
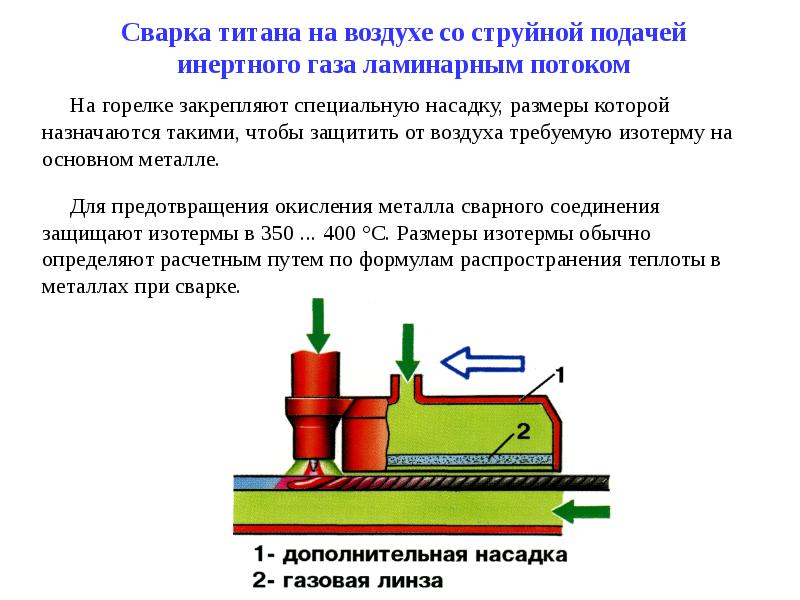
Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Основы проведения сварочных работ
Если сваривать приходится впервые, то сразу приниматься за производство сложной конструкции не стоит. Сначала стоит попробовать свои силы на ненужных металлических деталях. На первом этапе следует научиться зажигать дугу и держать ее на требуемом расстоянии от металла, чтобы она выдавала постоянное напряжение. В дальнейшем надо понять, как формируется сварное соединение с помощью наплавки расплавленных участков заготовок друг на друга.
Обязательно следует поиграть силой тока, чтобы разобраться в том, как правильно ее регулировать, так как этот показатель будет сильно изменяться в зависимости от толщины заготовок. Сила тока подбирается так, чтобы в металле не возникало сквозных проплавленных отверстий. Диаметр электрода также играет немаловажную роль. Для получения качественных изделий из металла своими руками в бытовых условиях вполне достаточно использовать электроды, диаметр которых будет находиться в пределах 2-3 м. Электроды следует брать новые и полностью сухие, даже немного отсыревшие изделия не позволят получить качественную дугу и создадут в конечном счете недоброкачественный шов.
«Автомобильные» фантазии
Отживший свой век железный конь, когда-то исправно возивший на дачу семью и все, что необходимо для работы в саду, еще может пригодиться! Даже если он лишился колес и изрядно проржавел. Водрузите остов в центре участка, на видном месте, подкрасьте его аэрозольной краской желаемого цвета и устройте в нем клумбу, высадив пышно цветущие растения.

Нечто подобное можно проделать и со старым мотоциклом, особенно если у него есть коляска. Если же позволяет уровень мастерства, то фантастическим украшением станет каркасная фигура мотоциклиста, оформленная искусственной травой, дерном или цветами, имитирующими его одежду и шлем.

Интересным дизайнерским решением, поддерживающим тему транспорта, может стать велосипед или самокат, оформленный корзинами цветов, установленный на участке или закрепленный на заборе.

Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Максимальный ток при работе с 4 мм деталями – 140 А, 10 мм – до 200 А.
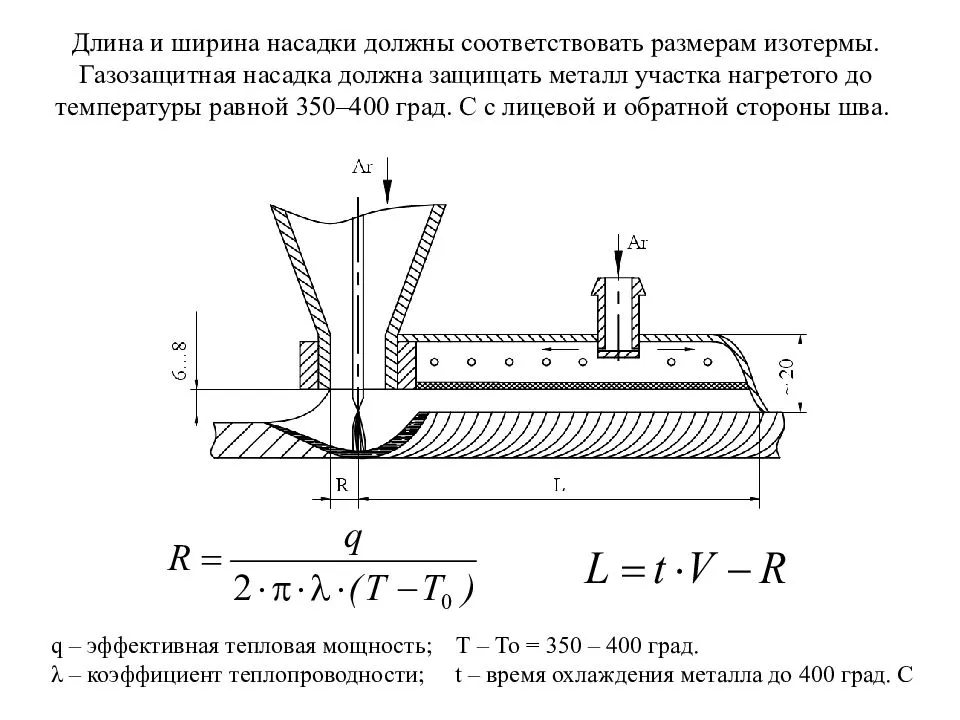
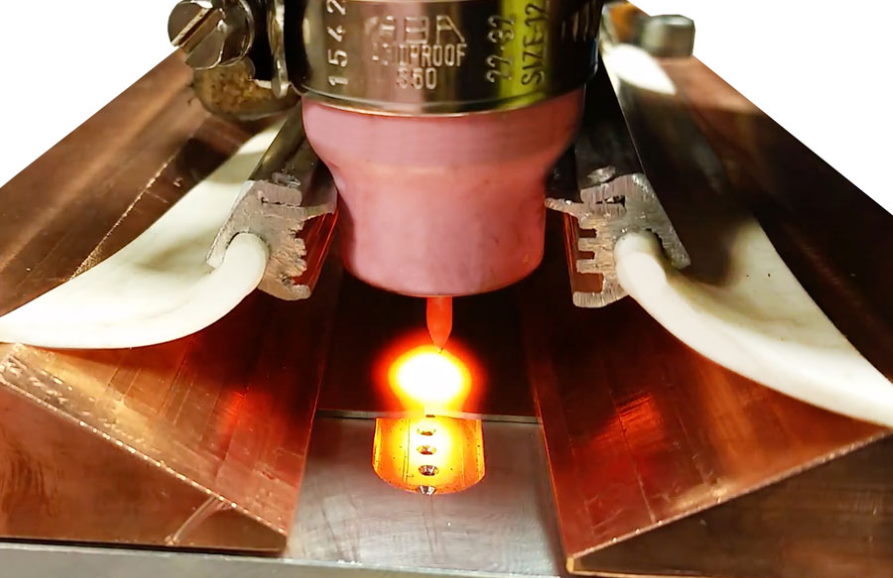
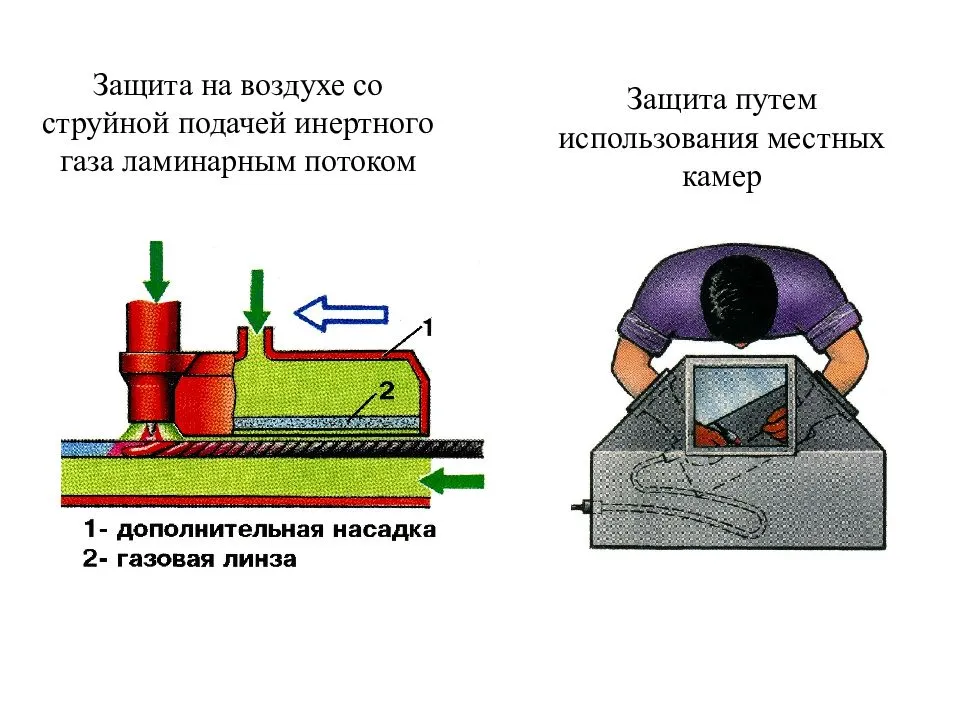
Аргонодуговая сварка титановых сплавов автоматом или полуавтоматом плавящимися электродами эффективна при использовании насадок, локализующих защитную атмосферу в нужной зоне. При ручной сварке титана аргоном:
- нужен ток постоянной полярности напряжением от 10 до 15В;
- электрод направляется вперед под углом;
- скорость образования шва – не меньше 2–2,5 мм/сек;
- присадка подается перпендикулярно;
- шов формируется на короткой дуге точными движениями;
- до охлаждения шов обдувается аргоном.
Расход инертного газа в минуту с внешней стороны 5–8 л, с обратной поверхности стыка достаточно 2 л/мин.
Электрошлаковая сварка
Применяется для толстостенных и кованых деталей из титановых сплавов, легированных алюминием и оловом. Рабочие параметры тока (варьируются в зависимости от толщины детали):
- сила от 250 до 330А;
- напряжение — 24-38В.
Такую нагрузку способен обеспечить мощный трансформатор. На металл наносят флюс марки АН–Т2, при разогреве он образует шлаковую ванну. Инертная атмосфера снижает риск самовозгорания металла, в аргоне стык находится до полного остывания. Расход защитного газа до 8 л/мин. Шов получается за счет использования пластинчатых титановых электродов сечением 12х60 мм или круглыми 8 мм. Прочность такого соединения значительно ниже, чем у титана, теряется до 2/3 пластичности.
Контактная сварка
Варить титан токоподающими электродами, образующими дугу внутри металла, можно несколькими способами:
- Встык соединяют элементы с площадью сечения от 150 до 104мм2. Сила постоянно тока от 1,5 до 50А, максимальный вылет электродов – 20 см.
- Точечно, способ применим для соединения титанового сплава внахлест. Получается прочный, но не герметичный шов. В зависимости от толщины листов сила сжатия электродов – от 1,9 до 6,8 кН; диаметр точки от 4 до 8 мм; импульсный ток от 7 до 12 кА.
- Роликовый – непрерывный ряд овальных точек, образующих шов. Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.
- Конденсаторный способ схож с роликовым, импульс формируется в конденсаторной батарее, достигает 2100 в. Дуга прожигает титан до 1,5 мм толщиной, оксиды, ухудшающие соединение, испаряются.
Электронно-лучевая сварка
Мелкозернистый шов на титане до 160 мм создается мощным лучом. Пользоваться электронно-лучевой сваркой титана удобно при монтаже воздуховодов для отходящих газов. Этим способом соединяют стальные и титановые сплавы с образованием прочных соединений.
Как удержать в руках болгарку
Почему-то у общества много забавных фантазий, связанных с моей работой. Так, многие думают, что металл для работы надо доставать где-то на помойках. Нет, из металлолома я ничего не делаю, все гораздо проще: материал доступен в строительных магазинах.
В спортзал я не хожу: физической нагрузки хватает и на работе
Еще многие обращают внимание на мои бицепсы и думают, что я специально качаю руки в спортзале. На самом деле в качалку не хожу
Но работа сварщика и правда довольно тяжелая, поэтому я соблюдаю режим: встаю часов в 5, чтобы сделать зарядку и почитать, пока нет работы, ложусь в 23:00, стараюсь не работать после 21 и обязательно выделяю время на общение с друзьями и любимым человеком.
Когда постоянно имеешь дело со сварочным аппаратом и подолгу держишь вибрирующую болгарку, бицепсы тебе гарантированы
Конечно, всем интересно, как на меня реагируют мужчины. Ну как реагируют? Восхищаются и уважают. В первую очередь я художник, сварка — всего лишь моя техника. И когда они узнают, что я иду по своему уникальному пути, которым еще не каждый решится пойти, то воспринимают это с большим уважением и интересом.
Электрошлаковая сварка титановых сплавов
На практике широкое распространение получила электрошлаковая сварка титановых
сплавов, в частности, сплава ВТ5-1, в состав которого входит титан, легированный
до 5% алюминием и до 3% оловом. Изготавливается сплав, преимущественно, прессованием
с последующей прокаткой до тонких листов, а также ковкой заготовок крупных сечений.
Технология сварки деталей крупных сечений из сплава ВТ5-1 наиболее сложна,
но вполне выполнима электрошлаковой сваркой под флюсом АН-Т2 в среде аргона.
Источник переменного тока — трёхфазный трансформатор, должен обладать жёсткой
характеристикой.
Для сварки поковок небольшого размера (60х60мм) рекомендуются следующие режимы
сварки: сила тока 1600-1800А, напряжение дуги 14-16В. Рекомендуемый зазор между
кромками свариваемых поковок составляет 26мм, масса засыпанного флюса 130г и
расход аргона 8л/мин.
Такие режимы, при условии использования пластинчатого электрода размером 12х60мм,
обеспечивает стабильный процесс и удовлетворительное качество сварного соединения,
не уступающего по прочности основному металлу.
При сварке прессованных профилей крупного сечения на таких же режимах электродом
толщиной 8мм прочность сварного соединения оказывается несколько ниже (примерно,
80-85% от прочности основного металла) из-за применения пластинчатых электродов
из нелегированного сплава ВТ1-1. А применять легированные электродные сплавы
не рекомендуется, т.к. они не обеспечивают достаточной пластичности соединения,
потому что прессованный металл сильно насыщен газами.
Металлическая сова своими руками
 При наличии сварочного оборудования, а также необходимых для работы с ним навыков работы, всегда можно изготовить не только разные предметы, но и поделки. Например, очень красивую металлическую сову.
При наличии сварочного оборудования, а также необходимых для работы с ним навыков работы, всегда можно изготовить не только разные предметы, но и поделки. Например, очень красивую металлическую сову.








Для ее создания вам нужно подготовить следующие инструменты:
- бумагу;
- карандаш;
- болгарку;
- молоток;
- тонкий металл;
- картон;
- ножницы;
- зубило;
- оборудование для сварки;
- болты и шайбы;
- стальную проволоку или прутья.
На первом этапе следует изобразить эскиз совы на бумаге, после чего его повторяют на картоне. Таким образом, значительно упрощается процесс вырезания отдельных составляющих поделки. Для изготовления металлической совы придется заранее изготовить глаза, туловище, перья, хвост и крылья. Чтобы было проще вырезать детали по металлу, рекомендуется воспользоваться болгаркой.
 Формируя глаза для совы, следует позаботиться о том, чтобы в них были проделаны большие отверстия, в которые можно вмонтировать болты. На каждой чешуйке мастеру нужно выполнить насечки, за счет которых будет обеспечен эффект настоящего, живого оперения. Для достижения такого результата мастеру придется пустить в ход зубило.
Формируя глаза для совы, следует позаботиться о том, чтобы в них были проделаны большие отверстия, в которые можно вмонтировать болты. На каждой чешуйке мастеру нужно выполнить насечки, за счет которых будет обеспечен эффект настоящего, живого оперения. Для достижения такого результата мастеру придется пустить в ход зубило.
Лапы можно выполнить методом соединения частей металлических прутьев друг с другом, пользуясь для этой цели сваркой. Для создания клюва применяют часть согнутого металла.
Лапы и клюв следует приваривать в самом конце этапа сборки изделия. Когда все детали окажутся на своих местах, сову можно дополнительно украсить, подвергнув обработке специальным лаком.
Полезные поделки
Отслужившие своё металлические предметы, наверняка найдутся в каждом гараже или на даче. Повторная обработка металла, с целью получения поделок из железа, становится перспективным способом, уменьшающим стоимость полезного предмета для дома.
Подставка
Рассмотрим, как сделать изделие из тонколистового металла, а именно – подставку под горячее на кухню. Для корпуса отрезаются элементы из листа металла:
- Вырезается 1 деталь 640x20x2 мм.
- Делаются дуги – 4 штуки, размером 500x20x2.
- Вырабатывается 1 кольцо размером 300x20x2.
- Вырезаются 8 хомутов – 50x20x2.
Сначала выгибается квадратный корпус, в него вставляется кольцо, затем дуги, закрывающие треугольник и закрепляются к конструкции хомутами.
Светильник
Делая разные самоделки из металла своими силами, у хозяина получится сэкономить на покупке полезных в быту изделий. Ещё это позволит сделать уникальную конструкцию прибора, проявив свою фантазию и умение мастерить.
Чтобы избавиться от коррозии на металле, понадобится болгарка, шлифовальная, угловая машинка и электродрель. Лучше всего очистить детали в пескоструйной камере, но если нет такой, тогда в ход идёт болгарка:
- Болгаркой зачищаются детали в согласии с предписаниями по технике безопасности. В труднодоступных местах поможет наждачная бумага.
- С помощью шлифовальной машинки и отрезного круга, понадобится проделать углубление любой формы.
- Высверливается отверстие, диаметр сверла 5 мм. Сначала берётся и сверлится сверлом на 3 мм, а затем на 5 мм.
- В получившемся отверстии нужно нарезать резьбу на м6.
- Нанесение преобразователя ржавчины позволит убрать все следы коррозии.
- Патрон E-27 требует доработки. Понадобится открутить держатель и переставить его в другую сторону.
- Второй кронштейн изготавливается из маленького отрезка профильной трубы.
- С одной стороны высверливается отверстие и нарезается резьба м5, а с обратной стороны нужно обрезать по месту и проделать отверстие сверлом на 7 мм.
- Получившаяся деталь объединяется с патроном.
- Дальше сварка. При сварных работах делаются прихватки, выставляется пружина перпендикулярно шестерне и заваривается электродом.
- Растворителем обезжиривается получившаяся деталь.
- Наносится акриловая, чёрная грунтовка. Затем наносится краска золотистого цвета.
Доделывается электрическая часть. Для этого можно приобрести провод с выключателем, который подсоединяется к патрону и монтируется на светильник.
Мангал
Отправляясь отдыхать многие планируют сделать шашлык. Магазинные варианты изготовлены из тонкого железа и спустя короткое время выгорают. Лучше всего для этого смастерить небольшой мангал из баллона газа от фреона. Шаги по изготовлению следующие:
- ниткой на баллоне 12-15 литров, вдоль посередине делается разметка для распиливания на две половины. Болгаркой обрезаются ручки баллона;
- дальше делается прорезание стенок по размеченной линии, но не доводя до конца верх и дно. Краник стоит отпилить;
- пока две части баллона держатся, следует приварить два дверных навеса. Это поможет в ровном расположении;
- потом по линиям проводится разрезание до конца, а срезы зачищаются от заусеницы;
- зачищается вся краска;
- к половинам навариваются обрезанные ручки;
- на мангал сваркой прикрепляются 4 ножки из арматуры;
- в крышке со сдвигом в сторону высверливается отверстие и наваривается труба для отхождения дыма;
- учитывая габариты мангала выпиливается решётка, её получится снять из устаревшего холодильника;
- поверху покрывается термостойкой краской.
Мангал за счёт своих острых ножек хорошо вставляется в грунт и не теряет своей устойчивости.
Подходит для применения на нём углей и дров. Он компактен и помещается в багажник любой машины.
Вы сами сможете решить, какое железное изделие у вас получится сделать по финансам, а также по физическим возможностям. Ищите идеи на сайтах, где выкладываются чертежи и мастер классы по изготовлению полезных поделок. Не бойтесь фантазировать и планировать воплотить в жизнь осенившую вас идею.
Как я построила аэродром в пустыне
Последние два года я много езжу по миру на выставки, перформансы. Постоянно подаю заявки на разные гранты и участвую в конкурсах. В прошлом году четыре раза была в США — участвовала в знаменитом фестивале Burning man, который проходит в пустыне Блэк-Рок в Неваде. Это такой огромный 8-дневный арт-перформанс, куда съезжается несколько десятков тысяч человек. Они строят арт-объекты, исполняют музыку — и все для того, чтобы как следует повеселиться и почувствовать себя счастливыми.
На Burning man я делала масштабную инсталляцию «Аэродром для витания в облаках». Это мой самый большой проект — 36 × 15 м, который мы готовили почти год. Сейчас «аэродром» хранится в разобранном виде на складе в Неваде, и в этом году я его буду расширять: дополню башней в виде взлетающего наверх 11-метрового самолета.

Преимущества сварных изделий
Одним из основных достоинств вещей, созданных при помощи художественной сварки, считается красивый и оригинальный внешний вид.

Такой метод позволяет изготовить сотни и тысячи вариантов готовых изделий и деталей, которые могут выполнять практическую функцию или служить исключительно в виде украшения. Сварка позволяет получить изящные и привлекательные предметы, которые невозможно повторить в точности.
Хотя это относительно новый вид искусства, в отличие от ковки, он все больше привлекает внимание. Одним из центров художественной сварки является институт Патона
Еще одним плюсом изделий из железа, выполненных с помощью художественной сварки, является высокая прочность и надежность. Такие предметы, будь то орнаменты для украшения забора или мебель для улицы, не боятся повышенных механических нагрузок, имеют долгий срок службы, не требуют специфичного или сложного ухода, сохраняя не только физические качества, но и внешний вид. Для дополнительной защиты художественных изделий можно использовать специальные составы для отталкивания пыли, грязи и влаги.







Поделки из металла отлично сочетаются с другими предметами и различными материалами, в том числе кирпичом, блоком, камнем и деревом.
Если, например, сварные декоративные элементы предназначаются для украшения забора или ворот, они отлично смотрятся в сочетании с профнастилом, красным и облицовочным кирпичом, бетоном и другими материалами.
Мебель, созданная методом художественной сварки, красиво смотрится в классическом интерьере, барокко, романском, греческом стиле, а мелкие изделия способны украсить комнату, оформленную в направлении High-Tech.
Сварка титана: методы борьбы с трещинообразованием
- Соблюдение всех технологических процедур, предусмотренных нормативными документами, для того чтобы предотвратить попадание в зону ведения сварки вредных газов или паров воды. С этой целью предусмотрено выполнение тщательной подготовки рабочего поля, качественная зачистка детали и сварочного материала, а также обеспечивается качественная защита металла.
- Проведение процедуры снятия с заготовки остаточного сварочного напряжения.
- Для максимального снижения эффекта трещинообразования рекомендуется с (α + β)-сплавами работать в сравнительно мягком режиме (при скорости охлаждения поверхности 10-20 ˚С/с), в то время как α- и псевдo α-сплавы – в жёстком.
- В присадочном и основном свариваемом материале необходимо снизить процентное содержание газов: водорода до уровня менее 0,008%, азота – менее 0,04%, а кислорода – менее 0,1-0,12.
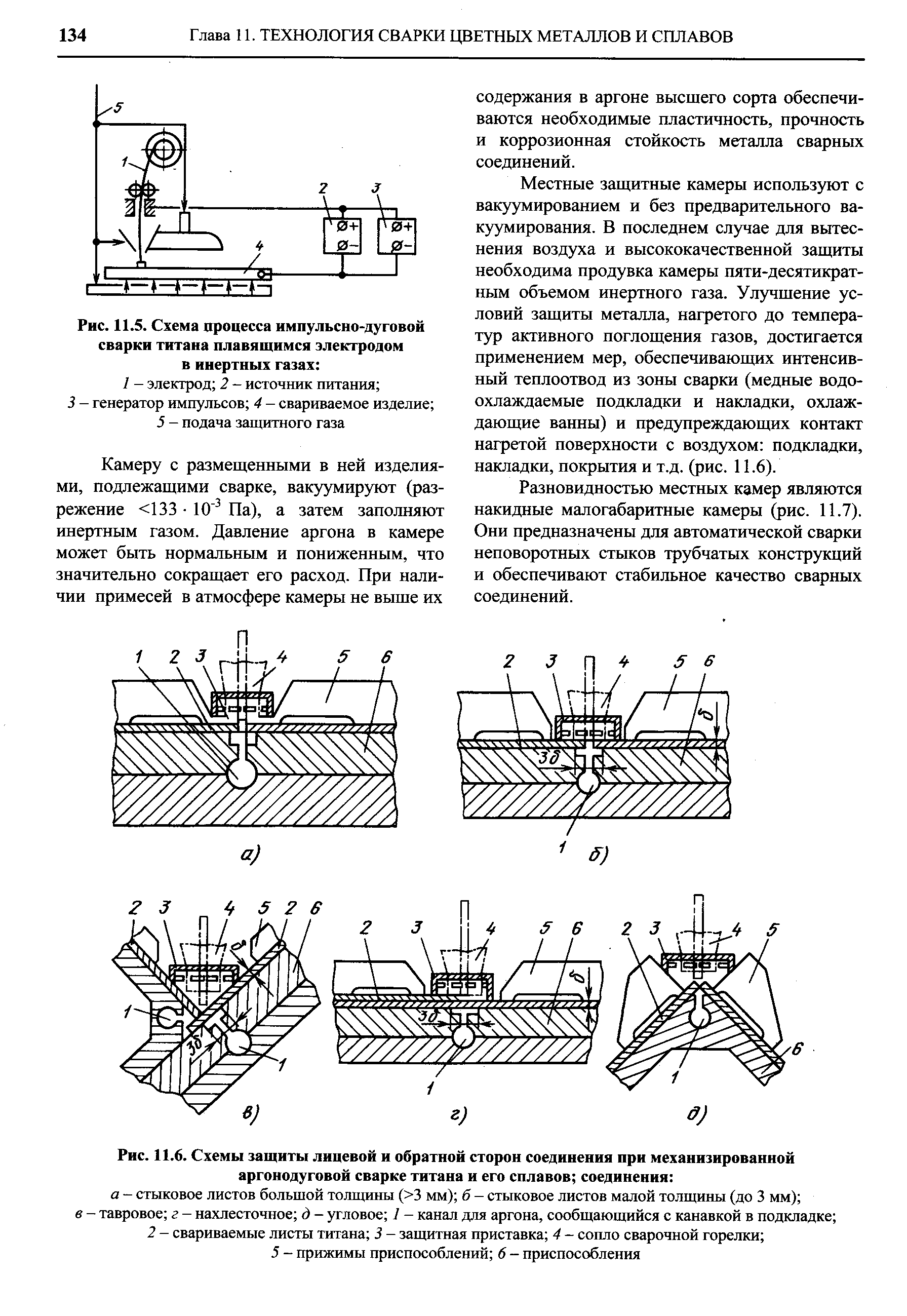
- Защита металла от насыщения газами.
Ручная дуговая сварка титана и титановых сплавов
Технология, техника и режимы сварки
Ручную
дуговую сварку титана вольфрамовым электродом выполняют постоянным током
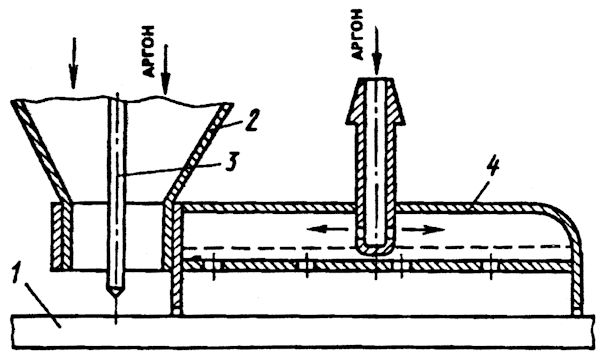
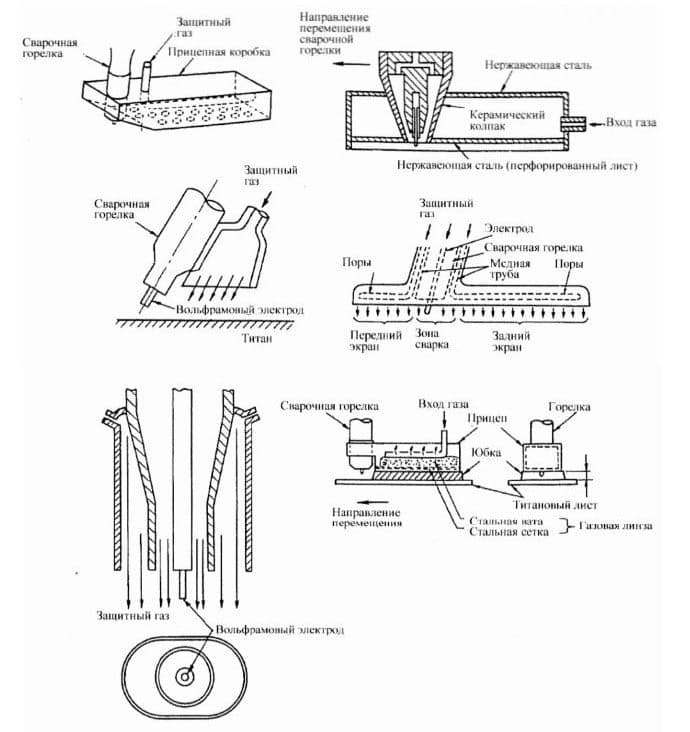
прямой полярности. При сварке используют специальные приспособления, с помощью
которых обеспечивается защита зоны сварки, околошовной зоны, корня шва, а также
остывающих участков шва. Такими приспособлениями могут быть, в частности, удлинённые
насадки с отверстиями, защитные козырьки и др.
Защиту корня шва можно обеспечить, если плотно поджать сварные кромки к медной
или стальной подкладке. Можно, также, использовать подкладку с отверстиями,
или изготовленную из пористого материала и подавать через неё защитный газ.
При сварке труб из титана защитный газ пропускают внутрь трубы.
Если толщина свариваемого металла не превышает 3,0мм, то при их сборке допускается
зазор от 0,5мм до 1,5мм. В этом случае сварку производят без использования присадочного
материала. Если используют присадочный материал, по составу сходный со свариваемым
металлом, то диаметр электрода принимается равным толщине основного металла.
Приблизительные режимы для ручной дуговой сварки титана и его сплавов вольфрамовым
электродом диаметром 1,5-2мм и присадочной проволокой диаметром 2мм составляют:
сила тока 90-100А для сварки металла, толщиной 2мм и 120-140А для металла толщиной
3-4мм. Сварку производят постоянным током прямой полярности, как уже говорилось
выше.
Ручную сварку титана проводят без колебательных движений, на короткой дуге.
При этом наклон электрода должен быть в противоположную сторону от направления
его движения, т.е. сварка выполняется «углом вперёд». Если используется
присадочный материал, то рекомендуемый угол между электродом и присадочным прутком
составляет 90°. Подача присадочной проволоки осуществляется без перерыва.
 После
После
окончания процесса сварки и гашения электрической дуги, необходимо продолжать
подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры
ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва
и зоны
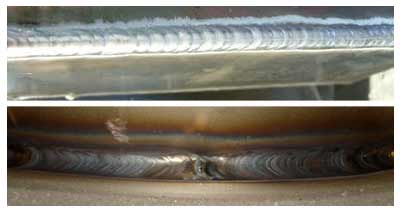
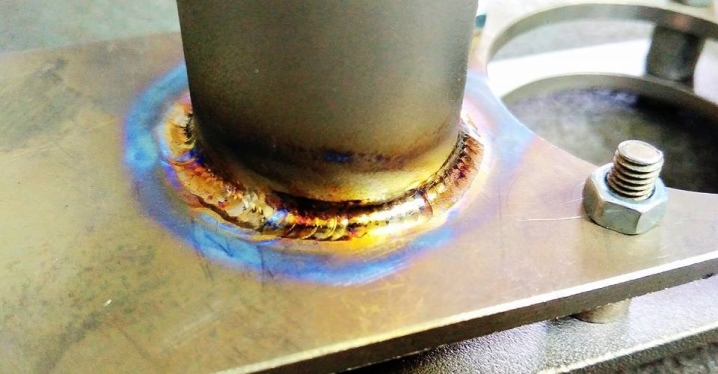
термического влияния. Окисленный шов хорошо различается по цвету. Качественный
шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет
серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа
показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
Что можно изготовить
В различных журналах, газетах, интернете можно найти огромное количество чертежей поделок из металла. Ведь для того чтобы сделать подобные вещи не нужно обладать углублёнными специальными знаниями.
Даже если мужчина не сильно владеет инструментом, он всё равно может сделать самые простые вещи. Например, такие как:
- Браслет ручной работы;
- Серёжки;
- Пояс;
- Цветы;
- Кольцо;
- Различные аксессуары;
- Шкатулка;
- Вазы небольших размеров и.т.п.
Единственное, что требуется от человека – это проявить терпение и задействовать свой творческий потенциал. И тогда даже поделки из металла, сделанные при помощи сварки не будут казаться такими страшными.
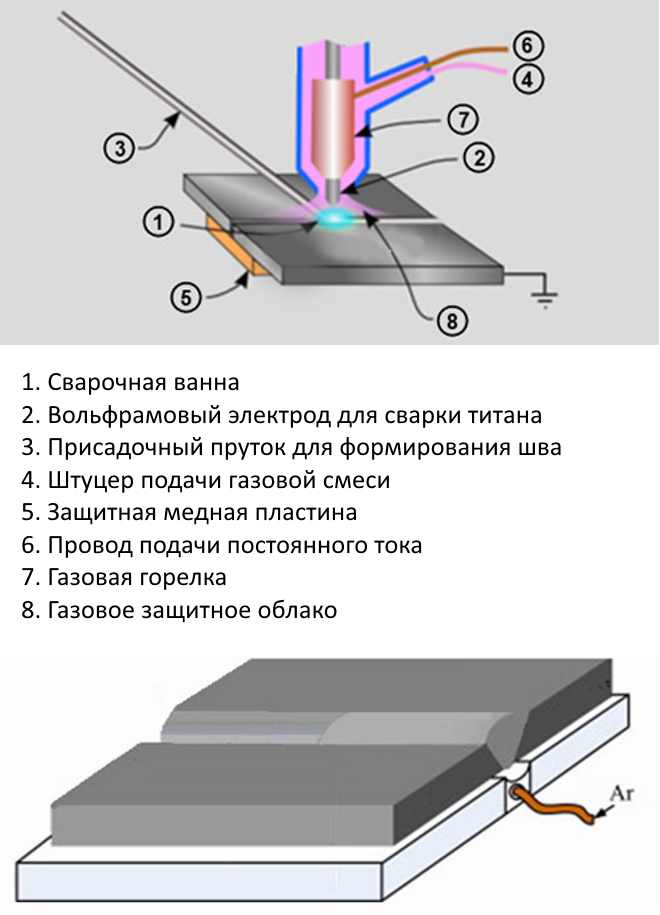
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Особенности ручного метода сварки
Ручная сварка применяется для изготовления изделий в единственном числе или мелкими сериями, при выполнении работ большой сложности, с которыми автомат справиться не в состоянии. Ток выбирают около 100-140 А. Электрод нужно вести прямо, с наклоном вперед. Оборудование настраивается на постоянный ток. Зона сварки подвергается защите, которая не снимается в течение 1-2 минут после отключения тока. Цвет шва свидетельствует о его качестве: высокое – серебристый, низкое – синий или черный.

Необходимые электроды
Для сварки титановых сплавов используются электроды, изготовленные из вольфрама с добавками небольшого количества оксида лантана, который дает возможность увеличения тока на 50%, продлить срок службы и снизить степень загрязнения сварочной ванны. Конус изделия для снижения шероховатости полируется.
Подготовительные работы
Прим сварке пищевой стали особое внимание следует уделять подготовительным работам. Правильность подготовки стальных заготовок оказывает заметное влияние на качество конечного результата
Фаска на соединяемых кромках. Если сваривается достаточно толстый прокат, от 5 (мм), то на стыкуемых поверхностях нужно обязательно снять фаску.





Благодаря фаскам у сварщика появится свободный доступ к корню шва, что позволит сделать качественное и надежное соединение.
Разумеется, фаски следует делать не всегда. Если сваривается нержавеющая пищевая сталь небольшой толщины, до 3-5 (мм), то электрод сможет добраться до корня шва без помощи дополнительного зазора.
При обезжиривании улучшится контакт электрода с металлическими поверхностями, которые соединяются. Это повысит как производительность, так и качество шовного соединения.
Касательно непосредственно процесса сварки пищевой стали, если соединяются заготовки большой толщины, то сварочный шов создается послойно. В этом случае делается многократный проход электродом.
Послойное создание шва даст возможность снизить деформацию изделия.

Другие чудачества
Для тренировки начинающего сварщика вот ещё какая может быть выполнена конструкция. Олень. Из металлических колец. Берутся металлические кольца диаметром 5 – 6 см. и на земле начинают их приваривать друг к другу.

Тут надо иметь богатое образное мышление. Чтобы, создавая одну сторону лося, не забыть вовремя начать возвышение тела у лося. Применить лучше для этого обломки кирпича. Так и приваривать кольца, постепенно возвышая тело лося, которое лежит на боку на почве.

По ходу дела можно придумывать новые способы поддержки колец перед привариванием. Сотни колец уйдут на всю поделку.

Но результат изумительный. Когда лося поставят на ноги. Ажурная голова, объёмная модель тела, рога лося – всё чётко и зримо. Такое творение даже на выставку могут взять.

Виды сварки
Для создания художественных скульптур в домашних условиях не используют полуавтоматическую, автоматическую, лазерную или другую сложную сварку. Популярные варианты:
- Газовая сварка – наплавляют присадочной проволокой разного диаметра. Понадобится ацетилен или пропан. Во втором случае температура разогрева металла ниже, чем в первом. Цветные металлы варят аргоном.
- Ручная дуговая – послойно накладывают швы. Шлак удаляют, поскольку он портит качество между слоями. Высокая температура плавления металла, но для этой деятельности применяют низкий ток и электроды диаметром менее 4 мм.
По правилам художественная сварка делается газом и проволокой, но можно и дуговой, но это сложнее. Для создания хороших работ нужен опыт.
Заключение
Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.