
Сварной швеллер своими руками: технология и особенности

За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения.
Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые).
Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.
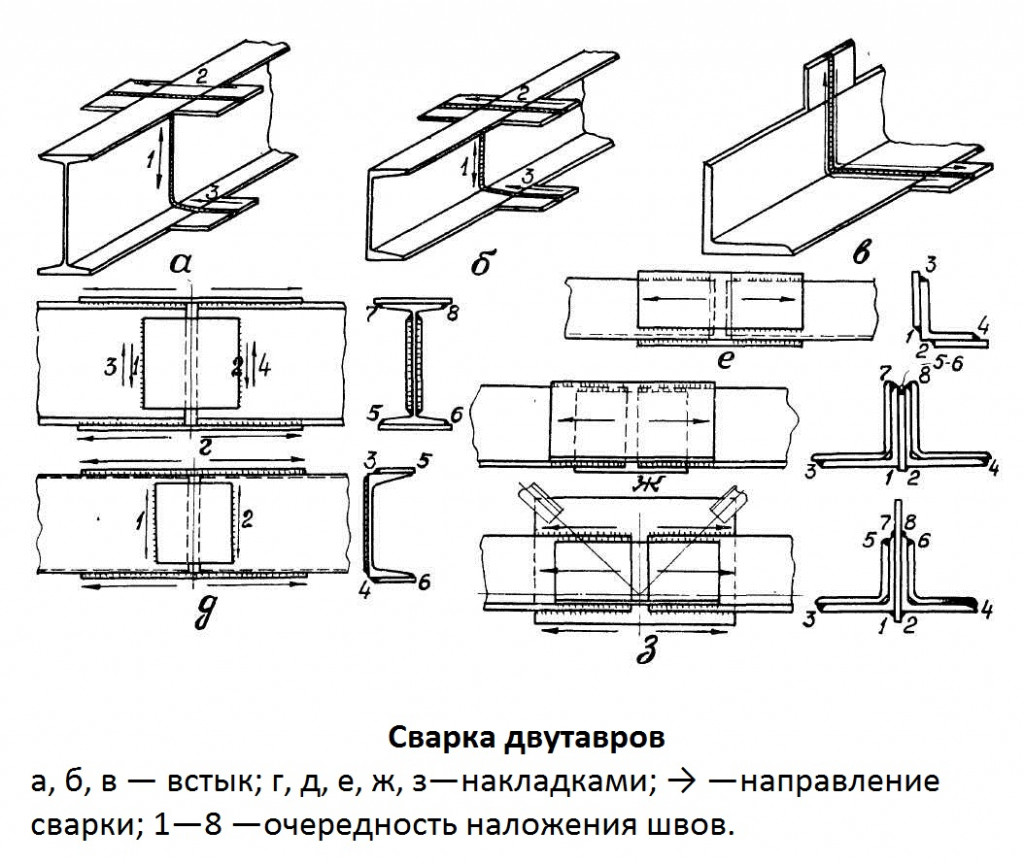
Узел стыковки элементов из двутавров
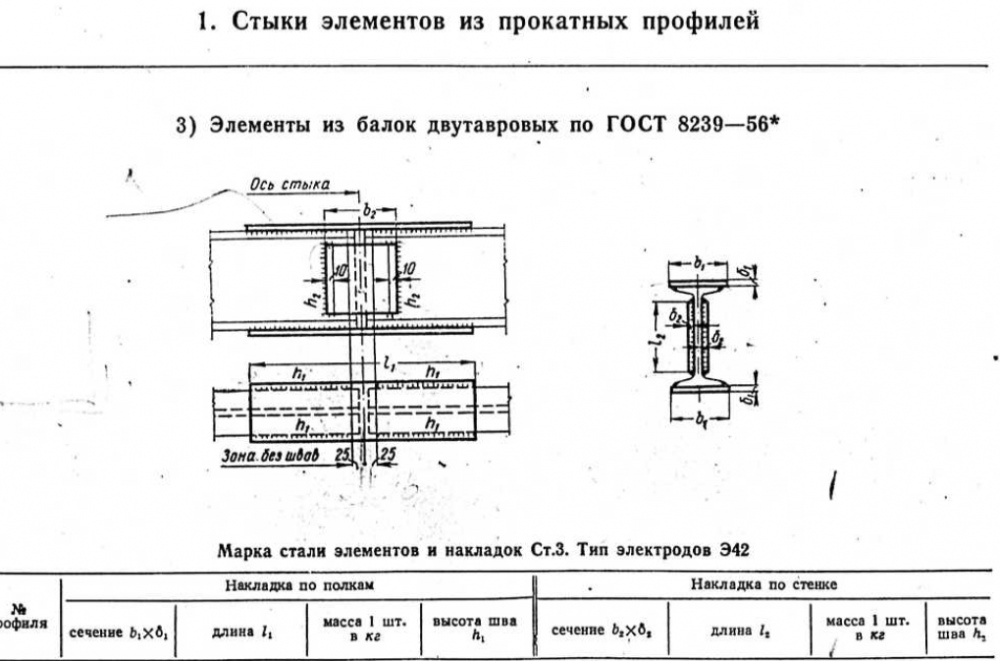
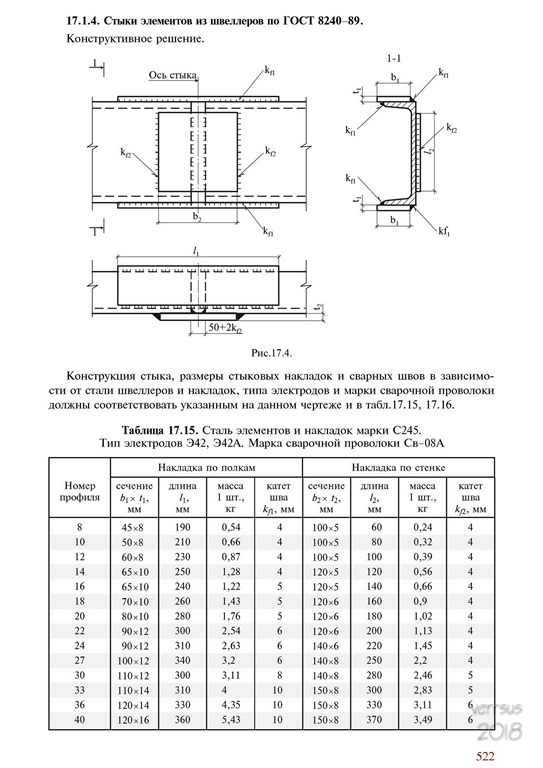
Опубликовал admin | Дата 24 Октябрь, 2018Стыки элементов из двутавров по ГОСТ 26020-83 и ГОСТ 8239-89.
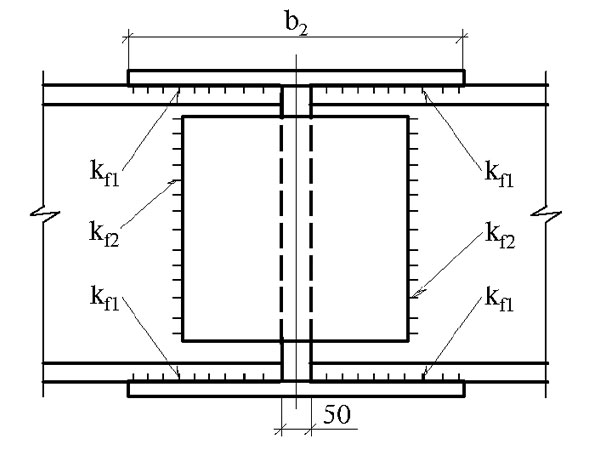
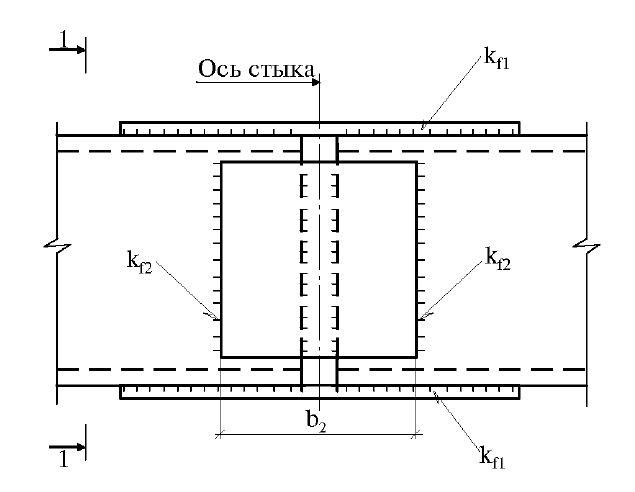
Конструктивное решение.
Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от типа двутавров, стали двутавров и накладок, типа электродов или марки сварочной проволоки должны соответствовать указанным на данном чертеже и табл.1
Таблица 1.
Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А
| Номер профиля | Накладка по полкам | Накладка по стенке | ||||||
| сечение b1xt1, мм | длина l1, мм | масса 1 шт., кг | катет шва kf1, мм | сечение b2xt2, мм | длина l2, мм | масса 1 шт., мм | катет шва kf2, мм | |
| 12Б1 | 80х6 | 200 | 0,75 | 4 | 100х4 | 90 | 0,28 | 4 |
| 12Б2 | 80х6 | 200 | 0,75 | 5 | 100х4 | 90 | 0,28 | 4 |
| 14Б1 | 90х6 | 200 | 0,85 | 5 | 100х4 | 110 | 0,35 | 4 |
| 14Б2 | 90х8 | 230 | 1,3 | 5 | 100х4 | 110 | 0,35 | 4 |
| 16Б1 | 100х6 | 230 | 1,08 | 5 | 100х4 | 120 | 0,38 | 4 |
| 16Б2 | 100х8 | 230 | 1,44 | 6 | 100х5 | 120 | 0,47 | 5 |
| 18Б1 | 110х8 | 230 | 1,59 | 6 | 100х4 | 140 | 0,44 | 4 |
| 18Б2 | 110х8 | 260 | 1,8 | 6 | 110х5 | 140 | 0,6 | 5 |
| 20Б1 | 120х10 | 300 | 2,83 | 6 | 110х5 | 150 | 0,65 | 5 |
| 23Б1 | 130х10 | 340 | 3,47 | 6 | 110х5 | 180 | 0,78 | 5 |
| 26Б1 | 140х10 | 340 | 3,74 | 6 | 110х5 | 210 | 0,91 | 5 |
| 26Б2 | 140х10 | 390 | 4,29 | 6 | 110х5 | 210 | 0,91 | 5 |
| 30Б1 | 160х10 | 390 | 4,9 | 6 | 110х5 | 240 | 1,04 | 5 |
| 30Б2 | 160х10 | 440 | 5,43 | 6 | 110х5 | 240 | 1,04 | 5 |
| 35Б1 | 170х10 | 350 | 4,67 | 8 | 120х5 | 290 | 1,36 | 5 |
| 35Б2 | 190х10 | 390 | 5,82 | 8 | 120х5 | 290 | 1,36 | 5 |
| 40Б1 | 200х10 | 410 | 6,44 | 8 | 120х6 | 330 | 1,86 | 6 |
| 40Б2 | 190х12 | 470 | 8,41 | 8 | 130х6 | 330 | 2,02 | 6 |
| 45Б1 | 200х12 | 480 | 9,04 | 8 | 130х6 | 370 | 2,26 | 6 |
| 45Б2 | 210х14 | 500 | 11,54 | 10 | 140х8 | 370 | 3,25 | 8 |
| 50Б1 | 220х14 | 510 | 12,33 | 10 | 140х8 | 420 | 3,69 | 8 |
| 50Б2 | 230х140 | 570 | 14,41 | 10 | 150х8 | 420 | 3,96 | 8 |
| 55Б1 | 250х14 | 530 | 14,56 | 12 | 150х8 | 460 | 4,33 | 8 |
| 55Б2 | 250х16 | 580 | 18,21 | 12 | 150х8 | 460 | 4,33 | 8 |
| 60Б1 | 260х16 | 600 | 19,59 | 14 | 160х8 | 510 | 5,12 | 8 |
| 60Б2 | 260х18 | 660 | 24,25 | 14 | 160Х8 | 510 | 5,12 | 8 |
| 70Б1 | 300х16 | 660 | 24,87 | 14 | 170х10 | 610 | 8,14 | 10 |
| 70Б2 | 310х18 | 680 | 29,79 | 16 | 180х10 | 610 | 8,62 | 10 |
| 80Б1 | 320х18 | 680 | 30х75 | 16 | 200х12 | 700 | 13,19 | 12 |
| 80Б2 | 320х20 | 690 | 34,67 | 18 | 200х12 | 700 | 13,19 | 12 |
| 90Б1 | 340х20 | 710 | 37,9 | 18 | 220х12 | 790 | 16,37 | 12 |
| 90Б2 | 340х22* | 790 | 46,39 | 18 | 220х12 | 790 | 16,37 | 12 |
| 100Б1 | 360х22* | 800 | 49,74 | 18 | 220х16 | 880 | 24,32 | 16 |
| 100Б2 | 360х25* | 930 | 63,59 | 18 | 240х16 | 880 | 26,53 | 16 |
| 100Б3 | 370х28* | 950 | 77,26 | 20 | 240х16 | 880 | 26,53 | 16 |
| * Накладки, отмеченные звездочкой, изготовить из стали марки С255. |
Что нужно знать
Расположение типоразмеров в местах стыковки выполняется несколькими главными способами: полками внутрь, гранями наружу, смешанное, со сторонами модели, перпендикулярными плоскости каркаса. Практикуется крестообразная стыковка швеллеров: профиля ставятся диагонально специальными связями.
Виды металлопрофилей – горячекатаный стальной профиль, гнутый типоразмер, сделанный холодной прокаткой – не сказываются на характер, выбор сварки. Самое прочное соединение получается у моделей с параллельными полками, которые имеют маркировку «П».
К сварке швеллеров предъявляются требования:
Свариваются сначала толстые элементы профиля, то есть полки, затем приступают к свариванию тонких элементов.
Нельзя сваривать внутренние грани полок – углы соединений сторон. Такой подход приведет только к ослаблению целостности детали, всей конструкции.
Два швеллера должны иметь зазор 2-3 мм. Это поможет исключить частую проблему возникновения «горки», после которой придется зачищать поверхность, а значит – существенно ослаблять сварочный шов.
Кромки торцов, где протекает сваривание, закручиваются V-, X- образно, для толстого, тонкого края, соответственно. Угол при этом от 30 до 60 градусов.
Возможные деформации
В процессе самостоятельной сварки можно невольно допустить ошибки, которые в последствии приведут к деформации балки. Хорошо, если деформации проявятся до монтажа. Хуже, если балка прогнется, когда ее смонтируют. Ниже вы можете видеть картинку с рекомендациями по избеганию деформаций.
Как избежать большинства проблем? Ваше готовое сварное соединение не должно работать на растяжение. Это самое главное правило. Учитывая его в своей работе, вы сможете сократить вероятность деформации. Также после сварки двух частей подождите некоторое время, не нужно сразу же продолжать сварку. Так вы не будете накапливать в металле избыточное напряжение.
2 главных способа производства
Изделия данного типа изготавливаются из различных марок стали (легированная с добавками и низкоуглеродистая). Процедура изготовления выполняется согласно технологическим этапам, которые прописаны в ГОСТе. Все геометрические размеры, уклоны и допустимые отклонения строго регламентируются государственными стандартами качества.
Выделяют два технологически разных способа производства двутавра:
- Способ горячего проката. Стальная заготовка нагревается до определенной температуры, которая делает металл пластичным. Далее она протягивается через валики на специализированном оборудовании для придания ее специфичной Н-образной формы;
- Сварной способ. В этом случае приготавливается несколько заготовок подходящего размера, которые впоследствии свариваются между собой. Сварка выполняется на автоматических линиях.
Горячекатаная продукция изготавливается быстрее, а отсутствие сварного шва делает ее более предпочтительной для использования в тяжелых производственных условиях. Выделяют два типа точности проката: высокий класс (маркируется «А»), обычный класс (маркируется «Б»).
Теперь давайте рассмотрим каждый способ производства более подробно.
Рекомендуем к прочтению:
Метод горячей катки
Это основной и более предпочтительный метод изготовления. Отличается высокой производительностью и позволяет получить изделия высокого класса точности. Производством занимаются на металлургических заводах, которые обладают всеми необходимыми станками. Готовая продукция не имеет сварных швов и других соединительных элементов, что делает ее более устойчивой к нагрузкам и любому механическому воздействию. Строительные конструкции будут получаться достаточно жесткими, поэтому монтаж дополнительных ребер жесткости не потребуется.
К недостаткам данного способа производства можно отнести относительно большую массу. Это связано с тем, что толщина стенки по всей длине изделия должна быть одинаковой без каких-либо отклонений в большую или меньшую сторону. Еще одним минусом считаются ограниченные размеры. Поэтому приходится резать металлопрокат на части, что приводит к появлению большого количества отходов.
Сварной двутавр
Суть данного способа заключается в том, что подготавливаются заготовки полок и стенки определенных размеров, которые впоследствии свариваются. Сварка выполняется с двух сторон. Эта процедура выполняется на специальных станках, которые контролируют перпендикулярность полок по отношению к стенке, а также плотность прилегания заготовок друг к другу.
Одним из важнейших преимуществ сварного производства является то, что балка двутавровая делается по техническому заданию, в котором отражаются индивидуальные размеры каждого заказчика. Таким образом, вы можете сделать нужное количество строительного материала с необходимыми размерами и избежать появления отходов. В техническом задании можно прописывать и другие пожелания, которые обоснованы с технической стороны. Например, можно делать профиль перфорированным или с дополнительными фланцевыми соединениями.
Процедура изготовления выполняется следующим образом:
- Сначала подготавливаются заготовки. Для этого стальные листы соответствующей толщины нарезаются до определенных размеров;
- После оттого края заготовок обрабатываются на шлифовальных станках. Это делается для того чтобы они плотно прилегали друг к другу и хорошо сваривались;
- Далее заготовки устанавливаются на сварочный станок в определенном положении и фиксируются, чтобы избежать сдвигов и отклонений от перпендикулярного положения;
- Теперь выполняется процедура сварки заготовок с обеих сторон;
- После сварки на следующем станке выполняется торцовка и при необходимости дополнительная правка.
Главный недостаток сварного производства – это скорость и объемы получаемой продукции. Прокатное производство позволяет за короткие сроки получить достаточно большой объем двутавра.
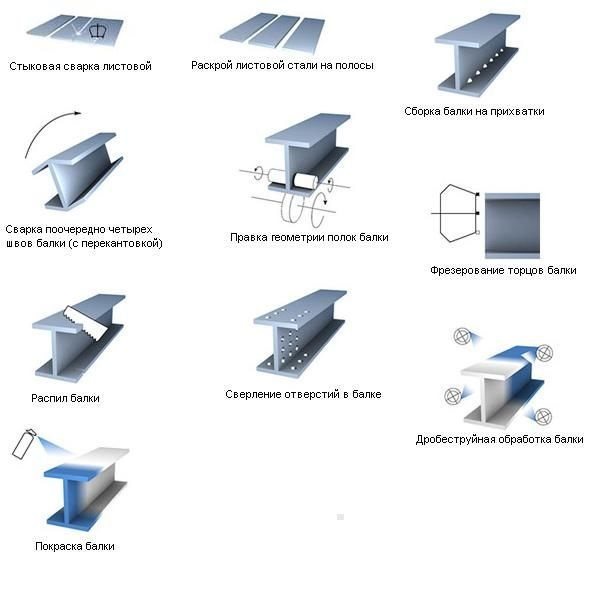
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.


Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой
При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность)
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.
Автоматическая сварка элементов двутавровой балки
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Общая информация
Итак, сварной двутавр — это балка, изготовленная из черного металла, имеющая сечение, по форме напоминающее букву «Н». Свое название балка получила за счет того, что при ее изготовлении дважды используется тавровое соединение.

Двутавры могут быть прокатными или составными (сварными). Прокатные балки производятся методом проката заготовок по специальному станку. Составные балки изготавливаются из нескольких заготовок, которые свариваются между собой. Составные балки встречаются чаще и порой их приходится варить прямо на стройплощадке.
Какими достоинствами обладают балки данного типа? Прежде всего, они помогут сделать перекрытие на больших пролетах без необходимости строительства центральной несущей стены. Также они выдерживают большие нагрузки разного характера, как вертикальные, так и горизонтальные. Они пожаробезопасны, устойчивы к коррозии, позволяют построить здание в кратчайшие сроки. Это лишь некоторые причины, по которым двутавровые балки получили свою популярность в частном и промышленном строительстве.
Все недостатки в основном связаны только с прокатными балками. Их размер ограничен 12 метрами в длину, и зачастую необходимо балки длиннее. А у завода может просто не быть таких станков. Также нет возможности изготовить прокатные балки по индивидуальным эскизам заказчика, а имеющийся ассортимент откровенно говоря не удовлетворяет запросы потребителей. Стыковые балки лишены этих недостатков.
Жесткий узел примыкания балки из швеллера к стойке из ГСП
Без рамного никак. Организовать жесткие узлы в опирании колонн нет возможности. Связи ставить нет возможности. О варианте с фасонкой у стены тоже думал. Но тут уже получается стойка немного отодвигается от стены, чего не хотелось бы. Да и момент с балки передается сбоку. стойку подкручивать наверное будет?
—— добавлено через 58 сек. ——
Нехорошее решение с точки зрения монтажа — отрез и монтаж должен быть идеальным чего нет в природе и не предусматривает подвижки в 1.5-2 см что было возможно на изначально рассматриваемом варианте.
Нужно смонтировать всего одну такую балку. Думаю строители могут и поднапрячься.
Где применяют двутавровые балки
Двутавровые балки применяются в следующих отраслях:
- в машиностроении и вагоностроении;
- в подъемно-транспортном оборудовании горных разработок (для армирования шахтных стволов), заводов, мастерских, развлекательных аттракционов;
- в жилищном и промышленном домостроении в качестве межэтажных балок и элементов силового каркаса;
- в строительстве быстровозводимых сооружений и высотных зданий;
- в строительстве мостов, путепроводов и гидротехнических комплексов.
Изделия выпускаются длиной не более 12 метров — ограничение, продиктованное возможностями транспортировки грузов. При использовании в конструкциях практически каждый элемент требует обрезки, удлинения или стыковки с другими в поперечных или иных осях. Поэтому правильные технологии соединений играют важную роль в обеспечении надежности и долговременной эксплуатации конструкций.
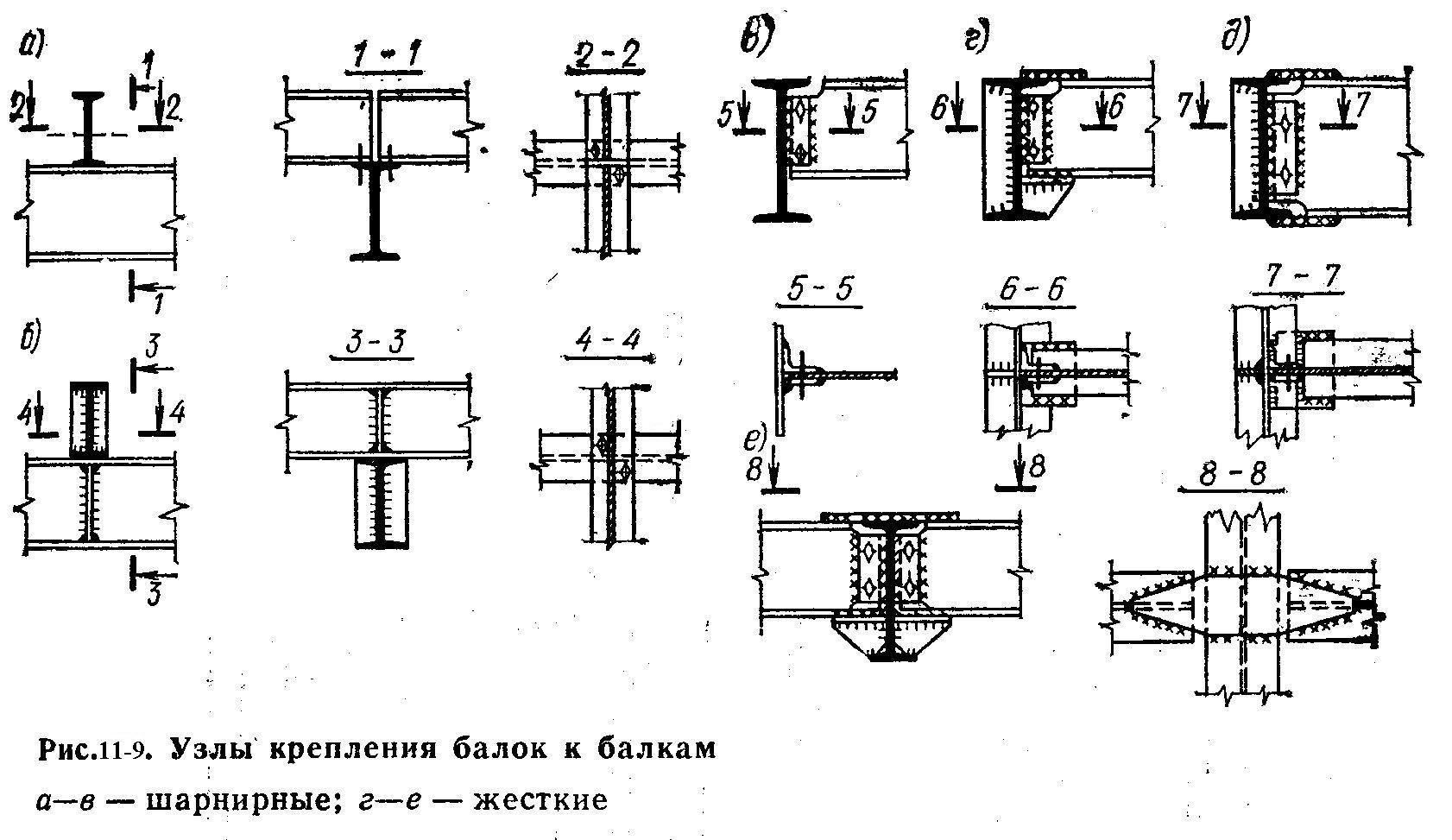
Узлы крепления
Для успешного использования двутавра необходимо правильно сопрягать ее с другими элементами строительных конструкций- стенами, колоннами, перекрытиями. Наиболее важным является сопряжение с опорной поверхностью. Типовые проекты предусматривают следующие сварные соединения балки с колонной:
- Жестким. Балку приваривают к торцевой пластине, а уже ее крепят к стальной колонне или закладному элементу кирпичной кладки. При этом нет необходимости разделки кромок торцов. Используется для высоконагруженных конструкций.
- Шарнирным, или подвижным. С двух сторон привариваются накладки в плоскостях, параллельных продольной оси. Накладки обрезают и обваривают косыми швами. Нагрузка, которую может выдержать такое соединение, ниже, чем в случае жесткого сопряжения. Для строительства индивидуального дома ее вполне достаточно.
- Существует еще один способ шарнирного соединения: на болтах или заклепках, вставленных в просверленные в торце отверстия.
Жесткий: для статических нагрузок

В этом случае колонну придется усилить, чтобы она выдерживала дополнительные нагрузки на изгиб
Если длины имеющихся балок не хватает для перекрытия на пролет 10 м, то две балки соединяют в стык с помощью накладных пластин. Сварка двутавра встык производится так, чтобы между торцами оставался небольшой зазор для компенсации возможного теплового расширения.
Жесткое соединение выполняют сварным или заклепочным.
Шарнирный: для динамических
Шарнирный способ опирания используют там, где возможны переменные, или динамические нагрузки. Это чаще происходит в зданиях промышленного назначения, в частных домах он используется реже. Для такого соединения формируется опорное ребро на опорном столике. Сюда передается вся нагрузка. Столик делают из высокопрочной листовой стали, на 20-30 мм шире, чем ребро двутавра.
Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее.Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали. Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
- Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.
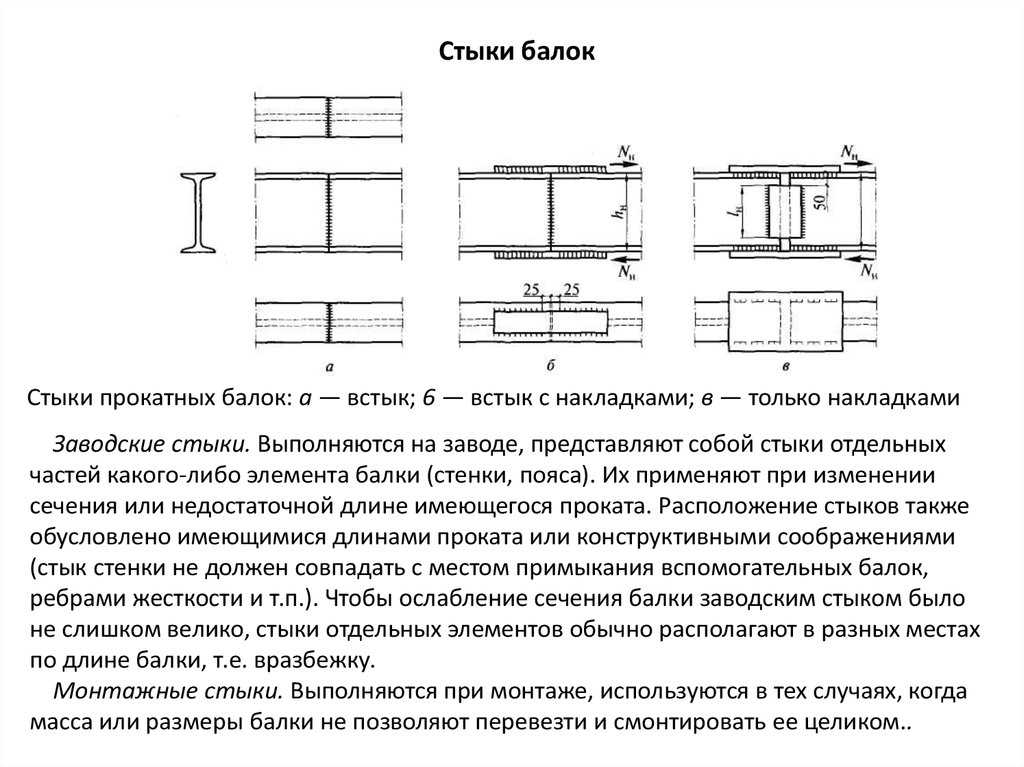
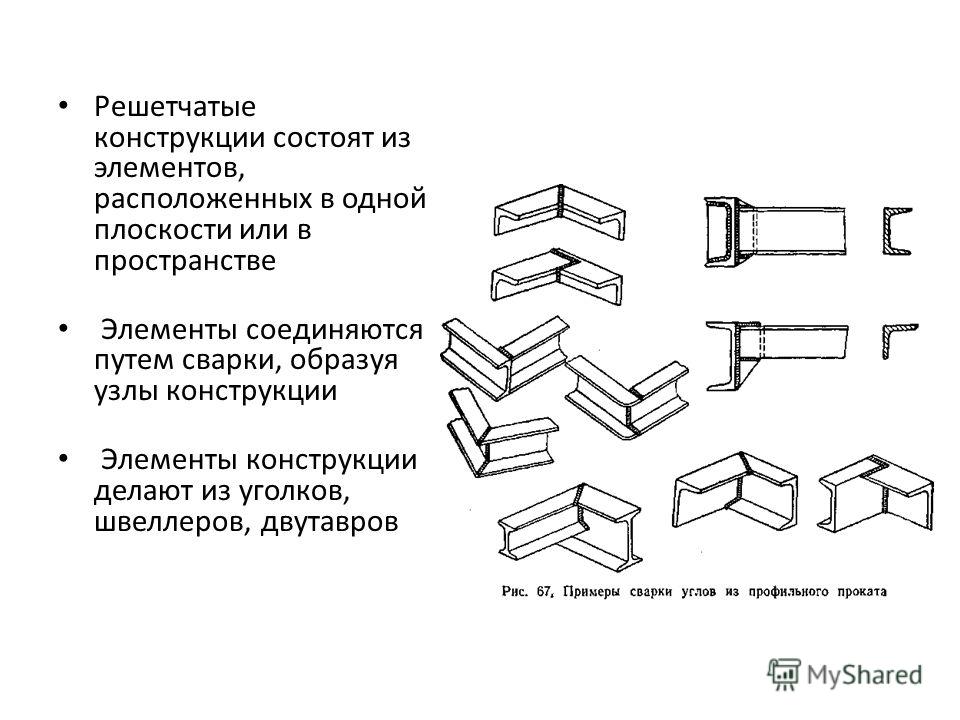
Стыковка двутавровых балок
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
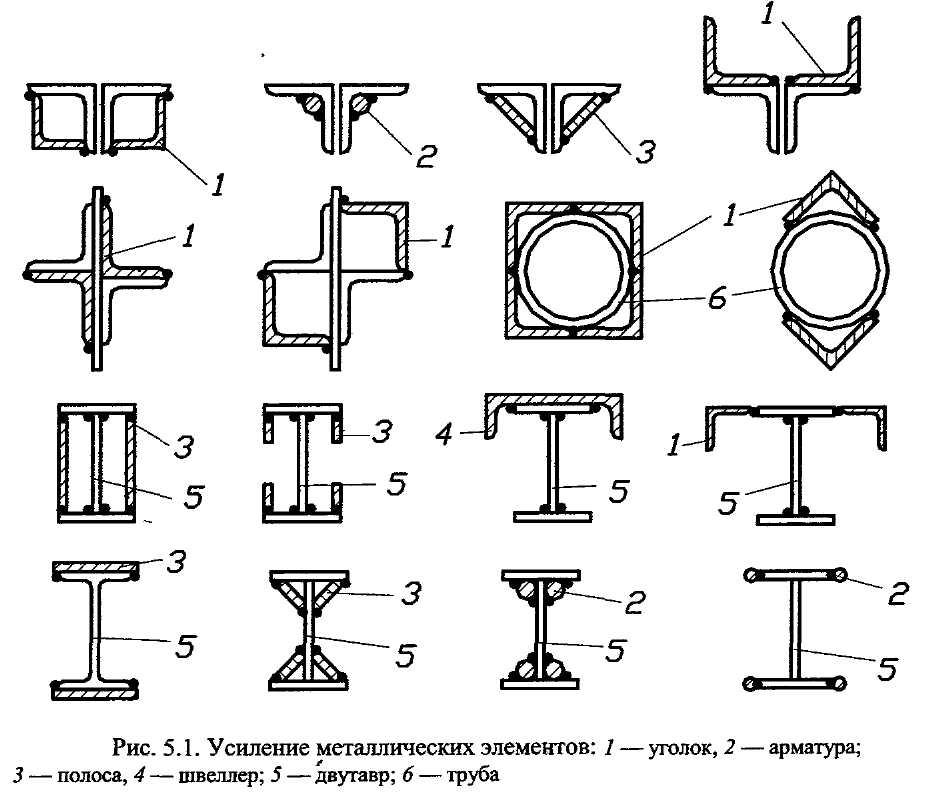
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
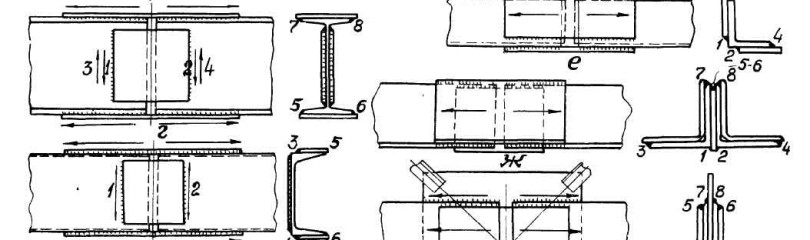
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
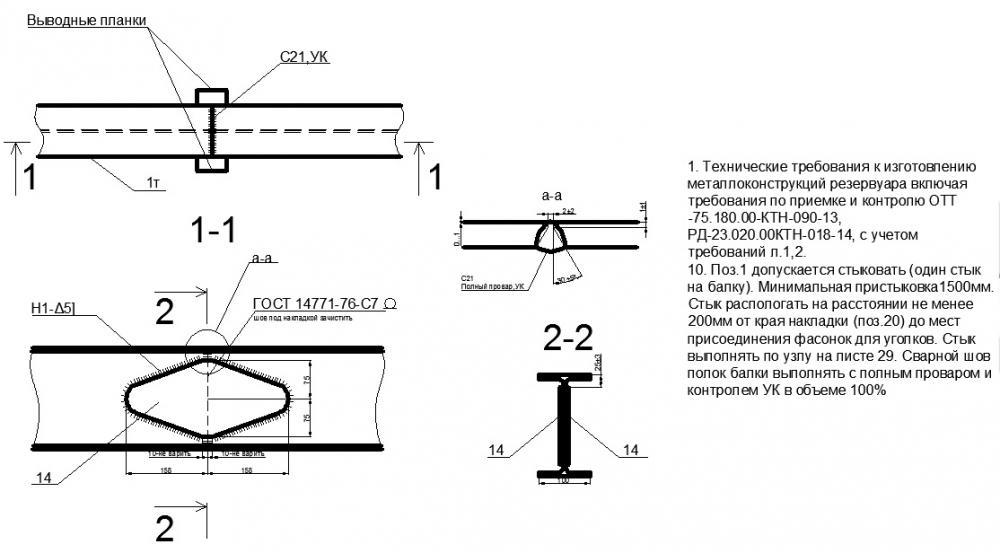
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже — 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
Маркирование и габариты балок
Согласно ГОСТ двутавр широкополочный 8239-89, размер изделия определяется высотой его стенки. Как это понять? Например, если взять профиль номер 14, то его высота (расстояние между полкой) будет составлять 140 мм, значит, балка под номером 55 будет иметь высоту 550 мм. Но это далеко не все параметры, которые прописаны в ГОСТ и характеризуют материал. Каждый номер балки имеет свои размеры, площадь сечения, массу и величины для осей. Балки можно отличить по таким параметрам:
- расположение полок. Изделия бывают параллельными или имеют уклон внутренних граней;
- принцип изготовления. Балки делаются сварными из листов стали, и горячекатаными. Горячекатаные представляют собой монолитную конструкцию из металла;
- точность производства. Маркой «Б» обозначаются двутавры, выполнены с повышенной точностью, а марка «В» указывает на обычную точность.
Для начала рассмотрим параметры горячекатаного двутавра, его размеры и сечение указаны в таблице согласно ГОСТ 8239-72:
Дополнения:
- Вес 1 м балки и площадь ее поперечного сечения вычислялись по номинальным размерам, при плотности стали в 7850 кг/м3.
- Значения в таблице, предоставленной выше, определяются так: «І» обозначает момент инерции, «W» говорит о моменте сопротивления, «S» о статическом моменте полусечения. Что касается значения «і», то оно говорит о радиусе инерции.
В ГОСТ также указываются предельные отклонения массы и габаритов. Их можно увидеть на данном фото:
Обозначения расшифровываются так:
- b1 – ширина части, которая укорочена;
- b2 – ширина части, которая удлинена;
- ∆ – уровень перекоса;
- f – уровень прогиба у стенки двутавра.
Нормальными принято считать металлические двутавры, которые имеют уклон граней внутри от 6 до 12%. По своему назначению их можно разделить на два вида: обычные и специальные. Сортамент двутавров указан в ГОСТ 19425-74. Он подходит в качестве балок подвесных путей, а также может быть использован для армирования шахтного ствола. В первом случае это серия «М», во втором серия «С».

ГОСТ 26020-83 указывает на изготовление двутавров с расположением граней внутри параллельного типа. В зависимости от особенностей, можно отметить такие виды изделий:
- Балочные, высота которых достигает 1 м, а ширина полок составляет 32 см. Обозначаются буквой «Б».
- Широкополочные изделия, высотой до 1 м, а шириной полок до 30 см. Обозначаются буквой «Ш».
- Колонные профили, ширина полки которой близка к его высоте. Обозначаются буквой «К».
Обратите внимание! Стандартный металлопрофиль имеет длину 4–12 м. В наличии есть изделия длиной 13 м
Но размер может быть обговорен согласно требованиям заказчика.
Если говорить о размерах и параметрах широкополочных двутавров, то можно обратить внимание на это фото. Двутавр широкополочный ГОСТ 26020-83 таблица
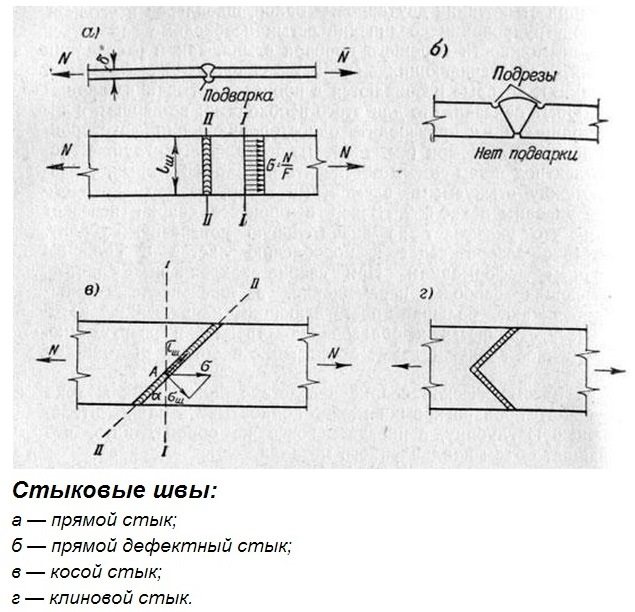
Методы стыковки и способы их сварки
Существуют различные варианты, при которых осуществляется стыковка швеллеров. Осуществление выбора происходит в зависимости от требований к монтажу металлических изделий и условий, при которых он производится. Также следует выбрать оптимальный метод для стыковки швеллеров сваркой.
Наибольшее применение находит электродуговая сварка. Этот способ является нетрудным и давно апробированным. При использовании электродуговой сварки становится возможным монтаж деталей в местах, являющихся труднодоступными.
Газовая сварка такого широкого применения не находит вследствие того, что происходит нагрев большой площади, расположенной около шва. Однако, ее можно применить для подготовительных и вспомогательных операций, например, для кромок.