
Характеристика сплава
Латунь представляет собой макроскопический материал с однородной структурой. В его состав, как правило, включены металлические составляющие. От самого вещества он отличается своими свойствами, которые обеспечивает структурой фаз (микроструктурой или кристаллической структурой). Так, тепло- и электропроводность, которая характерна для металлов, в любом случае является также и свойством металлического сплава. Однако наряду с этим физические параметры могут меняться, если определенная фаза становится преобладающей.
Например, если рассматривать латунь, то повышение содержания цинка оказывает нелинейное воздействие на свойства этого материала и его марку. В меди цинк может растворяться до 39 процентов. Если эта величина достигнута, то состав обретает особую структуру и пластичность, но его прочность заметно снижается. Если же долю цинка увеличить, то возникает иная кристаллическая фаза, характеризующаяся увеличением прочностных характеристик и снижением пластичности.
Такой особенностью обладает любой металлический сплав. В общем, все сплавы на основе меди делятся на бронзы, латуни и припои. Бронзы собой представляют составы из олова и меди, алюминия и бериллия. У припоев может быть очень непростой состав. Однако если рассматриваемый материал можно с легкостью отличить от припоя, то с бронзой все несколько сложнее.
Они имеют очень сходный внешний вид, но совершенно разные свойства:
- Во-первых, бронза имеет крупнозернистую структуру, характеризуется долговечностью и высокой стойкостью к воздействию коррозии: детали из этого сплава можно использовать даже на улице. Ковкость этой разновидности сплава гораздо ниже, нежели у латуни.
- Во-вторых, это сочетание цинка и меди является более пластичным материалом, его можно обрабатывать с помощью холодной ковки. Но именно высокая степень пластичности обуславливает быстрый износ этого сплава, потому изделия из латуни можно применять лишь в качестве декоративных элементов.
В основном материал применяется в ювелирном деле. Для производства крупных деталей декора — предметы интерьера, украшения для лестниц (кованые) — рекомендуется применять бронзу.
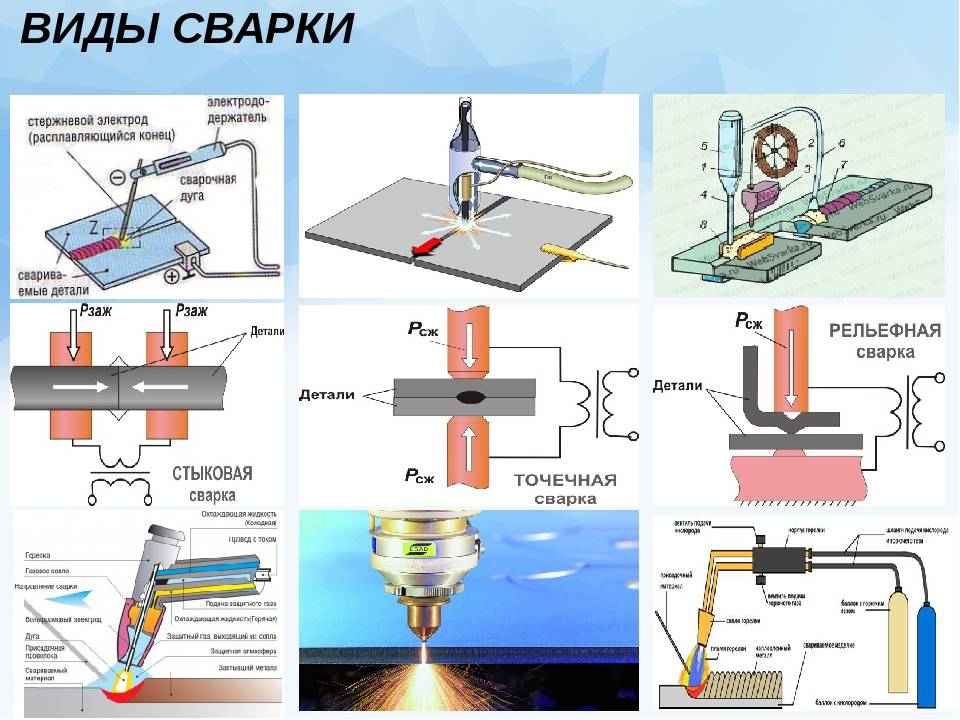
Виды технологий сварки изделий из латуни
Виды сварки латуни
В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
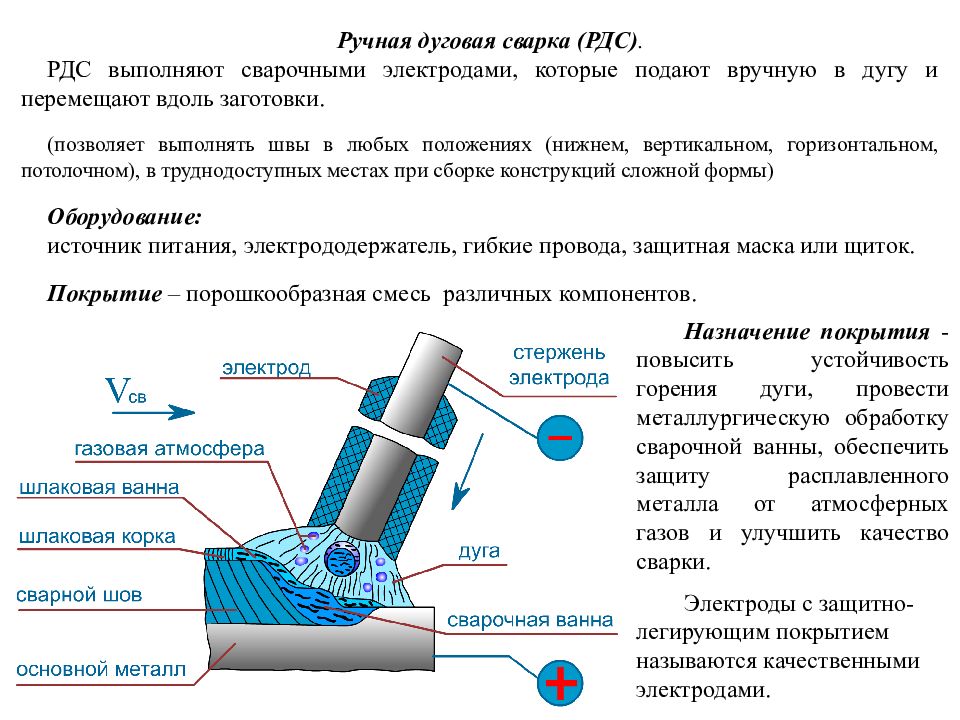
Дуговая сварка латуни
Схема дуговой сварки
Для дуговой (электродуговой) сварки латуни применяется постоянный электрический ток, который вырабатывается источником большого тока при относительно невысоком напряжении. Напряжение подаётся на электрод и на соединяемую поверхность, в результате чего между ними возникает электрическая дуга.
Сварочный процесс латунных заготовок производится короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.
Дуговой вид сварки латуни предусматривает использование графитированных или толстопокрытых электродов из латунной проволоки, содержащей в составе, кроме меди и цинка, еще марганец, алюминий, железо и кремний.
Покрытие стержня таких электродов представляет собой слой обмазки, которая изготавливается из смеси жидкого стекла с сухими веществами:
Состав сварочного электрода
- марганцевой рудой;
- ферромарганцем;
- меловой крошкой;
- графитом;
- алюминием.
Эта технология допускает использование угольных электродов с присадкой, покрытой специальными флюсами. Сила тока и величина сечения электрода выбираются в зависимости от толщины свариваемых латунных деталей. Так, для деталей с толщиной стенки до 5 мм необходим ток в 250 ампер и угольный электрод с сечением 10 мм.
Для прочного и надёжного соединения элементов по технологии электродуговой сварки должны быть выполнены определённые условия:
- массивные детали необходимо предварительно прогревать;
- тонкие листы следует соединять одним проходом, поскольку многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов на один проход не должна превышать 3 мм;
- с внутренней стороны под шов рекомендуется помещать асбестовую подкладку, чтобы избежать вытекания металла.
https://youtube.com/watch?v=cXTsYiyrEAM
Аргонная сварка латуни
Аргонная сварка – это вид дуговой сварки в среде защитного газа аргона, поэтому она ещё называется аргонодуговой. Такая технология является самой распространённой, так как обеспечивает требуемое качество работ и позволяет сгладить нежелательные последствия. Сварочный процесс с использованием инертного газа предназначен для сварки толстых заготовок латуни.
Сварка латуни аргоном — схема процесса
Перед началом работы необходимо зачистить поверхности до металлического блеска. Для удаления окисления используется азотная кислота, затем изделие следует промыть и просушить.
Латунь сваривается посредством длинной электрической дуги отдельными валиками, так как сплошной метод может прожечь изделие насквозь. Для получения качественного шва напряжение дуги в сварочной зоне необходимо постепенно уменьшать.
Для технологии аргонодуговой сварки используют как плавящиеся, так и неплавящиеся электроды. В качестве неплавящегося элемента обычно применяется вольфрамовый электрод. Подходящим присадочным материалом является бронзовый или фосфорный пруток. Присадочная проволока заделывается в шов вручную. Весь процесс сопровождается характерным треском, который обусловлен выделением цинковых паров.
Достоинства аргонной сварки:
Ориентировочные режимы сварки латуни
- нет необходимости в применении дорогостоящих электродов и флюсов;
- технология является качественной и относительно безопасной;
- сварка осуществляется с хорошей скоростью;
- достигается результат требуемого эстетического уровня;
- в процессе работы производится выдувание вредных отходов инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает кромки свариваемых деталей от возникновения на них оксидных корок.
Методы сварки латуни
Сварка латуни очень похожа на сварку меди и происходит при температуре в 1100⁰ C, но при этом требуется учитывать все особенности свойственные сплаву меди и цинка, возникающие в процессе проведения сварочных работ. На практике применяют три основных способа сварки латуни, а именно:
- электродуговую сварку,
- газопламенную сварку,
- аргоновую сварку.
В свою очередь электродуговая сварка делится на:
- сварку с помощью латунных электродов,
- сварку с помощью угольных электродов.
Для обычной электродуговой сварки латуни используют постоянный электрический ток прямой полярности. Сварка производится короткой дугой из нижнего положения, которую поддерживают силой тока в 250 ампер для пятимиллиметровых электродов, при этом скорость укладки сварочного шва составляет до 30 сантиметров в минуту.






Выбор электродов
Сварочные электроды для электродуговой сварки латуни используют двух типов:
- графитированые, для изделий небольшой толщины не требуют дополнительной присадочной проволоки;
- толстопокрытые электроды, с многослойным покрытием.
Изготавливают электроды путем покрытия сварочной проволоки типа ЛК-80-3 слоем обмазки толщиной в треть миллиметра, приготовленной из смеси состоящей из одной трети жидкого стекла и двух третьих частей сухих веществ:
- марганцевая руда — 30%,
- концентрат титана — 30%,
- ферромарганцевых компонентов — 15%,
- меловая крошка — 20%,
- калий сернокислого — 5%.
После высыхания обмазки ее дополнительно покрывают миллиметровым слоем флюса, представляющего собой смесь жидкого стекла с борным шлаком.

Электроды угольные
Сварку латуни с помощью угольных электродов производят аналогично процессу сварки медных деталей, с той лишь разницей, что применяется в качестве припоя латунная проволока с содержанием цинка до 40% и пятипроцентной марганцевой присадкой, которая покрыта специальным флюсом.
Латунь довольно плохо сваривается с помощью электродуговой сварки, для качественного соединения должны соблюдаться следующие условия:
- толщина свариваемых листов латуни на один проход не должна быть более 3 мм;
- объемные изделия необходимо заранее прогревать до температуры в 200-300⁰ C;
- тонкостенные материалы рекомендуется сваривать одним проходом, так как при многослойной сварке могут образовываться в большом количестве трещины и поры.
Для соединения тонкостенных деталей и труб, выполненных из латуни, в основном применяется газопламенная сварка. При ее использовании для снижения количества испарений молекул цинка, сварку латунных изделий производят пламенем с переизбытком кислорода. Вследствие чего образуется тонкая оксидная пленка ZnO, которая и позволяет в значительной мере уменьшить процесс испарения цинка. Причем кислородный избыток вдобавок позволяет связывать свободный водород, который образовывается в пламени горелки, из-за чего, в свою очередь, уменьшается его проникновение в расплавленный металл.
Флюс для газопламенной сварки изготавливают на основе прокаленной буры с добавлением борной кислоты. Эту сухую смесь предварительно разводят водой до состояния густой пасты, а перед началом работ пастообразную массу флюса просто наносят кисточкой на место будущей сварки.
Сварка латуни в среде аргона
Аргоновая сварка латуни — это процесс соединения металла с помощью электрической дуги в среде инертного газа. В основном используют аргоновую сварку для соединения деталей большой толщины в 5 мм и более. Устройство аргоновой сварки представляет собой токопроводящий зажим, фиксирующий электрод в виде округлого сопла, при помощи которого на место сварного шва и поступает газ аргон. Формирование сварного шва производится с помощью проволочного припоя, который для качественного соединения должен быть полностью идентичен по составу с латунным сплавом свариваемых деталей.
Аргоновая
Аргоновая или аргонодуговая сварка – это разновидность дуговой сварки, которая обладает определенными особенностями. Сварка ведется неплавящимся вольфрамовым электродом в среде защитного газа, роль которого выполняет аргон. Если бы инверторы, работающие в режиме TIG, были так же распространены, как и инверторы MMA, то аргонодуговую сварку латуни можно было бы назвать самым популярным способом соединения. Тем более, что именно такой способ сварки обеспечивает высокое качество.
Прибегают к аргонно-дуговому способу при сварке достаточно массивных заготовок. Сначала выполняется подготовка поверхностей. Она сводится к зачистке кромок до характерного блеска. Латунь быстро окисляется, поэтому нередко приходится бороться со слоем окисла. Для этого кромки обрабатывают азотной кислотой, после чего заготовку следует промыть и высушить.

При сварке необходимо получить длинную дугу. Сплошной шов исключается, так как в процессе его наложения может произойти сквозное прогорание металла. Шов формируется из отдельных валиков.
Сварка латуни характерна постепенным понижением напряжения. При использовании вольфрамового неплавящегося электрода применяется присадка. Оптимальным вариантом для материала присадки служит бронза или фосфор. Из этих элементов делается специальный прутик, который одним концом вносится в зону формирования шва. Но при ведении аргоновой сварки допускается еще применение плавящихся электродов. Так или иначе, процесс сопровождается характерным потрескиванием, которое возникает при испарении цинка.
Достоинства аргонно-дуговой сварки можно сформулировать подробнее.
- Данный метод считается наименее затратным. На приобретение угольных или латунных электродов, к которым еще полагается флюс, потребуются немалые средства.
- Высокие показатели качества в сочетании с относительной безопасностью переносит данный способ в разряд передовых.
- Высокая скорость формирования шва.
- Внешний вид шва получается эстетичным. Не стоит забывать, что множество изделий из латуни являются элементами декора, поэтому аккуратный шов – залог качественной работы мастера.
- Выделяющиеся газы, в том числе и соединения цинка, считаются ядовитыми. В процессе сварки они выдуваются аргоном и не могут причинить сварщику большого вреда.
- Отсутствие шлаковой корки, которую впоследствии приходилось бы сбивать или счищать.
- Аргон препятствует быстрому окислению на обработанных кромках.

Выбор присадочного материала для сварки латуни
Выбор той, или иной марки присадочного материала сильно влияет на протекание процесса сварки латуни. В таблице, приведённой ниже, указан состав наиболее применяемых присадочных проволок:
№
| Марка материала | Химический состав, % | ||||||
| Cu | B | Si | Sn | Ni | Примеси | ||
| 1 | ЛКБО 62-0,2-0,04-0,5 | 60,5-63,5 | 0,03-0,07 | 0,15-0,2 | 0,4-0,6 | — | — |
| 2 | ЛК 62-0,5 | 60,5-63,5 | — | 0,3-0,7 | — | — | 0,6 |
| 3 | ЛК 62-0,2 | 60,5-63,5 | — | 0,15-0,2 | — | — | 0,6 |
| 4 | ЛКН 56-0,3-6 | 55,0-57,0 | — | 0,25-0,3 | — | 5,5-6,0 | — |
| 5 | Л 62 | 60,5-63,5 | — | — | — | — | — |
| 6 | Л 68 | 67-70 | — | — | — | — | 0,3 |
| 7 | ЛК 80-3 | 78-82 | — | 3,0 | — | — | 0,3 |
| 8 | ЛО 60-1 | 60,5-63,5 | — | — | 0,5-1,0 | — | 1,0 |
| 9 | ЛОК 59-1-0,3 | 58-60 | — | 0,2-0,4 | 0,7-1,1 | — | 0,3 |
| 10 | ЛОК 62-0,4-0,5 | 60,5-63,5 | — | 0,3-0,7 | 0,3-0,5 | — | 0,5 |
| Примечание. Остальное цинк. |
Часто для сварки обычных латуней выбирают присадочную проволоку марок Л62 и Л68. Данные марки не предотвращают выгорание цинка, но качество сварки получается хорошим, сварные швы прочные и хорошо сформированные.
Главным недостатком при сварке латуни обычных является большое количество дефектов в сварных швах в виде пор. Чтобы получить более плотный шов и улучшить прочностные и технологические характеристики, рекомендуется выбирать латунную проволоку, легированную элементами раскислителями. Хорошими раскислителями являются алюминий, кремний, никель, марганец и, иногда, серебро.
Присадочный материал №1 содержит бор и является самофлюсирующим. Выбор данного присадочного материала позволяет исключить применение флюса и увеличивает время сварки на 20-40% по сравнению со сваркой под флюсом.
Присадочные металлы № 2 и 3 — кремнистые латуни. Они обеспечивают малодымный процесс сварки. При их применении угар цинка составляет всего 2%. Присадочный материал №4 содержит цинк и обеспечивает бездымный процесс сварки. Материал №4 был разработан, в первую очередь, для сварки чугуна или стали с латунью, но может успешно применяться для сварки легированных и нелегированных латуней.
Материалы №5 и6 применяются при сварке латуней марок Л62 и Л68 с порошковыми или газовыми флюсами.
Составы №8, 9, 10 содержат олово и кремний в своём составе олово и кремний. Эти материалы показывают наилучшие результаты при ацетиленокислородной сварке латуни. Применение такой присадочной проволоки позволяет получить высокую коррозионную стойкость сварного соединения в морской воде.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:
-
Из нержавейки – присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.
- Алюминия и сплавов – получаемый шов способен выдерживать воздействие высоких температур и других факторов не поддаваясь растрескиванию и сохраняя прочностные и другие характеристики.
- Меди и сплавов – такая присадка позволяет получить шов отличающийся вязкостью и текучестью, а также высокой электропроводностью, что незаменимо при обработке определенных цветных металлов.
- Никеля – присадочный пруток из никелевого сплава позволяет выполнять работы по наложению шва среди неоднородных материалов. Широкое применение присадочный пруток из никеля получил при сварке чугуна, тяжело поддающегося термической обработке. Получаемый шов отличается как прочностью, так и устойчивостью к окислениям.
Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом
Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона
Особенности сварки латуни
Латунь — это трудно свариваемый сплав меди и цинка. В сплав могут быть добавлены такие элементы, как никель, олово и свинец. При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.



Чтобы исключить негативные процессы, рекомендуется регулировать горелку так, чтобы избыток кислорода составлял не менее 25%. Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Химический состав и особенности внутренней структуры
Основными составными элементами считаются цинк и медь, концентрация которых будет самой большой. Состав латуни также может включать и другие примеси, которые придают сплаву особые физические свойства. Основной компонент латуни характеризуется высокой пластичностью и хорошей обрабатываемостью. Поэтому эти свойства передаются и рассматриваемому металлу.
Химический состав латуни регулируется на момент производства, как и тип структуры. Различают две разновидности структуры:
- Альфа фаза – раствор, который обладает повышенной стабильностью. Рассматривая кристаллическую решетку следует отметить, что она имеет гранецентрированную кубическую форму. Встречается подобная структура крайне часто.
- Альфа + бета фаза – еще один стабильный раствор, который можно охарактеризовать соотношением меди к цинку 3 к 2. За счет этого получается элементарная ячейка.
Стоит учитывать, что твердость второго сплава намного выше, чем первого. Однако за счет существенного повышения показателя твердости существенно падает пластичность. Максимальное содержание цинка в латуни составляет 50%. При соблюдении технологии производства подобная концентрация цинка позволяет достигнуть высоких показателей прочности и пластичности.
При производстве этого материала учитывается то, как температура нагрева влияет на проходящие структурные преобразования:
- Если сплав нагревается до высоких температур, то атомы β-фазы начинают располагаться без определенного порядка. В подобном состоянии состав обладает повышенной пластичностью.
- Если нагрев проводится до температуры 460 градусов Цельсия, то в составе формируется фаза, которая получила название β’. Особенностью этой фазы можно назвать повышенную твердость и хрупкость. Эти качества связаны с тем, что атомы расположены в строгом порядке.
Сложные латуни могут иметь в своем составе железо, марганец, свинец и другие компоненты, которые предназначены для изменения физических качеств. К примеру, свинец упрощает механическую обработку сплава.
Включение в состав свинца и висмута становится причиной снижения способности деформации сплава в горячем состоянии. Однако свинец в небольшой концентрации позволяет получить сыпучую стружку, за счет чего упрощается ее удаление с зоны резания при токарной или фрезерной обработке.
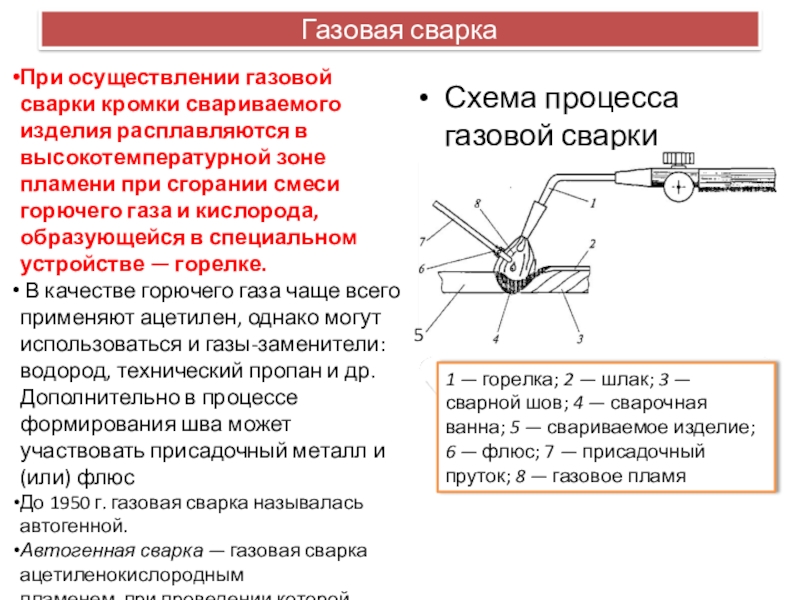
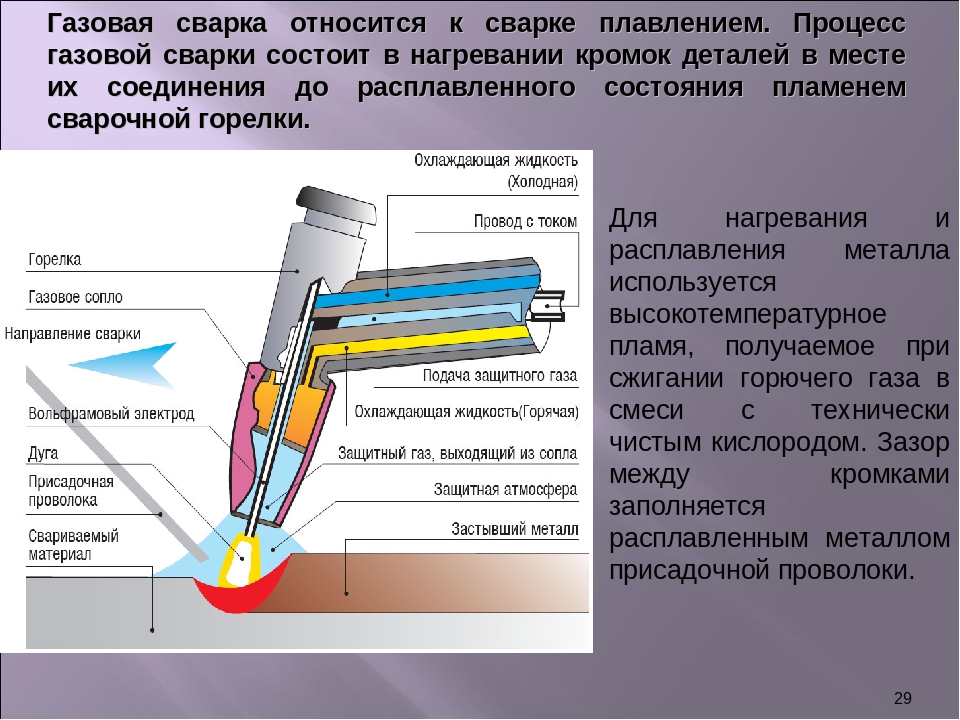
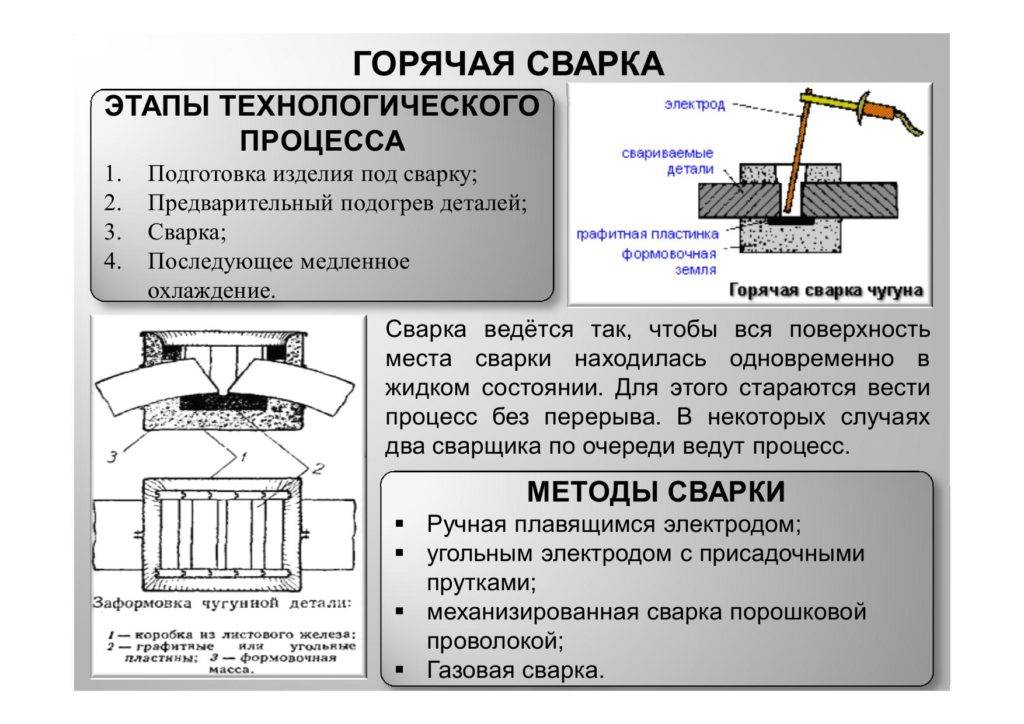
Газовая сварка латуни
Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%. Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости латуни получили широкое распространение при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности. Основными затруднениями при сварке латуней являются выгорание цинка, поглощение газов расплавленным металлом ванны, а также повышенная склонность металла шва и околошовной зоны к образованию пор и трещин. Для устранения указанных затруднений необходимо применять специальные меры.
Для борьбы с испарением цинка при газовой сварке латуни необходимо применять окислительное пламя и использовать специальные флюсы и присадочные металлы, легированные Si и В. Пары цинка ядовиты, поэтому при сварке латуни необходимо пользоваться респиратором. При сварке латуни окислительным пламенем на поверхности свариваемого металла образуется оксидная пленка, которая препятствует дальнейшему испарению цинка. Избыточный кислород также связывает свободный водород пламени, что уменьшает поглощение водорода металлом. При сварке латуни необходимо также учитывать ее склонность к образованию трещин в интервале температур от 300 до 600°С.
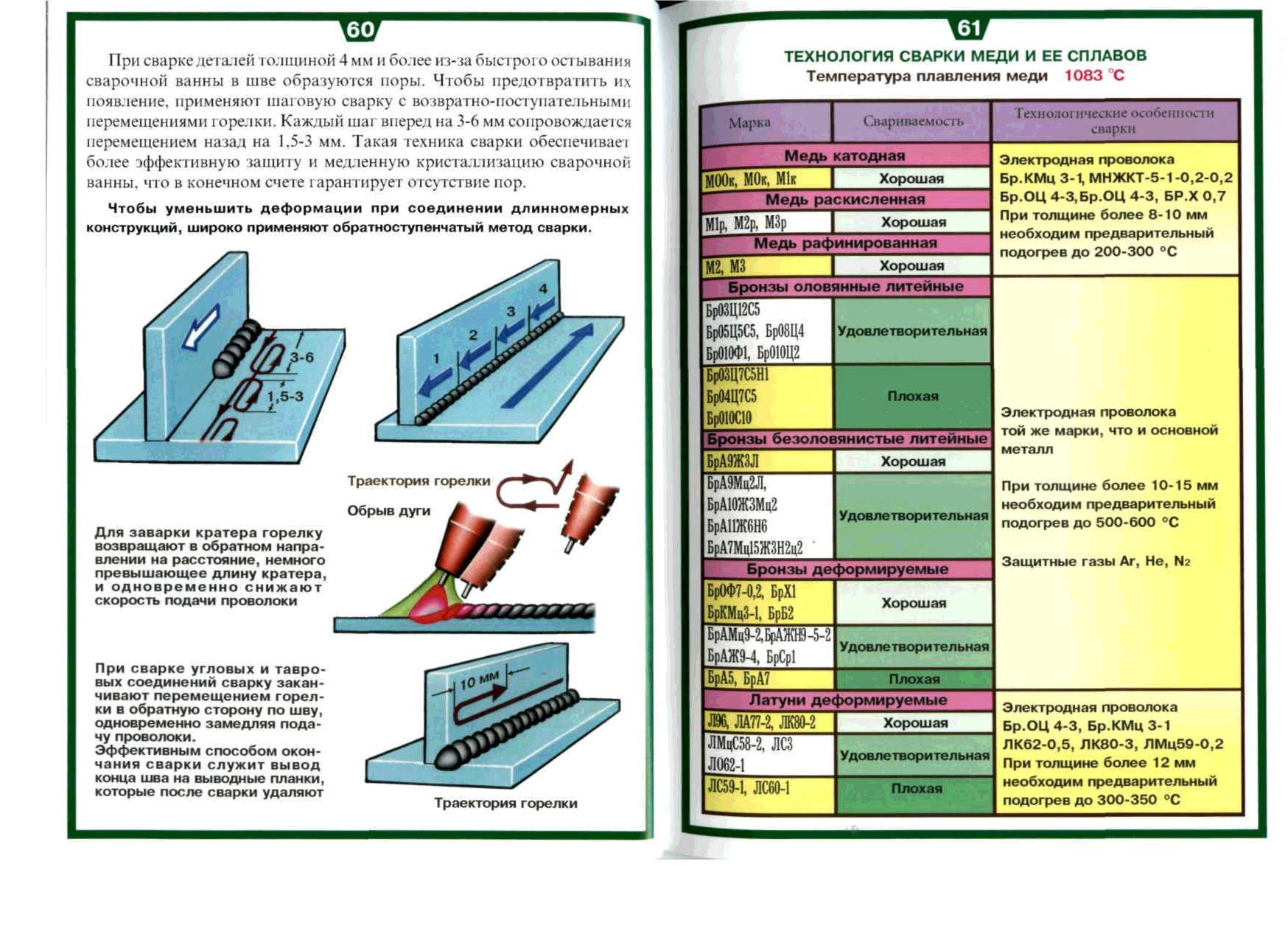
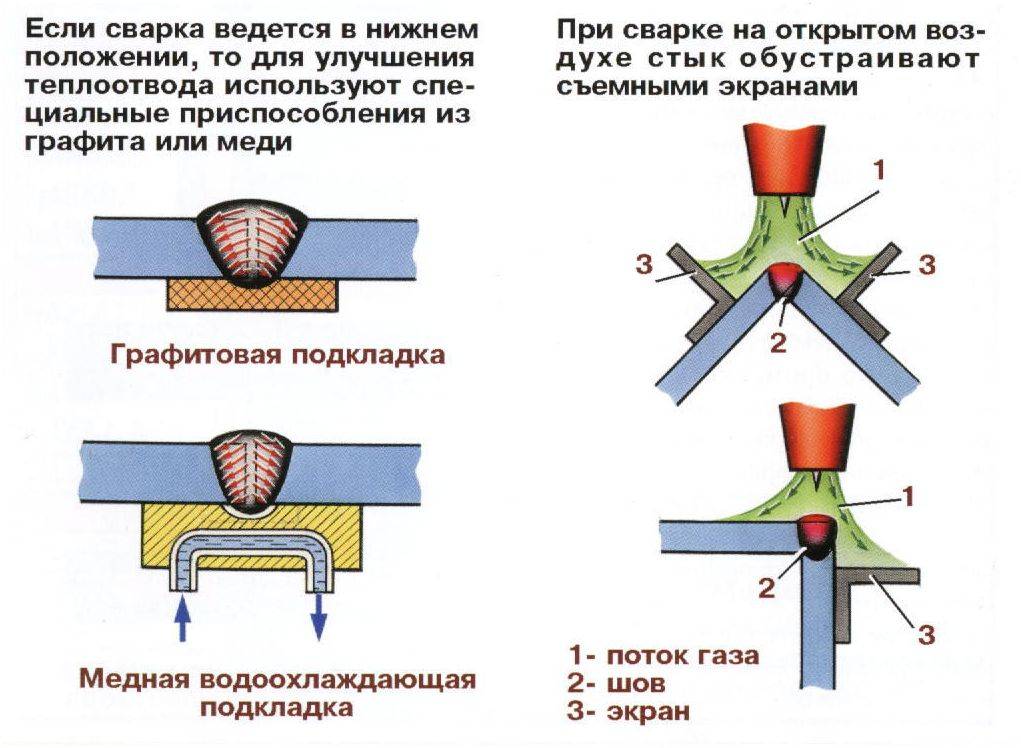
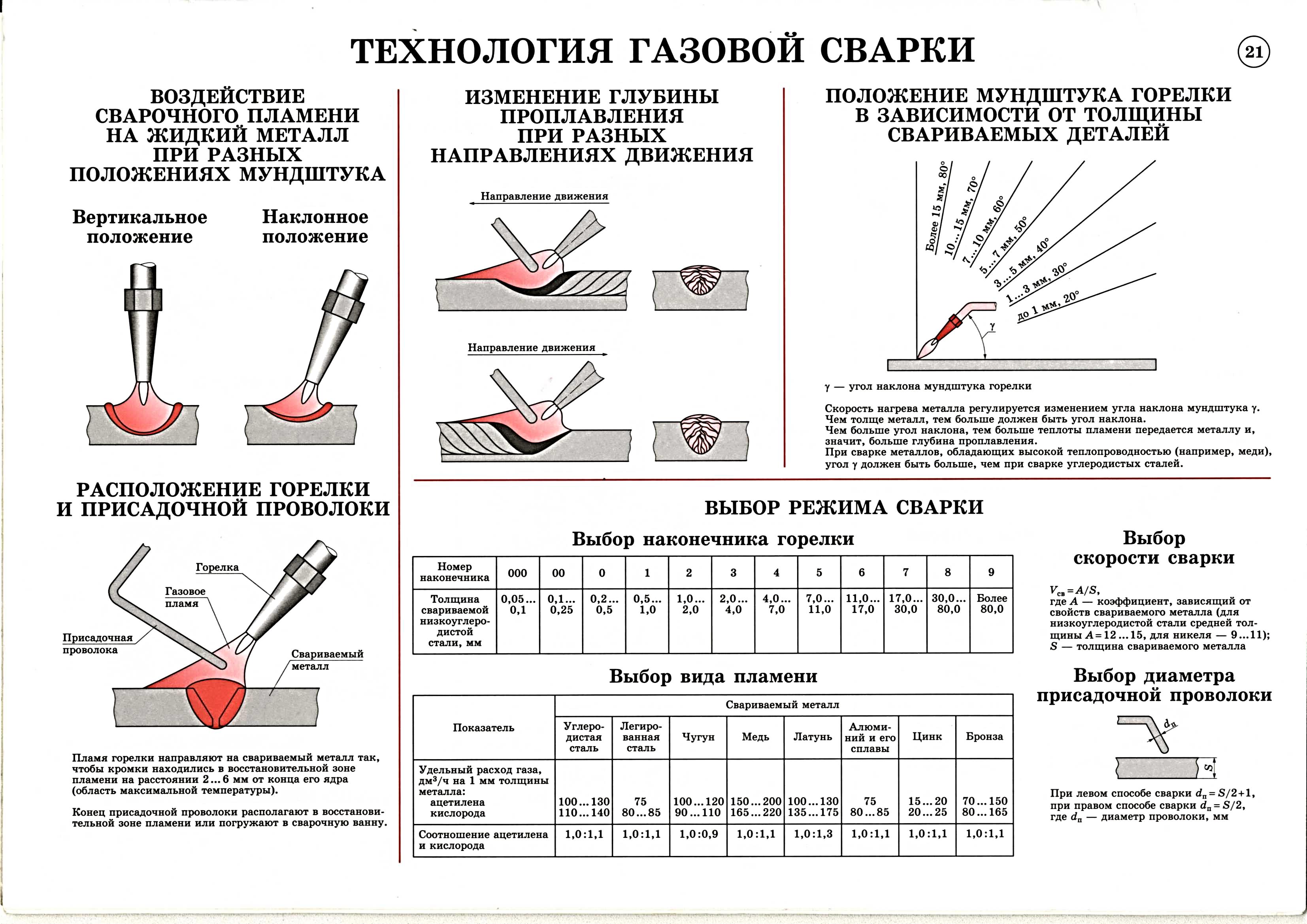
Подготовка свариваемых кромок под газовую сварку зависит от толщины металла: металл толщиной до 1 мм сваривают с отбортовкой кромок, при толщине от 1 до 5 мм — без скоса кромок, при толщине от 6 до 15 мм — с V-образной разделкой кромок на угол 70-90°, при толщине от 15 до 25 мм — с Х-образной разделкой на угол 70-90° с притуплением 2-4 мм. Перед сваркой свариваемые кромки зачищают до металлического блеска или протравливают в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой и протиркой насухо ветошью.
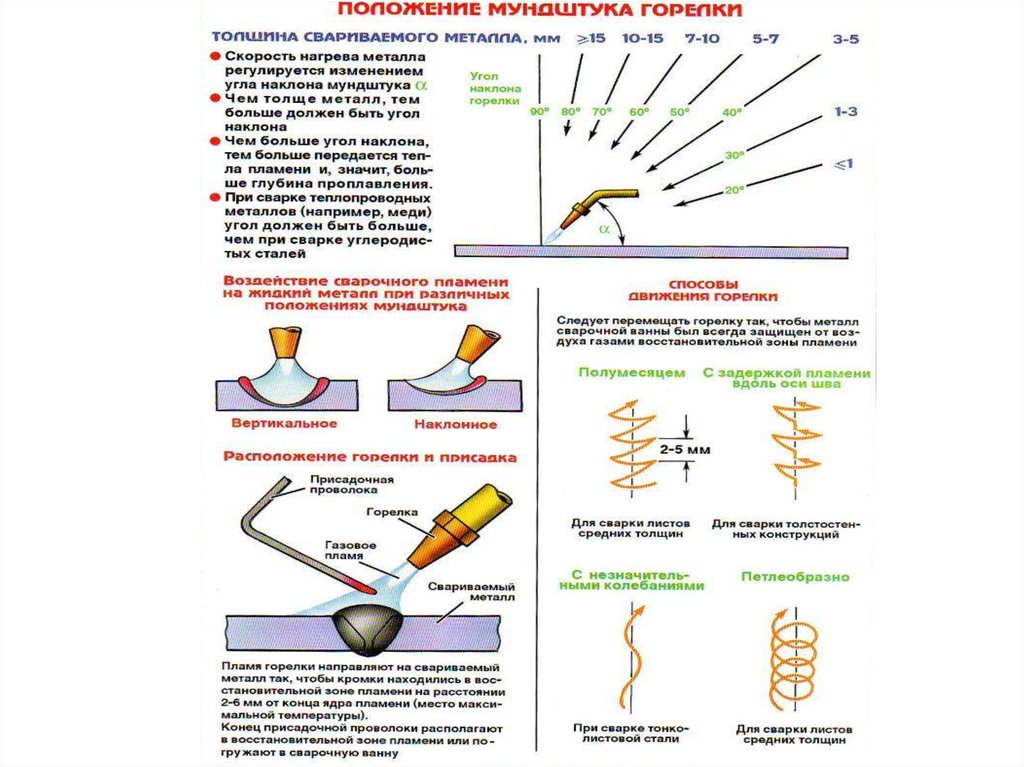
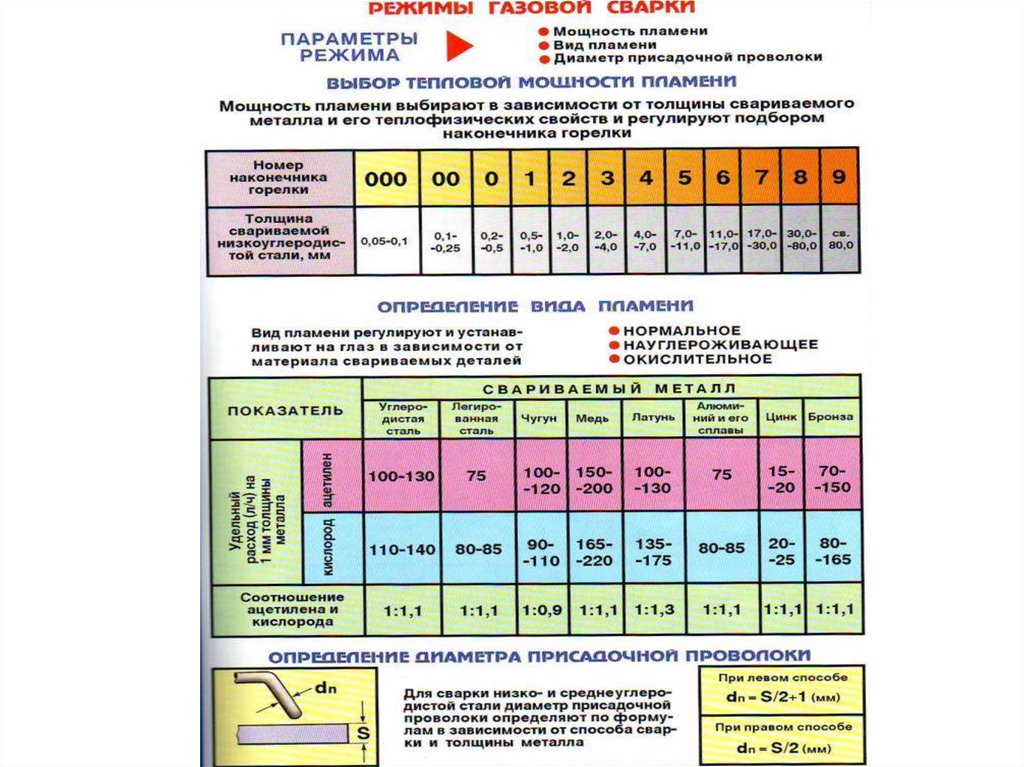
На качество сварного шва большое влияние оказывает мощность сварочного пламени, несмотря на то что теплопроводность латуни на 7% больше, чем у низкоуглеродистой стали, мощность сварочного пламени берется из расчета расхода ацетилена 100-120 дм3/ч на 1 мм толщины свариваемого металла, чтобы не перегреть свариваемый металл.
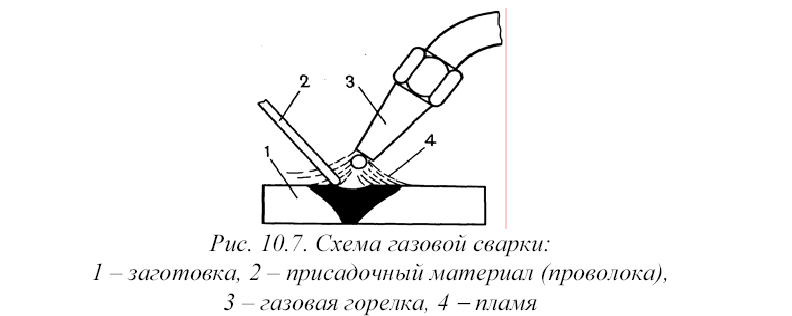
Для снижения испарения цинка конец ядра сварочного пламени должен находиться на расстоянии 7-10 мм от свариваемой поверхности. Сварку проводят левым способом. Сварочное пламя направляют на присадочную проволоку, которую держат под углом 90° к мундштуку. Газовую сварку латуни выполняют с максимальной скоростью окислительным пламенем. Конец присадочного металла все время должен находиться в зоне сварочного пламени. Так как латунь в расплавленном состоянии жидкотекуча, то сварка ее в вертикальном и потолочном положениях затруднена. При необходимости выполнения сварки в вертикальном положении сварку следует вести на пониженной мощности пламени — 35-40 дм3/ч ацетилена на 1 мм толщины свариваемого металла.
Выбор присадочного металла оказывает большое влияние на процесс газовой сварки латуни. Согласно ГОСТ 16130-90, в качестве присадки при газовой сварке латуни применяют следующие марки присадочной проволоки: Л63, ЛО60-1, ЛК62-0.5, ЛКБО62-0,2-0,04-0,5 и сварочные прутки следующих марок: ЛК62-05, Л63, ЛОК59-1-0,3.
Для сварки латуней Л-62 и Л-68 применяется самофлюсующая присадочная проволока ЛКБО62-0,2-0,04-0,5, сварка проводится без применения флюса. Хорошие результаты при сварке дает применение кремнистой латунной проволоки ЛК-62-05, содержащей в средней 0,5% кремния. При сварке этой проволокой практически отсутствует угар цинка и повышаются прочность, плотность и ударная вязкость сварного соединения. Латуни сваривают также с применением присадочной проволоки ЛО-60-1. Диаметр присадочной проволоки d выбирают в зависимости от толщины свариваемого металла: d=S+1, где S-толщина свариваемого металла, мм, но не более 8 мм.
Для газовой сварки латуни в основном применяют флюсы того же состава, что и при сварке меди. Из порошковых флюсов широкое применение нашли флюсы № 1, 2, 3. Флюс БМ-1 рекомендуется для сварки с применением кремнистого присадочного металла. Образующиеся в процессе сварки шлаки удаляют промывкой водой. Хорошее качество сварного шва получается при применении газообразного флюса БМ-2 на основе метилборатов.
Для уплотнения металла шва и повышения его механических свойств шов проковывают. Латуни, содержащие более 40% Zn, проковывают при температуре выше 650°С, а латуни, содержащие менее 40% Zn,- в холодном состоянии. После проковки применяют отжиг при температуре 600-650°С с последующим медленным охлаждением для получения мелкозернистой структуры.
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
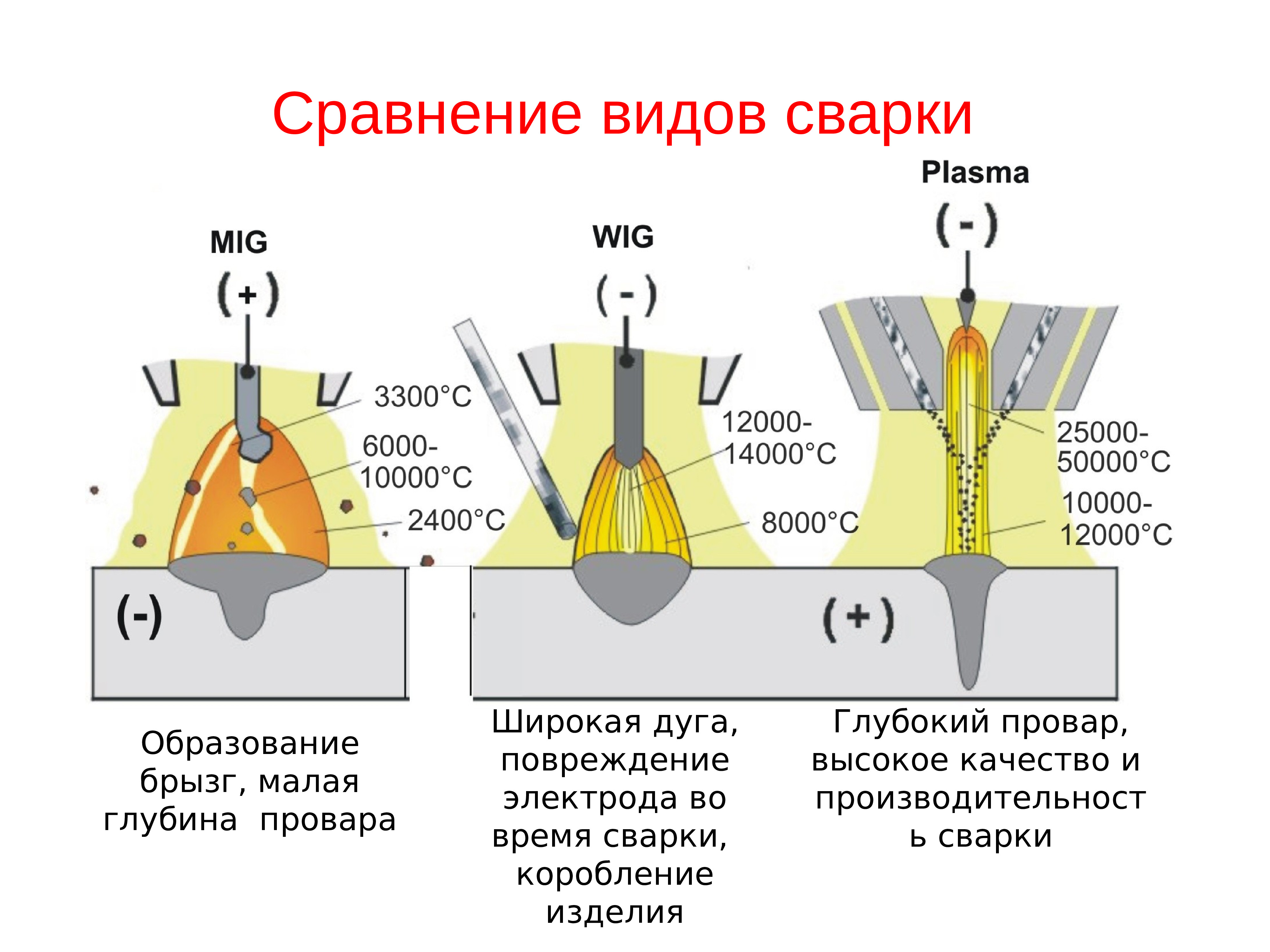
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.


Техника сварки латуни на автоматах и полуавтоматах
Сварка латуни полуавтоматом практически не отличается от сварки медных деталей. Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Сварка латунной проволокой полуавтоматом обеспечивает более ровный шов. К тому же такой аппарат дает возможность проводить работу в любом положении. Сварка с использованием полуавтомата обеспечивает проведение процесса скрепления деталей в среде защитного углекислого газа. Качество работы зависит от исходных материалов, скорости подачи газа и проволоки, а также от квалификации мастера.
Таким образом, способов, которыми производится сварка латуни, много. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный метод необходимо на основании особенностей сплава, исходного качества деталей, необходимой прочности готового изделия, а также технологических возможностей.
Однако из-за выделения в процессе нагревания металла опасных химических веществ, проводить процедуру необходимо только при наличии опыта в сварке, а также помещения с качественной вентиляцией.