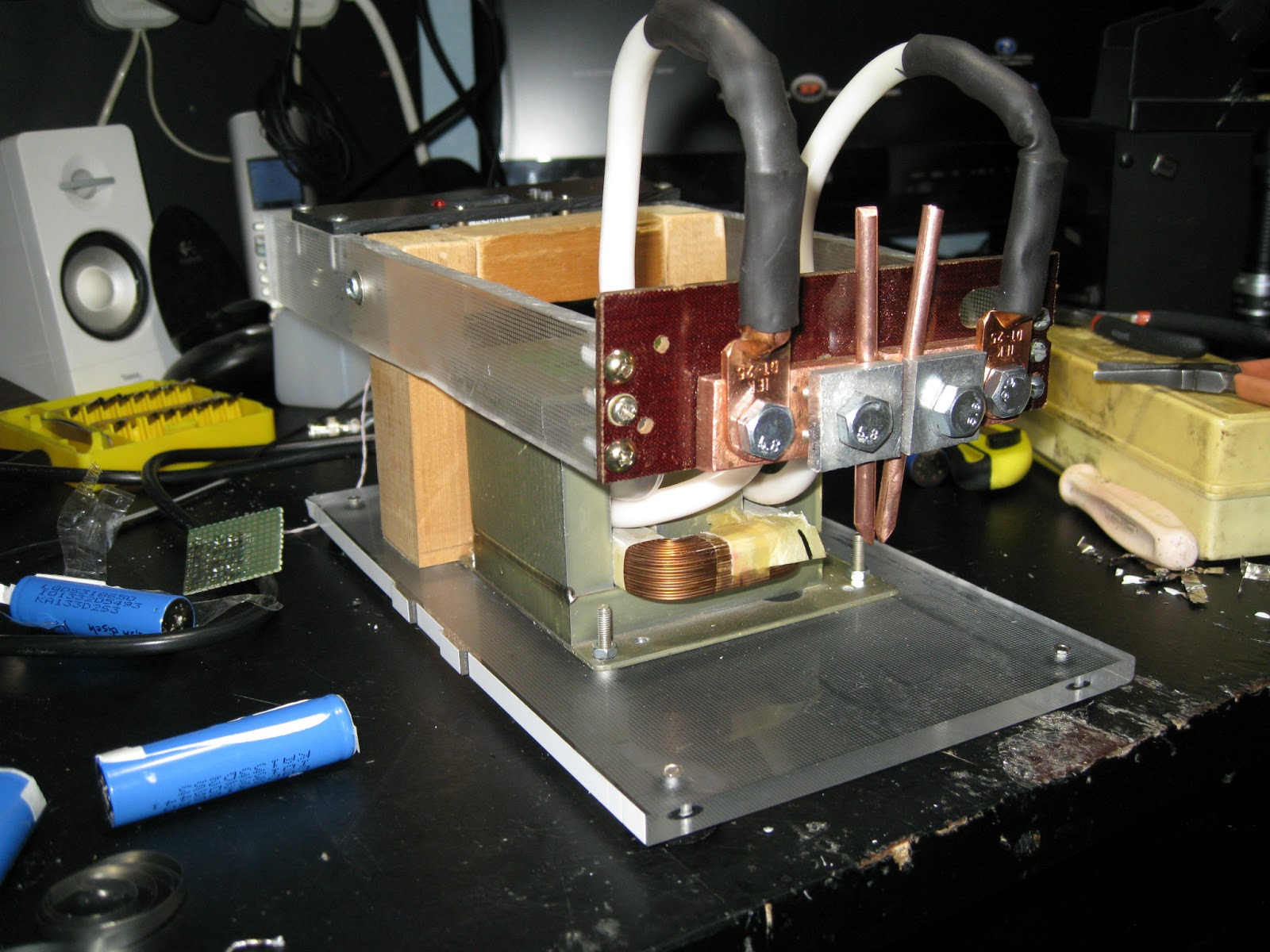
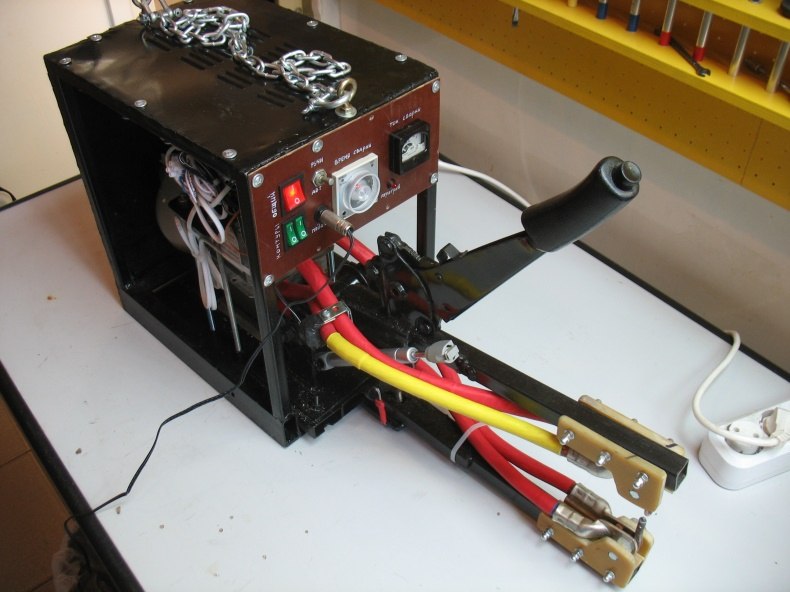
Самодельные клещи для контактной сварки
Клещи для точечной сварки своими руками изготовить вполне реально. Пошаговая инструкция:
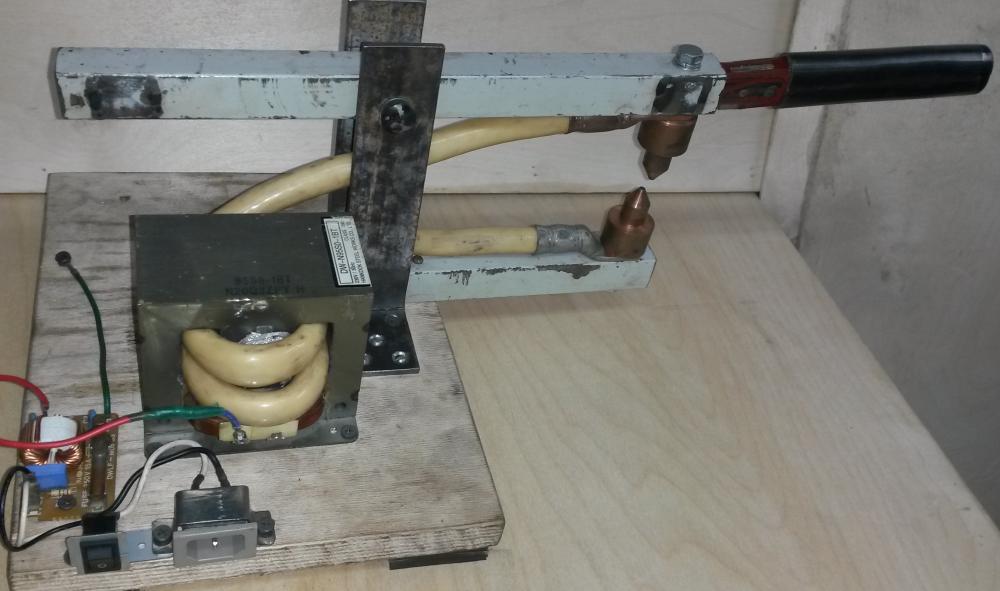
- Делают зажимное устройство. Для ручек используют металлические 20 мм полосы толщиной до 3-х мм или металлические стержни. Из них выгибают два держателя, которые затем скрепляют подвижным осевым соединением. Для удобства место соединения оборудуют разгибающей пружиной.
- Продумывают крепление электродов. Сварочные клещи с одной стороны концов оснащают болтовыми креплениями сменных электродов, с другой подводят к ним электрический шнур.
- Подводится провод, к ручкам он крепится клеммами. Для обеспечения электробезопасности рукоятки покрывают изоляционными материалами.
- Вытачивают электроды. Их делают из медных или бронзовых прутков, добиваясь минимальных контактных площадок. Иногда вместо электродов вставляют жала электропаяльников.
- Подбирают блок питания. Лучше использовать готовый мощный трансформатор. Если его нет, вместо вторичной обмотки прикрепляют три плотных витка кабеля с медной жилой. Иногда два трансформатора подключают параллельно, это позволяет увеличить общую мощность в цепи.
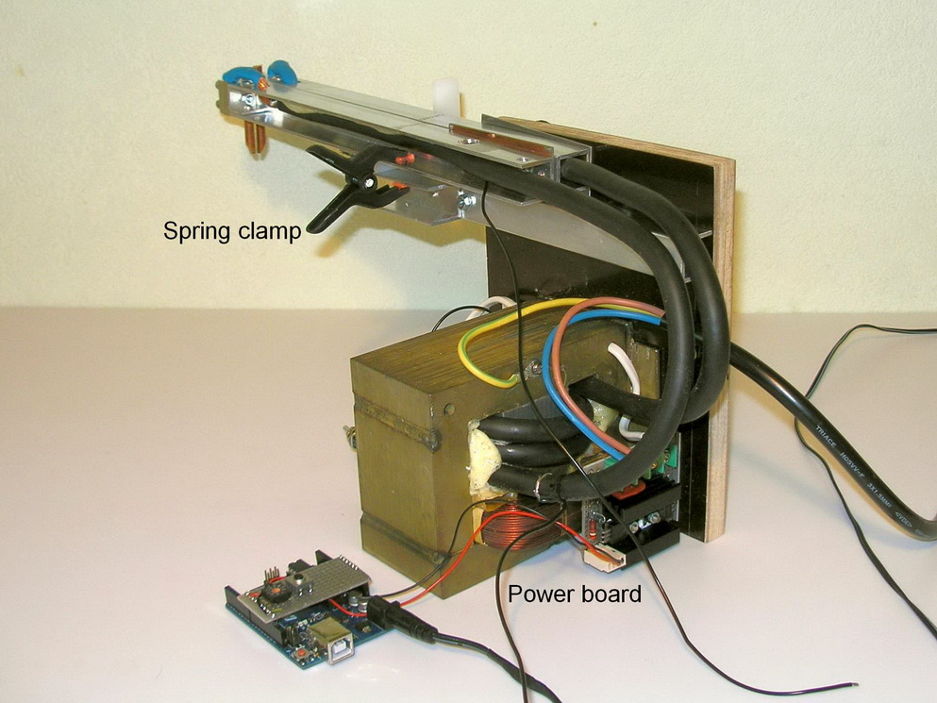
- Аппарат оснащают включателем. Пусковой механизм удобней крепить на прижимную рукоятку. Но иногда его монтируют на базе коробки старого устройства, в этом случае он находится отдельно.
- Проверяют все соединения индикатором, самодельный сварочный аппарат для точечных швов готов к работе.




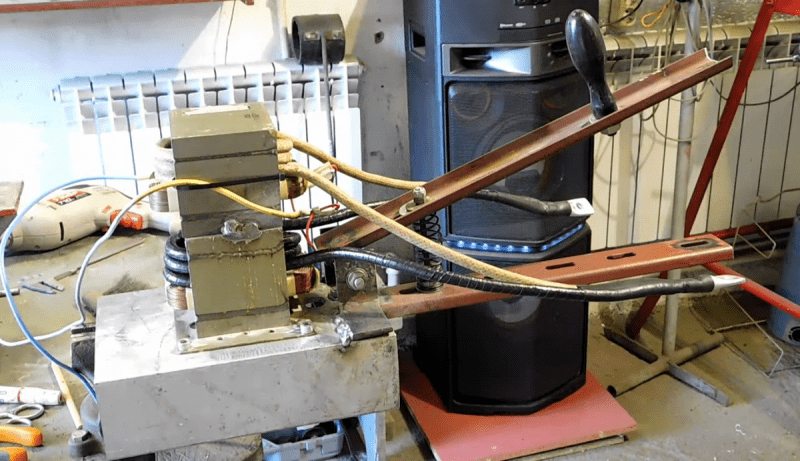
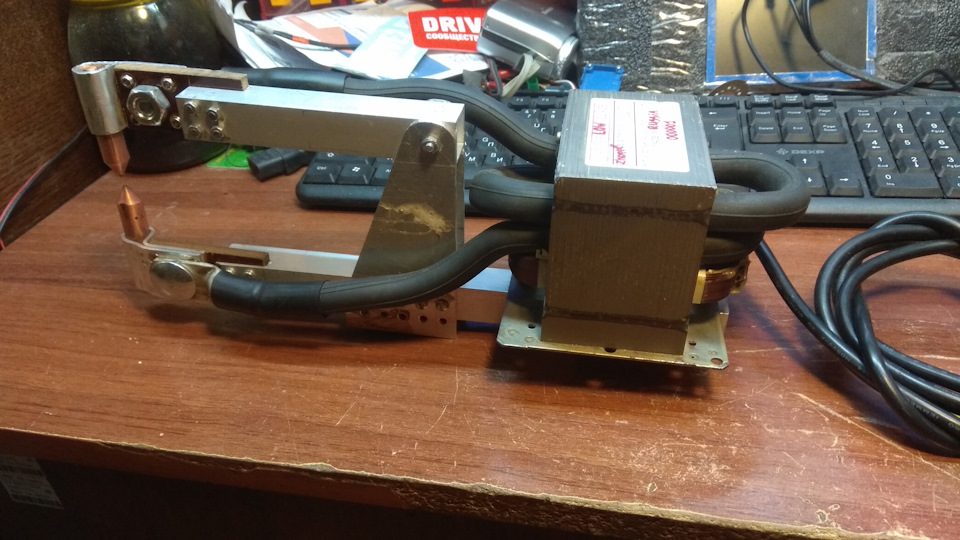
Общая информация
Зажимы для точечной сварки бывают ручные и подвесные. На типах этого инструмента нужно остановиться на пару минут, чтобы понимать нюансы их ручной сборки.
Главный нюанс сварочных клещей — возможность применить трансформаторную систему. К одной рукояти клещей подсоединяется трансформатор, который передает на инструмент ток для того, чтобы создать соединение.
Через одну из рукояток трансформаторный механизм передаёт генерируемый сварочный ток на электродные стержни. В этом заключается основная работа механизмов для зажима. Вы руками прижимаете детали из металла клещами, через них идёт ток.
Электрическая сила и сила сжатия создают точку сварки (поэтому сварка точечная). Процесс не механизированный, он от начала до конца выполняется руками сварщика, поэтому только он решает, насколько быстро будут свариваться элементы.
Подвесные зажимы для контактной сварки в быту используются редко. Но их часто можно встретить на заводах и у профессиональных мастеров, использующих узкоспециализированное оборудование для точечной технологии.
Эти клещи встроены в сам аппарат, и принцип их работы другой. Да, они созданы, чтобы сжимать детали друг с другом, но не вручную. Потому производительность работ вместе с подвесными клещами выше, чем с ручными.
Поэтому далее речь будет идти о сборке именно ручных клещей для точечного метода сварки.
Это интересно: Как своими руками настроить полуавтомат сварочный?
Конструкции электродов
Для работы с электродуговой сваркой также используются электроды, но они кардинально отличаются от токопроводящих элементов для контактной сварки, и не подходят для данного вида работ. Поскольку в момент сварки детали сдавливаются контактными частями сварочного аппарата, то электроды для контактной сварки способны проводить электрический ток, выдерживать нагрузку на сжатие и отводить тепло.
Свариваемый металл определяет форму применяемого электрода. Данные элементы, имеющие плоскую рабочую поверхность, используют для сварки обычных сталей. Сферическая форма идеально подходит для соединения меди, алюминия, высокоуглеродистых и легированных сталей.
Сферическая форма наиболее устойчива к сгоранию. Благодаря своей форме они способны выполнить большее количество сварных швов до заточки. Кроме того, применение такой формы позволяет варить любой металл. В то же время, если сваривать алюминий или магний плоской поверхностью, то будут образовываться вмятины.
Схема электрода для сварки
Посадочное место электрода часто выполнено в форме конуса или с резьбой. Данная конструкция позволяет избежать потерь тока и эффективно выполнить сжатие деталей. Посадочный конус может быть коротким, однако их применяют при малых усилиях и низких токах. Если используется крепление с резьбой, то зачастую через накидную гайку. Резьбовое крепление особенно актуально в специальных многоточечных машинах, так как необходим одинаковый зазор между клешнями.
Для выполнения сварки в глубине детали, применяются электроды искривленной конфигурации. Существует разнообразие изогнутых форм, поэтому при постоянной работе в таких условиях, необходимо иметь подборку различных форм. Однако пользоваться ими неудобно, и они имеют более низкую стойкость, в сравнении с прямыми, поэтому к ним прибегают в последнюю очередь.
Поскольку давление на фигурный электрод приходится не по его оси, во время нагрева он подвержен изгибанию, и об этом нужно помнить при выборе его формы. Кроме того, в такие моменты, возможно смещение рабочей поверхности искривленного электрода, по отношении к ровному. Поэтому в таких ситуациях обычно применяется сферическая рабочая поверхность. Не осевая нагрузка сказывается также на посадочном месте электрододержателя. Поэтому при чрезмерной нагрузке, нужно использовать электроды с увеличенным диаметром конуса.
Выполняя сварку в глубине детали можно использовать прямой электрод, если наклонить его по вертикали. Однако угол наклона должен быть не больше 30о, так как при большем градусе наклона происходит деформация электрододержателя. В таких ситуациях применяют два изогнутых токопроводящих элемента.

Внешний вид электродов
Использование хомута в месте крепления фигурного электрода позволяет снизить нагрузку на конус и продлить срок службы посадочного места сварочного аппарата. При разработке фигурного электрода, необходимо вначале выполнить чертеж, затем изготовить из пластилина или дерева пробную модель, и только после этого приступать к его изготовлению.
В промышленной сварке применяется охлаждение контактной части. Зачастую такое охлаждение происходит через внутренний канал, но если электрод небольшого диаметра или происходит увеличенный нагрев, то охлаждающую жидкость подают снаружи. Однако наружное охлаждение допускается при условии, что свариваемые детали не поддаются коррозии.
Труднее всего охладить фигурный электрод из-за его конструкции. Для его охлаждения применяют тонкие медные трубки, которые располагаются по боковым частям. Однако даже при таких условиях он недостаточно хорошо охлаждается, поэтому не может варить в том же темпе, что и прямой электрод. В противном случае происходит его перегрев и срок эксплуатации сокращается.
Во время контактной сварки ось двух электродов должна быть 90о по отношению к поверхности детали. Поэтому когда свариваются крупногабаритные детали с уклоном, используются поворотные, самоустанавливающиеся держатели, а сварка выполняется сферической рабочей поверхностью.
Стальная сетка диаметром до 5 мм сваривается пластинчатым электродом. Равномерное распределение нагрузки достигается путем свободного вращения вокруг своей оси верхнего токопроводящего контакта.
Хотя сферическая форма рабочей поверхности является самой устойчивой из остальных форм, все же она, вследствие тепловых и силовых нагрузок, теряет свою первоначальную форму. Если рабочая поверхность контакта увеличивается на 20 % от первоначального размера, то он считается непригодным, и его нужно затачивать. Заточка электродов контактной сварки производится в согласии ГОСТом 14111.
Питание
В качестве источника рабочего тока применяются мощные понижающие трансформаторы. Они преобразуют сетевое напряжение переменного тока 220 или 380 вольт. Вторичная обмотка представляет собой толстую медную шину или разрезной диск из меди. Напряжение холостого хода равно 2-5 вольтам.
Рабочий ток для разных моделей колеблется от 2 до 35 тысяч ампер.
Несмотря на большой вес сварочного источника, его размещают в одном корпусе с аппаратом на минимальном расстоянии от электродов. Это делается для того, чтобы избежать потерь энергии при передаче сверхмощного тока на значительное расстояние.
Наиболее мощные устройства работают со специального подвеса, их масса уже не имеет такого решающего значения, как для ручных устройств.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.
Точечная сварка в работе
Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.




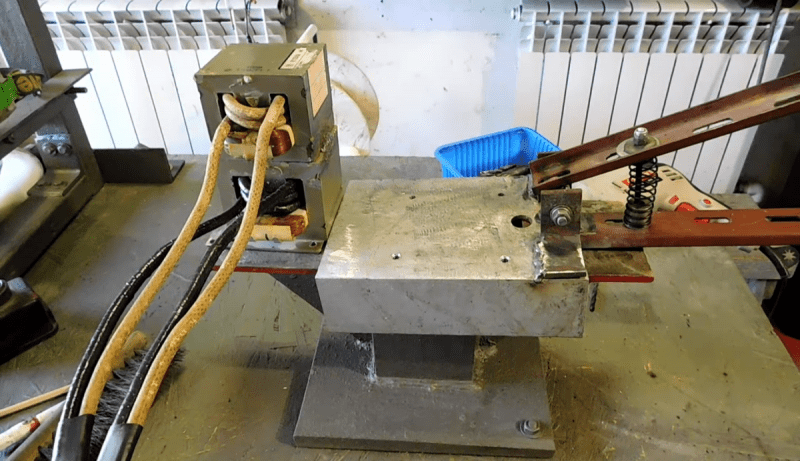
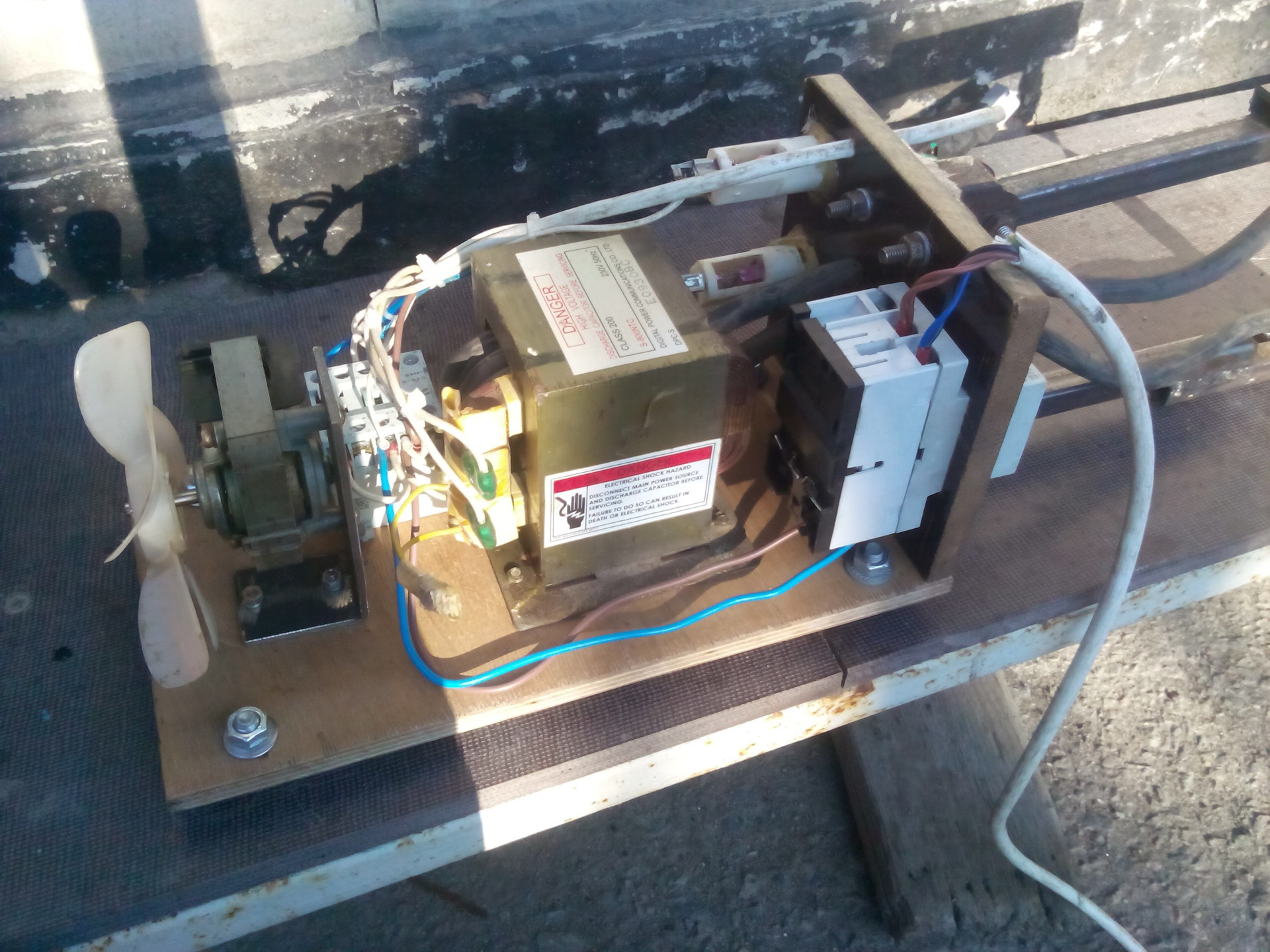
Конструкция и виды клещей
Ручные сварочные клещи для контактной сварки включают в себя:
- Корпус, в которым рассматриваемая оснастка подключается к сварочному трансформатору.
- Поворотный рычаг с зажимом для верхнего электрода.
- Зажимной узел нижнего электрода.
- Ручку, на которой смонтированы органы управления. Для более мощных типоразмеров клещей предусматривается педальное включение. Вторая, боковая, ручка предназначается для удержания инструмента во время сварки.
- Система контроля и управления на базе различного типа реле — прерывателей сварочного тока.
- Удлинитель или передник, если требуется производить сварочные работы на некотором удалении от трансформатора.
Хотя электроды и не входят в комплект, но все технические характеристики выпускаемых сварочных клещей ориентируются на определённый тип и диаметр расходного материала. Наличие такого инструмента существенно снижает трудоёмкость производства сварки, поскольку при работах, производимых в различных местах, нет необходимости передвигать массивный сварочный трансформатор. Именно поэтому сварочные клещи для контактной сварки особенно популярны в авторемонтных мастерских, выполняющих кузовные ремонтные работы.
 Классифицируются сварочные клещи по следующим признакам:
Классифицируются сварочные клещи по следующим признакам:
- По способу установки. Подвесные клещи популярны при промышленном выполнении контактной электросварки в больших объёмах, в то время как ручные, более компактные, лучше для сварки в труднодоступных местах.
- По приводу зажима электродов, который может быть ручным или пневматическим.
- По принципу привода. Автоматические клещи срабатывают по управляющему сигналу от реле, которое включается при достижении определённого усилия сжатия электродов. Механизированные исполнения приводятся в действие педалью или нажатием кнопки на рукоятке.
- По способу охлаждения электрододержателя. Используя для контактной сварки большие сварочные токи, эффективнее использовать воду, в остальных случаях охлаждение производится при помощи воздушной струи.
- По производительности. Сварочные клещи с водяным охлаждением способны обеспечить темп работы сварщика на уровне 500…700 точек в час, а клещи с воздушным охлаждением – не более 60…70.
Разновидностью сварочных клещей являются споттеры – приспособления, обеспечивающие ручной зажим электродов. Они применяются при контактной сварке небольших деталей.
Материалы электродов для контактной сварки
Одним из решающих факторов качества сварного шва, является прочность на разрыв. Это определяется температурой сварной точки и зависит от теплофизических свойств материала проводника.
Медь в чистом виде неэффективна, поскольку является очень пластичным металлом и не имеет необходимой упругости, чтобы между сварными циклами восстановиться в геометрической форме. Кроме того, себестоимость материала относительно высока, а при таких свойствах электроды требовали бы регулярной замены, что привело бы к удорожанию процесса.
Использование упрочненной меди также не увенчалось успехом, так как снижение температуры рекристаллизации приводит к тому, что с каждой следующей сварной точкой износ рабочей поверхности будет увеличиваться. В свою очередь, эффективными оказались сплавы меди с рядом других металлов. К примеру, кадмий, бериллий, магний и цинк добавили твердости сплаву во время нагрева. В то же время железо, никель, хром и кремний позволяют выдерживать частые тепловые нагрузки и сохранять темп работы.

Контактная сварки
Электропроводность меди составляет 0,0172 Ом*мм2/м. Чем меньше этот показатель, тем наиболее он подходит в качестве материала электродов для контактной сварки.
В случае, если нужно сварить элементы из разных металлов или деталей разной толщины, тогда электротеплопроводность электрода должна составить до 40% от данного свойства чистой меди. Однако если выполнить весь проводник из такого сплава, то он будет достаточно быстро нагреваться, поскольку имеет высокое сопротивление.
Используя технологию составных конструкций можно добиться ощутимой экономии средств. В таких конструкциях материалы, используемые в основании, подбирают с высоким показателем электропроводности, а наружную или сменную часть изготавливают из тепло и износостойких сплавов. Например, металлокерамические сплавы, состоящие на 44 % из меди и на 56 % из вольфрама. Электропроводность такого сплава составляет 60 % от электропроводности меди, что позволяет минимальными усилиями нагреть сварную точку.
В зависимости от условий работы и поставленных задач, сплавы делятся на:
- Тяжелые условия. Электроды, работающие при температуре до 500 оС, выполнены из сплавов бронз, хрома и циркония. Для сварки нержавейки используют сплавы бронз, легированных титаном и бериллием.
- Средняя нагрузка. Сваркустандартно углеродистых, медных и алюминиевых деталей, производят электродами из сплавов, в которых марка меди для электродов, способная работать при температуре до 300 оС.
- Легко нагруженные. Сплавы, в состав которых входит кадмиевая, хромистая и кремненикелевая бронзы, способны работать при температуре до 200 оС