
Пенетранты

С английского это слово переводится, как впитывающий. В настоящее время существует более десятка составов пенетрантов (водные или на основе органических жидкостей: керосин, масла и так далее). Все они обладают малым поверхностным натяжением и сильной цветовой контрастностью, что позволяет их легко увидеть. То есть, суть метода такова: наносится пенетрант на поверхность сварочного шва, он проникает внутрь, если есть дефект, окрашивается с этой же стороны после очистки нанесенного слоя.
Сегодня производители предлагают разные проникающие жидкости с разным эффектом обнаружения изъяном.
- Люминесцентные. Из названия понятно, что в их состав входят люминесцентные добавки. После нанесения такой жидкости на шов нужно посветить на стык ультрафиолетовой лампой. Если дефект есть, то люминесцентные вещества будут отсвечивать, и это будет видно.
- Цветные. В состав жидкостей входят специальные светящиеся красители. Чаще всего это красители ярко-красные. Они хорошо видны даже при дневном свете. Наносите такую жидкость на шов, и если с другой стороны появились красные пятнышки, то дефект обнаружен.
Есть разделение пенетрантов по чувствительности. Первый класс – это жидкости, с помощью которых можно определить дефекты с поперечным размером от 0,1 до 1,0 микрона. Второй класс – до 0,5 микрон. При этом учитывается, что глубина изъяна должна превосходить его ширину в десять раз.
Наносить пенетранты можно любым способом, сегодня предлагаются баллончики с этой жидкостью. В комплект к ним прилагаются очистители для зачистки дефектуемой поверхности и проявитель, с помощью которого выявляется проникновение пенетранта и показывается рисунок.
Как это надо делать правильно.
- Шов и околошовные участки необходимо хорошо очистить. Нельзя использовать механические методы, они могут стать причиной занесения грязи в сами трещины и поры. Используют теплую воду или мыльный раствор, последний этап – очистка очистителем.
- Иногда появляется необходимость протравить поверхность шва. Главное после этого кислоту убрать.
- Вся поверхность высушивается.
- Если контроль качества сварных соединений металлоконструкций или трубопроводов проводится при минусовой температуре, то сам шов перед нанесением пенетрантов надо обработать этиловым спиртом.
- Наносится впитывающая жидкость, которую через 5-20 минут надо удалить.
- После чего наносится проявитель (индикатор), который из дефектов сварного шва вытягивает пенетрант. Если дефект небольшой, то придется вооружиться лупой. Если никаких изменений на поверхности шва нет, то и дефектов нет.
Варианты контроля качества
Используется несколько различных методов контроля, некоторые из них требуют применения специального оборудования. Все они применяются для проверки прочности и надежности сварных соединений.
Качество шва зачастую предсказуемо, потому что зависит оно от мастерства сварщика и используемых им оборудования и материалов, однако самый опытный сварщик может допустить ошибку, а цена такой ошибки может быть слишком высока.
Самый распространенный способ контроля – визуальный, он используется в 100% случаев. Кроме него существуют и более сложные методы, такие как магнитный, ультразвуковой, радиографический и капиллярный.
Кроме этого, часто сварной шов проверяется на протекание. Для достижения максимального результата необходимо применять последовательно несколько способов.
Визуальный контроль качества

Самый простой и быстрый способ обнаружить недостатки соединения, не требующий дополнительного оборудования либо материалов.
Осмотр должен производиться тщательно, шов должен быть осмотрен полностью. Не должно быть видимых дефектов, трещин, шов должен быть ровным и равномерным, с одинаковой толщиной и высотой по всей длине.
Не должно быть непроваренных участков, наплывов, складок. При наличии какого-либо из перечисленных дефектов шов считается некачественным. Для более детального осмотра шва можно использовать мощный осветительный прибор и лупу.
Если дефекты все же обнаружены, вам могут пригодиться измерительные инструменты для их замеров.
Визуальный метод не позволит вам выполнить полноценную проверку соединения, однако с него рекомендуется начинать. После него применяются другие варианты.
Капиллярный способ

Также несложный и недорогой метод. Для него необходимы специальные жидкие средства, способные заполнять мельчайшие поры и трещины. С помощью этого метода можно проверить деталь любой формы из любого материала.
Такие жидкости называются пенетрантами, (penetrant (англ.) – проникающая жидкость).
Они отличаются малой величиной поверхностного натяжения, за счет этого проникают в самые маленькие трещины и поры. При этом они хорошо видимы и качественно маркируют все имеющиеся дефекты.
Такие жидкости можно приобрести в готовом виде, а можно приготовить самим, в сети можно найти множество рецептов. Каждый из них позволяет приготовить жидкость со своими свойствами.
Распространены пенетранты на основе скипидара, бензола. Часто применяется керосин. Капиллярный метод является одним из самых удачных.
Методы проверки
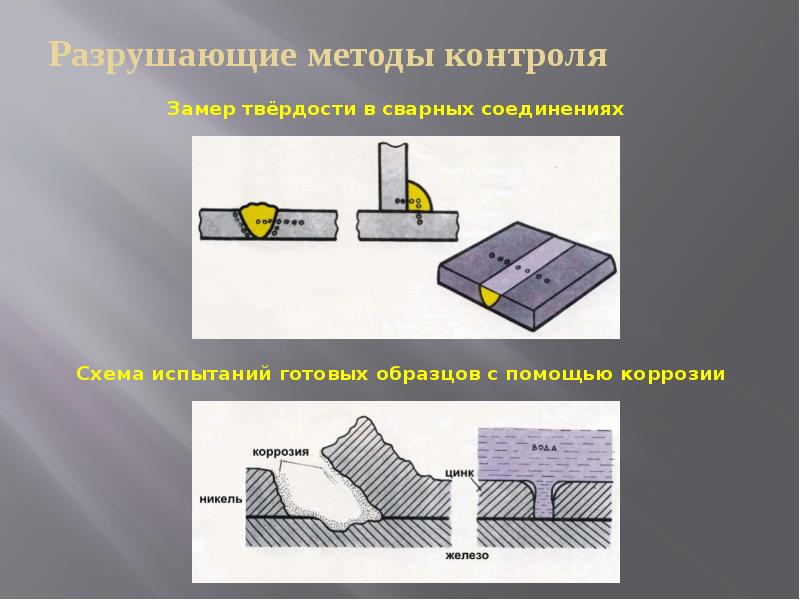
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

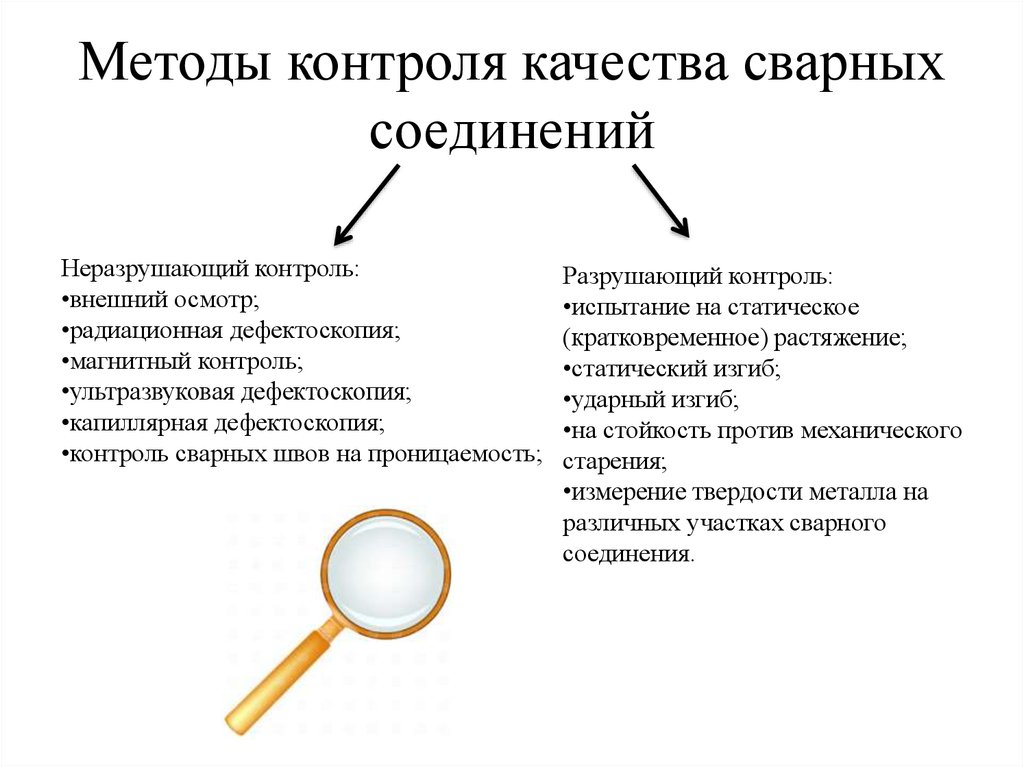
Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на . Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.





При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Магнитная дефектоскопия
Методы контроля качества сварных соединений включают в себя такой неразрушающий вид как магнитная дефектоскопия. Этот метод применяется для контроля изделий, имеющих ферромагнитный состав. Он поможет обнаружить неглубокие, но скрытые трещинки, а также инородные включения.
Когда нарушается целостность конструкции внутри нее, то появляется своеобразная «зона рассеяния». При этом на краях образуются полюса. На внешней поверхности сварного изделия напротив внутренней зоны рассеяния происходит ее фиксация. Магнитные линии начинают огибать эту зону, и происходит ее четкое выделение. В этом месте происходит изменение плотности магнитного поля.
Магнитный контроль сварных швов основан на образовании магнитного поля, которое при проверке пронизывает сварное соединение. Для этого применяется особое оборудование. С помощью дефектоскопов имеется возможность обнаружения микроскопических трещин с размером их толщины до 0,001 мм. Суть метода состоит в том, что магнитный поток, путешествуя вдоль сварочного шва, при появлении на его пути дефекта обходит его. Это является следствием того, что магнитная проницаемость в этом месте гораздо меньше, чем магнитная проницаемость самого металла.
Для обнаружения продольных трещин применяется циркулярный вид намагничивания, для поперечных трещин — продольный. Также имеется комбинированный способ.
Контроль сварочных швов методом магнитной металлографии может осуществляться несколькими способами.
Магнитопорошковый
Проверка сварки производится с помощью магнитного порошка, который представляет собой совокупность мельчайших частичек намагниченного металла. В результате воздействия рассеяния магнитного поля эти частички меняют свое положение в пространстве.
Таким методом можно осуществлять контроль качества сварных соединений трубопроводов.
Как правило, ферромагнитный порошок представляет собой железо. Он может использоваться в следующих видах:
- сухой;
- водная эмульсия;
- маслянистая суспензия.
Процесс проверки заключается в том, что частицы порошка, на которые оказывают действие электромагнитные поля, перемещаются равномерно по поверхности. Когда они встречают на своем пути дефект, частицы порошка начинают скапливаться, образуя в таких местах своеобразные валики. Их форма и размер позволяют судить о соответствующих параметрах найденного дефекта.
Технологические операции для выполнения магнитопорошкового метода:
- Подготовка поверхности. Очищение ее от грязи, шлака, окалин, следов брызг, наплывов.
- Нанесение на поверхность проверяемого соединения порошка, эмульсии или суспензии.
- Осмотр и выявление участков, в которых имеются дефекты.
- Размагничивание поверхности.
Наиболее достоверные результаты можно получить при использовании сухого порошка. Чтобы правильно оценить чувствительность порошка пользуются контрольными образцами. Допускается использование различных видов дефектоскопов: стационарных, мобильных, переносных, передвижных.
Магнитографический
Магнитная дефектоскопия относится к неразрушающим видам проверки сварочных швов. Суть метода заключается в том, что происходит выявление магнитных потоков, которые появились в намагниченных изделиях при наличии дефектов.
Для осуществления этого метода производится намагничивание исследуемой поверхности вместе с прижатым к ней с помощью эластичной ленты магнитоносителем. Одновременно осуществляется запись процесса на магнитную ленту. Информация о магнитном рельефе с ленты считывается специальными устройствами, являющимися составными частями дефектоскопов.
Наиболее часто этот метод находит применение для контроля сварных соединений трубопроводов. Главное преимущество этого метода по сравнению с магнитопорошковым способом — более высокая производительность.
Индукционный контроль
Отличие этого метода от предыдущих — наличие индукционных катушек, с помощью которых происходит образование электродвижущей силы. Для фиксации сигнала индукционную катушку необходимо соединить с аппаратом, осуществляющим регистрацию. В качестве него могут использоваться гальванометр или сигнальная лампа.
Контроль осуществляется при перемещении сварного соединения вдоль индукционной катушки. Передвижение может быть также осуществлено движением дефектометра вдоль соединения. Когда наступит момент пересечения индукционной катушки с местом, в котором находится дефект, то вследствие изменения в этом месте магнитного потока появляется электродвижущая сила. Индукционный ток поступает на регистрационный прибор.
Ультразвуковая дефектоскопия сварных швов
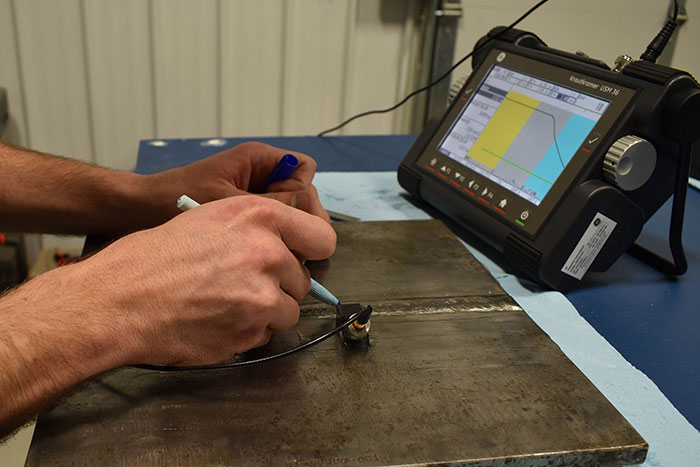
Данный вид неразрушающего контроля выполняется с использованием специализированного дефектоскопа с применением датчиков различных номиналов (в зависимости от задачи). В ходе УЗИ ультразвук легко проходит через металл и отражается от нижнего края обследуемой конструкции. Все искажения, появляющиеся в ходе обследования, отслеживаются датчиком и записываются. В зависимости от типа искажения специалист определяет дефект.
УЗК сварных швов («просвечивание» стыков) позволяет с высоким уровнем качества выявить непровары, трещины, газовые поры, зазоры, шлаковые включения в шве. По точности показаний УЗК не уступает, в ряде случаев заметно превосходит большинство используемых технологий — радиографический контроль, иные.
Ультразвуковая дефектоскопия сварных швов (УЗД) — один из универсальных методов обследования, позволяющий быстро и эффективно выявить большинство серьезных недостатков. УЗД широко применяется, когда требуется проверить качество соединения труб, герметичность трубопровода.
К преимуществам может быть отнесена и доступная стоимость «просветки» сварных швов в Москве, Нижнем Новгороде, Казани, Тюмени и в других регионах РФ, где мы выполняем работы.
Исследование металлоконструкций с помощью ультразвука может быть выполнено разными методами УЗИ:
- Эхо-импульсный.
- Зеркально-теневой.
- Эхо-теневой.
Эти методы УЗИ отличаются друг от друга по углу вхождения волн в металл, схемой расположения и включения преобразователей и другими характеристиками. Независимо от используемого неразрушающего метода исследования, можно получить точные данные о дефектах (расположение, геометрия), имеющихся на разной глубине.
Параметры ультразвукового контроля качества сварки зависят от нескольких условий. Поэтому перед началом выполнения исследования методом дефектоскопии сварных соединений нам необходимо знать:
- Вид и марка изучаемого материала.
- Толщина и геометрия конструкции.
- Назначение конструкции (для определения норм браковки — какие дефекты считаются допустимыми, какие – нет).
В силу большого количества факторов, влияющих на стоимость работ по ультразвуковой дефектоскопии (УЗД) сварных швов как в Москве, так и в регионах, ультразвуковой толщинометрии трубопроводов по нашей практике точные цены могут существенно отличаться для различных объектов! Поэтому итоговые цены уточните у наших менеджеров, а здесь приведем примеры стоимости на данный вид дефектоскопии сварных соединений:
Проведение работ по ультразвуковому контролю качества (далее — УЗК) сварных швов трубопроводов
| Диаметр, мм, до 36 | 1 стык | 400 — 700 руб. |
| Диаметр, мм, до 65 | 1 стык | |
| Диаметр, мм, до 114 | 1 стык | |
| Диаметр, мм, до 159 | 1 стык | 500 — 1 300 руб. |
| Диаметр, мм, до 219 | 1 стык | |
| Диаметр, мм, до 273 | 1 стык | |
| Диаметр, мм, до 377 | 1 стык | 700 — 1 700 руб. |
| Диаметр, мм, до 465 | 1 стык | |
| Диаметр, мм, до 550 | 1 стык | От 1 600 руб. |
| Диаметр, мм, до 720 | 1 стык | От 1 800 руб. |
| Диаметр, мм, до 920 | 1 стык | От 2 000 руб. |
| Диаметр, мм, до 1220 | 1 стык | От 2 300 руб. |
| УЗК сварных швов конструкций и оборудования | 1 п. метр | От 700 руб. |
| УЗК основного металла оборудования, толщина стенки до 14 мм | 1 м2 | От 2 200 руб. |
| УЗК основного металла оборудования, толщина стенки до 30 мм | 1 м2 | От 2 700 руб. |
| УЗК основного металла оборудования, толщина стенки до 60 мм | 1 м2 | От 3 000 руб. |
| Ультразвуковая толщинометрия сварных швов оборудования и основного металла | 1 точка | От 50 руб. |
Капиллярный метод
Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.



Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
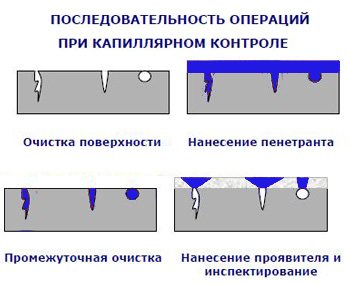
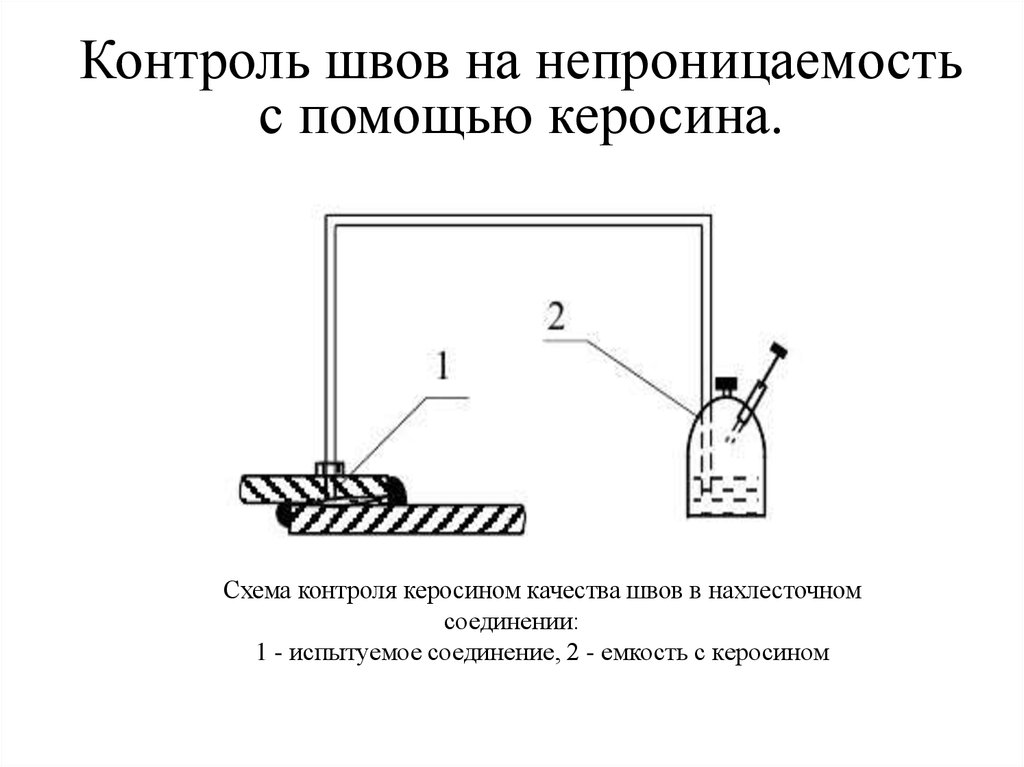
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Методы неразрушающего контроля качества сварных соединений
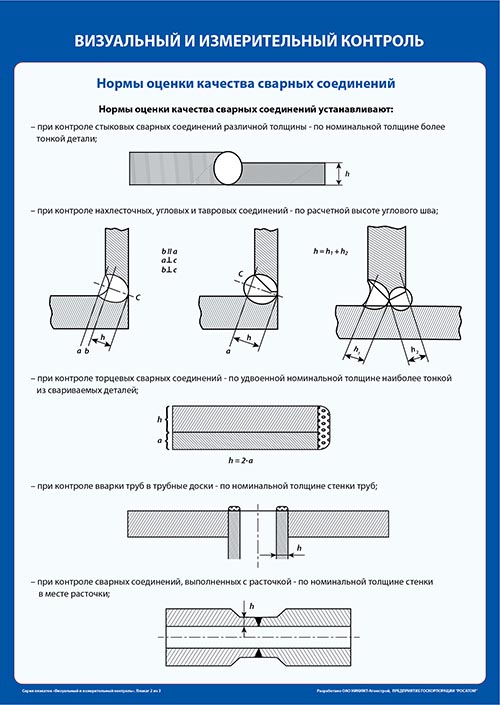
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 «Контроль неразрушающий. Методы оптического вида» устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
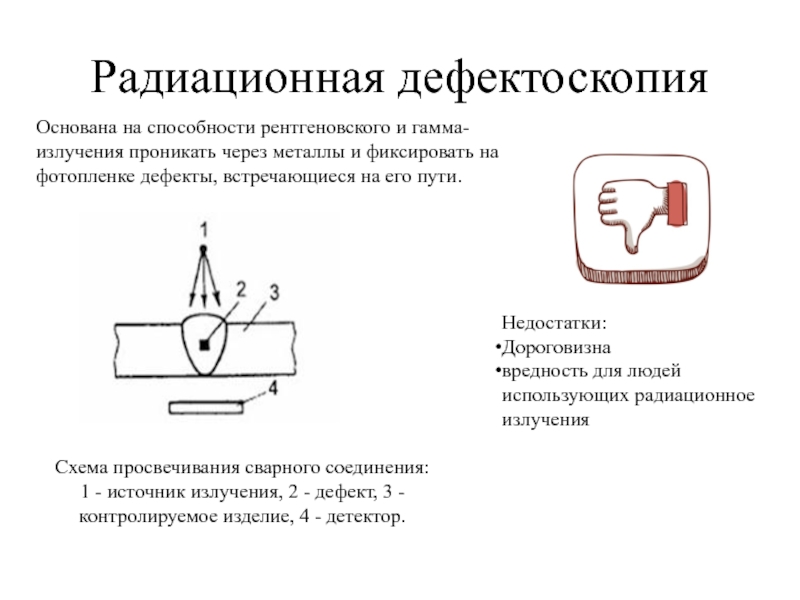
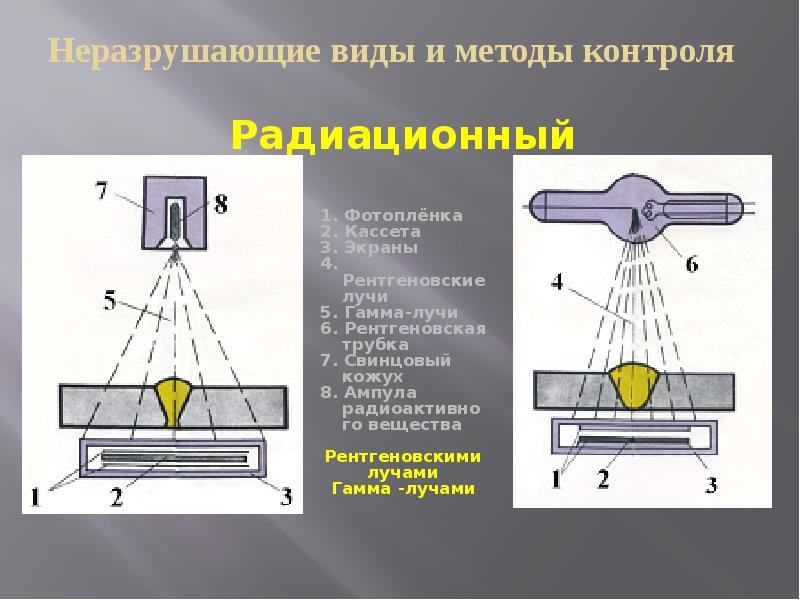
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 «Контроль неразрушающий. Сварные соединения. Радиографический метод».
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Виды контроля сварных соединений
Предварительный контроль
Предварительный контроль включает в себя проверку качества свариваемого металла и материалов для сварки. Кроме этого, контролируют подготовку сварных кромок и сборку свариваемых деталей, исправность оснастки для сварки, сварочного оборудования и приборов. Кроме этого, необходимо провести испытания стали на свариваемость, которые включают в себя механические испытания, металлографический анализ и испытания на вероятность образования холодных трещин и горячих трещин при сварке.
Текущий контроль сварки
Текущий контроль ведут непосредственно во время сварочных работ. При этом проверяют соблюдение технологии сварки (соблюдение режимов сварки, качество зачистки промежуточных сварных швов, заварку сварочных кратеров, выполнение предварительного и сопутствующего подогрева, при необходимости и другие моменты).
Окончательный контроль сварки
При окончательном контроле проверяют уже готовые сварные соединения. Готовое сварное изделие должно полностью удовлетворять требованиям, предъявляемым к нему.
Суммарная трудоёмкость всех контрольных операций может достигать до 30% от общей трудоёмкости изготовления сварной металлоконструкции. Объём контроля зависит от того, насколько высоки требования, предъявляемые к металлоконструкции, от сложности технологии сварки и от квалификации контролирующего персонала.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Капиллярный контроль сварных швов
 Качество сварки может проверяться при помощи капиллярного метода, который основан на свойстве жидкости проникать в мельчайшие раковины и трещины. Особенностью данного метода является то, что он позволяет выявить скрытые дефекты, которые трудно определить с помощью визуального осмотра. Капиллярный метод относительно простой и недорогой, для проведения таких испытаний не нужно применять сложное, дорогостоящее оборудование.
Качество сварки может проверяться при помощи капиллярного метода, который основан на свойстве жидкости проникать в мельчайшие раковины и трещины. Особенностью данного метода является то, что он позволяет выявить скрытые дефекты, которые трудно определить с помощью визуального осмотра. Капиллярный метод относительно простой и недорогой, для проведения таких испытаний не нужно применять сложное, дорогостоящее оборудование.
При использовании данного метода используются специальные вещества, которые имеют небольшое поверхностное натяжение — пенетранты. Они способны легко проникать даже в небольшие щели, при этом визуально они видны. Проникая в небольшие трещинки, они окрашивают их, делая видимыми для человеческого глаза. Самые чувствительные пенетранты позволяют обнаружить дефекты диаметром от 0.1 микрон.
Существует множество рецептов пенетрант. В основном они изготавливаются на основе воды, керосина или другой жидкости с небольшим поверхностным натяжением. Этот метод проверки сварных соединений по праву считается одним из самых практичных и эффективных.
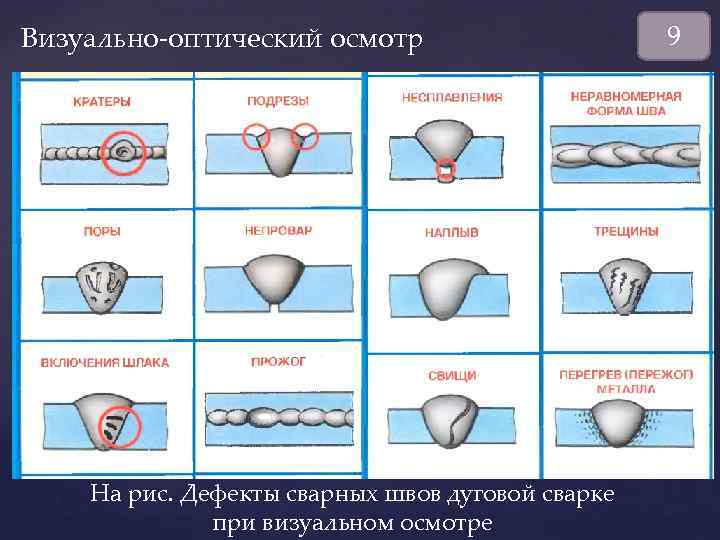
Визуальный осмотр
С помощью внешнего осмотра можно выявить не только видимые дефекты швов, но и невидимые. К примеру, неравномерность шва по высоте и ширине говорит о том, что в процессе сварки были прерывания дуги. А это гарантия, что шов внутри имеет непровары.
Как правильно проводится осмотр.
- Шов очищается от окалин, шлака и капель металла.
- Затем его обрабатывают техническим спиртом.
- После еще одна обработка десятипроцентным раствором азотной кислоты. Она называется травление.
- Поверхность шва получается чистой и матовой. На ней хорошо видны самые мелкие трещинки и поры.
О лупе уже упоминалось. С помощью этого инструмента можно обнаружить мизерные изъяны в виде тонких трещин толщиною меньше волоса, пережоги, мелкие подрезы и прочие. К тому же при помощи лупы можно проконтролировать – растет ли трещина или нет.
При осмотре можно также пользоваться штангенциркулем, шаблонами, линейкой. Ими замеряют высоту и ширину шва, его ровное продольное месторасположение.
Назначение процедуры и метод визуального осмотра
Перед проверкой металлоконструкции на соответствие требованиям ГОСТ, сначала обязательно требуется проверить, насколько качественно сделаны швы – на этом этапе выявляются все внешние и внутренние недостатки швов, а также исправляются, если это возможно.
Тщательному контролю подвергается каждое готовое изделие перед тем, как его допустят к эксплуатации.
Первый и самый простой уровень контроля качества: визуальный осмотр.
Визуальный осмотр металлоконстуркции позволяет выявить внешние и самые явные деформации швов, такие, как трещины, непровары и прочие недостатки.
Большинство подобных деформаций позволяет определить обычный визуальный осмотр металлоконструкции без использования дополнительного оборудования, однако, в некоторых случаях практикуется применение специальных устройств.
Первый вид контроля подразумевает только визуальный осмотр, все остальные, более сложные техники проверки относятся ко второму типу.
Второй вид контроля может быть капиллярным, ультразвуковым, радиационным, магнитным и проверкой на проницаемость.
При любом неразрушающем способе проверки внешний вид металлоконструкции не деформируется, что делает его более удобным и востребованным, чем разрушающий способ.
Разрушающий – визуальный – способ контроля используется только в том случае, если сварная деталь сварена постоянным типом сварки без изменения условий.
Методы контроля сварных швов также бывают разные. При проведении контроля по ГОСТ поочередно проводятся разные виды процедур, выявляющих качество сварного шва.




Видео:
Процедуры делят на химические, механические, физические, а также визуальный и ультразвуковой осмотр.
Наиболее бюджетным является визуальный осмотр, поскольку он не требует никаких финансовых затрат.
Однако он используется не в целях экономии, а ввиду необходимости, поскольку позволяет выявить самые значительные нарушения швов.
Визуальный осмотр необходим для совершенно всех видов металлических соединений, независимо от того, какие методы контроля последуют за ним.
Часто визуальный осмотр по ГОСТ проводят без применения всяких вспомогательных устройств, однако в некоторых случаях для того, чтобы проверка была более точной, используют лупу, которая способна увеличить осматриваемое пространство швов в 10 раз.
Внешний контроль швов включает не только непосредственно визуальный осмотр, но также обмер сварных швов, замеры кромок и прочие процедуры.
Если изделия для металлоконструкций, которые подвергаются контролю, выпущены массовым тиражом, то в этом случае для их создания используют специальный шаблон, позволяющий соблюдать точные и одинаковые замеры всех параметров сварных швов.
Если визуальный просмотр прошел успешно, то за ним следует физический осмотр, на котором выявляется качество шовного соединения и другие характеристики.
Цель подобного контроля в том, чтобы убедиться, что по своим характеристикам сварные швы полностью соответствуют ГОСТ.
Проверка физическими и химическими методами производится с подключением специального оборудования, например, электромагнитного сердечника, а также других устройств.
Главная цель проведения любого типа контрольной проверки – выявить не только непосредственное состояние швов, но также проверить, насколько качественно сама металлическая деталь, и не было ли нарушений во время сварочных работ.
В зависимости от типа металла, характеристики швов будут несколько отличаться между собой, однако все они должны соответствовать ГОСТу-6996-66, в котором отмечены все надлежащие к выполнению виды контрольных работ.