
Физико-химические свойства
Свойства каждой марки определяются ее составом. Конечное же, из-за большого разнообразия вариантов для каждого вида металла более рационально рассматривать конкретные варианты, но здесь можно отметить общие тенденции. Большое количество легирующих элементов повышает коррозионную стойкость. Металл становится более пластичным и лучше переносит деформации. Многие из них убирают хрупкость, которую привносит углерод, поэтому, его содержание не должно превышать 0,03%. Это также влияет на ударную вязкость шва, благодаря чему соединение становится более крепким и надежным.
Присадочная проволока для газосварки
Проволока для наплавки в среде защитных газов способна уменьшать теплопроводность основного металла, чтобы нейтрализовать негативный эффект от длительного температурного воздействия, которое часто приводит к изменению структуры. Одно из главных физических свойств, температура плавления, у каждой марки приближено к тому значению, которое имеет основной металл, но находится оно несколько ниже. Это сделано, чтобы отремонтированное место смогло выдерживать те же нагрузки, что и до ремонта
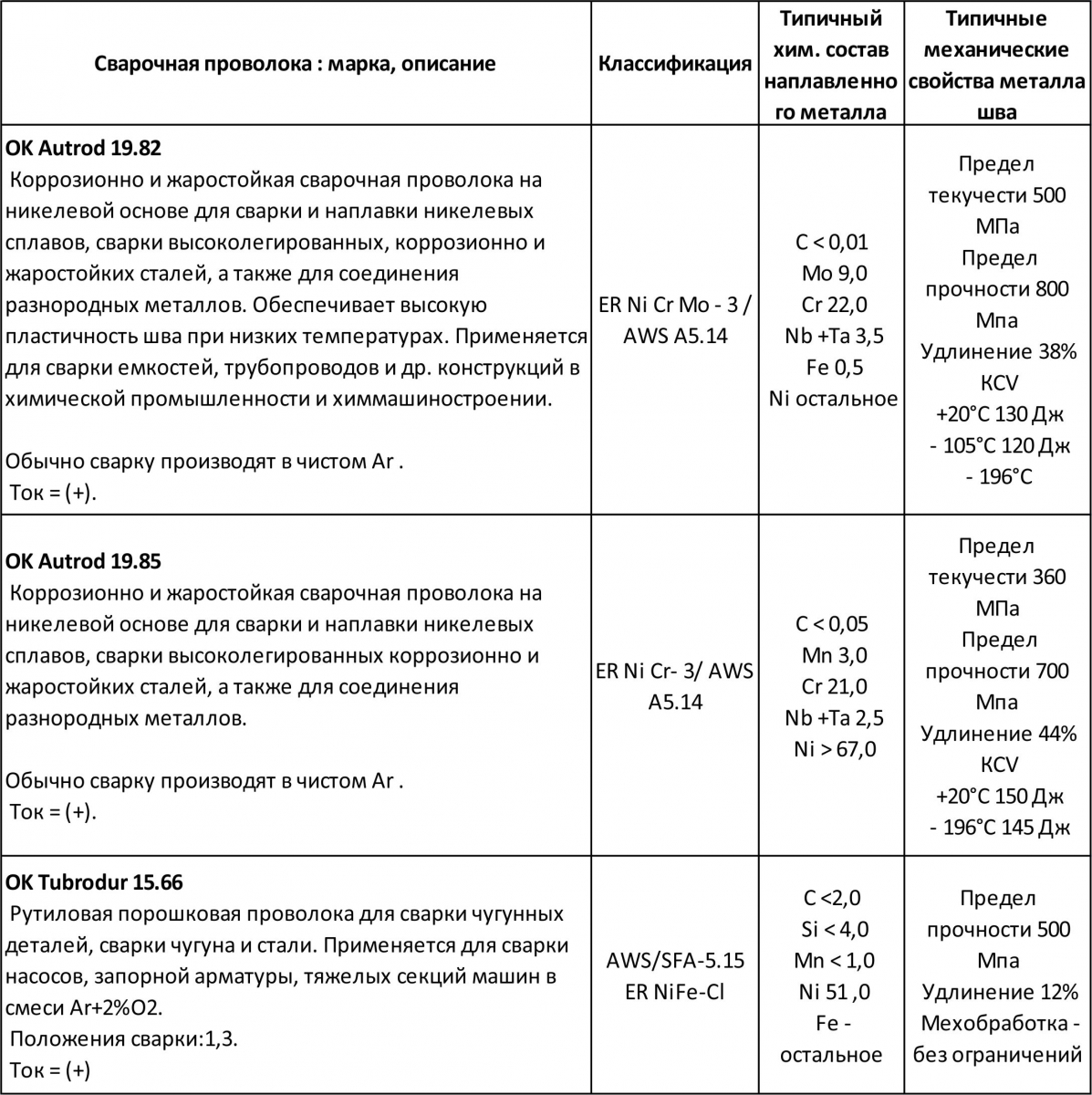
Технические характеристики популярных марок
| Марка | Характеристики |
| Св-04Х19Н11М3 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Стойкая к коррозии Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания аустелитных сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Стойкая к коррозии. Хорошо подходит для полуавтоматической и автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
| ПП-АНЧ-1 | Применяется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Применяется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Применяется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Особенности выбора
Если вам требуется сварочная проволока для ацетиленовой сварки, то в первую очередь нужно обращать внимание на то, каким составом она обладает. Он должен быть максимально близок к основному свариваемому металлу
Далее нужно обратить внимание на величину диаметра. Разнообразие размеров составляет от 0,8 до 6 мм с шагом от 0,2 до 1 мм
Толщина проволоки подбирается немного меньшей, чем толщина основного металла, чтобы не перепалить его. Для лучшего расплавления используется флюс, если дело обстоит с тугоплавкими металлами. Стоит отметить, что сварочная проволока для газовой сварки ацетиленом может использоваться и а аргоновой среде. Но та, которая должна использоваться для аргона, может показать более низкие параметры при работе с ацетиленом, так как он обеспечивает не столь высокий уровень защиты.
По свариваемым металлам
Это наиболее обширная классификация, в основе которой – разделение этого сварочного материала на виды в зависимости от состава самих металлов и сплавов.
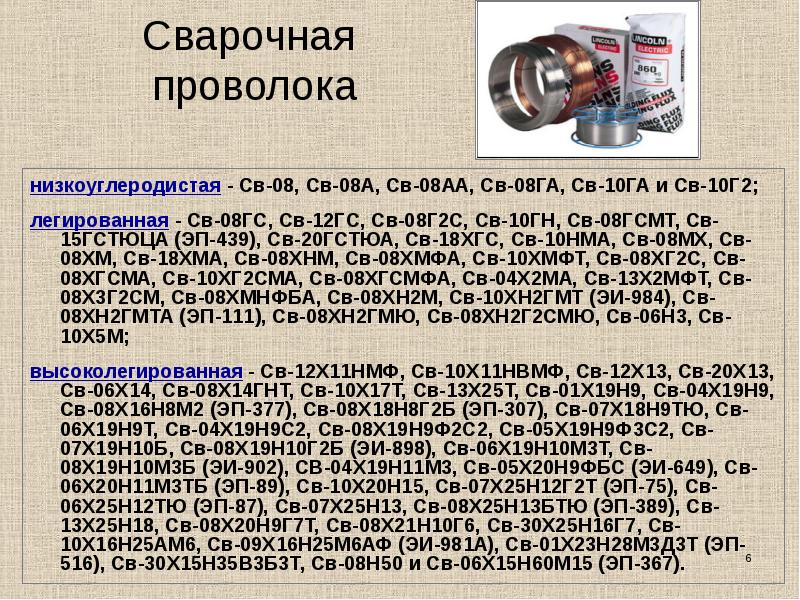
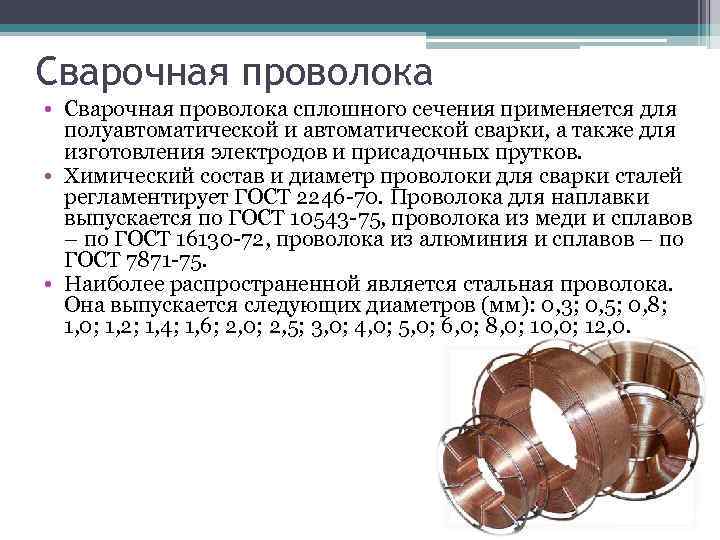
Стальная сварочная проволока
Включает в себя самое большое количество марок – их более 50. Диаметр изделий варьируется от 0,3 до 12 мм. Марки образуют три основные группы:
- для среднелегированных и низколегированных сталей используется легированная марганцем и кремнием проволока марок Св-18ХГС, Св-08Г2С, Св-08ГС;
- для высоколегированных применяются марки Св-08Х14ГНТ, Св-12Х13;
- для сварки низкоуглеродистых сталей используется проволока аналогичного состава (марки Св-08, Св-ЮГЛ, Св-10Г2).
Проволока сварочная омедненная
О ее ключевых преимуществах было сказано выше: благодаря медному покрытию изделие обеспечивает хороший поджиг и стабильное горение дуги. Диаметр – от 0,6 до 2 мм. Сварка выполняется в газозащитной среде, соединяемые стали – высоколегированные и углеродистые.
Среди российских аналогов наиболее часто используется уже упомянутая стальная проволока Св-08Г2С с омедненной поверхностью (т. е. в маркировке – Св-08Г2С-О). Популярны и востребованы проволоки с омеднением для низкоуглеродистых (марки Св-08-О, Св-08А-О) и низколегированных (Св-08ГА-О, Св-08ГС-О, Св-08ХМ-О) сталей.
Благодаря своим высоким качествам широко используется продукция бренда Esab (ОК ПРО 51С, ОК Autrod 12.64 и другие марки). Изделие, на которое наматывается такая сварочная проволока, – кассета из пластика, что очень удобно при механизированной сварке, поскольку материал подается автоматически.
Проволока сварочная нержавеющая
Сварка по нержавейке предусматривает использование двух типов изделий – сплошного сечения и трубчатых (порошковых). В первом случае защитная газовая среда создается извне (флюс насыпается на участке соединения), во втором эту среду при высокой температуре создают минералы, руды, шлаки и другие компоненты флюса, который находится в полости трубки. Отсюда и другое название трубчатых проволок – самозащитные.
Изделия выпускаются повышенной (в маркировке – буква П) и нормальной точности по ГОСТ 18143-72, диаметр – 0,13… 6,0 мм. Таким образом, аббревиатура ПП означает «порошковая повышенной точности».
Важнейший параметр, по которому выбирается сварочная проволока по нержавеющей стали, – строгое соответствие химического состава металлов – присадочного и основного. Среди наиболее часто используемых марок проволоки – СВ01Х18Н10, где доля Cr в составе <20%, Ni<12%; СВ06Х20Н11М3 – их применяют для соединения аустенитных хромоникелевых сталей (12Х18Н10Т, 08Х18Н10, 08Х18Н12Б, 03Х18Н11 и других марок).
Алюминиевая проволока
Стандарт, по которому выпускается алюминиевая сварочная проволока, – ГОСТ 7871-75. Важная деталь: абсолютное большинство свариваемых изделий изготавливаются не из чистого алюминия, а из сплавов на его основе. Легирующие присадки добавляют этому металлу прочность, пластичность, улучшают антикоррозийные и другие свойства. Наиболее часто используемые марки проволоки:
- Св1201 – применяется при сварке сплавов с добавлением меди (до 5%);
- СвАК5 – используется для соединения деталей из алюминиево-кремниевых сплавов (доля Si до 3%);
- СвА85Т, СвА99 – этими марками сваривают сплавы с содержанием магния (до 5%).
Сварка осуществляется в защитных газовых средах.
Порошковая проволока
И еще раз к трубчатой, самозащищенной проволоке. О принципе ее работы при сварке мы уже сказали. Укажем марки и особенности состава флюса, который используется в таких сварочных трубках.
- ПП-АН8, ПП-АН10 – основную долю флюса составляет рутиловый наполнитель (двуокись титана). Позволяют получить качественный шов при работе со среднеуглеродистыми сталями.
- ПП-АН4, ПП-АН9, ПП-АН20 (диоксид титана плюс флюорит – плавиковый шпат). Сварка ведется по низколегированным сталям.
- ПП-АН1 (двуокись титана плюс углеродные соединения). Используются для сваривания деталей из сталей с низким содержанием углерода.
- ПП-2ДСК – с флюоритным наполнителем (минерал плавиковый шпат), для низколегированных и низкоуглеродистых сталей.
Также используются марки ПП-АН11, ПП-АН17 (к флюориту добавляются карбонатные соединения – соли угольной кислоты). Применяются для соединения ответственных конструкций из низколегированных и низкоуглеродистых сталей.
Основные данные
Присадочной проволокой называют специальный материал с малым сечением, который может состоять как из разных металлов, так и из искусственных полимеров.
Проволока для сварочных работ с металлическими изделиями в аргоновой среде представляет собой отдельный вид. Её используют при работе на автоматическом или полуавтоматическом аппарате.
Из этого материала можно изготовить не только присадку, иногда её приспосабливают под создание электродов.
Использование присадочной проволоки для сварки с аргонами способствует замене электродов и формирует ровные швы. Присадочная проволока играет роль проводника между сварочным током и дугой, она зажигает последнюю и поддерживает постоянное горение.
Со временем материал переплавляется и происходит смесь с основной заготовкой. При смешивании заготовки и проволоки химико-физические характеристики швов улучшаются.
Состав присадочной проволоки может содержать любой металл, так как при работе она должна быть того же металла, что и сама заготовка.
Если вам нужно сварить нержавеющий материал, то состав проволоки должен быть основам на антикоррозийной стали. Эти примеры сильно обобщены, все подробности мы расскажем далее.
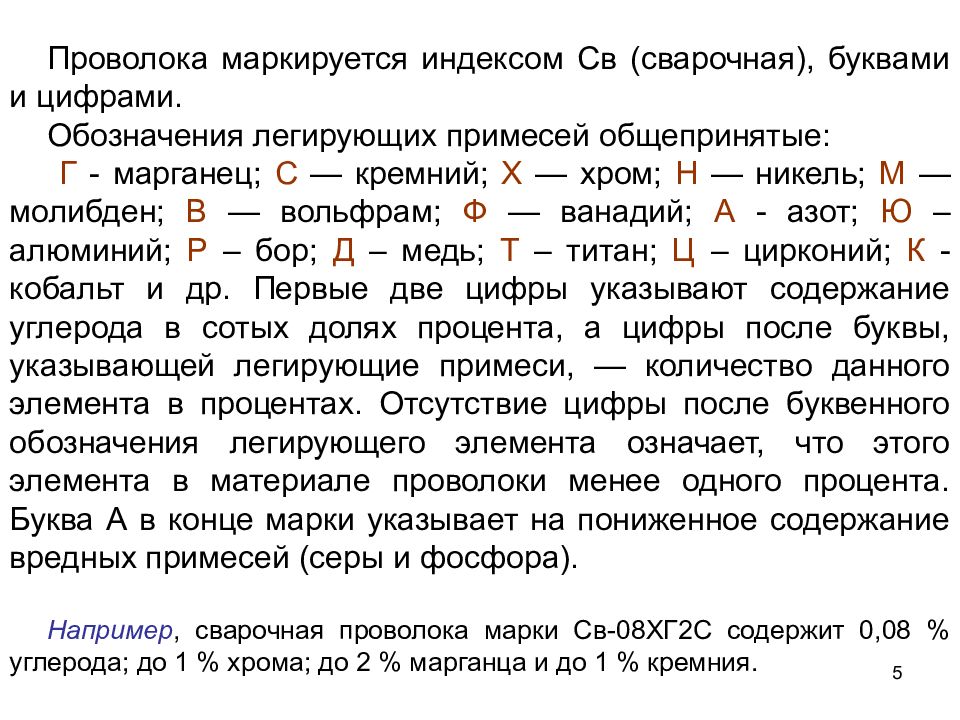
Маркировка
Маркировка сварочной проволоки применяется для понимания, с какими материалами придется иметь дело сварщику. Каждый мастер сварочных работ должен хорошо разбираться в маркировке, во избежание проблем с итоговой работой, а также для обеспечения собственной безопасности.
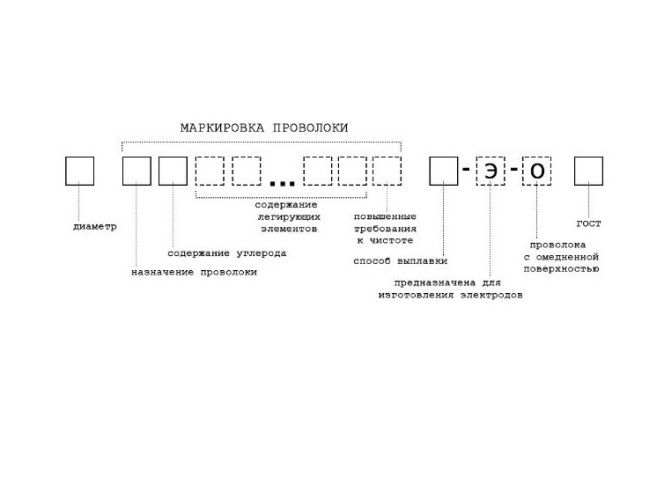
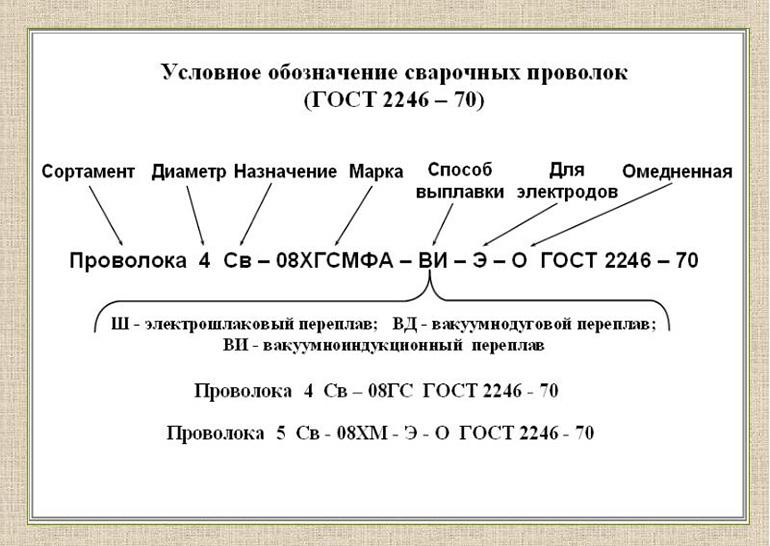
 Расшифровка сварочной проволоки
Расшифровка сварочной проволоки
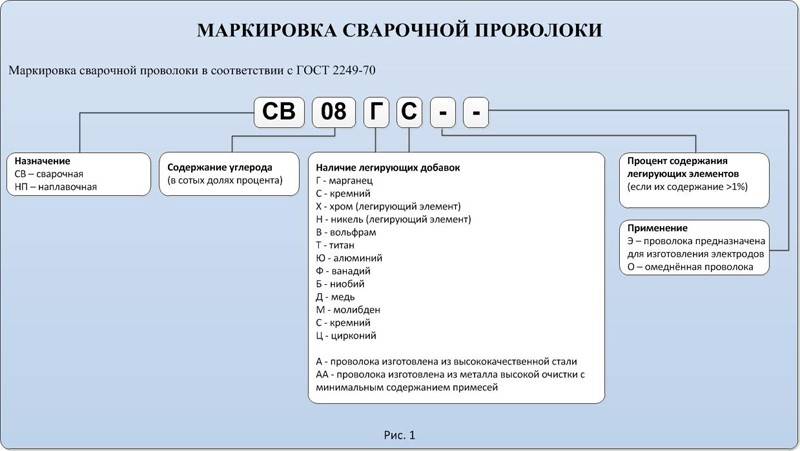
Первые цифры маркировки обозначают диаметр, измеряемый в миллиметрах. Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента. Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей. Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.






Виды сварочной проволоки для полуавтоматов
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
Особо внимательно подбирается проволока для сварки нержавейки полуавтоматом потому, что она должна быть как можно ближе по составу со свариваемым материалом. Также важны параметры тока, поскольку перегрев при сварке нержавеющей стали ведёт к потере физических свойств этого материала.
При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Параметры и состав проволоки регламентируется ГОСТ 18143-72, который и определяет критерии оценки качества и способ производства.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.

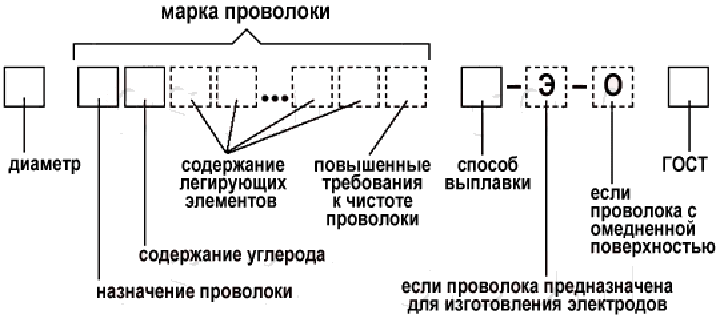
Обозначения в маркировке сварочной проволоки
Маркировка сварочной проволоки имеет определенный порядок, который отвечает за данные, которые передаются буквы и цифры, содержащиеся в названии марки. Это сокращает ее длину, делая все компактнее, и помогает лучше раскрыть необходимые нюансы содержания.
Первой цифрой, которая стоит перед всеми буквенными обозначениями и зачастую как-то выделяется от основной массы, как минимум тем, что стоит она обособленно, является диаметр.
За цифрой стоит буквенное обозначение, раскрывающее предназначение проволоки. Здесь может быть два варианта. Первым из них является «Нп», что означает наплавочная проволока, вторым «Св» – сварочная. Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.

Пример маркировки сварочной проволоки
После указания типа материала и содержания в нем углерода, могут стоять еще отдельные буквы, которые дают показания чистоты состава по вредным примесям. Зачастую такими примесями становится фосфор и сера. В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.
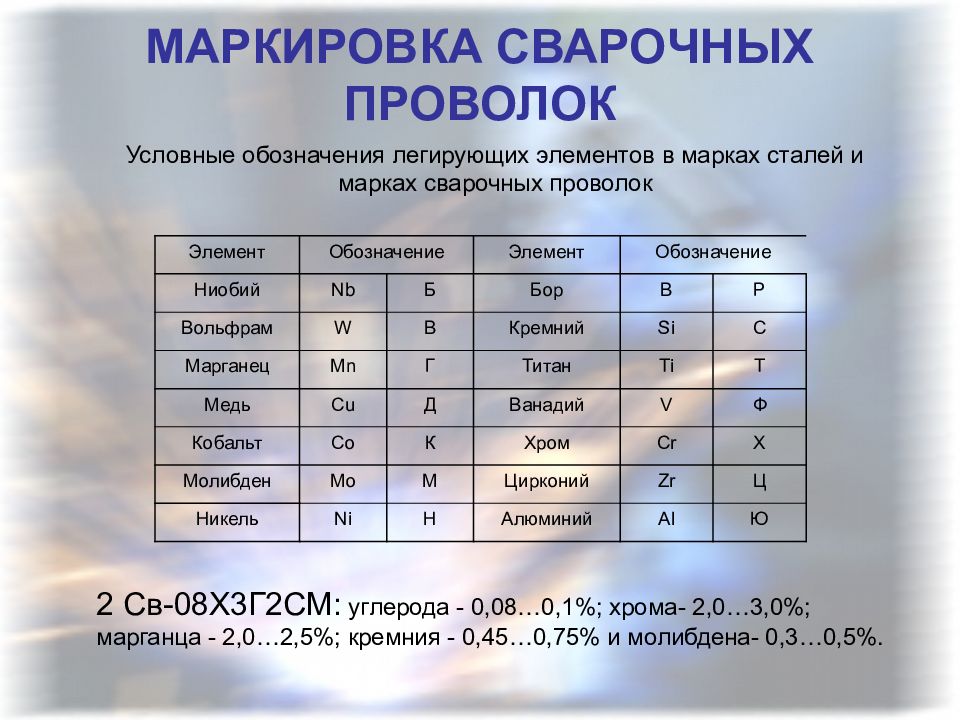
Далее идет перечисление легирующих элементов в составе. Существуют следующие обозначения:
- М – молибден;
- С – кремний;
- Н – никель;
- Х – хром;
- Ц – цирконий;
- Д – медь;
- Ф – ванадий;
- Т – титан;
- Г – марганец;
- Ю – алюминий.
Не за всеми буквами можно встретить цифры. Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
После указания химического состава указывается один их способов выплавки проволоки, что может быть очень важно при ответственных условиях использования. Существуют такие основные способы обозначения:
- ВИ – выплавка в вакуумно-индукционных печах;
- ВД – выплавка в вакуумно-дуговых печах;
- Ш – выплавка при помощи электрошлакового переплава.
Если такая же проволока может использоваться для производства электродов, то в обозначении ставится буква «Э». Если же она имеет лишь одно применение и используется исключительно для газовой сварки, то дополнительного обозначения не ставится.
Нередко производят проволоку с омедненной поверхностью. В таком случае в конце добавляется буква «О» – омедненная.
В самом конце марки ставится ГОСТ, по которому она изготавливается. Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Недостатки
Изначально аппараты MIG и MAG создавались для работы совместно с газовым оборудованием. Порошковая проволока для полуавтомата появилась позднее. Времени на отработку технологии было меньше, поэтому она имеет ряд недостатков:
- Хрупкость материала. Проволока представляет собой длинную тонкостенную трубку, заполненную флюсом и свернутую в катушку. Поэтому при работе с ней нужно избегать манипуляций с перегибом сварочного рукава.
- Наличие шлака на поверхности сварного шва.
- Не видно сварочной ванны в процессе работы из-за слоя расплавленного флюса. Сложнее проконтролировать качество соединения.
- Сложно сваривать детали толщиной менее 1,5 мм.
- Более высокая стоимость. Цена порошковой проволоки для полуавтомата более чем в 3 раза выше стоимости обычной и стартует от 700 рублей. Если учесть, что расход порошковой проволоки выше, то экономическая выгода на стороне традиционных материалов.
- Сварочные режимы (сила тока, скорость подачи, полярность) зависят от типа флюса в проволоке.
Виды изделий
В технике различают три основных состава:
- Сплошной. Проволока аналогичного сечения изготовлена из чистого материала, без вкраплений. Часто применяется для сварки с участием защитного газа.
- С содержанием флюса или порошковый вариант, используется для сварочных работ без газа, т. к. внутри находится флюс или вещества, заменяющие защиту от окисления. Такой метод сварки применяется, например, при строительстве многоэтажных зданий.
- Активированный состав, вобрал в себя все полезные функции — конструкцию от первого варианта, а защитные свойства от второго вида. Все необходимые компоненты пропорционально размещены по всему телу присадки.
Предприятия, использующие постоянно аналогичные присадки на полуавтоматических или автоматизированных линиях, закупают сварочную проволоку в бухтах, весом от одной тонны, а затем уже самостоятельно осуществляют ее намотку или сразу же подают к месту сварки.
Из нержавеющей стали
Основное назначение проволоки для сварки нержавейки — прочное соединение сталей, содержащих хром и никель, при защите газа различного состава. Преимущества:
- высокая прочность, качество шовного соединения;
- стойкость при воздействии влаги;
- минимум разбрызгивания расплавленного металла;
- отсутствие микротрещин на готовых стыках;
- стабильность дуги;
- увеличенный ресурс службы.
Изготавливается проволока из легированных сталей с высоким содержанием никеля и хрома, обеспечивающих минимальное появление следов ржавчины. Диаметр варьируется в пределах 0,13—6,0 мм, наиболее известные маркировки: СВ06Х20Н11М3 и СВ01Х18Н10.
Омедненный вариант
неплавящихся электродовполуавтоматаДля эффективного использования реализуется намотанной на кассеты, катушки или бобины из пластика
Стандарт толщины сечения: 0,6; 0,8 и 1,0 мм, помогает быстро повторно активировать сварочную дугу и стабилизировать ее устойчивое горение. Наиболее известные присадки — отечественного производства с маркировкой СВ-08Г2С и от компании из Швеции ESAB. Второй вариант применяется для сварки стали — штампованной, инструментальной, нержавеющей; используется для соединений деталей из чугуна.


Изделия из стали
Маркируются литерами СВ, применяется диаметр 0,3—12,0 мм, существуют пружинные, канатные, сварочные, армированные и т. д., всего около 50 вариантов. В технике используются три крупные группы для сварки таких сталей:
- Углеродистые — 08, ЮГЛ и 10Г2.
- Средне и низколегированные — 18ХС, 08ГС и 08Г2С.
- Высоколегированные — 08Х14ГНТ и 12Х13.
Проволока в некоторых случаях сверху омедняется для защиты от окисления и лучшей проводимости тока. Оптимальный вариант использования — аргонодуговая сварка, наличие процентного содержания легирующих металлов позволяет соединять высокоуглеродистые стали.
Из алюминия
Применяется для соединения конструкций аналогичного состава, а также металлов на его основе, при содержании: кремния — 3%, меди 3—5%, при этом получается шов с такими преимуществами:
- повышенной прочности;
- идентичность цвета;
- высокой коррозионной стойкости.
Применяется в автомобильной и судостроительной промышленности. Материал обладает высокой пластичностью и легким весом, применяется для газосварки и соединения заготовок из нержавеющего металла
В чистом виде не изготавливается, а только с присадками, например, при добавке 0,2% титана получается мелкозернистый шов, что важно при выполнении точных работ
Чтобы правильно и надежно соединить алюминиевые детали, проволока должна быть идентичной по составу, исключение — магний, в присадке содержание больше, т. к. во время сварки он быстро улетучивается.
Активированная
Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
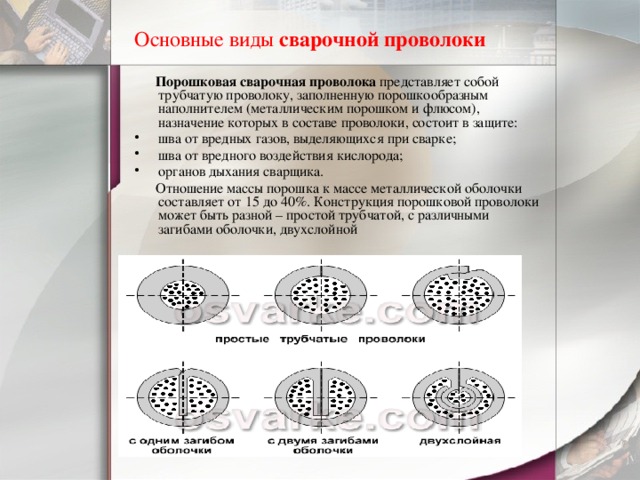
Порошковый вид
Полая стальная проволока заполняется внутри флисом на 15—40%, конкретное содержание указывается в сопроводительном сертификате. Достоинства методики: качественное соединение, легкое удаление застывшего шлака и стабильное горение дуги. Производители часто называют ее стальной, что вводит пользователей в заблуждение.
Флюсовой вариант надо выделить в отдельную категорию, так как она увеличивает продуктивность и возможности полуавтоматической сварки, гарантирует качество шовного соединения, по сравнению с простой стальной присадкой.
Марки и классификация

Проволока классифицируется по применению: общего и специального. Первая применяется для сварки широко диапазона сталей, цветных сплавов. Специальная, например титановый сплав, используется редко, только для отдельных видов нержавейки. Ею варят титан и его сплавы.
По покрытию проволоку делят:
- непокрытая;
- омедненная;
- покрытая флюсом.
Каждый сплав требует специального, подходящего именно для него, расходного материала. Основные марки:
- стальная;
- алюминиевая;
- порошковая.

Каждый тип проволоки сварочной имеет ГОСТ, по которому изготавливается и в соответственно значений стандарта проверяется по специальной технологии. В группы входит металл, разный по химсоставу. Его определяют по содержанию легирующих элементов и углерода
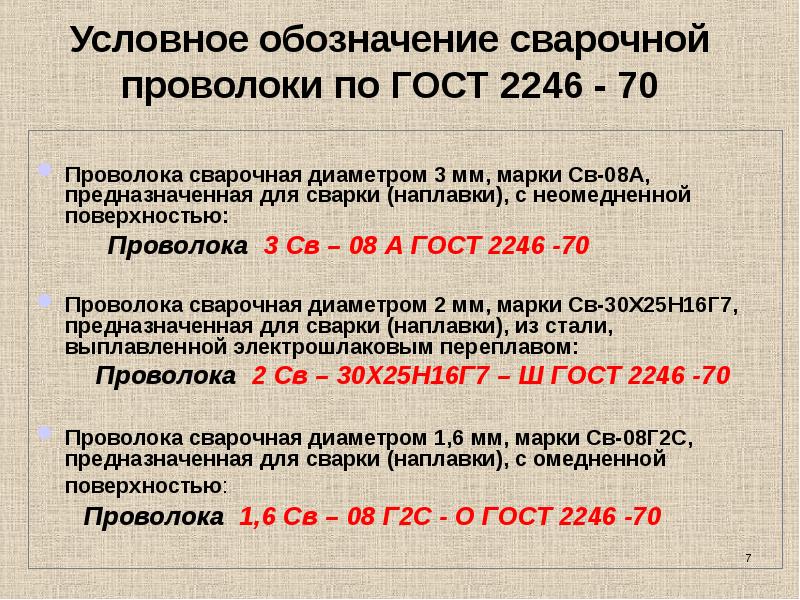
В крупных цехах и в домашних мастерских наибольшей популярностью пользуются изготавливаемые по ГОСТ 2246-70 разновидности проволоки стальной сварочной, используемой для сварки. Из нее делают электроды. Выбрать нужный материал можно, ориентируясь на состав, указанный в маркировке: сначала Св – сварочная, затем обозначение легирующих компонентов и их состав в процентах.
Например, омедненная проволока Св08Г2С по ГОСТ 2246-70 содержит:
- углерода 0,08%;
- марганца 2%;
- кремния до 1%.
Остальные компоненты не превышают суммарно 3% и каждого из них менее 1%.
А в конце маркировки указывает на химический состав повышенного качества. В нем пониженное содержание серы и фосфора. О – значит омедненная.

Низкоуглеродистая проволока широко используется для сварки металлоконструкций и арматуры на строительных площадках. Для создания столбов и опор линий электропередач, трубопроводов и корпусов кораблей использую омедненную проволоку Св08Г2СА.
Для цветных сплавов, высоколегированной нержавейки и стали, содержащей тугоплавкие вещества, создается по ГОСТ 7871-75 сварочная алюминиевая проволока. Выпускается диаметрами тянутая и прессованная. Предназначена она для работы на полуавтоматах.
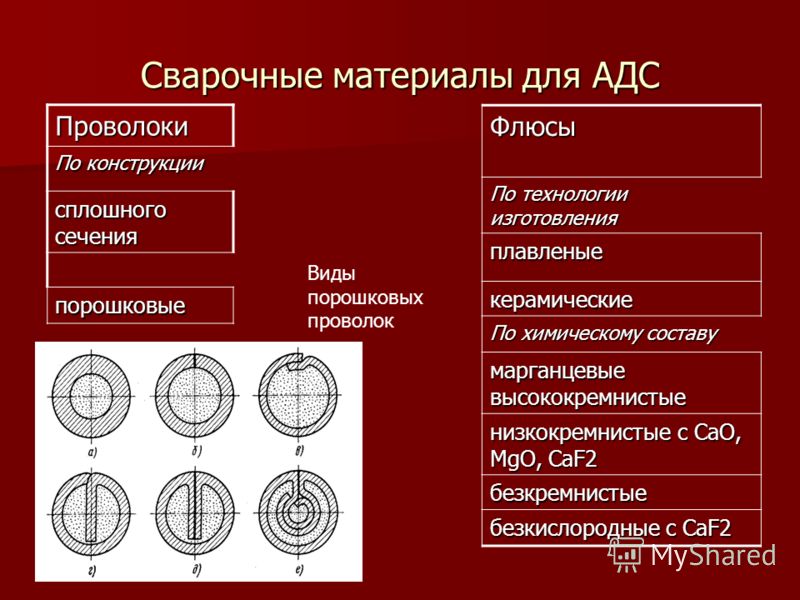
Форма и состав проволоки
Для того чтобы порошковая проволока для полуавтомата могла выдерживать нагрузки подающего механизма, ее сечение имеет несколько видов:
- простое круглое;
- с загибами внутри;
- многослойное.
Внутренняя полость заполняется флюсом, состоящим из нескольких веществ:
- Шлакообразующие компоненты. При расплавлении образуют жидкую защитную среду, защищают сварочную ванну от попадания в нее кислорода. Они изготавливаются из измельченных мела, марганцевой руды, кварцевого песка.
- Легирующие присадки. В зависимости от того, для сварки какого материала предназначена проволока, в нее добавляют кобальт, хром, марганец, молибден.
- Рутил. Минерал, содержащий титан. Используется не везде. Только в проволоке, предназначенной для сварки кремнемарганцевых, низколегированных и высокопрочных сталей.
- Компоненты для стабилизации горения дуги.
Основные разновидности
Основными признаками, по которым подразделяют продукцию, являются:
Конечная обработка обеспечивает требуемые механические свойства. Для упрочения механической прочности и стойкости продукцию обрабатывают термически: закаливают, отжигают и стабилизируют.
По виду поверхности изделия подразделяют на покрытые, без отделки и с отделкой. В качестве покрытия стали используют цинк, медь, алюминий и латунь. Для отделки поверхность шлифуют, полируют или травят.



Виды по назначению и области применения:
В зависимости от назначения и требуемых эксплуатационных характеристик продукцию изготавливают из стали различных типов и марок. Продукцию общего назначения, а также увязочную и применяемую для армирования железобетонных изделий делают из низкоуглеродистой стали. Для производства пружин, сердечников проводов, спиц и канатов используют углеродистые, легированные и высоколегированные стали. Для некоторых конструкционных видов выдвигают особые требования к стали по содержанию углерода, хрома, никеля и других химических элементов.
Расход и применение сварочной проволоки
В среднем расход сварочной проволоки производится исходя из массы всей конструкции, которую нужно будет заварить. Обычно ее вес необходимо умножить на 1,5 и разделить на сто. Таким образом, ее нужно не более 1,5 % от общей массы металла.
С диаметром чуть сложнее. Массу наплавляемого металла нужно взять за основу, размер диаметра будет составлять 6 – 10 % от нее. Еще обязательно учитывается среда, в которой происходит сварка, ее метод, а также угловой, вертикальный или горизонтальный шов необходимо выполнить.
Если перечисленные выше показатели в основном используются в расчетах на заводах и промышленных предприятиях, то в обычной жизни, гораздо важнее правильно определиться с током, дугой и напряжением.
Длина дуги выбирается от мощности тока. Выбор напряжения очень важен при соединении тонкого металла. А скорость подачи расходного материала выбирается опытным путем. Необходимо, чтобы дуга горела при выбранном токе и напряжении стабильно.
Эффективным, экономичным и практичным можно назвать использование в работе вместо дорогостоящих и хрупких электродов проволоки. Она способна помочь выполнить гибкий и прочный шов.
Для достижения такого результата необходимо только подобрать тот заменитель электрода, который весьма близок по составу к свариваемому металлу.
Обозначение, расшифровка, характеристики
Сварочные проволоки обозначаются на основании нормативных документов. Такими документами являются ГОСТы и ТУ.
- Позиционирование стальной сварочной (наплавочной) проволоки выполняется как указывает ГОСТ 2246-70. Пример маркировки сплошной диаметром 1,6 мм, из материала 01Х19Н9, из которой можно получить электроды, электрошлаковый переплав применяется в технологии изготовления, поверхность покрыта медью – проволока 1,6 Св-01Х19Н9-Ш-Э-О ГОСТ 2246-70.
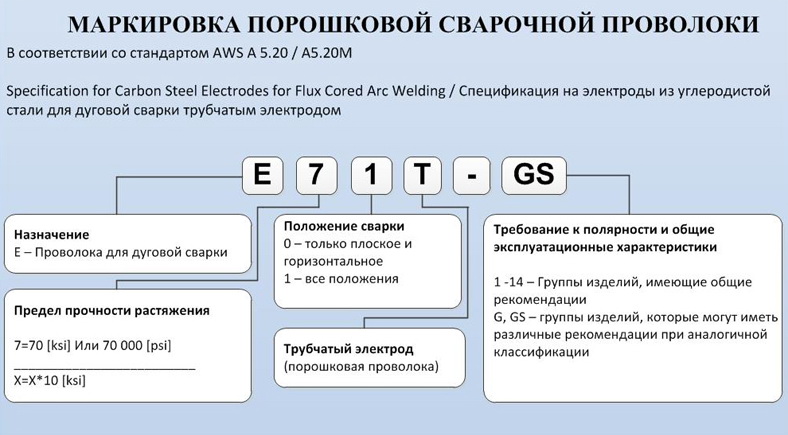
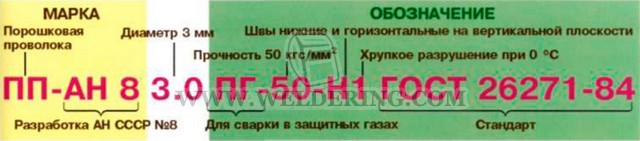
- Маркировка порошковых проволок выполняется по ГОСТ 26271-84. Пример наименования порошковой, марки ПП-АН1, диаметром 2,5 мм, газозащитной, предел текучести шва 54, по химическому содержанию категории В, 3 – с ударной вязкостью не ниже 35 Дж/см2, сваривается в самых разнообразных пространственных положениях – проволока ПП-АН1 2,5 ПГ 54-В3У ГОСТ 26271-84.
- Наплавка выполняется порошковыми проволоками, которые отвечают требованиям ГОСТ 26101-84. Пример обозначения такой проволоки марки ПП-Нп-18Х1Г1М, конструктивно выполненной в виде двухслойной трубки, самозащитной, диаметром 2,0 мм, 1 класса – ПП-Нп-18Х1Г1М-Д-С-2,0-1 ГОСТ 26101-84.
Сварочная проволока СВ-01Х19Н9
- Расходный материал для алюминиевых сплавов должен отвечать ГОСТ 7871-75. Пример названия проволоки прессованной из алюминиевого сплава СвАМц, с нагартованной поверхностью, диаметром 3,0 мм, поставляемой в бухтах – проволока П.СвАМц.Н 3,00хБТ ГОСТ 7871-75.
- Чугунная присадка: сплошная марок ПАНЧ-11, ПАНЧ-12, МН-25 или порошковая ППСВ-7, ПП-АН4-5 должна вписываться в требования конструкторско-технических документов на изделие. Другой нормативной документацией могут быть технические условия, например, на проволоку ПАНЧ-11 ТУ 48-21-593-85.
- Проволока на основе титановых материалов изготавливается по ГОСТ 27265-87. Пример для проволоки диаметра 2,0 мм из титанового сплава марки ОТ4-1св – проволока ОТ4-1св ГОСТ 27265-87. Популярной маркой является титановая проволока ВТ1-00Cв.
- Присадка на медной основе производится по ГОСТ 16130-90. Пример медной проволоки, твердой, диаметром 1,0 мм, в мотках, из сплава МНЖ5-1 – проволока сварочная ДКРХТ 1,0 БТ МНЖ5-1 ГОСТ 16130-90.
Методы испытаний
Проволока сварочная определенного диаметра на приемку поступает с одной плавки и партии. Сначала она проходит визуальный контроль. На поверхности не должно быть царапин, пятен. Диаметр замеряется микрометром в нескольких точках. Для этого отбирается 5%, но не менее 3.
С отобранных мотков вырезаются по 2 куска с начала и конца мотка для проведения испытаний на физические свойства стали: на разрыв, упругую деформацию и другие. Проволоку определенной длины закрепляют в специальном оборудовании, и лаборанты фиксируют в протоколе каждое значение.
Определение содержания ферритной фазы
Содержащийся в стали феррит ослабляет его механические свойства: твердость, прочность, пластичность. Определить его содержание можно по специально отлитому образцу. При производстве сварной проволоки содержание ɑ-фазы измеряется дважды.
- При разливе металла берется ковшовая проба – специальной ложкой сталевар зачерпывает жидкую сталь из ковша и выливает в кокиль.
- От уже готовой проволоки отрезают куски, укладывают в медные тигли, и расплавляют вольфрамовым электродом. Жидкую сталь переливают в кокиль.
Остывшие с определенной скоростью образцы разрезают. Поверхность шлифуют и полируют с охлаждением, не давая им нагреться. После травления с помощью электронного микроскопа изучают структуру и сравнивают с образцом.
Определения массовой доли следов мыльной смазки
Количество мыльной смазки определяется по разнице веса проволоки до и после очистки. Отбираются образцы весом до 200 гр. Взвешиваются с точностью до 0,0002гр. После этого поверхность обрабатывается бензолом, толуолом или эфиром. Взвешивание каждого образца повторяется.
Начальник ОТК Металлургического комбината ЧЛПК Овчаров В. П.: Контроль химсостава осуществляется предварительно по ковшовым пробам. Затем от каждой партии отбирается 5%, но не менее 2 бухт. Отрезаются образцы и сдаются в химическую лабораторию. Часть веществ определяются быстро с помощью спектрального анализа. Остальные методом растворения, выжигания и химического взаимодействия. Только после этого выписывается сертификат на соответствие по химическому составу с указанием каждого элемента с точностью до 0,001%».