
Стыковка арматуры при помощи сварки
Несмотря на популярность механической стыковки, соединение арматуры при помощи сварки тоже не менее востребовано в строительстве. Существует несколько способов дуговой сварки:
- протяженными швами;
- многослойными швами без применения других технологических элементов;
- с принудительным образованием шва;
- точечная.
Для выполнения этого вида работы понадобятся следующие инструменты:
- сварочный аппарат;
- электродержатели;
- щитки;
- защитные стекла;
- молоток, зубило;
- металлические щетки;
- шлакоотделитель;
- стальная линейка;
- отвес, клеймо.
Основной рабочий материал – арматура.
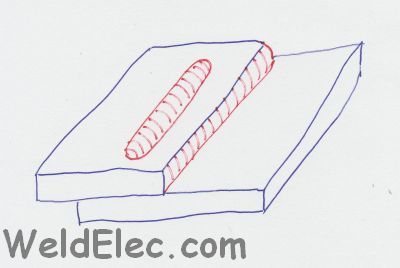
Сварка арматуры протяженными швами используется для соединения горизонтальных и вертикальных стержней. Такой вид стыковки возможен с накладками или внахлест. Внахлест соединение выполняется протяженными швами, но возможен вариант с применением и дуговых точек. Также есть возможность соединять арматурные стержни с короткой и длинной нахлесткой или двусторонним и односторонним швом.
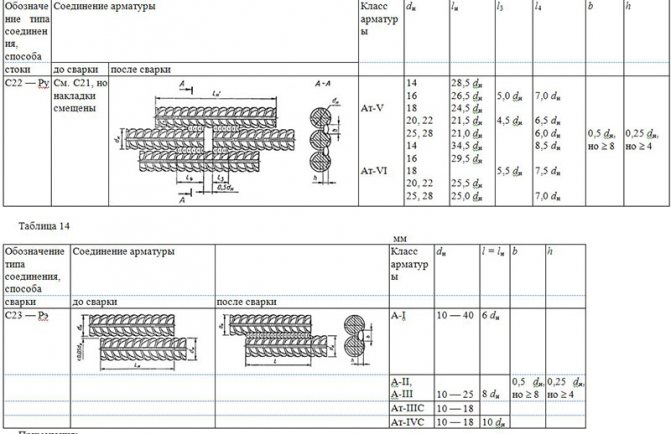
Сварные стыки накладок с арматурными стержнями бывают короткими или длинными. При этом разрешается смещать накладки по длине. Сварка арматуры выполняется различными фланговыми швами.
В процессе сварки двусторонними швами во время наложения второго с другой стороны соединения иногда возникают горячие продольные трещины. Для предупреждения их появления необходимо тщательно подбирать тип электродов и строго выдерживать технологический режим сварки.
Сварные протяжные швы бывают многопроходными или однопроходными, это зависит от диаметра стыкуемых стержней. Ток для дуговой сварки выбирается в зависимости от вида электродов
Важно учитывать одно условие: в процессе сварки арматуры, расположенной в вертикальном положении, тока необходимо на 10-20% меньше, чем для стержней в горизонтальном расположении
Предел текучести
Качество сварного стыка определяется визуальным осмотром и исследованием на макро и микро-структуру, механические свойства. Сталь имеет свой предел текучести – нагрузка, при которой начинается деформация. Контроль осуществляется разрушающим методом. Вырезают фрагмент шва с металлом, который он соединяет. Проверяют механические качества металла шва и сваренных элементов на растяжение, изгиб и другие показатели.
Прочность и предел текучести шва не должны превышать аналогичные показатели основного металла. По таблице выбирается тип электрода, соединение которого будет соответствовать требованиям по прочности и текучести.
Из исследуемого участка вырезают небольшие кубики, со сторонами по 10 мм. После шлифовки и травления кислотой на них структуру зерна и микротрещины, образованные при растяжении на предел текучести.
Качество работы
После проведения сварочных работ рекомендуется проконтролировать качество полученного шва. Правила ГОСТ не дают точных указаний относительно проведения проверочных работ
Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
- Небольшие удары молотком по месту шва. С помощью металлического молотка выполняется простукивание конструкции на местах швов. Удары должны быть несильными, но точными. Перед простукиванием ударную часть молотка желательно помыть и вытереть насухо (мусор или частички воды могут негативно сказываться на качестве удара). Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.
- Сброс получившейся конструкции с высоты 1-2 метров. Если сварочные работы были проведены качественно, то падение с небольшой высоты не должно нанести конструкции какие-либо повреждения. Сбрасывать конструкцию желательно на плоскую ровную поверхность, на которой отсутствует мусор. Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
- Рентгенологическое исследование. Если сварка была проведена некачественно, то на рентгенограмме будут видны все микротрещины и неровности. Рентгенографическое исследование является очень точным, надежным, а с его помощью можно получить точные сведения о качестве шва. Метод имеет множество недостатков — дополнительные траты на покупку оборудования, нельзя часто проводить исследования, сложность при работе с большими конструкциями.

Сварка многослойными швами
Схема устройства армированного фундамента.
При наличии высококвалифицированных сварщиков или при небольших объемах работы часто используется для стыковки арматуры сварка многослойными швами без применения формующих элементов. Данный способ больше всего подходит для соединения арматуры, расположенной в вертикальном виде. Углы скосов, их направление, притупление и размеры, формы разделки, зазоры между стержнями являются стандартными.
Сварка арматуры многослойными швами выполняется при помощи одиночного электрода. Сварочный шов сначала накладывается с одной стороны разделки, а потом на всю ширину – с другой. Во время заплавления разделки необходимо периодически очищать от шлака наплавленный металл.
Режим для данного вида сварки устанавливается тот, который указан в паспортных данных электродов. В этом случае они обычно применяются с фтористокальциевым покрытием.
Особенности нахлесточного соединения
При сварке этим способом учитывают, что:
- Нахлесточный шов делают путем перекрытия поверхности одной детали частью другой. В стандартных условиях сварку выполняют по нижнему краю заготовки. Для повышения устойчивости к излому формируют вспомогательные швы в верхней части.
- Добавляемые к нахлесту соединения на чертеже имеют отдельные обозначения.
- Для усиления шва применяют дополнительные процедуры. По возможности нижний край прогревают и сгибают, после чего возвращают в прежнее состояние. Процедура усиливает связь, однако может ухудшать свойства металлов. Разогрев и загиб могут использоваться не для всех видов свариваемых деталей.
Нахлесточное соединение.
Преимущества механической стыковки
Данный способ является наиболее выгодным, соответственно, и наиболее часто используемым. Если сравнить процесс механического соединения арматуры со стыковкой арматуры внахлест, то главное преимущество здесь заключается в том, что не происходит значительная потеря материала. Стыковка внахлест приводит к потере определенного количества арматуры (примерно 27%).
Если сравнивать механическое соединение арматуры со стыковкой при помощи сварки, то в этом случае выигрывает скорость работы, на которую затрачивается намного меньше времени. К тому же, сварку должны выполнять только профессиональные сварщики, чтобы избежать некачественной работы, которая в будущем способна привести к негативным последствиям. В итоге, если проводить механическую стыковку, можно значительно сэкономить на оплате труда квалифицированных мастеров.
Еще в результате такого способа соединения получается достаточно прочная конструкция. Получить равнопрочное соединение, используя этот метод, можно при различных погодных условиях и в любое время года.
https://youtube.com/watch?v=ABgR7RKXvJ0
Технология сварки арматуры
В качестве примера полезно рассмотреть соединение ванным методом. Действуют в следующем порядке:
- Стержни подрезают гильотиной или болгаркой до нужной длины. Можно сварочным аппаратом, но это более затратный способ.
- Удаляют с них грязь и пыль, концы на длину 3-4 см зачищают до металлического блеска. Затем их моют и обезжиривают.
- Устанавливают арматуру в проектное положение. Максимально допустимое отклонение от соосности составляет 5% от толщины стержней. Величина зазора между торцами зависит от напряжения: 1,5D (диаметра электрода), если 220 В; и 2D, если 380 В.
- Крепят в зоне соединения накладки или скобу, препятствующие растеканию металла. Стальные детали приходится оставлять, что приводит к удорожанию работ. Съемные керамические или графитовые накладки используют многократно. Их фиксируют проволокой или струбциной.
- Если используют металлические накладки, их прихватывают к арматуре.
- Чиркают расходником по одному из торцов и плавят его, совершая колебательные движения между стержнями арматуры. Догоревший электрод быстро меняют на новый и так до тех пор, пока ванна не будет заполнена.
- Дожидаются остывания шва и проверяют его качество.
Скобу преимущественно используют при ручной сварке, керамические накладки — если применяют полуавтоматическую. Автоматы оборудованы медными ограничителями.
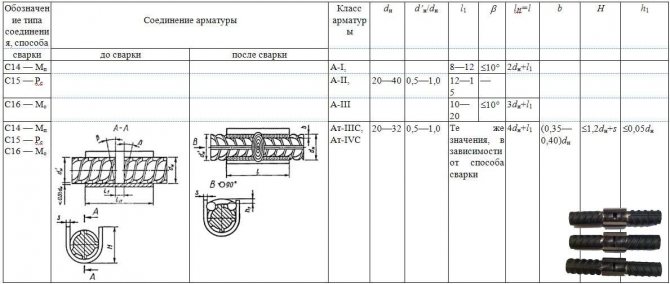
Схема сварки арматуры.
Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки. Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм. Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.

Стальные инверторные формы
Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые. Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена. Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу. Именно он не дает расплавленному металлу вытекать
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Форма кромок
Для листового материала, толщина которого менее 4 мм, сварка ГОСТ 5264-80 производится без зачистки кромок. Удаляются с соединяемых торцов грязь, окалина, заусенцы. Лист такой же толщины сваривается с отбортовкой или с подкладками.

Пластина толщиной до 60 мм сваривается разделкой одной или обеих кромок. Разделка имеет прямолинейную форму и делается с одной и обеих сторон, в зависимости от наложения шва. При сварке с одной стороны для формирования корня соединения применяются съемные накладки.
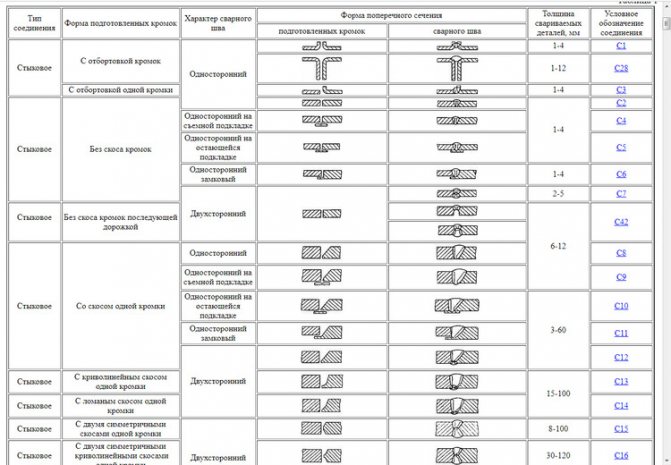
Для пластин более 60 мм сварные швы ГОСТ 5264-80 выполняются с криволинейным скосом под многослойную сварку. Двухсторонняя разделка кромок может выполняться одинаковой с обеих сторон в форме буквы V, Что в сечении выглядит как Х. Или делается криволинейная ассиметричная разделка, с нижней стороны меньше.
Related Posts via Categories
- Как рассчитать площадь поперечного сечения арматуры всех типов?
- Сколько весит 1 метр строительной стержневой арматуры различных видов
- Длина стержневой арматуры – все возможные варианты, регламентируемые ГОСТами
- Линейная арматура – качественный монтаж линий электропередач гарантирован!
- Немерная арматура – оптимальный вариант для малоэтажного строительства!
- Марки и классы строительной стержневой арматуры и проволоки для армирования
- Муфтовая арматура, что это такое и для чего используется
- Анкеровка арматуры в бетоне – сложная, но важная операция
- Горячекатаная арматура – ГОСТ и весь цикл жизни изделия
- Вес и особенности стальной рифленой арматуры А3 и других классов
ОЦЕНКА ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ СВАРНЫХ СОЕДИНЕНИЙ
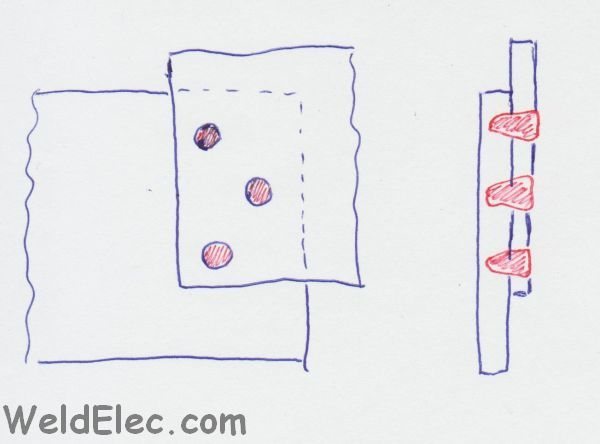
Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические факторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а также температуры эксплуатации (изготовления) при статических нагрузках приведена в табл. 31. При оценке эксплуатационных качеств при многократно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с принятыми значениями при статических нагрузках. При этом дополнительно следует пользоваться нормативными документами на проектирование железобетонных конструкций зданий и сооружений различного назначения.
Баллы для сварных соединений арматуры назначены из условия соблюдения регламентированной технологии изготовления арматурных и закладных изделий. Для сварных соединений горячекатаной арматурной стали:
5 — гарантируется равнопрочность исходному металлу и пластичное разрушение;
4 — сварное соединение удовлетворяет требованиям ГОСТ 5781, предъявляемым к стали в исходном состоянии;
3 — сварное соединение удовлетворяет требованиям ГОСТ 10922, предъявляемым к сварным соединениям.
Для сварных соединений термомеханически упрочненной арматурной стали:
5 — сварное соединение удовлетворяет требованиям ГОСТ 10884, предъявляемым к стали в исходном состоянии, и характеризуется пластичным разрушением;
4 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до 5 %;
3 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до 10 %.
Оценка эксплуатационных качеств сварных соединений при статической нагрузке
Таблица 31
| Обозначение соединения | Температура эксплуатации (изготовления), °С |
Арматурные стали, классы, марки, диаметры, мм | |||||||||||||||
| А-II | A-III | Ат-IIIC | A-IV | Ат-IVC | A-V | Ат-V | A-VI | Ат-VIC | |||||||||
| Ст5сп | Ст5пс, Ст5Гпс | 10ГТ, до 32 | 35ГС | 25Г2С | Ст5сп, Ст5пс | 20ХГ2Ц, 20ХГ2Т | 25Г2С, 27ГС, 28С | 23Х2Г2Т | 20ГС, 20ГС2 | 22Х2Г2С, до 22 | 20ГС, 20ГС2, до 32 | ||||||
| До 28 | До 40 | До 28 | До 40 | До 18 | До 28 | До 40 | До 18 | До 28 | До 40 | До 32 | |||||||
| K1 — Кт К2 — Кт |
Выше 0 | 5 | 4 | 4 | 5 | 5 | 4 | 5 | 5 | 4 | 5 | НД | 5 | НД | 4 | НД | 4 |
| До -30 | 3 | 4 | 4 | ||||||||||||||
| До -40 | 4 | 3 | НД | 3 | 4 | 3 | 4 | 4 | 3 | 3 | |||||||
| До -55 | НД | НД | 3 | НД | НД | ||||||||||||
| К3 — Рр | Выше 0 | 3 | НД | 3 | НД | 5 | НД | 3 | НД | 4 | НД | 4 | НД | 3 | НД | ||
| Ниже 0 | НД | ||||||||||||||||
| С1 — Ко С2 — Кн С3 — Км С4 — Кп |
Выше 0 | 5 | 4 | 5 | 5 | 4 | 5 | 4 | 5 | 4 | 5 | 4 | НД | 3 | НД | ||
| До -30 | 3 | ||||||||||||||||
| До -40 | 4 | НД | 4 | 3 | 4 | 3 | 4 | 3 | 4 | 3 | НД | ||||||
| До -55 | НД | НД | 3 | НД | 3 | НД | 3 | ||||||||||
| С5 — Мф С6 — Мп С7 — Рв С8 — Мф С9 — Мп C10 — Рв |
Выше 0 | 5 | 4 | 4 | 5 | ТН | 5 | 4 | ТН | 5 | 4 | НД | |||||
| До -30 | 4 | 3 | 4 | 3 | 4 | 3 | |||||||||||
| До -40 | 3 | НД | 3 | ||||||||||||||
| До -55 | НД | НД | 3 | ||||||||||||||
| С11 — Мф С12 — Мп С13 — Рв |
Выше 0 | НЦ | 3 | НЦ | 4 | НЦ | |||||||||||
| До -30 | 3 | ||||||||||||||||
| До -40 | |||||||||||||||||
| До -55 | НД | ||||||||||||||||
| С14 — Мп С15 — Рс С16 — Мо С17 — Мп С18 — Мо C19 — Рм |
Выше 0 | 5 | 4 | 4 | 5 | ТН | 5 | 4 | ТН | 5 | 4 | 5 | НД | ||||
| До -30 | 4 | 3 | 4 | 3 | 4 | 3 | |||||||||||
| До -40 | 3 | НД | 3 | 4 | |||||||||||||
| До -55 | НД | НД | 3 | 3 | |||||||||||||
| С20 — Рм | Выше 0 | 5 | 5 | 4 | 4 | 5 | ТН | 5 | 4 | ТН | 5 | 5 | НД | ||||
| До -30 | 4 | 3 | 4 | 4 | |||||||||||||
| До -40 | 4 | 3 | 3 | 3 | 4 | ||||||||||||
| До -55 | НД | 4 | НД | 3 | 3 | ||||||||||||
| С21 — Рн | Выше 0 | 5 | 5 | 5 | 4 | 5 | 5 | 4 | 5 | 5 | 5 | 4 | 5 | 4 | 4 | ||
| До -30 | 4 | 4 | 4 | 3 | 3 | 3 | |||||||||||
| До -40 | 4 | 3 | 4 | 3 | 4 | 4 | 3 | 4 | |||||||||
| До -55 | 3 | 3 | 3 | НД | НД | НД | НД | ||||||||||
| С22 — Ру | Выше 0 | НЦ | 4 | НД | 4 | ||||||||||||
| До -30 | 3 | 3 | |||||||||||||||
| До -40 | |||||||||||||||||
| До -55 | НД |
НД
С23 — Рэ
Выше 0
4
НД
4
НД
5
4
НД
4
НД
4
НД
4
НД
До -30
3
До -40
3
НД
4
3
3
3
3
До -55
НД
НД
С24 — Мф
С25 — Мп
С26 — Рс
С27 — Мф
С28 — Мп
C29 — Рс
Выше 0
5
5
5
5
5
ТН
5
4
ТН
5
4
5
НД
До -30
4
4
До -40
4
3
4
3
4
4
До -55
3
3
3
С30 — Мф
С31 — Мп
С32 — Рс
Выше 0
НЦ
4
НЦ
4
НД
До -30
3
3
До -40
До -55
НД
НД
Н1 — Рш
Выше 0
4
3
4
3
5
5
4
3
5
4
4
5
4
5
4
До -30
3
3
3
3
До -40
3
НД
4
3
4
3
4
4
До -55
4
НД
3
НД
3
НД
3
НД
Н2 — Кр
Н3 — Кп
Н4 — Ка
Выше 0
5
НД
5
НД
5
5
НД
5
НД
5
НД
До -30
До -40
4
4
4
4
4
До -55
3
3
3
Т1 — Мф
Т2 -Рф
Т3 — Мж
Выше 0
5
4
5
4
3
5
4
4
НД
До -30
4
3
НД
4
3
До -40
3
3
До -55
НД
4
НД
НД
Т6 — Кс
Выше 0
5
НД
4
НД
5
4
НД
5
4
НД
До -30
До -40
4
3
3
4
3
До -55
3
4
3
Т7 — Ко
Выше 0
5
4
5
4
5
4
4
5
4
4
5
НД
До -30
4
3
3
До -40
4
3
3
3
4
3
4
До -55
3
НД
3
НД
4
НД
3
НД
Т8 — Мв
Т9 — Рв
Выше 0
5
4
5
4
5
5
4
5
4
3
НД
До -30
4
До -40
4
3
4
3
3
4
3
До -55
3
3
4
3
3
Т10 — Мс
Т11 — Мц
Т12 — Рз
Выше 0
5
4
4
5
4
5
4
3
НД
До -30
4
3
4
До -40
3
3
НД
3
3
До -55
НД
НД
4
НД
3
НД
Т13 — Рн
Выше 0
5
4
4
5
НЦ
5
4
НЦ
5
4
НД
До -30
4
3
4
4
До -40
3
НД
4
3
3
3
До -55
3
НД
НД
3
Примечания:
1. Эксплуатационные качества всех типов сварных соединений арматуры класса А-I марок Ст3сп и Ст3пс должны оцениваться также, как арматуры класса А-II марки 10ГТ, а класса А-I марки Ст3кп — как арматуры класса А-II марки Ст5сп и Ст5пс.
2. Эксплуатационные качества крестообразных соединений проволочной арматуры классов Вр-I и Вр-600 настоящим приложением не регламентируют в связи с отсутствием требований к химическому составу стали. Требования к качеству таких соединений приведены в ГОСТ 10922.
3. Арматура класса А-II марки 10ГТ может применяться до температуры минус 70 °С включ.
4. Сварные соединения арматуры класса aт-vck оценивают на один балл ниже соединений из арматуры класса aт-v при температуре эксплуатации до минус 40 °С включ.
5. Сварные соединения С16 — Мо, С18 — Мо и Н4 — Ка оценивают на один балл ниже соединений, приведенных в той же группе.
6. Буквы НД, ТН и НЦ соответственно обозначают, что соединения к применению не допускаются, соединения технологически невыполнимы и соединения, применение которых нецелесообразно.
Недостатки
- Метод уступает по качеству другим способом сварки арматуры;
- Часто изделия оказываются достаточно масштабными и занимают большую площадь во время проведения работ;
- Затруднительно использовать дополнительные вспомогательные средства.
Альтернативные способы
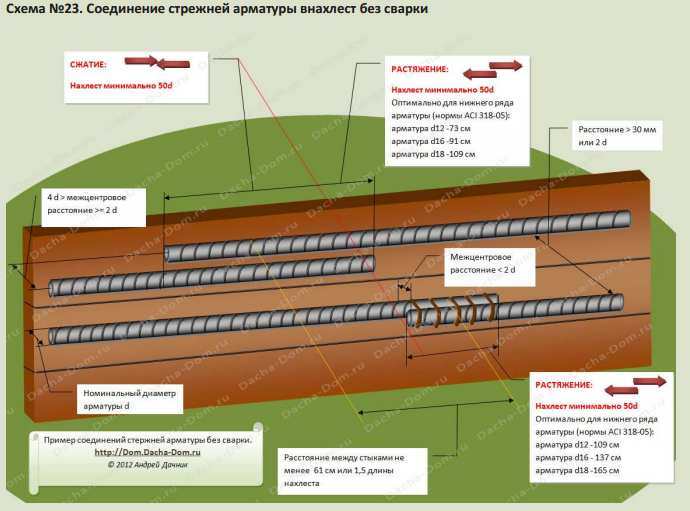
Существует также соединение арматуры внахлест без сварки. Зачастую здесь используют вязку, которая является еще более простым и быстрым методом. Такое упрощение зачастую применяется в частной сфере, где на металлоконструкцию не возлагаются серьезные нагрузки. Но не стоит сразу ориентироваться именно на этот способ, так как при выборе, что лучше сварка или вязка арматуры, нужно учитывать много нюансов.

Соединение арматуры внахлест без сварки
Оборудование и материалы:
- Металлическая щетка;
- Режущий инструмент (болгарка или газовый резак);
- Сварочный аппарат;
- Электроды;
- Измерительные инструменты;
- Флюс;
- Средства индивидуальной защиты.
Режимы
Стыки арматуры внахлестку без сварки соединяются проще за счет того, что там не нужно подбирать ни какие режимы. Здесь же нужно определиться с параметрами тока и величиной электрода, который нужно использовать. Величина диаметра электрода подбирается относительно просто, так как для 5 мм арматуры нужен электрод около 3 мм, для 8-10 мм – 4 мм электрод и для арматуры больше сантиметра нужно применять 5 мм расходный материал. С параметрами тока нужно обходиться более точно:
|
Величина диаметра арматуры, мм |
Сила тока, А |
|
5 |
200 |
|
6 |
250 |
|
8 |
300 |
|
10 |
350 |
|
15 |
400 |
|
20 |
450 |
Технология
На первом этапе идет подготовка основных материалов, так как нужно очистить поверхность арматуры от грязи, ржавчины, различных налетов и прочих вещей, которые помешают созданию надежного соединения. Это делается механическим путем при помощи металлической щетки. В местах соединения металл должен быть зачищен до блеска.


Нахлест арматуры при сварке должен находиться на равномерном расстоянии. Если все пересечения будут равноудаленными друг от друга, то повышается стойкость конструкции к возлагаемым нагрузкам. Требуется выставить каркас будущей конструкции и взять его на прихватки. Затем требуется проверить измерительными инструментами правильность соблюдения размеров и если что-то возникло не так, то следует переделать.
с
После этого следует приступить непосредственно к свариванию деталей. Далеко не всегда представляется возможным сварить каждый стык за один раз. Для этого приходится либо ставить конструкцию в вертикальное положение, что создает некоторые неудобства, либо варить в одном положении, но так будет доступна лишь одна сторона.
Специалисты рекомендуют делать шов в два прохода. Первый раз обваривается верхняя сторона соединения. Затем конструкция переворачивается и обваривается противоположная, в том же положении. На завершающем этапе нужно убрать шлак и проверить качество полученного соединения. После этого можно приступать к покраске и прочим процедурам по обработке.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов
Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Система «Dextra Bartec» с параллельной резьбой
Муфтовое соединение «DEXTRA Bartec» от ГК ПСК обеспечивает равнопрочный стык арматуры диаметром от 12 до 65 мм за счет использования муфты с внутренней метрической резьбой, соединяющей концы стержней с нарезанной резьбой такого же профиля. Основной элемент системы — муфты «БАРТЕК»:
- стандартные, соединяющие стержни одного диаметра при возможности вращения хотя бы одного конца;
- переходные для стыковки арматуры разных диаметров при возможности вращения хотя бы одного конца;
- позиционная, когда ни один конец стержня не может вращаться. В этом случае куплер полностью накручивается на один конец, а после стыковки выкручивается, соединяя оба конца. Для уменьшения области ослабленного сечения резьба выполняется в следующей последовательности:
- обрезка стержней по длине;
- увеличение начального диаметра конца с использованием холодной прессовки;
- накатка метрической резьбы на распрессованном конце.
- МСА с метрической резьбой позволяет армировать стены, колонны, а также балки, плиты.
Система «Bartec» доказала свою эффективность при реконструкции Октябрьского туннеля, прокладке линий казанского метрополитена, возведении Белорусской, Курской и Нововоронежский АЭС, жилых домов и общественных зданий Москвы, Казани и городов ЮФО, а также при строительстве первой бангладешской АЭС «Руппур» и других особо сложных объектов.
Характер шва
В документе на сварку ручную по ГОСТ 5264-80 определен характер шва как:
- односторонний;
- двухсторонний.
Стыковое одностороннее соединение выполняется по различным технологиям образования корневого шва. Односторонние соединения делятся:
- свободные;
- на подкладке;
- замковый.
Угловые, тавровые и нахлесточные соединения не имеют вариантов выполнения корневого шва. Они могут навариваться с одной или двух сторон.
Различают монтажный и основной сварочный шов. Первый необходим для временного удержания стальной детали в определенном положении. После того, как вся арматура будет сварена, монтажное соединение убирают механическим способом
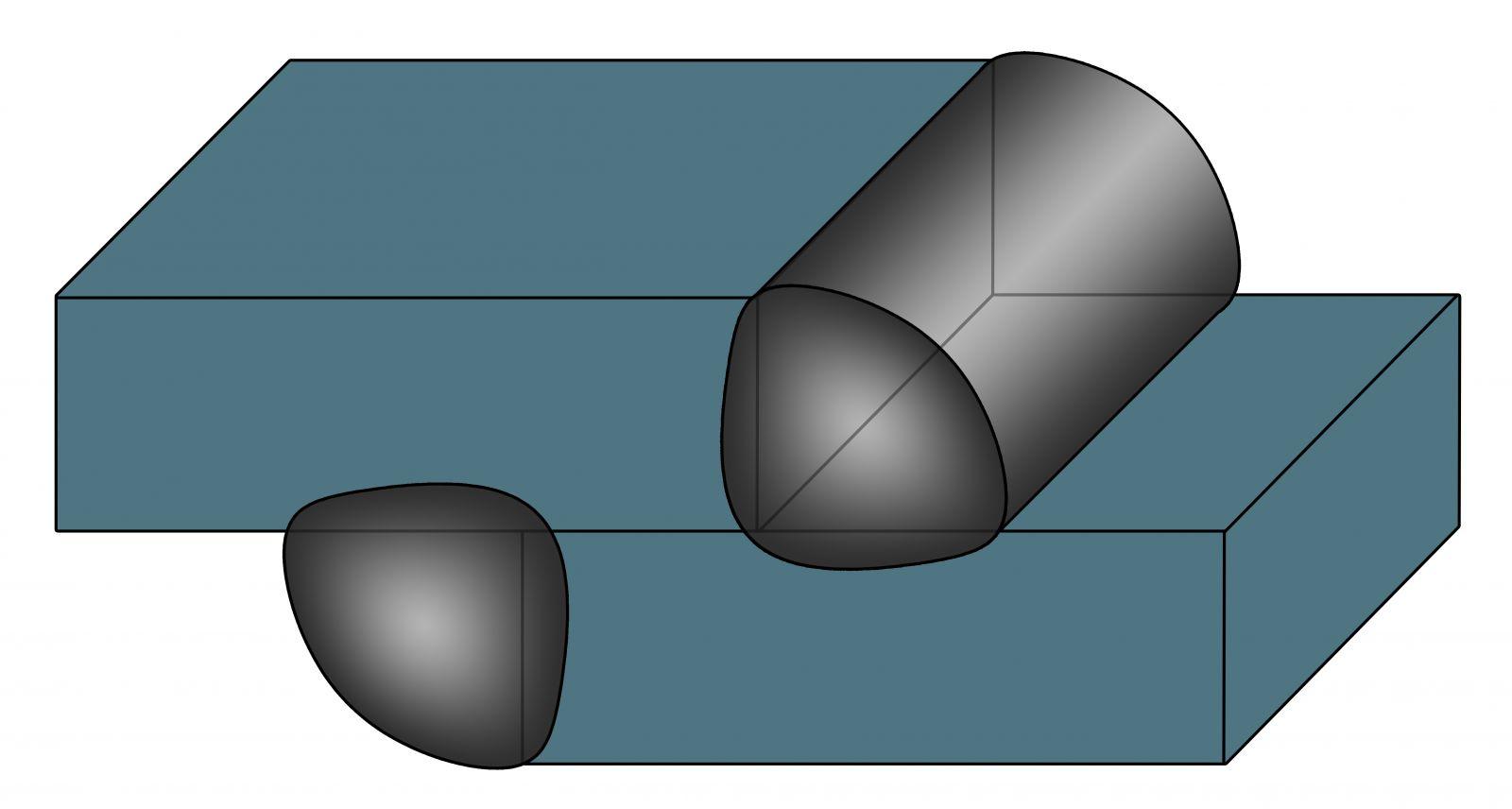
Что из себя представляют
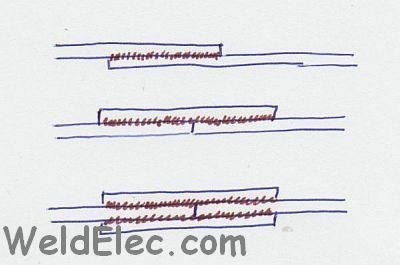
При таком соединении боковые поверхности деталей располагаются параллельно, частично перекрывая друг друга по краям. Его применяют для металла, толщина которого находится в пределах от 4 до 8 мм, а размер перекрытия превышает удвоенную сумму толщин свариваемых кромок.
Поверхности, на которые накладывают сварочные швы, практически не подвергают обработке. Исключение составляет лишь зачистка кромок. Стальные листы проваривают с обеих сторон, чтобы исключить риск проникновения влаги в зазор в процессе эксплуатации изделия.
Элементы, скрепляемые внахлест, перед сваркой плотно стягивают, поскольку зазоры снижают прочность соединения.
Сварка производится а)лобовым, б)фланговым (боковым), в)комбинированным либо г)косым швом. Стрелкой на картинке показано направления усилия.
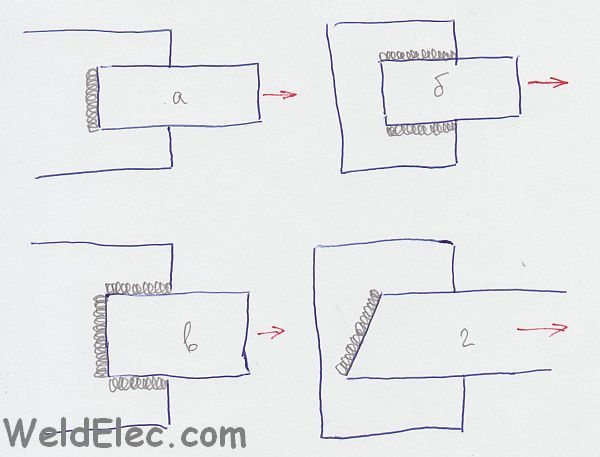
Иногда сварные нахлесточные соединения выполняют с помощью прорезных и заклепочных швов. Первый тип предполагает прожигание сквозного отверстия в поверхности, наложенной сверху пластины и последующее накладывание кольцевого шва вдоль краев указанного отверстия.
Во втором случае шов накладывают вдоль периметра щели, прорезанной на пластине.
Дополнительный прорезной шов
Применение к арматуре

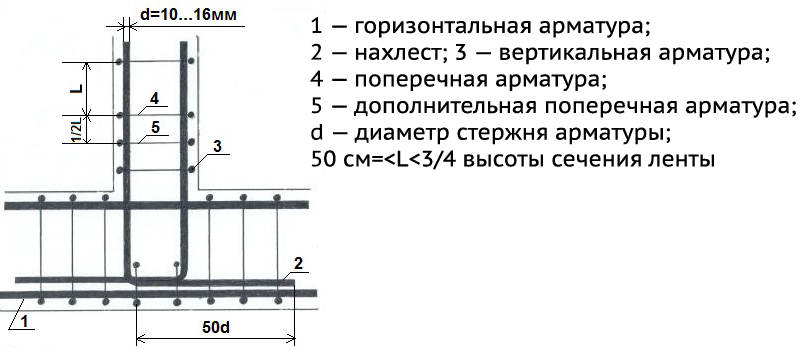
Получение прочного каркаса из отдельных стержней арматуры является сложной задачей. Необходимо соблюдать технологию и множество правил.
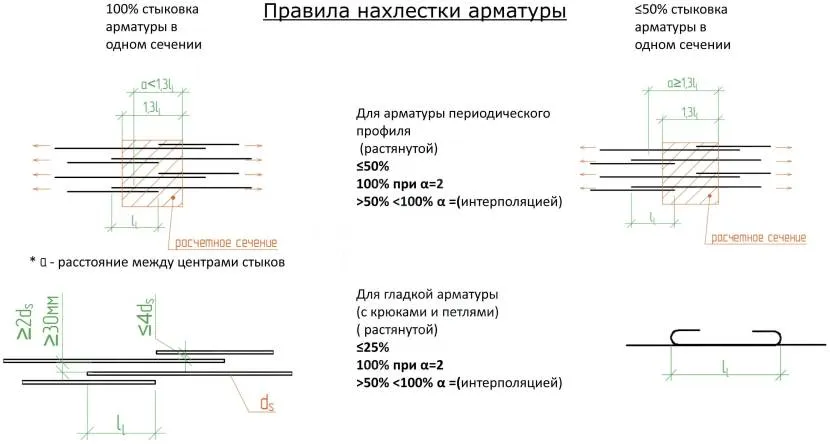
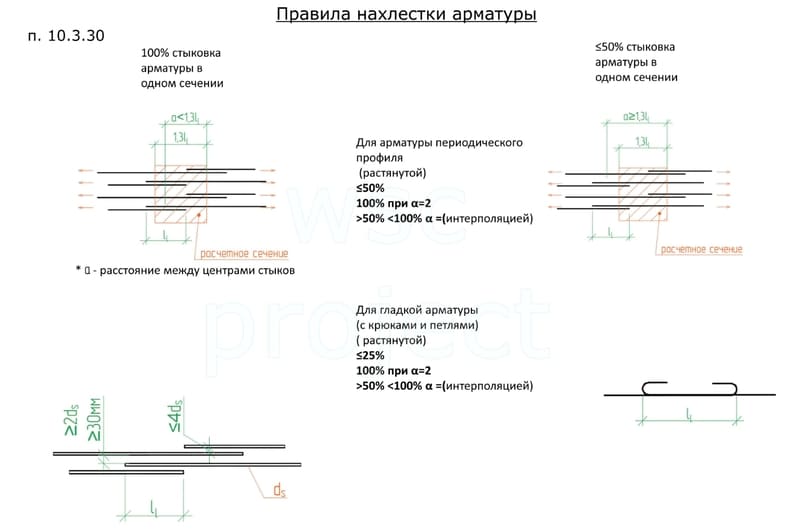
Например, сварку арматуры внахлест используют, когда требуется все нагрузки равномерно распределить по поверхности. При этом необходимо учитывать, что нахлест применяется в местах наименьшего напряжения. Желательно брать арматурные стержни одного диаметра, при этом толщина арматуры не должна быть больше 20 мм.
Технология внахлест производится с учетом двух рельефов и швов. Сварочный процесс осуществляется аппаратом ручной электродуговой сварки.
Сварное соединение типа тавр должно иметь инвентарную форму, в ванне применяется только один электрод. Если сварка осуществляется под флюсом, то применять присадочную проволоку не нужно.
Нахлест арматуры в строительстве в случае применения сварки разрешается только при использовании стержней марок А400С и А500С. Арматура этого класса хорошо сваривается.
Недостатком является высокая стоимость этих марок. Наибольшее применение получила арматура марки А400, но она при нагревании теряет свои прочностные свойства и устойчивость к коррозии.



Технология стыковой сварки арматуры
Подготовительный этап предполагает зачистку и выравнивание соединяемых торцов. Используют резак и щетку по металлу, поверхность зачищают до блеска. При сварке арматуры встык нужно контролировать соосность прутка, чтобы его не вело в сторону. Допуск смещения не более 0,05 % от диаметра стержня.
Встык соединяют арматурные прутки одного размера, сплава. Только в этом случае образуется прочный шов.
Электродуговая и полуавтоматическая сварка проводится по периметру точечно с образованием непрерывного шва. При работе с тонкими стержнями (до 10 мм) нужно следить, чтобы не было прожогов. Тонкие прутки лучше варить встык с помощью накладок или соединительных муфт. Получается качественное соединение, способное выдержать большую нагрузку. Контроль стыка производят после удаления шлаковых образований.
Контактный способ основан на использовании физических свойств стали – большом сопротивлении, способности разогреваться под воздействием электрического поля (кинетическая энергия электронов преобразуется в тепловую).
Когда разнополюсные контакты подводятся к пруткам на небольшом расстоянии от стыка, торцы начинают разогреваться. Зажимные устройства сдвигают стержни навстречу друг другу. При таком соединении диаметр шва превышает диаметр прутка. В зависимости от способов разогрева торцов различают:
- непрерывное оплавление (метод применяют для сплавов категории АI);
- предварительным прогревом и прерывистым оплавлением (для сталей АII–АV).
Толстые стержни варят на мягком режиме – длительный разогрев и сжатие, сила тока до 10 кА, тонкую – на жестком, ток до 20 кА.
Метод стыковой сварки арматуры выбирают под условия проведения работ. Плюс метода в том, что работы можно проводить самостоятельно, используют электродуговой сварочный аппарат. Работа на автоматах проводится только в заводских условиях. Метод экономный, при сварке арматурных прутков внахлест расход металла увеличивается до 30%.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
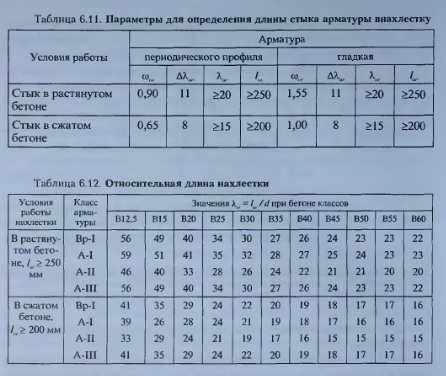
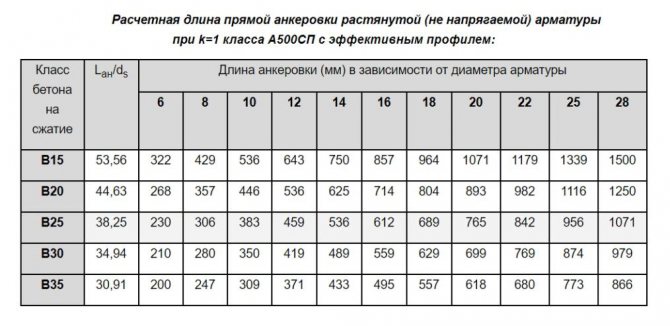
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
| Протяженность сварочного шва при нахлесте | |
|---|---|
| Класс арматурных стержней | Протяженность сварного шва нахлеста в диаметрах соединяемой арматуры |
| А400С | 8 ᴓ |
| А500С | 10 ᴓ |
| В500С | 10 ᴓ |
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.