
Заказать закалку стали в ЧЗМК
Череповецкий завод работает для вас более 55 лет. Мы занимаемся изготовлением конструкций из металла, а также оказываем различные услуги по обработке стали. Наши квалифицированные специалисты выполняют работу качественно, в собственных цехах и на современном оборудовании.
Заказывая закалку стали у нас, вы можете не беспокоиться о качестве и результате. За процессом работы наши клиенты наблюдают с помощью онлайн-трансляции, а на все услуги у нас действует гарантия сроком от 12 до 24 месяцев.
Мы доставляем заказы во все регионы России и предлагаем удобные способы оплаты. Заплатить вы сможете наличным или безналичным расчетом.
Для получения консультации или оформления заказа звоните нам или оставляйте онлайн-заявку на сайте. Наши опытные менеджеры всегда рады помочь вам.
Выбор стали для закалки
Для начала условно разделим все стали на высокоуглеродистые и легированные. Все стали – это сплавы железа с углеродом и различными легирующими элементами; от того, преобладает ли в ней один углерод или в значительном количестве присутствуют и легирующие элементы, и будет зависеть название стали. Нельзя сказать, что та или иная группа хуже или лучше поддается закалке; у них изначально очень разные характеристики и разные задачи, поэтому мы просто расскажем о закаливании тех и других сталей.
Закалка углеродистых сталей
С этой сталью, как и с изделиями из нее, накоплен огромный опыт работы. Сама по себе она требует меньших температур закалки, чем легированная различными элементами – у нее и без этого довольно высокие показатели твердости и прочности, которые так ценятся на рынке.
- Низкоуглеродистые стали закаливают при температурах от 727 до 950 °С.
- Средне- и высокоуглеродистые стали закаливают при температурах от 680 до 850 °С.
Нужно помнить, что стали с совсем низким содержанием углерода закалке вообще не поддаются.
Если мы желаем изготавливать и закалять в домашних условиях клинок из углеродистых сталей, нам подойдут следующие марки.
Эти марки при правильной термообработке характеризуются большой прочностью и твердостью, хотя и низкой устойчивостью к коррозии.
Закалка легированных сталей
Помимо железа и углерода в таких сталях содержится значительное количество различных легирующих элементов, которые придают сплаву особые свойства, нужные в той или иной сфере.
- Хром превращает сталь в коррозионностойкую, если его содержание превышает 12–16 %.
- Молибден и никель повышают прочность стали и ее способность выдерживать высокие нагрузки.
- Ванадий улучшает износостойкость сплава и придает клинкам из него способность держать необычайно острую заточку.
Ввиду наличия в сплаве этих элементов сталь обладает худшей теплопроводностью, чем чистая углеродистая, поэтому: 1) для нагрева и охлаждения ей понадобится больше времени – если ускорять процесс искусственно, то по сплаву могут пойти трещины; 2) для закалки ей нужна большая температура – от 850 до 1 100 °С.
К сожалению, правильная термообработка сложнолегированных сталей достаточно трудна, так как для придания клинку высоких рабочих свойств нужны и точная температура, и специальное оборудование для глубокого охлаждения. Поэтому закалить их качественно «на глазок» не получится.
К наиболее распространенным маркам относятся следующие:
О последнем образце можно сказать, что он исключительно износостоек.
Технология закалки
Режим закалки определяется температурой, временем выдержки, скоростью охлаждения, используемой охлаждающей средой.
Способы закалки стали:
- в одном охладителе – применяется при работе с деталями несложной конфигурации из углеродистых и легированных сталей;
- прерывистый в двух средах – востребован для обработки высокоуглеродистых марок, которые сначала остужают в быстро охлаждающей среде (воде), а затем в медленно охлаждающей (масле);
- струйчатый – обычно востребован при частичной закалке изделия, осуществляется в установках ТВЧ и индукторах обрызгиванием детали мощной струей воды;
- ступенчатый – процесс, при котором деталь остывает в закалочной среде, приобретая во всех точках сечения температуру закалочной ванны, окончательное охлаждение осуществляют медленно;
- изотермический – похож на предыдущий вид закалки стали, отличается от него временем пребывания в закалочной среде.
Типы охлаждающих сред
От правильного выбора охлаждающей среды во многом зависит конечный результат процесса.
- Для поверхностной закалки и работы с изделиями простой конфигурации, предназначенными для дальнейшей обработки, применяется в основном вода. Она не должна содержать соли и примеси моющих средств, оптимальная температура +30°C.
Внимание! Использовать этот способ охлаждения для деталей сложной конфигурации не рекомендуется из-за риска появления трещин. Внимание! Для работы с изделиями из углеродистых сталей со сложным химическим составом используют комбинированное охлаждение
Оно состоит из двух этапов. Первый – охлаждение детали в воде, второй, после +200°C, – в масляной ванне. Перемещение из одной охлаждающей среды в другую должно производиться очень быстро
Для изделий сложной формы применяют 50% раствор каустической соды, который нагревают до +60°C. При использовании такого состава для охлаждения сталь приобретает светлый оттенок. Пары каустической соды вредны для здоровья человека.
Для тонкостенных деталей, изготовленных из углеродистых и легированных сталей, применяются минеральные масла, обеспечивающие постоянную температуру охлаждения, не зависящую от температуры окружающей среды. Главное условие, которое необходимо соблюдать при охлаждении сталей после закалки, – отсутствие воды в минеральных маслах. Недостатки процесса: выделение вредных для человека паров, возможность возгорания масла, образование налета, постепенная потеря эффективности охлаждающего состава.
Внимание! Для работы с изделиями из углеродистых сталей со сложным химическим составом используют комбинированное охлаждение. Оно состоит из двух этапов
Первый – охлаждение детали в воде, второй, после +200°C, – в масляной ванне. Перемещение из одной охлаждающей среды в другую должно производиться очень быстро.
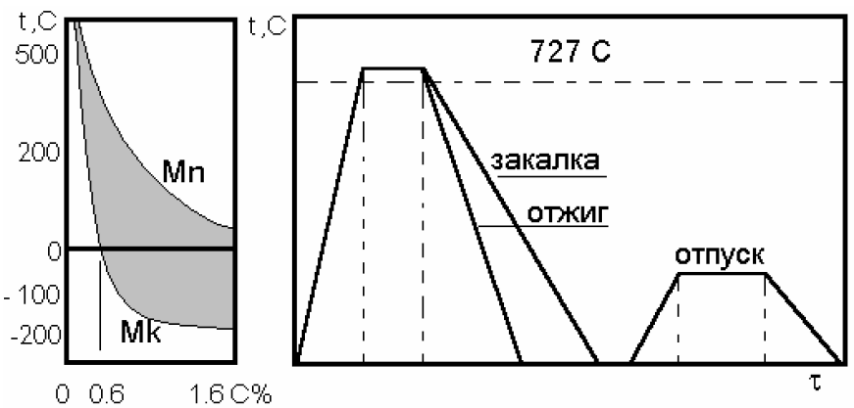
Технология закалки, отпуска пружинной стали
Чтобы получить металл с нужными физическими свойствами, применяется отпуск и закалка пружинной стали. Каждый из этапов имеет свои технологические особенности:
- Сперва выполняется закалка пружинной стали при высоких температурах. Благодаря закалке заметно повышается предел текучести материала, что делает сталь упругой, ковкой, устойчивой.
- Однако во время высокотемпературной закалки внутри сплава образуются мартенситные соединения, которые резко ухудшают упругость материала, делают его необычайно ломким и твердым.
- Чтобы избавиться от мартенситных соединений следует применять отпуск пружинной стали при невысоких температурах. Во время такой обработки мартенситы разрушаются, что позволяет получить материал с нужными свойствами.
Обратите внимание, что температура и время обработки на каждом из этапов зависят от того, какие применяются марки пружинной стали. Для примера: марка рессорно пружинной стали 65Г должна проходить закалку при температуре +800-850 градусов, отпуск — при +200-300 градусах. В ряде случаев закалка, отпуск комбинируются с процедурой нормализации металла
В ряде случаев закалка, отпуск комбинируются с процедурой нормализации металла
Эта процедура позволяет избавиться от лишних напряжений внутри металла, однако в большинстве случаев нормализация происходит сама собой во время остывания материала. Поэтому дополнительная обработка методом нормализации обычно не требуется
В ряде случаев закалка, отпуск комбинируются с процедурой нормализации металла. Эта процедура позволяет избавиться от лишних напряжений внутри металла, однако в большинстве случаев нормализация происходит сама собой во время остывания материала. Поэтому дополнительная обработка методом нормализации обычно не требуется.
Термическая закалка
Закалка пружинной стали проводится с учетом следующих параметров:
- Методика нагрева металла, характер остывания материала, температура окружающей среды.
- Состав металла, наличие и тип легирующих добавок, общая концентрация углерода.
- Способ сохранения нужного температурного диапазона для проведения закалки.
- Методика охлаждения материала после проведения закалки, способ хранения материала.
Малолегированные стали рекомендуется нагревать быстро. Ведь при медленном нагреве происходит постепенное испарение углерода, что критично для малолегированных материалов. Однако со скоростью нагрева не нужно перестараться. Если нагрев будет идти очень быстро, то в таком случае может произойти неравномерный разогрев материала. Из-за этого возрастает риск образования различных металлических дефектов (трещины, кромки, разрушение углов).
Оптимальным способом нагрева будет применения двух печей. В первой печи материал постепенно нагревается до 500-700 градусов, а потом он поступает во вторую печь, где происходит финальная закалка.

Для нагрева рекомендуется применять газовые печи. Однако во время нагрева следует следить за распределением тепла, чтобы избежать появления «термических островков» на металле. Электрические печи нагреваются достаточно медленно, поэтому их применение в данном случае проблематично с практической точки зрения. Единственное исключение из этого правила — закалка тонких металлов, которые не нуждаются в дополнительном равномерном прогреве по понятным причинам.
Время выдержки зависит от многих параметров, однако в среднем общее время закалки составляет 80 минут для пламенных печей и 20 минут для электрических установок. Определенное значение также имеет форма изделия. При работе с плоским листами закалка может проводиться быстро. Тогда как в случае материала, обладающего сложной формой, рекомендуется выполнить дополнительный прогрев. Оптимальный способ охлаждения материала — на открытом воздухе.
Финальный термический отпуск
Чтобы избежать появления твердых мартенситных фракций, нужно выполнить термической отпуск непосредственно сразу же после закалки. Температурный режим также зависит от того, какая марка рессорно пружинной стали подвергалась закалке. Для отпуска можно применять как пламенные, так и электрические печи. Тип печи будет также влиять на длительность отпуска.
Пример: сталь 65Г рекомендуется подвергать высокому отпуску при температуре +500-600 градусов. Способ охлаждения — воздушный. Время выдержки — 30-150 минут в зависимости от типа печи. После проведения закалки рекомендуется выполнить контрольные мероприятия. Однако делать это нужно только после полного остывания материала, чтобы не повредить сплав.

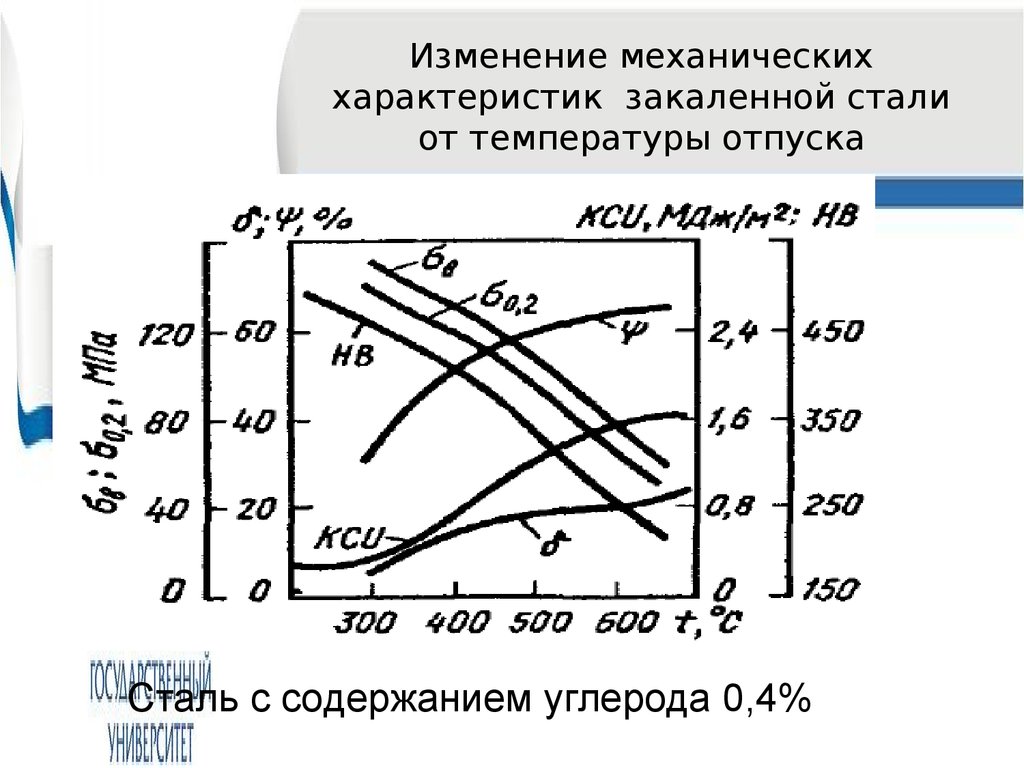
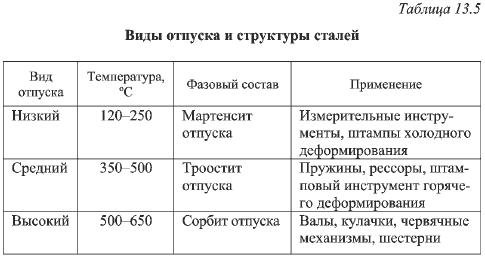
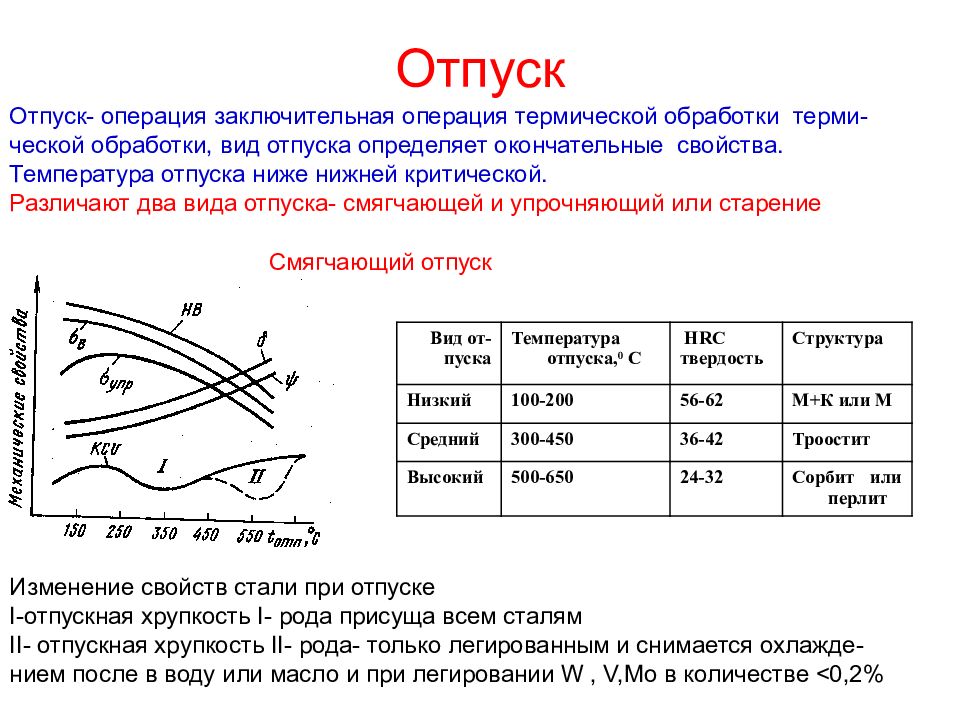
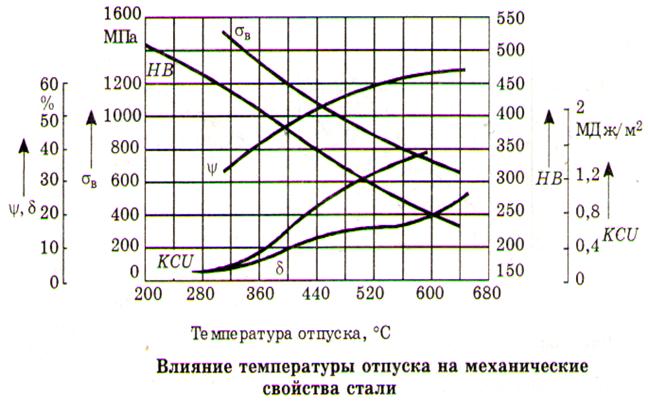
СРЕДНИЙ ОТПУСК
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
Секреты закалки: отпуск
Закалка имеет на только положительное, с точки улучшения эксплуатационных свойств стали, свойство, заключающееся в увеличении твердости в несколько раз, но и отрицательное, состоящее в увеличении хрупкости заготовки. Другими словами при ударе закаленного ножа по металлу, камню, дереву или кости лезвие его может легко расколоться. Во избежание этого используют третий вид термообработки, называемый отпуск. Заготовку необходимо нагреть до температуры 180 – 200°С, выдержать в течение часа и охладить на воздухе. Многие домашние мастера отпускают калёные ножи из напильников в расплаве свинца, однако из-за более высоких температур (температура плавления свинца 327 °С) это может вызвать значительное снижение твёрдости и потерю режущих свойств. Лучше всего воспользоваться обыкновенной газовой или электрической духовкой, если удастся уговорить хозяйку дома.
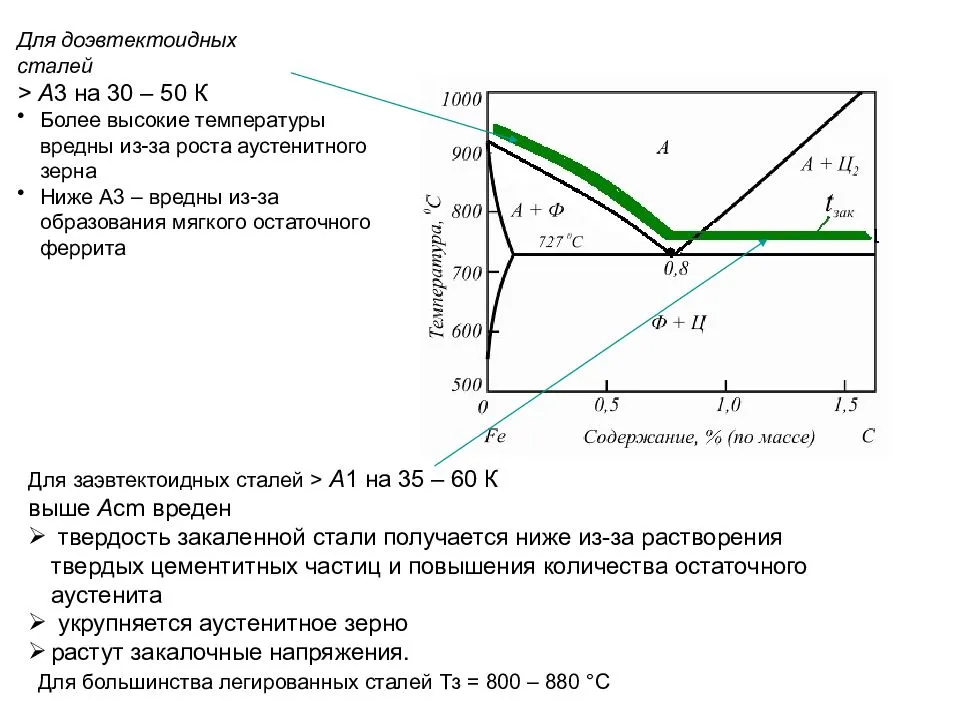
Температурный режим
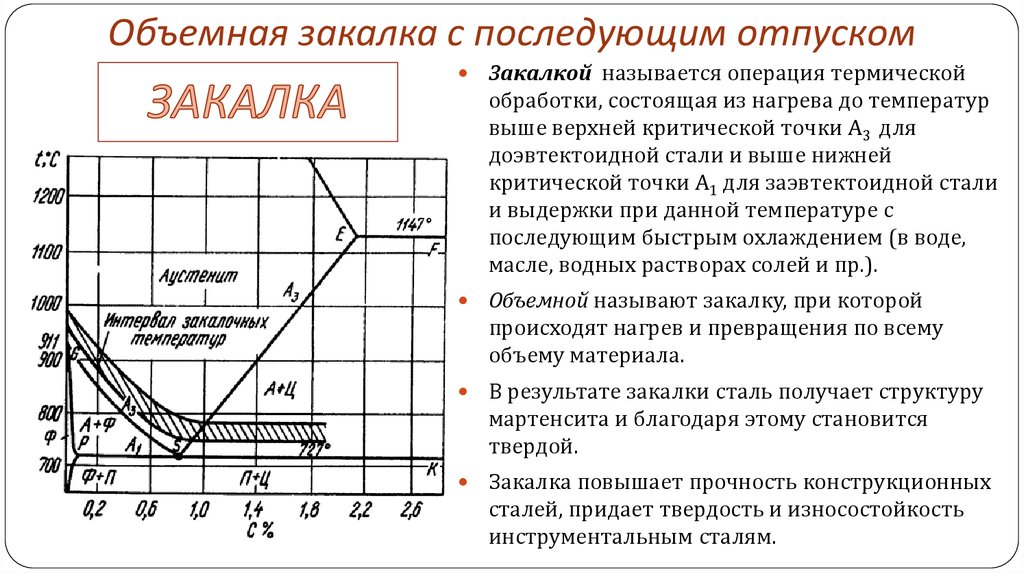
Для выбора температурного режима для закалки металла используют диаграмму «железо-углерод». Для стали с высоким содержанием углерода определить температуру очень просто. Нагрев конструкционной стали (с углеродом – менее 0,8%) необходимо нагреть до температуры над линией GS и на 30-50 градусов выше точки Ac3. Для материала с углеродом больше 0,8% оптимальная температура – на 30-50 градусов выше линии PSK.
Температурный режим для легированной стали выбирают в соответствии с критическими точками, но этот процесс считается более сложным из-за содержания в металле других компонентов.
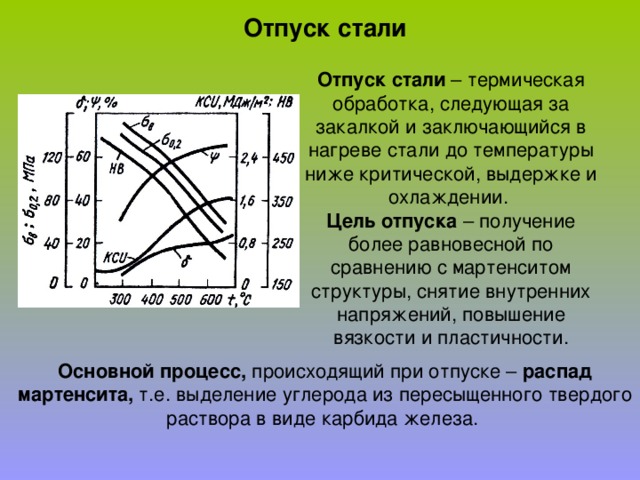
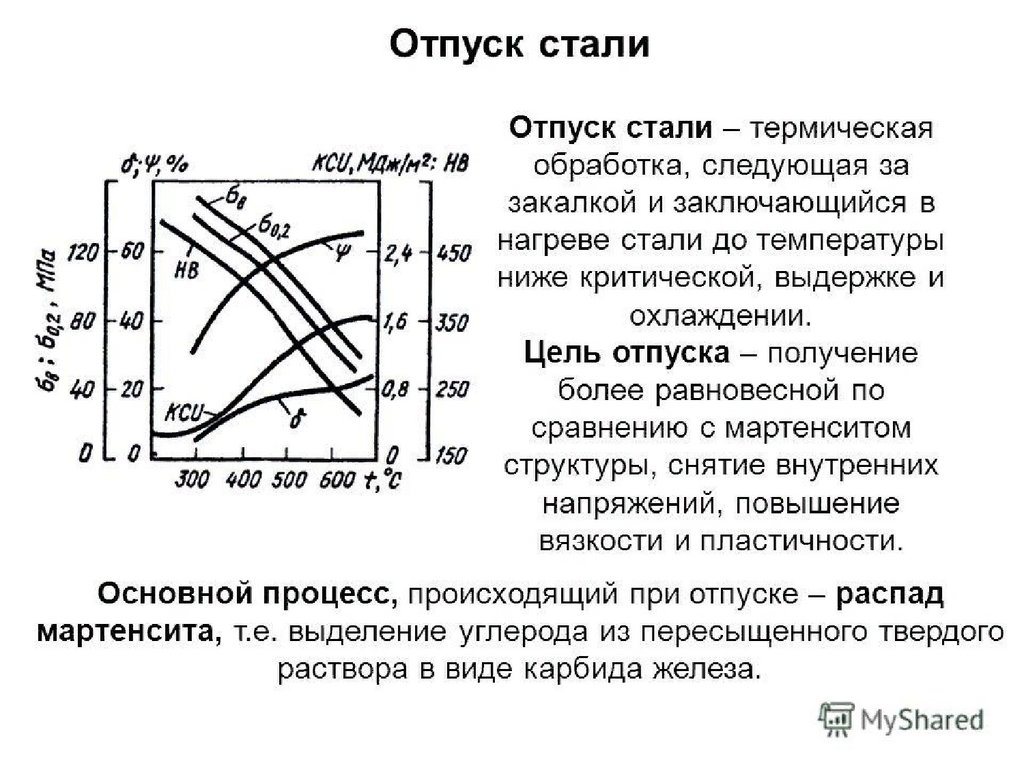
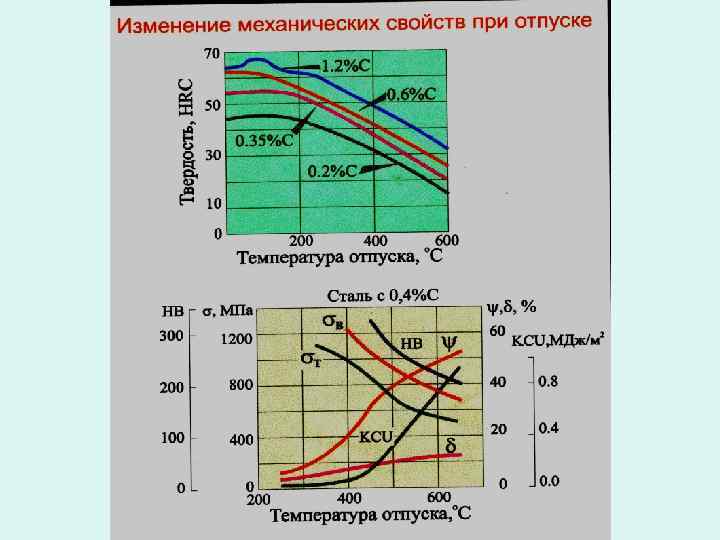
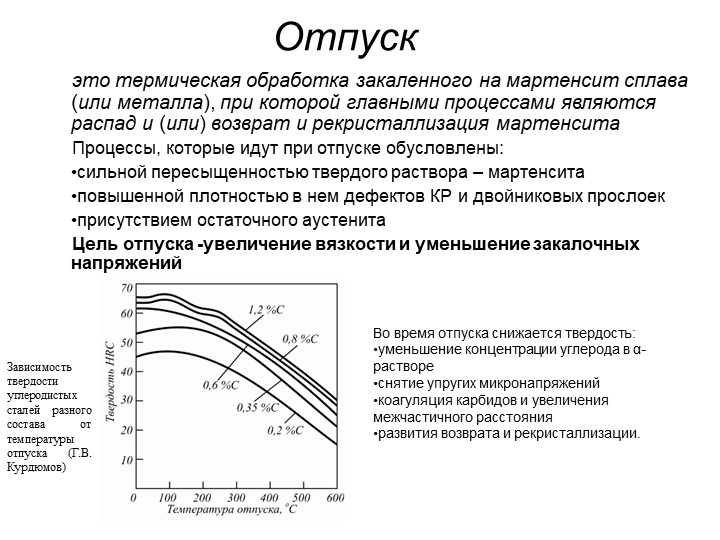
Свойства стали после закалки
Углеродистая сталь в процессе нагрева проходит через ряд фазовых изменений своей структуры, при которых меняется ее состав, а также форма и элементов кристаллической решетки. При критической температуре 723 °C в еще твердом металле начинается распад цементита (карбида железа) и формирование равномерного раствора углерода в железе, который называется аустенит. Это состояние углеродистой стали является исходным для закалки.
При медленном охлаждении аустенит распадается, и металл возвращается в исходное состояние. Если же сталь охлаждать быстро, то аустенит не успевает изменяться, и при определенной скорости охлаждения и пороговых температурах формируются кристаллические решетки и химические составы, придающие ей различные эксплуатационные свойства. Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже).
Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр.). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
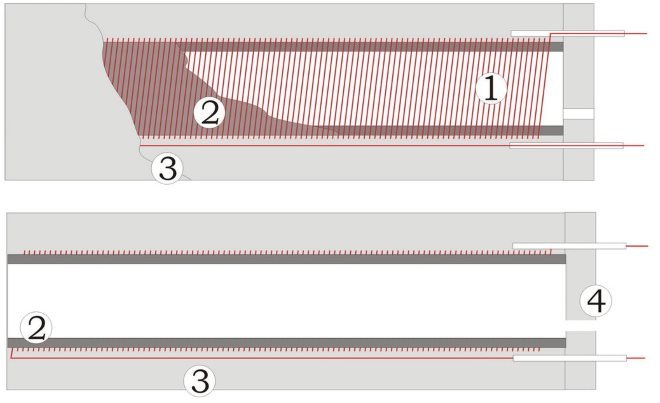
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.

Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.

Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
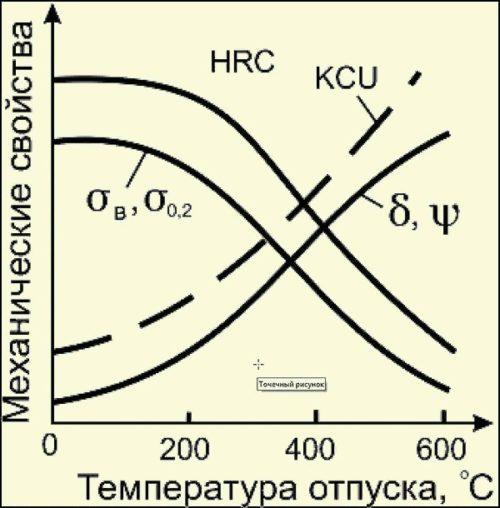
Высокий отпуск
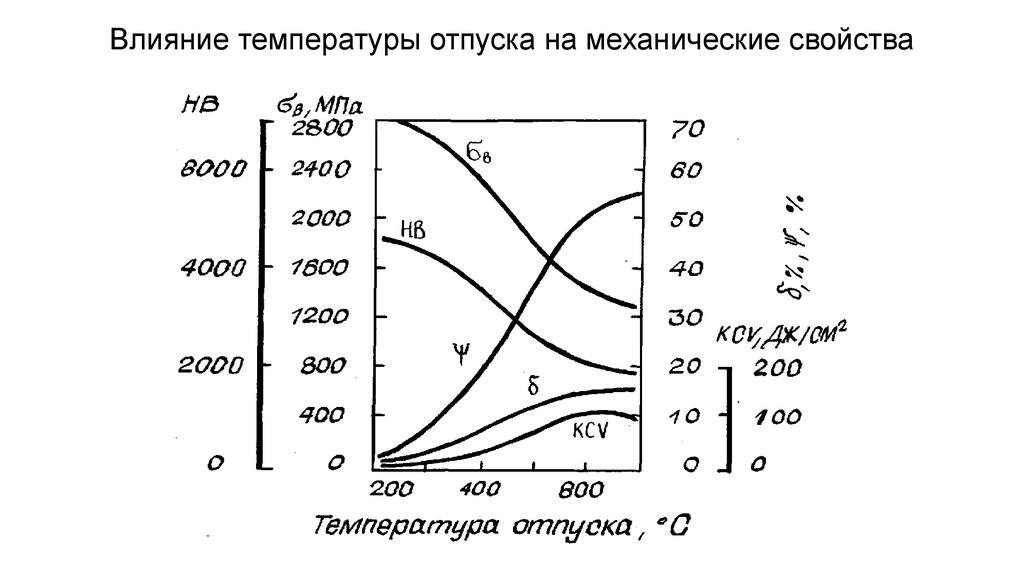
Высокий отпуск проводится в температурном диапазоне, приближенном к критической точке: от 450 ºC до 650 ºC. После такой термообработки сталь становится пластичной, у нее повышается относительное удлинение и сужение, а также ударная вязкость. Это связано с тем, что металл приобретает структуру сорбита отпуска и у него на 95 % снижаются внутренние напряжения. Таким способом отпускают изделия, работающие в условиях ударных нагрузок: валы, оси, шатуны, детали прессов и кузнечных молотов. Если же сталь отпускать при 690 ºC, то в ее структуре будет превалировать зернистый перлит, а сама она будет иметь максимальную пластичность и минимальную прочность. У некоторых ванадиевых, хромовых и вольфрамовых сталей при отпускании с нагреванием до 560 ºC может происходить образование троостита, что ведет к повышению твердости (т. н. вторичная твердость).
Применение рессорной стали для изготовления ножа
Пружинный материал 65Г применяют для изготовления ножей ножеделы-любители. Благодаря уникальным характеристикам металл находит своё применение в различных сферах.
Клинки для кухни, охоты, туризма – все показывают отличные режущие качества. При особой надобности, реально выковать меч либо топор. После закалки сталь приобретает хорошую жёсткость, что позволяет изделием рубить.
Примеры использования рессорной стали:
- Кухонный нож. В не лучшие времена для страны, после распада СССР, не все люди могли позволить себе хороший кухонный набор ножей. Приходилось выкручиваться. Рессоры и пластины из стали 65Г были легкодоступны. На кухнях постсоветского пространства часто встречались самодельные изделия. Рукоять изготавливали из подручного материала: дерево, простая эпоксидка, и изолента – не мешали ножам оставаться на высоте.
- Туристический нож. Минус пружинного металла – он подвержен коррозии, требует постоянного ухода после использования. Нож подойдёт для применения в походных условиях. Важным моментом является закалка. При слабой – лезвие быстро затупится о консервную банку. Следует знать твёрдость ножа.
- Армейский. Тактические или в нынешнее время – армейские ножи, отлично справляются со своими обязанностями. Серрейторная заточка увеличит сферы применения клинка. Колющие удары выдерживает без проблем. В бытовых условиях бойцу или «выживальщику» станет ценным помощником.
- Топор, мачете или меч. Сплав 65Г и аналоги, позволяет изготовить действительно грозное оружие. Непременно толщина изделия играет немалую роль. Производя такой шедевр, необходимо запастись рессорой от грузовика, или раздобыть длинную пластину.
При правильной обработке металла мы гарантировано получим отличный клинок. Мало опыта с изготовлением изделий из стали – ерунда. Далее, в статье предоставим подробное описание изготовления ножей из рессоры, различными способами.
Как изготовить муфельную печь?
Как закалить металл в домашних условиях при помощи муфельной печи, изготовленной своими руками? Такое приспособление станет очень нужным в домашнем хозяйстве. Оно позволят провести термическую обработку изделий из металла без лишних манипуляций. Для изготовления печи своими руками требуется огнеупорная глина, используемая для покрытия. Из этого материала создается камера толщиной не больше 1 см. Ее размеры должны составлять 210х105х75мм.
Осуществляя лепку муфельной печи своим руками, прибегают к использованию к заранее приготовленной формы из картона. Чтобы она не липла, ее пропитывают парафином.
Глину намазывают на форму с изнанки. В этом случае во время просушивания она не даст усадки. При затвердевании материал сам отойдет от граней формы. Огнеупорная глина может стать основой двери печи.
Самодельной муфельной печи надо дать просохнуть на открытом воздухе. Затем ее просушивают до конца в печи при 100 ºС. Двери и камера обжигаются постепенно при увеличении температуры до показателя 900 ºС.
Деталям следует дать остыть, не вынимая их из печи. Затем к ней присоединяется дверка. Ее поверхность шлифуется при помощи напильника.
На камеру наматывается 18 м проволоки из нихрома. Толщина ее должна составлять 0,75 мм. Первый и последний витки необходимо скрутить. Чтобы не возникло замыкание, расстояние между витками обмазывается глиной. На сухой слой материала надо намазать еще один слой толщиной 12 см.
Муфельная печь, сделанная своими руками, заключается в металлический каркас, размер которого составляет 270х200х180 мм.

Для облегченной сборки корпуса его следует сконструировать с двумя съемными крышками, фиксируемыми посредством винтов.
К передней крышке на петлю крепится дверца. Она должна открываться в горизонтальном направлении. На эту дверку при помощи болтов и прокладок нужно установить керамическую деталь.
Все зазоры замазываются глиной, а края проволоки убираются на заднюю крышку каркаса.
Затем делается разъем и стандартный шнур с вилкой. Все отверстия между нагревающими деталями и каркасом заполняются асбестовой крошкой.
Для установки термопары и получения возможности отслеживать процесс закалки металла в камере необходимо просверлить два отверстия. Диаметр первого должен составлять 1 см, а второго 2 см. К ним крепятся закрывающиеся шторки из металла.
Вес самодельной муфельной печи составляет 10 кг. Она раскаляется до показателя температуры 900 ºС в течение часа. При ее помощи можно облегчить процесс закаливания сверл, напильников, матриц и множества других металлических изделий.
Муфельное оборудование для закалки металла не является единственным устройством. С этой целью применяют камерное приспособление, электрическую или термическую печь, а также печь-ванну. Сделать муфельную печь своими руками выгоднее, чем приобрести готовое оборудование. К примеру, средняя цена такого приспособления на рынке составляет 40 000 руб.
Закаливать металл научились давно — такая процедура существенно укрепляет изделия из него. Сейчас в основном применяется промышленная с помощью термических печей, но даже бытовая закалка стали в домашних условиях способна лишить металлический предмет нежелательной мягкости и тягучести.
Имеется и обратная сторона — излишнее закаливание наделяет металл чрезмерной хрупкостью, но её так же можно устранить собственными силами, подвергнув изделие отпуску.
Закалка нужной степени не даст металлу легко гнуться, и в то же время не позволит ему крошиться. Как правильно термически обработать стальное изделие, чтобы этого добиться самостоятельно — тема нашего обзора способов закалки.
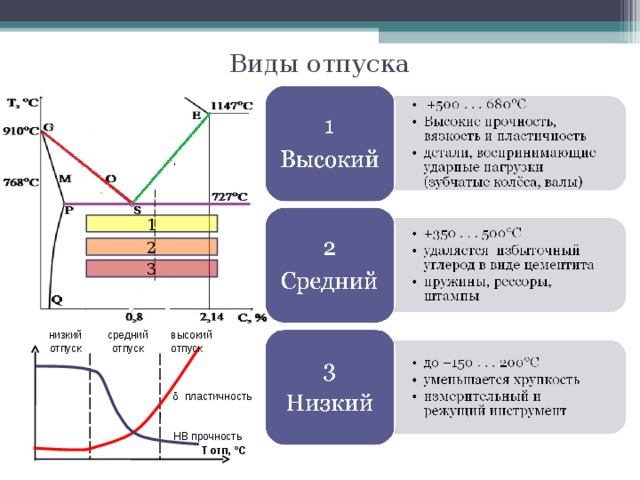
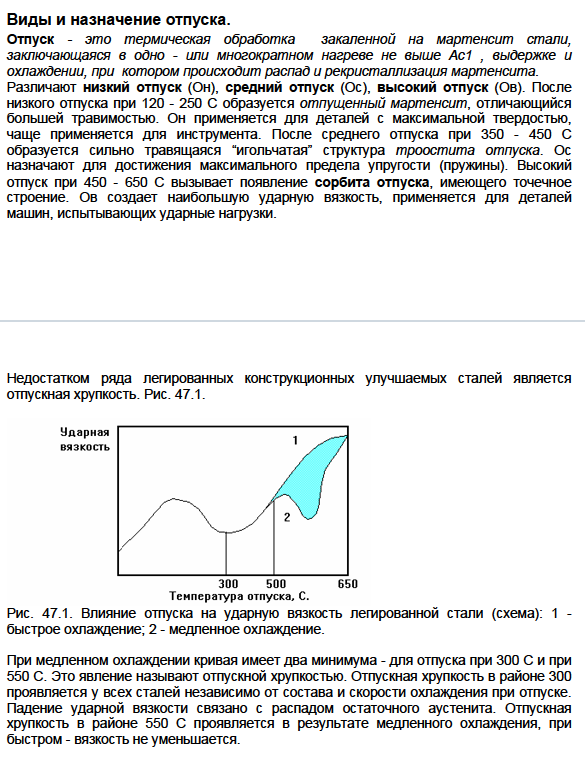
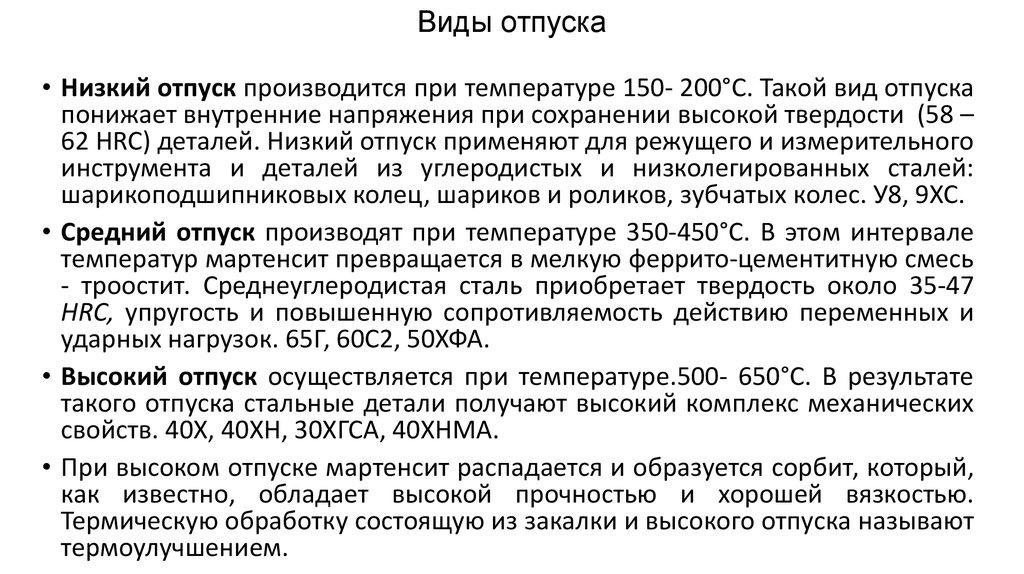
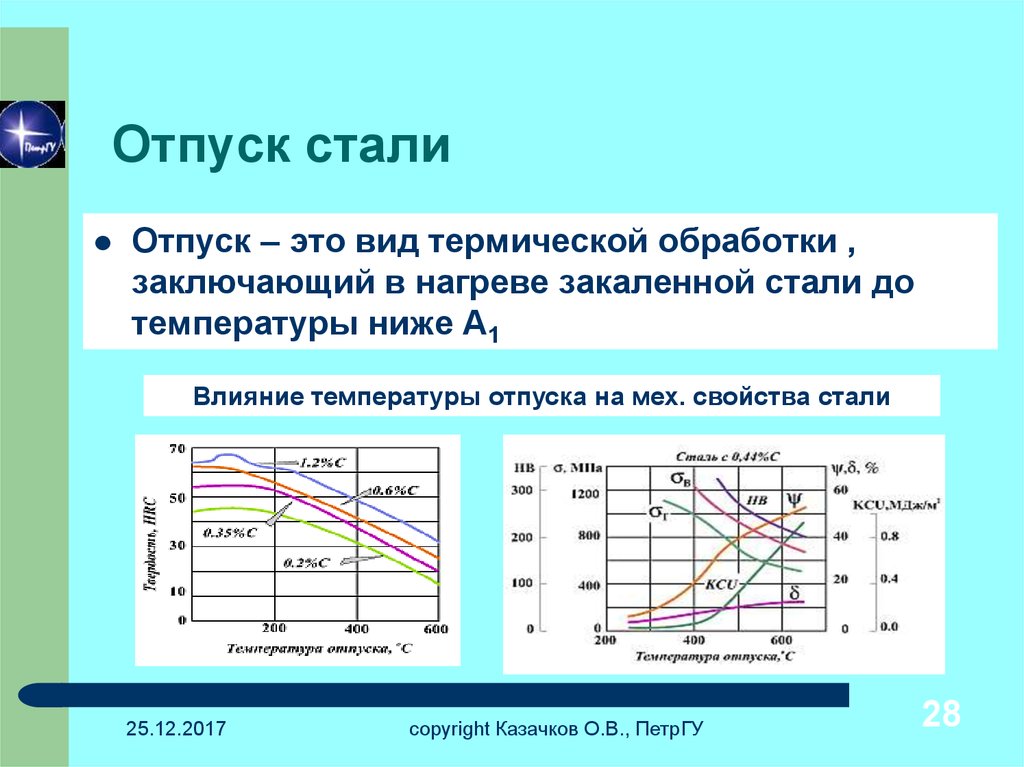
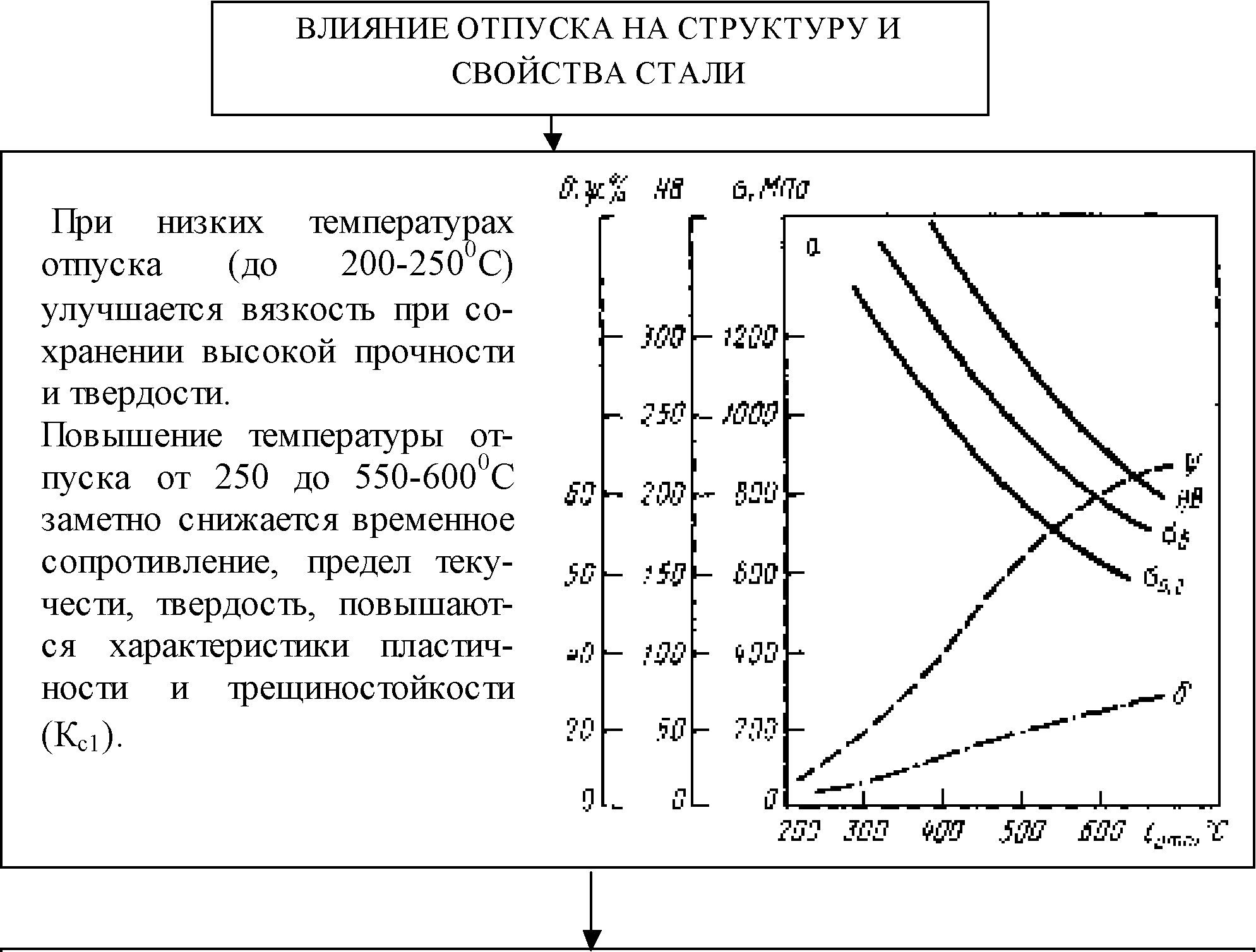
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку
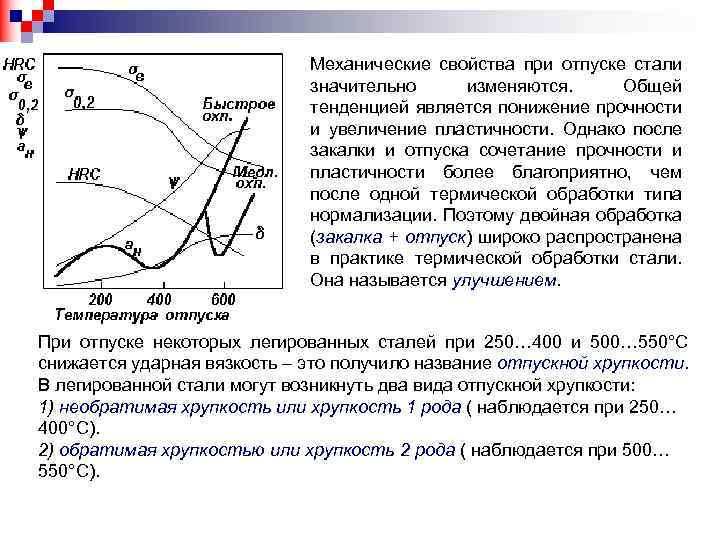
Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость
Средний
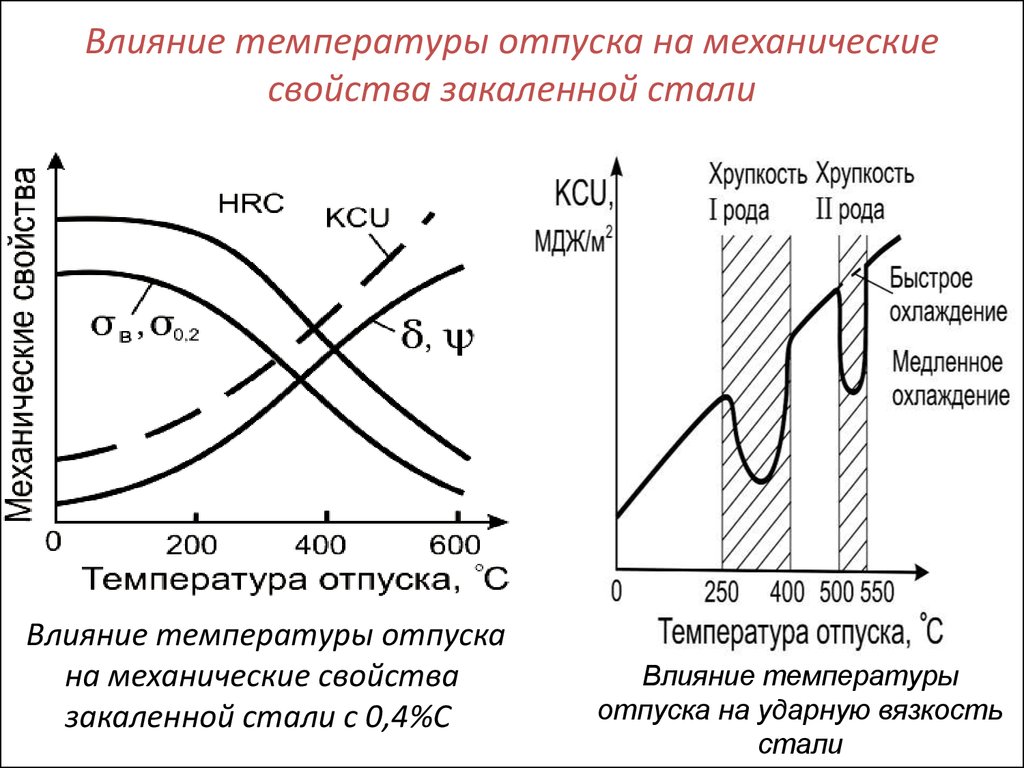
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.

Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Возможен ли отпуск стали в условиях домашней мастерской
Домашнее использование данной технологии становится возможным, когда необходимо снять внутреннее напряжение металла. В данном случае марка стали не играет роли — нагрев необходимо производить до 200°С (не выше), и выдерживать в таких условиях до 1 часа
Если нужно снизить твердость и повысить вязкость, тогда важно знать марку стали (чтобы определить температурные режимы отпуска). Информацию подобного рода можно отыскать в интернете или в учебниках по термообработке, где представлены таблицы с марками стали, изделиями и температурными режимами закалки и отпуска стали. В качестве источника тепла для нагрева детали может послужить самодельный горн, кухонная плита или газовая горелка
При этом температуру нагрева определяют по цветовым таблицам побежалости — минусом этого древнего метода является субъективность восприятия цвета и его зависимость от внешних источников освещения. Новичкам рекомендуется пользоваться терморегуляторами плиты или мультимером с термопарой
В качестве источника тепла для нагрева детали может послужить самодельный горн, кухонная плита или газовая горелка. При этом температуру нагрева определяют по цветовым таблицам побежалости — минусом этого древнего метода является субъективность восприятия цвета и его зависимость от внешних источников освещения. Новичкам рекомендуется пользоваться терморегуляторами плиты или мультимером с термопарой.
Обычно домашний отпуск стали применяют в отношении ножей, вилок, металлических чашек, автомобильных деталей и др. При этом можно столкнуться некоторыми достаточно распространенными проблемами:
- Большинство домашних печей не могут выполнить нагрев до высоких температур. Поэтому в домашних условиях можно сделать только низкий или средний отпуск. Теоретически можно попытаться переоборудовать или «усилить» свою печь, чтобы повысить температуру нагрева, однако сделать это человеку без опыта будет сложно.
- Для проведения термической обработки необходимо использовать защитную среду (масло, щелочи, селитра). Но каждое вещество имеет свои температурные особенности. Простой пример: соединения на основе селитры могут взрываться при нагреве до высоких температур, что может быть опасно для жизни, здоровья домашнего металлурга.
- Выполнение отпуска без применения защитной среды может быть фатально для самого металла. Дело в том, что без использования защитной среды металл будет остывать быстро, что может повлиять на качестве стали (повышение хрупкости, образования изгибов, пластическая деформация, появление ржавчины).
- Также не стоит забывать о низкотемпературной хрупкости первого рода (от 250 до 300 градусов). В случае неправильного температурного режима из-за нее может серьезно пострадать качество металла вплоть до полного разрушения сплава.

Сборка самодельного ножа
Выполнив все указанные выше операции и доведя сталь ножа до необходимой твердости, переходим к сборке. Подгоняем форму накладок к хвостовику ножа и вырезаем дополнительно две вставки из кожи.

Затем смазываем детали клеем, устанавливаем на клею латунные вставки и оставляем сушиться на несколько часов.
Крайнюю вставку лучше изготовить не из стержня, а из трубочки требуемого диаметра. Это поможет крепить готовое изделие при эксплуатации на кожаный ремешок, что предохранит его потерю в походах, на рыбалке или охоте.
После высыхания клея тщательно обработайте рукоятку и лезвие наждачной бумагой. Для защиты клинка от коррозии его достаточно хорошо отполировать после окончательной заточки и доводки.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами
Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен. В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Оборудование и особенности проводимого процесса
Для нагрева поверхности зачастую используется специальное оборудование. Это связано с тем, что провести нагрев стали до точки плавления достаточно сложно. В домашних условиях зачастую используется нижеприведенное оборудование:
- электропечь;
- паяльная лампа;
- термопечь;
- большой костер, который обложен вокруг для перенаправления жара.
Передвижной горн для нагрева деталей
При выборе источника жара следует учитывать тот момент, что деталь должна полностью помещаться в печи или костре, на котором проводится разогрев. Правильно будет подбирать оборудование также по типу металла, который будет подвержен обработки. Чем выше прочность структуры, тем больше разогревают сплав для придания пластичности.
В случае, когда нужно провести закалку лишь части детали, используется струйная закалка. Она предусматривает попадание струи холодной волы только на определенную часть детали.
Для охлаждения стали часто используется ванна с водой или бочка, а также ведро
Важно учитывать тот момент, что в некоторых случаях проводится поэтапное охлаждение, в других быстрое и резкое