Виды проволоки
Стальная проволока подразделяется на виды по основным эксплуатационным признакам в соответствии с ГОСТ 2333–80, указанным в таблице 1.
Таблица 1. Классификация проволоки по признакам
По форме сечения
По размерам (гр. — группы)
По хим. составу стали
По виду конечной обработки
По виду поверхности
По назначению
1-й гр. — менее 0,10 мм;
2-й гр. — от 0,10 до 0,20 мм;
3-й гр. — от 0,20 мм до 0,40 мм;
4-й гр. — от 0,40 до 0,80 мм;
5-й гр. — от 0,80 мм до 1,60 мм;
6-й гр. — от 1,60 мм до 4,00 мм;
7-й гр. — от 4,00 до 6,00 мм;
8-й гр. — от 6,00 до 8,00 мм включ.;
9-й гр. — свыше 8,00 мм.
Из низкоуглеродистой стали с массовой долей углерода до 0,25% включ.;
из углеродистой стали с массовой долей углерода свыше 0,25%;
из легированной стали;
из высоколегированной стали;
из сплавов с особыми свойствами (коррозионно-стойких, жаростойких, жаропрочных, прецизионных).
закаленная и отпущенная;
отпущенная под напряжением (стабилизированная).
Без дополнительной отделки поверхности после деформации;
тянутая после предварительной шлифовки, обточки или обдирки на промежуточном размере;
с металлическим покрытием (оцинкованная, луженая, омедненная, латунированная, алюминированная и с другими покрытиями);
с неметаллическим покрытием (покрытая полимерами, фосфатированная и с другими покрытиями);
светлая (термически обработанная с цветами побежалости);
черная (термически обработанная, покрытая окалиной).
для армирования предварительно-напряженных железобетонных конструкций;
для гибких тяг централизации сигналов и стрелок;
для армирования резинотехнических изделий;
для пружинных шайб;
для производства сеток;
для воздушных линий связи;
для сердечников проводов;
для проводов и кабелей;
для бронирования проводов и кабелей;
для нагревательных элементов, элементов сопротивления;
для упругих элементов;
с заданным температурным коэффициентом линейного расширения;
для записи гармонических сигналов;
конструкционная, разного назначения;
для изготовления шариков, роликов и колец подшипников качения;
для изготовления заклепок и распорок сепараторов подшипников качения;
для крепежных изделий;
Наиболее распространенными видами проволоки являются:
- проволока из низкоуглеродистой стали обыкновенного качества/общего назначения (ГОСТ 3282-74);
- проволока холоднотянутая из низкоуглеродистой стали для армирования железобетонных конструкций (ГОСТ 6727-80);
- проволока стальная углеродистая для армирования предварительно напряженных железобетонных конструкций (ГОСТ 7348-81);
- проволока стальная сварочная (ГОСТ 2246-70).
- проволока из низкоуглеродистой стали обыкновенного качества/общего назначения (ГОСТ 3282-74)
Подвергнутая термической обработке проволока без покрытия изготовляется (С) светлой, также допускается изготовление черной (Ч) проволоки по согласованию потребителя с изготовителем.
Приведем некоторые примеры условных обозначений проволоки:
- диаметром 2,5 мм, подвергнутая термической обработке, повышенной точности, светлая: Проволока 2,5 — П — О — С ГОСТ 3282-74.
- диаметром 3,2 мм, подвергнутая термической обработке, нормальной точности, черная: Проволока 3,2 — О — Ч — ГОСТ 3282-74.
- диаметром 3,6 мм, термически необработанная, 2-го класса, повышенной точности, II группы: Проволока 3,6 — П — 2Ц — II ГОСТ 3282-74.
Проволока стальная по ГОСТ 3281–74
Продукция круглого сечения и общего назначения занимает лидерские позиции по популярности и широте области применения. Получают низкоуглеродистую стальную проволоку из катанки методом холодного волочения.
Типы и размеры
 Различают типы изделий без покрытия и с цинковым покрытием. Изделия без покрытия обрабатывают при высокой температуре. Термически обработанную продукцию выпускают светлого или чёрного цвета толщиной от 0,16 до 10 мм. Проволоку с цинковым покрытием производят от 0,2 до 6 мм по толщине.
Различают типы изделий без покрытия и с цинковым покрытием. Изделия без покрытия обрабатывают при высокой температуре. Термически обработанную продукцию выпускают светлого или чёрного цвета толщиной от 0,16 до 10 мм. Проволоку с цинковым покрытием производят от 0,2 до 6 мм по толщине.
Покрытие бывает двух классов. Цинковое покрытие класса 2 более плотное и толстое, чем покрытие класса 1 у изделий одной и той же толщины. 1Ц и 2Ц — так обозначают продукцию с покрытием первого и второго класса.
Термически обработанную продукцию обозначают буквой О. Светлую термически обработанную — ОС, а чёрную — О. Ч. Изделия без термической обработки по механическим свойствам подразделяют две группы. Прочность продукции группы II выше, чем у группы I для одного и того же размера сечения.
Маркировка и упаковка
 Стальную термически обработанную чёрную проволоку сечением 0,85 мм, обозначают: Проволока 0,85 — О — Ч — ГОСТ 3281–74 .
Стальную термически обработанную чёрную проволоку сечением 0,85 мм, обозначают: Проволока 0,85 — О — Ч — ГОСТ 3281–74 .
Термически необработанную проволоку сечением 1,4 мм второй группы с цинковым покрытием второго класса обозначают: Проволока 1,4 — II — 2Ц — ГОСТ 3281–74 .
Проволоку производят в мотках и на катушках. Намотку осуществляют без спутывания витков, укладывая последовательные ряды, которые обеспечивают свободную размотку. В катушке допускается до трёх отрезков, а моток должен содержать только один отрезок.
Поставляется продукция в катушках, мотках или бухтах. В бухты могут быть связаны мотки только одной партии. Каждую партию снабжают ярлыком, на котором указывают условное обозначение по ГОСТ, наименование предприятия-изготовителя и клеймо приёмки технического контроля.
Мотки с сечением до 0,5 мм упаковывают в промасленную бумагу и складывают в ящики. Проволоку толщиной от 0,5 до 1,0 мм запаковывают в бумагу и полиэтиленовую плёнку. Мотки и бухты проволоки сечением более 1,0 мм могут поставляться без упаковки.
Области применения
Термически обработанную проволоку стальную ГОСТ 3282–74 применяют:
- В качестве увязывающего материала для связки брёвен, досок, кип хлопка, макулатуры и мусора.
- Для увязывания арматуры в производстве железобетона и в строительстве.
- При закреплении теплоизоляции на трубопроводах.
- Для изготовления искусственных цветов, ёлок и венков.
- В производстве тканых сеток.
https://youtube.com/watch?v=tBw0-MRmWJ8
Термически необработанную проволоку стальную низкоуглеродистую ГОСТ 3282 с цинковым покрытием и без него используют:
- При производстве скрепок и скоб.
- Для изготовления гвоздей.
- В производстве плетёных сеток в том числе сетки Рабица.
- Для крепления проводов линий связи.
- При устройстве заземления.
- Для изготовления металлических плечиков для одежды, ручек для вёдер, колец для брелоков.
- При изготовлении украшений и декора из бусин, поделочных камней, бисера.
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
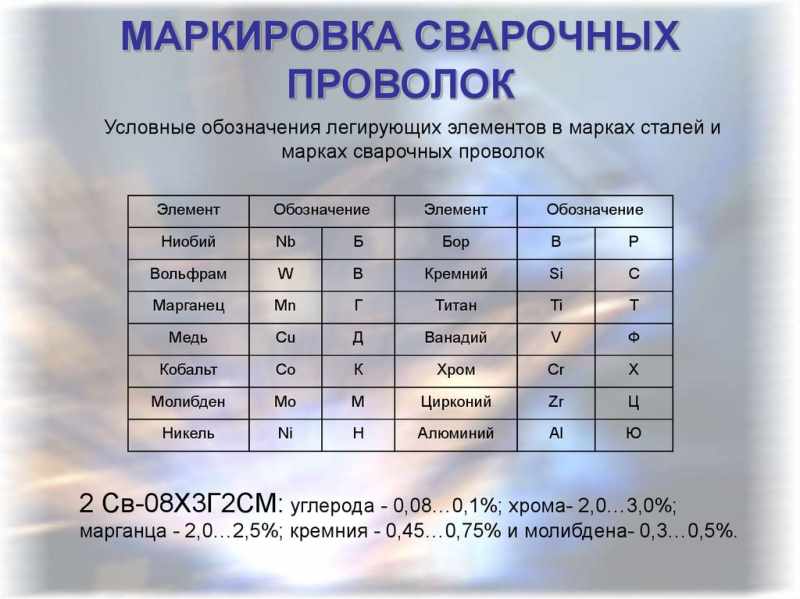
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.
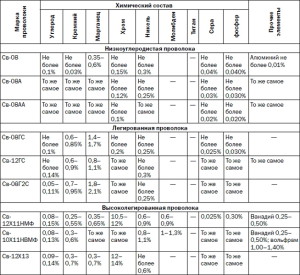
Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
|
Условия сварки |
Рекомендуемая проволока |
|
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов |
Св-08Г2С |
|
Низкоуглеродистые и низколегированные стали в аргоне и гелии |
Св-08ГС |
|
Сварка в углекислом газе на открытом воздухе |
Св-20ГСЮТ |
|
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе |
Св-10ХГCН2MЮ |
|
Металлоконструкции из стали 10ХСНД в углекислом газе |
Св-08Г2СДЮ |
|
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе |
Св-10ХН2Г2СМА |
|
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе |
Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
|
Марка стали |
Марка проволоки при сварке |
|
|
в азоте, гелии |
в углекислом газе |
|
|
20ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-08Г2С |
|
30ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
|
12XM |
Cв-08XM |
Св-10ХГ2СМА |
|
15ХМ |
Св-08ХМ |
Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
|
12Х1МФ |
Св-08ХМФА |
Св-08ХГСМФА |
|
15Х1МФ |
Св-08ХМ |
Св-08X1М1ГСФ |
|
15X5M, 15X5, 15Х5ВФ |
Cв-10X5M, Св-08Г2С |
Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
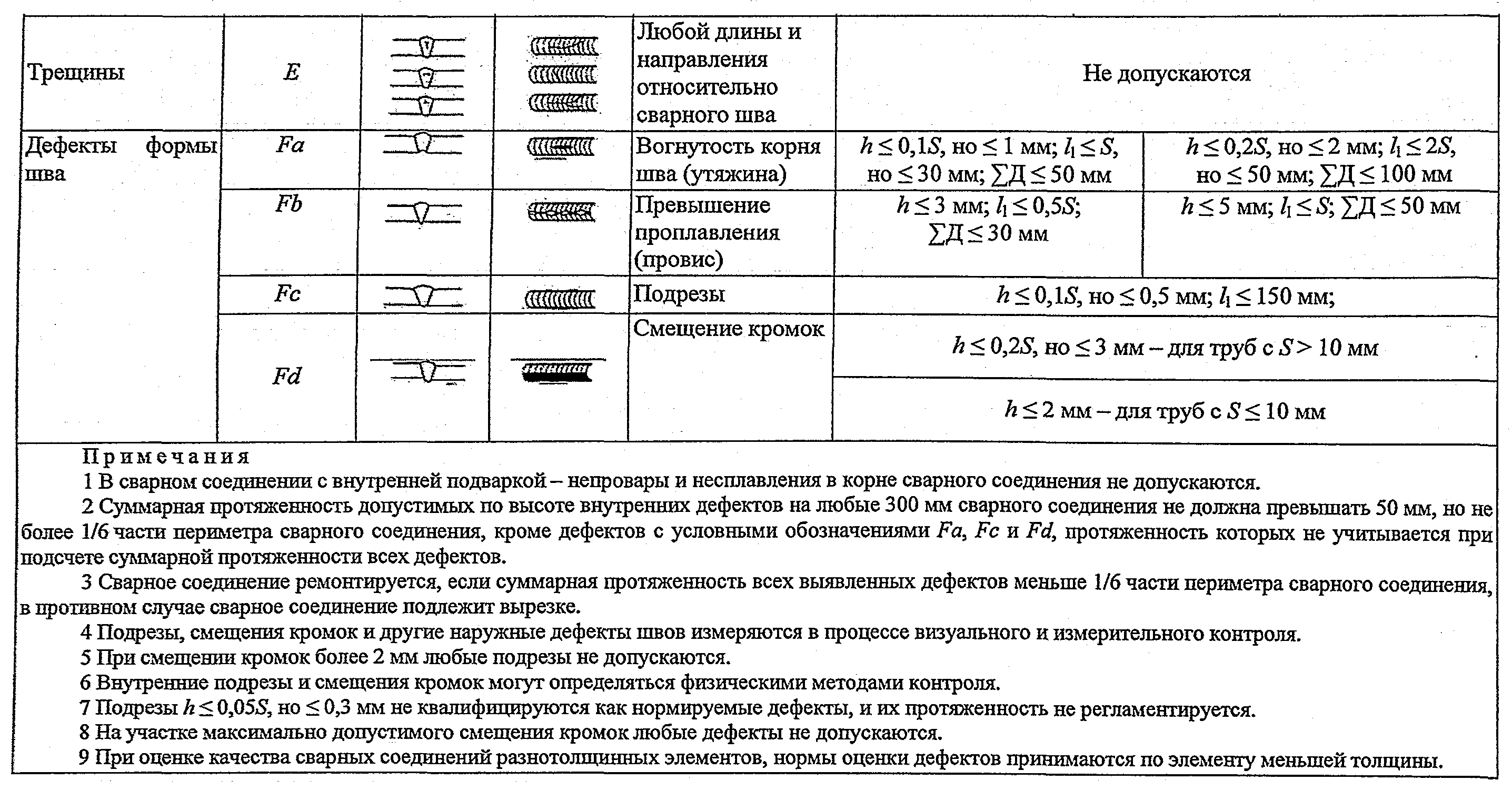
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.



Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
|
Марка стали |
Марка проволоки |
|
Хромистых |
|
|
08X13 |
Св-12Х13, Св-08Х14ГНТ |
|
08X17Т |
Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
|
15X25T |
Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
|
0X13 1X13 |
Св-10Х13, Св-06Х14 |
|
2X13 |
Св-08Х14ГТ |
|
Высоколегированных |
|
|
12X18H10T, 12X18H12T, 08Х19Н10Т |
Св-06Х19Н9Т |
|
03X18H11 |
Св-01Х19Н9 |
|
08Х22Н6Т |
Св-07Х25Н13 |
|
08Х18Н12Б |
Св-07Х19Н10Б |
|
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т |
Св-06Х19Н10М3Т |
|
08Х20Н14С2 |
Св-04Х19Н9С2 |
|
10Х23Н18 |
Св-10Х20Н15, Св-07Х25Н13 |
|
06Х23Н28МДТ |
Св-01Х23Н28М3Д3Т |
|
03X16H15M3 |
Св-04Х19Н11МЗ |
|
08Х18Г8Н2Т |
Св-08Х20Н9С2БТЮ |
4 ГОСТ 2246 – какой может быть стальная проволока для сварки?
Сварочная стальная продукция выпускается из сплавов, выплавляемых в печах вакуумноиндукционного типа, методом вакуумнодугового либо электрошлакового переплава. Конкретный способ производства сварочной проволоки определяется соглашением между заводом-изготовителем и потребителем.
Классификация изделий для сварки по ГОСТ 2246 предполагает разделение их на легированные, высоколегированные и низкоуглеродистые. Существует и такое понятие, как омедненная сварочная проволока. Она производится исключительно из легированных и низкоуглеродистых сталей. Омедненная сварочная проволока выпускается по заказам клиентов (по ГОСТ 2246), которым требуется материал с особыми свойствами для газовой и электродуговой сварки.
Стальная продукция весьма разнообразна (почти 80 видов). Наиболее популярными марками признаются следующие изделия для сварки:
- Св-10Г1СН: в большом количестве ее производит комбинат БМК в Башкортостане. На данный момент эта проволока от БМК признается одной из наиболее перспективных для выполнения работ, связанных с необходимостью соединения в защитных газах конструкционных низколегированных сплавов, применяемых в нефтеперерабатывающей, строительной, энергетической и горнодобывающей промышленности.
- Св-10ГА, 08А и 08: изделия с малым содержанием углерода. ГОСТ 2246 советует использовать указанные марки для аргонодуговой и газовой сварки водопроводных труб.
- Св-06Х19Н9Т, 08ХН2М, 08ХМФА, 08ГС: надежные и недорогие проволоки с нормальным уровнем легирования. О Св-06Х19Н9Т мы еще поговорим более подробно.
- Св-08Н50, 30Х25Н16Г7, 07Х19Н10Б, 10Х17Т, 08Х20Н9Г7Т: высоколегированные изделия.

Цена на проволоку вязальную ГОСТ 3282-74
| Наименование продукции | Размер, мм | Цена до 5 т, руб. | Цена от 5 т, руб. | |
| Проволока ок 0.5 отожженная | 0.5 | 75 500 | договорная | Купить |
| Проволока ок 0.6 отожженная | 0.6 | 68 700 | договорная | Купить |
| Проволока ок 0.7 отожженная | 0.7 | 65 000 | договорная | Купить |
| Проволока ок 0.8 отожженная оцинкованная | 0.8 | 92 000 | договорная | Купить |
| Проволока ок 0.8 отожженная | 0.8 | 62 490 | договорная | Купить |
| Проволока ок 0.9 отожженная | 0.9 | 61 290 | договорная | Купить |
| Проволока ок 1 отожженная оцинкованная | 77 800 | договорная | Купить | |
| Проволока ок 1 отожженная | 53 490 | договорная | Купить | |
| Проволока ок 1.2 отожженная оцинкованная | 1.2 | 72 700 | договорная | Купить |
| Проволока ок 1.2 отожженная | 1.2 | 47 490 | договорная | Купить |
| Проволока ок 1.4 отожженная оцинкованная | 1.4 | 70 300 | договорная | Купить |
| Проволока ок 1.4 отожженная | 1.4 | 47 190 | договорная | Купить |
| Проволока ок 1.6 отожженная оцинкованная | 1.6 | 68 300 | договорная | Купить |
| Проволока ок 1.6 отожженная | 1.6 | 46 800 | договорная | Купить |
| Проволока ок 1.8 отожженная оцинкованная | 1.8 | 67 300 | договорная | Купить |
| Проволока ок 1.8 отожженная | 1.8 | 46 500 | договорная | Купить |
| Проволока ок 2 отожженная оцинкованная | 66 350 | договорная | Купить | |
| Проволока ок 2 отожженная | 46 300 | договорная | Купить | |
| Проволока ок 2.5 отожженная оцинкованная | 2.5 | 65 500 | договорная | Купить |
| Проволока ок 2.5 отожженная | 2.5 | 46 000 | договорная | Купить |
| Проволока ок 3 отожженная оцинкованная | 65 500 | договорная | Купить | |
| Проволока ок 3 отожженная | 45 700 | договорная | Купить | |
| Проволока ок 3.5 отожженная | 3.5 | 45 700 | договорная | Купить |
| Проволока ок 4 отожженная оцинкованная | 64 500 | договорная | Купить | |
| Проволока ок 4 отожженная | 45 500 | договорная | Купить | |
| Проволока ок 4.5 отожженная | 4.5 | 45 300 | договорная | Купить |
| Проволока ок 5 отожженная оцинкованная | 64 500 | договорная | Купить | |
| Проволока ок 5 отожженная | 45 300 | договорная | Купить | |
| Проволока ок 6 отожженная оцинкованная | 64 500 | договорная | Купить | |
| Проволока ок 6 отожженная | 45 000 | договорная | Купить |
По виду поверхности вязальная проволока изготовляется:
- без покрытия диаметром от 0,16 до 10,0 мм;
- с покрытием диаметром 0,20 до 6,0 мм.
Вязальная проволока ГОСТ 3282-74 без покрытия термически обработанная изготовляется светлой (С), а по согласованию потребителя с изготовителем допускается изготовление черной (Ч) проволоки.
По точности изготовления вязальная проволока ГОСТ 3282-74 выпускается:
- повышенной точности- П;
- нормальной точности.
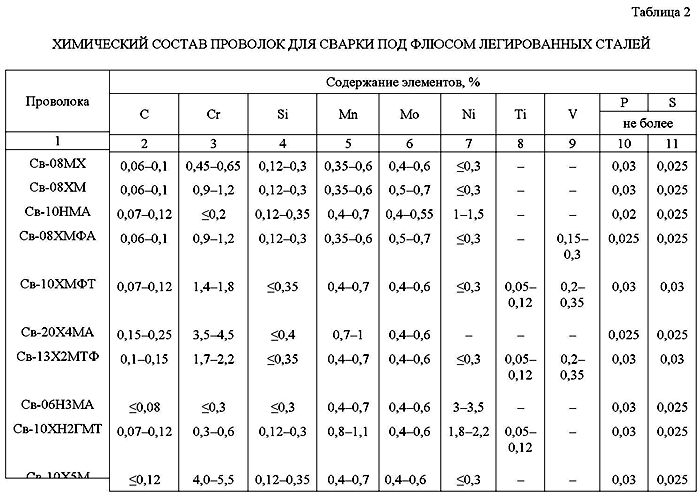
Химический состав для сваривания стали
Стальная сварочная присадка гарантирует хорошие механические свойства сварного шва. Основные марки проволочной присадки, используемые для сварки углеродистых сталей, показаны в таблице ниже:
| Маркировка присадочной проволоки | ||
| Защита: азот и гелий | Защита: CO2 | |
| 20ХГСА | Св-15ХМА, Св-18ХГСа | Св-08Г2С |
| 30ХГСА | Св-15ХМА, Св-18ХГСа | Св-10ГСМ, Св-10ГСМТ, Св-08Ч2СМА |
| 12ХМ | Св-08ХМ | Св-10ХГ2СМА |
| 15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ |
| 12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
| 15Х1МФ | Св-08ХМ | Св-08Х1М1ГСФ |
| 15Х5М, 15Х5, 15Х5ВФ | Св-10Х5М, Св-08Г2С | Св-08Г2С |
Согласно государственному стандарту, присадочные проволоки для сварки нержавейки и обычной стали подразделяются на:
- углеродистые, предназначенные для соединения изделий из низко и среднеуглеродистых сталей;
- легированные, для сваривания низколегированных и термостойких металлов;
- высоколегированные, использующиеся при работе с хромникелевыми, нержавеющими или другими легированными сортами сталей.
Присадочные материалы для нержавейки представляют собой хром или никельсодержащие стали.
Основными преимуществами специализированных сварочных присадок, предназначенных для соединения изделий из нержавеющей стали, являются:
- высокое качество сварного шва;
- однородность и отсутствие пор в соединении;
- коррозионная стойкость;
- минимальный коэффициент разбрызгивания металла;
- стабильное горение электрической дуги при работе.
При попытке рассчитать расход присадки на шов следует учитывать, что присадка для нержавеющей стали обладает увеличенным ресурсом.
Расходники, применяемые при работе с высоколегированными или нержавеющими сталями, подразделяются на два вида:
- порошковые;
- сплошные.
Метод сварки в среде аргона.
Порошковые присадки позволяют вести сварочные работы без применения защитных газов. В простейшем случае порошковая присадка представляет собой полую трубку с флюсом внутри.
При работе, флюс и присадочные элементы образуют облако газа, способствующего качественной проварке шва. Подобные проволоки могут применяться в условиях недостаточного пространства, поскольку сварочный аппарат без баллона с газом может доставать даже до самых труднодоступных мест.
Сплошные проволоки – это обыкновенные присадки, предназначенные для проведения сварочных работ в среде защитных газов, например, Аргона или углекислоты.
Стоит отметить, что присадочные элементы, используемые для сварки нержавеющей стали, делятся на классы:
- нормальной точности;
- повышенной точности с маркировкой П.
Наиболее часто используемыми видами присадочных материалов для сварки изделий из нержавейки являются:
- Св06Х20Н11М3.
- Св01Х18Н10.
- Св01Х19Н9.
При расшифровке следует помнить, что:
- А обозначает азот;
- Б – ниобий;
- В – это вольфрам;
- Д – медь;
- М – молибден;
- С – это кремний;
- Т – титан;
- Х – хром;
- Н – никель;
- Ю – алюминий;
- Ф – ванадий;
- Ц – цирконий.
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Проволока изготовляется: по виду обработки: термически обработанная — О; термически необработанная; по виду поверхности:
без покрытия; с покрытием.
Проволока без покрытия термически обработанная изготовляется светлой (С), а по согласованию потребителя с изготовителем допускается изготовление черной (Ч) проволоки.
Проволока с покрытием подразделяется на: оцинкованную 1-го класса — 1Ц, оцинкованную 2-го класса — 2Ц; по точности изготовления: повышенной — П, нормальной;
по временному сопротивлению разрыву (только для термически необработанной проволоки):
I группы — I,
II группы — II.
(Измененная редакция, Изм. № 5).
1.2. Проволока изготовляется диаметром: от 0,16 до 10,00 мм — без покрытия;
от 0,20 до 6,00 мм — с покрытием.
Диаметр проволоки и предельные отклонения по нему должны соответствовать указанным в табл. 1.
Издание официальное ★
Перепечатка воспрещена
Издательство стандартов, 1974 Стандартинформ, 2007
Таблица 1 мм
|
Номинальный диаметр проволоки |
Предельное отклонение по диаметру проволоки |
Номинальный диаметр проволоки |
Предельное отклонение по диаметру проволоки |
||
|
повышенной точности |
нормальной точности |
повышенной точности |
нормальной точности |
||
|
0,16 0,18 0,20 0,22 0,25 |
-0,02 |
-0,02 |
1,10 1,20 |
-0,05 |
-0,06 |
|
1,30 1,40 1,60 |
-0,10 |
||||
|
0,28 0,30 0,32 0,35 0,36 |
-0,03 |
-0,03 |
1,80 2,00 |
0,06 |
|
|
2,20 2,50 |
-0,12 |
||||
|
2,80 3,00 3,20 |
-0,10 |
||||
|
0,37 0,40 |
-0,04 |
||||
|
3.50 3.60 4.00 4.50 5.00 5.50 5.60 6.00 |
-0,16 |
||||
|
0,45 0,50 0,55 0,56 0,60 |
-0,04 |
||||
|
0,63 |
6,30 |
||||
|
0,70 |
7,00 |
||||
|
0,80 |
8,00 |
||||
|
0,85 |
-0,05 |
-0,10 |
-0,20 |
||
|
0,90 |
9,00 |
||||
|
0,95 |
|||||
|
1,00 |
10,00 |
Примечание. Допускается изготовление проволоки с двусторонними предельными отклонениями. Поле допуска при этом должно соответствовать указанному в табл. 1.


(Измененная редакция, Изм. № 5).
1.3. Овальность проволоки не должна превышать половины предельных отклонений по диаметру.
ПРАВИЛА ПРИЕМКИ
3.1. Проволока принимается партиями. Партия должна состоять из проволоки одного диаметра, одной точности изготовления, одного вида обработки, одного вида поверхности, одного класса и одной группы и должна быть оформлена документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
результаты проведенных испытаний;
массу нетто партии.
(Измененная редакция, Изм. № 5).
3.2. Проверка качества поверхности проводится на каждом мотке или катушке. Проверку размеров проводят на 5 % мотков или катушек от партии, но не менее чем на трех мотках или катушках.
3.3. Для проверки механических свойств проволоки и качества покрытия от партии отбирают 3 % мотков или катушек, но не менее двух мотков или трех катушек.
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
3.2 — 3.4. (Измененная редакция, Изм. № 3).
Проволока ГОСТ 3282 74
| Номинальный диаметр проволоки | Предельное отклонение по диаметру проволоки | Номинальный диаметр проволоки | Предельное отклонение по диаметру проволоки | ||
| Повышенной точности | Нормальной точности | Повышенной точности | Нормальной точности | ||
| 0,16 0,18 0,20 0,22 0,25 | -0,2 | -0,2 | 1,10 1,20 | -0,05 | -0,06 |
| -0,2 | -0,2 | 1,30 1,40 1,60 | -0,5 | -0,10 | |
| 0,28 0,30 0,32
0,35 0,36 |
-0,03 | -0,03 | 1,8 2,0 | -0,06 | -0,10 |
| -0,03 | -0,03 | 2,2 2,5 | -0,06 | -0,12 | |
| 0,37 0,40 | -0,03 | -0,04 | 2,8 3,0 3,2 | -0,10 | -0,12 |
| 0,45 0,50 0,55 0,56 0,60 | -0,04 | -0,04 | 3,50 3,60 4,00 4,50 5,00 5,50 6,00 | -0,10 | -0,16 |
| 0,63 0,70 0,80 0,85 0,90 0,95 1,00 | -0,04 | -0,05 | 6,30 7,00 8,00 9,00 10,00 | -0,10 | -0,20 |
Проволока стальная гост 3282
| Диаметр проволоки, мм | Временное сопротивление разрыву | Относительное удлинение, %, для термически обработанной проволоки, не менее | Поверхностная плотность цинка, г/м2, не менее | ||||
| Термически необработанная | Термически обработанная | ||||||
| 1 группа | 2 группа | без покрытия | с покрытием | безпокрытия | с покрытием | ||
| 0.30-0.45 | 690-1370 (70-140) | 690-1370 (70-140) | — | — | 15 | — | — |
| 0.45-0.50 | 690-1270 (70-130) | 690-1180 (70-120) | 290-490 (30-50) | 340-540 (35-55) | 15 | — | — |
| 0.50-1.00 | 690-1270 (70-130) | 690-1180 (70-120) | — | — | 15 | — | — |
| 0.85 | 690-1270 (70-130) | 690-1180 (70-120) | — | — | 15 | 12 | 35 |
| 0.85-1.00 | 690-1270 (70-130) | 690-1180 (70-120) | — | — | 15 | 12 | 35 |
| 1.00-1.20 | 590-1270 (60-130) | 690-1180 (70-120) | — | — | 15 | 12 | 40 |
| 1.20-2.00 | 590-1180 (60-120) | 690-980 (70-100) | — | — | 15 | 12 | 50 |
| 2.00-2.50 | 590-1180 (60-120) | 690-980 (70-100) | — | — | 15 | 12 | 60 |
| 2.80-3.20 | 540-1080 (55-110) | 640-930 (65-95) | — | — | 20 | 18 | 70 |
| 3.20-3.60 | 440-930 (45-95) | 640-930 (65-95) | — | — | 20 | 18 | 70 |
| 3.60-4.50 | 440-930 (45-95) | 590-880 (60-90) | — | — | 20 | — | — |
| 4.50-7.50 | 390-830 (40-85) | 490-780 (50-80) | — | — | 20 | — | — |
Оцинкованная проволока диаметром 0,8 — 3,5 мм поставляется в мотках массой не более 80 кг или в розетах 500 — 750 кг.
Светлая проволока диаметром:
- 0,20 — 2,00 мм в мотках массой не более 200 кг
- 2,50 — 5,00 мм в бухтах массой 500-1200 кг
- 2,10 — 8,00 мм в мотках массой не более 80-150 кг
- толстая проволока 6 мм поставляется в мотках 160-200 кг и в розетах по 800-950 кг.
Самым популярным изделием из проволоки ГОСТ 3282-74 является такой строительный материал как рабица. Интересно, что эта сетка получила свое название по имени немецкого каменщика Карла Рабитца. Он придумал ее для создания основы для оштукатуривания стен в XIX веке, запатентовав изобретение в 1878 году.
Сетку делают на станке несложной конструкции, вкручивая друг в друга спирали с плоским витком. Спирали навивают на рабочем органе станка или на специальных сеткоплетельных станках автоматического, полуавтоматического или ручного типа, имеющих высокую производительность. Размер ячейки сетки варьируется 5,0 до 100,0 мм, диаметр используемой проволоки от 1,2 до 4,0 мм. При этом в зависимости от покрытия проволоки готовым изделием будет сетка рабица оцинкованная или сетка рабица с полимерным покрытием. Ценовая категория проволоки тоже будет отличаться.
Проволока производится термически обработанная (проволока вязальная) и термически необработанная. Основное назначение проволоки вязальной это использование для увязки арматуры в строительстве, для увязки кип макулатуры, для сооружения опор для виноградников и вьющихся растений. Является основным материалов при производстве сетки тканой, венков и искусственных растений.
ГОСТ 3282-74 устанавливает технические требования предъявляемые к проволоке. Так, термически необработанная проволока должна выдерживать не менее четырех перегибов, не иметь на своей поверхности трещин, закатов, окалины (это не относится к проволоке вязальной), выдерживать предельные отклонения по диаметру предусмотренные технической документацией. Для оцинкованной проволоки обязательным является полное покрытие цинком, отсутствие пропусков, черных пятен. Допускаются наплывы цинка, неоднородность проволоки по цвету, белые пятна и белый налет, при условии, что проволока выдержала испытание на качество покрытия. 12.11.2013 | Гвоздильная проволока 05.08.2013 | Проволока оцинкованная ГОСТ 3282-74 04.07.2013 | Проволока вязальная ГОСТ 3282-74
УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток должен быть прочно перевязан термически обработанной проволокой не менее чем в трех местах, равномерно расположенных по окружности мотка.
Концы проволоки в мотке должны быть аккуратно уложены и легко находимы.
Мотки проволоки диаметром менее 0,8 мм допускается перевязывать свободным концом того же мотка.
Верхний конец отрезка проволоки на катушке должен быть закреплен петлей или на щеке катушки.
(Измененная редакция, Изм. № 5).
5.2. Мотки проволоки одной партии могут быть связаны в бухты.
(Измененная редакция, Изм. № 1).
5.3. Проволоку смазкой не покрывают. По требованию потребителя проволока должна быть покрыта тонким слоем консервационного масла типа НГ-203 марок А, Б по ОСТ 38.01436, К17 по ГОСТ 10877, ЖКБ и ЖКБ-1 по нормативно-технической документации или индустриального масла марок И-12А, И-20А, И-25А, И-30А, И-40А, И-50А по ГОСТ 20799 с добавлением присадок КП по ГОСТ 23639 (15-20 %) или АКОР-1 (15-25 %) по ГОСТ 15171.
Допускается применение консервационных масел другого типа, обеспечивающих защиту проволоки от коррозии.
5.4. Мотки проволоки диаметром 0,50 мм и менее должны быть обернуты слоем бумаги и упакованы в деревянные ящики типа II по ГОСТ 18617, типа II—I по ГОСТ 16536 или другой нормативно-технической документации.
Мотки проволоки диаметром 0,5—1,00 мм должны быть обернуты слоем бумаги, затем слоем полимерной пленки или нетканых материалов, или ткани из химических волокон.
Допускается проволоку упаковывать в ящичные металлические поддоны по ОСТ 14—43 или другой нормативно-технической документации или деревянные двухтонные ящики по ГОСТ 18617, выстланные изнутри упаковочной бумагой.
При механизированной упаковке моток проволоки должен быть обернут слоем бумаги по ГОСТ 10396 или бумаги КМВ-170, или другой крепированной бумаги, равноценной по защитным свойствам, или полимерной пленки с закреплением упаковки.
В качестве упаковочных материалов применяют:
бумагу парафинированную по ГОСТ 9569 (допускается применение двухслойной бумаги по ГОСТ 8828 или другой бумаги, обеспечивающей защиту от коррозии);
пленку полимерную по ГОСТ 10354, ГОСТ 16272 или другую полимерную пленку;
нетканые материалы (тарное холстопрошивное полотно или клееное полотно), ткани из химических волокон по нормативно-технической документации, ткань упаковочную технического назначения по ГОСТ 5530. Допускается применение ленты, сшивной из весового лоскута, по нормативно-технической документации.
Проволоку диаметром более 1,0 мм упаковывают по требованию потребителя.
Мотки проволоки массой 500—1500 кг не упаковывают.
При транспортировании в контейнерах проволока упаковывается по требованию потребителя.
Проволока, отправляемая в районы Крайнего Севера и приравненные к ним местности, упаковывается и транспортируется по ГОСТ 15846.
(Измененная редакция, Изм. № 4, 5).
5.5. Грузовые места формируют в транспортные пакеты по ГОСТ 24597, ГОСТ 21650.
Масса грузового места (пакета) не должна превышать 1500 кг. По требованию потребителя
масса грузового места не должна превышать 80 кг.
(Измененная редакция, Изм. № 5).
5.6. К каждой катушке, мотку или бухте должен быть прочно прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение;
клеймо технического контроля.
(Измененная редакция, Изм. № 3, 5).