Отличия от трансформаторного сварочного оборудования
Принцип работы сварочного аппарата основан на параметрах мощности силового трансформатора — главного элемента конструкции. В катушке индукции проявляется зависимость между напряжением и силой тока: чем выше показатель силы, тем меньше характеристики напряжения. Это изменение и позволяет проводить сварочные работы.

Инвертор отличается тем, что в схеме появилась возможность получить ток высокой частоты через двойное преобразование электропотока. Процесс позволяет установить трансформатор небольшого веса. Стандартный сварочный агрегат с катушкой весом 21 кг подает на электрод ток в 160 ампер, при использовании инвертора аналогичный показатель силы образуется при установке трансформатора весом в 400 г.
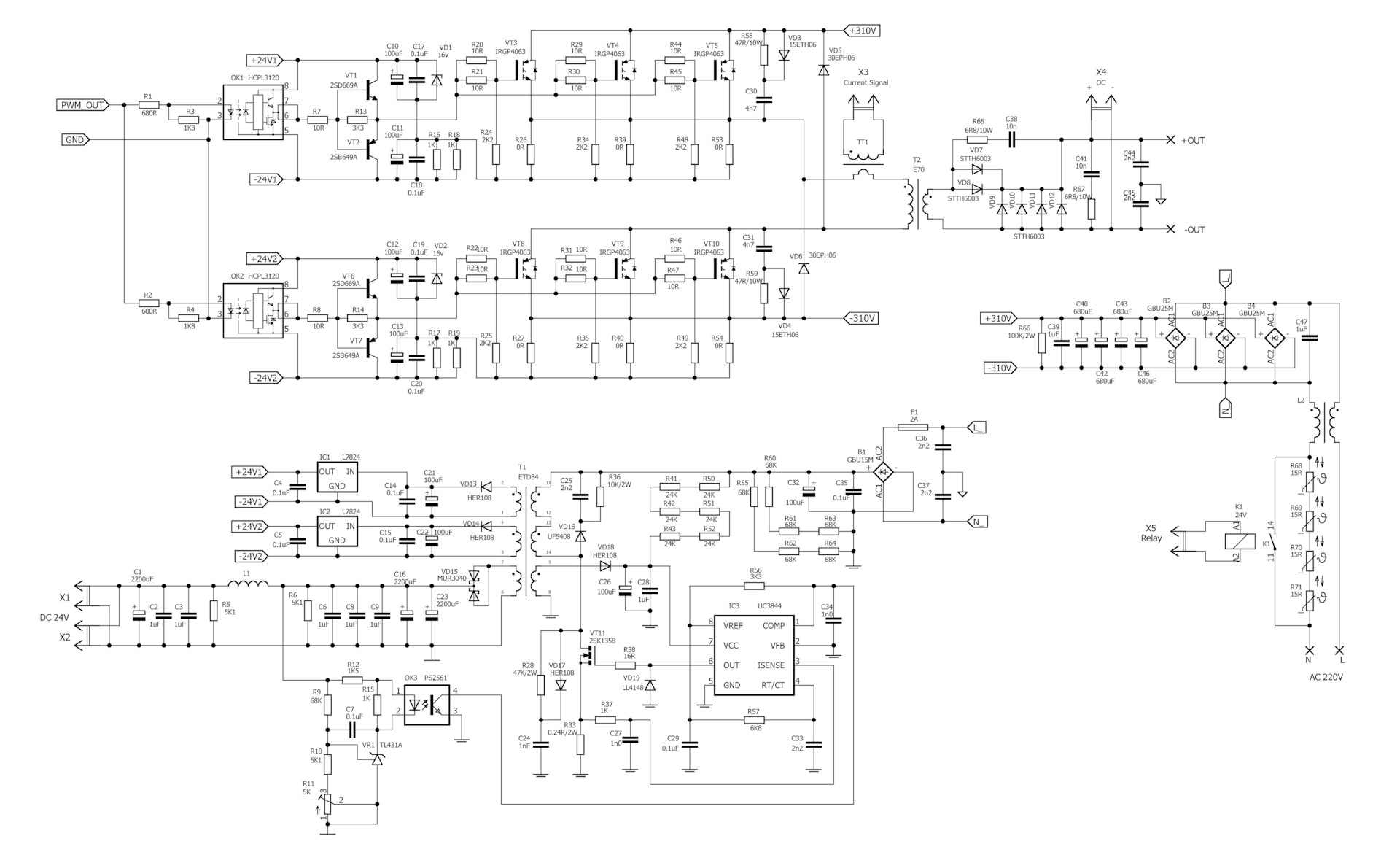
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Выпрямитель для сварочного аппарата
Конструкция 1-го выпрямителя:
Выпрямитель объединен с тороидальным трансформатором и вентилятором воздушного охлаждения. Непосредственно сам выпрямительный мост здесь собран на диодах ДЛ-132-80-10, установленных в центре тора на кронштейны-радиаторы из отрезков алюминиевого уголка. Тепловой режим для мощных полупроводниковых вентилей — наиболее благоприятный. Ведь каждый из диодов практически со всех сторон омывается воздушным потоком, засасываемым снизу (из-под подставок) и интенсивно прогоняемым вентилятором через «мини-аэродинамическую трубу» — внутреннюю воронку (окно) тора.
Правда, для столь свободного «продувания» пришлось побеспокоиться об оптимальности компоновки агрегата. В частности, предусмотреть, чтобы отверстия сравнительно большого диаметра были и в основании, и в стяжной крышке, к которой крепится (благодаря имеющемуся фланцу) трёхфазный многолопастный вентилятор УВО-2,6-6,5-У4. А чтобы воздухозабор шёл снизу тоже без помех, высота привинчиваемых к основанию подставок должна быть не менее 20 мм.
Теперь несколько слов об особенностях подсоединения диодного моста к сварочному трансформатору. При интенсивном использовании аппарата для сварки один из выводов диодного моста подключается к общей клемме, а другой, являясь в данном случае «плавающим», состыковывается с тем или иным выводом трансформатора. Если необходимы напряжения 6 В, 12 В, 18 В и т.д., то оба ввода диодного моста делаются переходными («плавающими»).
Выпрямитель позволяет улучшить зажигание дуги, поскольку увеличивается напряжение холостого хода, и повысить качество сварки. Кроме того, нельзя забывать, что на плюсовом выводе выделяется больше тепла. И свойство это, как говорится, грех не использовать при сварке тонкостенных деталей (здесь «+» подводится к электроду).
Рис.1 Сварочный аппарат постоянною тока:
1 — подставка (дерево, фанера, s20, 4 шт.), 2 — основание (фанера, s10), 3 — шуруп с потайной головкой (8 шт.), 4 — вывод контактный (4 шт.), 5 — наконечник клеммный (4 шт.), 6 — шпилька М6 (бронза или латунь, 4 шт.), 7 — гайка М6 (бронза или латунь, 16 шт.), 8 — шайба (бронза или латунь. 20 шт.), 9 — гайка-барашек М6 (бронза или латунь, 4 шт.), 10 — ручка поворотная откидная (от списанной радиоаппаратуры, 2 шт.), 11 — вентилятор трёхфазный УВО-2,6-6,5-У4 (в круглом корпусе с фазосдвигающим конденсатором 2 мкФ), 12 — винт М4 с шайбой Гровера (3 шт.), 13 — крышка стяжная с центральным отверстием под вентилятор (фанера, s10), 14 — сердечник тороидальный (из статора асинхронною двигателя), 15 — обмотка трансформатора первичная (число витков, отводы, диаметр провода — расчётные), 16 — слои изоляционные (толщина и количество — расчётные), 17 — прокладка кольцевая (электротехнический картон, s1. 2,5, 2 шт.), 18 — изоляция наружная (намотка лакотканной лентой в 1 — 2 слоя), 19 — кронштейн (алюминиевый уголок 75×50, 2 шт.), 20 — диод полупроводниковый ДЛ-132-80-10 (4 шт.), 21 — кронштейн центральный (алюминиевый уголок 60×60), 22 — шуруп с полукруглой головкой (6 шт.); D1 и D2 — по габаритам вентилятора.
Конструкция 2-го выпрямителя:
Это автономный выпрямитель (его можно использовать практически с любым прибором на ток 200 А). При простой принципиальной электрической схеме диодного мостика примитивно-стандартной данную конструкцию вообще-то не назовешь. Необычность её состоит в использовании двух групп разнополярных диодов — В200 и ВЛ200 (внешнее их отличие — соответственно, зелёные и малиновые корпуса). Значит, есть реальная возможность соединить радиаторы диодов в каждой из групп. То есть в одной группе на радиаторе получается «+», в другой «-». Однородные соединяются шпильками М8, а между разнородными устанавливается резиновая прокладка. Вся конструкция получается предельно компактной и надёжной.
Рис.2. Выпрямитель «Малыш» для «сварочника»:1 — радиатор диодный (4 шт., стянуты попарно), 2 — панель сетевая (текстолит, фанера, s10), 3 — шпилька М8 (бронза или латунь, 4 шт.), 4 гайка М8 (бронза или латунь, 18 шт.), 5 — шайба (бронза или латунь, 28 шт.), 6 — болт М8 клеммный (бронза или латунь, 2 шт.), 7 — диод мощный выпрямительный В200 (2 шт.), 8 — диод мощный выпрямительный ВЛ200 (2 шт.), 9 — вывод от выпрямителя к нагрузке (2 шт.), 10 — панель выпрямительная (фанера, s10), 11 — прокладка изоляционная (резина велокамеры); а) — принципиальная схема выпрямительного моста.
И ещё одна особенность здесь налицо: выводы диодов можно использовать в качестве ручек — для переноски выпрямителя. Тем более что масса всего устройства не превышает 5 кг.
источник
1 Каким требованиям должен соответствовать самодельный инвертор?
Сварочный аппарат инверторного типа, как известно, представляет собой блок питания высокой мощности, который может функционировать в режиме формирования на выходе дугового заряда, а затем и поддержания последнего в горящем состоянии. Указанный режим является тяжелым, поэтому далеко не каждый силовой модуль в состоянии работать в нем. В тот момент, когда сварщик «чиркает» концом стержня по свариваемому изделию, в сварочной цепи фиксируется короткое замыкание.
Именно данное явление считается наиболее критическим для блока питания (для того, чтобы произошел достаточный разогрев электрода и его последующее расплавление, необходимо затратить очень много энергии). По этой причине, если вы планируете сделать сварочный инвертор своими руками, следует позаботиться о том, чтобы его модуль питания располагал достаточным запасом мощности. В противном случае самодельный аппарат просто-напросто не сможет поджечь дугу, необходимую для выполнения сварки.
Большинство электродов сечением до четырех миллиметров демонстрируют стабильное горение при силе тока в районе 120–130 ампер. Но вот зажечь их на подобном токе будет нереально, а значит, нужно предусмотреть такую мощность блока питания, чтобы он без проблем выдавал 180–190 ампер.

Другой момент. Вольт-амперный показатель (его обычно называют характеристикой дуги) при стандартных климатических условиях описывается падающим видом. Это означает, что напряжение будет иметь тем меньшую величину, чем более высокая сила тока присутствует в электродуге. Приведенное утверждение верно для токов не выше 80 ампер. Лишь при более высоких показателях силы тока наблюдается стабилизация электрической дуги (при повышении тока напряжение не изменяется).
Варить металлические изделия нестабильной дугой не имеет никакого смысла. Качественного сварного соединения вы никогда не получите. Вместо этого на металле стопроцентно будут прожоги, непровары, да и сам шов будет характеризоваться высокой пористостью и минимальной надежностью.
Блок питания самодельного сварочного агрегата обязан отвечать следующим требованиям:
- наличие полной развязки (гальванической) от 220-вольтной бытовой электрической сети;
- максимально плавная настройка тока на выходе;
- мощность от 5 киловатт (если вы хотите, чтобы аппарат работал с коэффициентом полезного действия не менее 80 процентов);
- наличие системы, которая предохраняет агрегат при залипании сварочного стержня от перегрузок;
- напряжение (выходное) холостого хода должно быть 45 вольт и более.

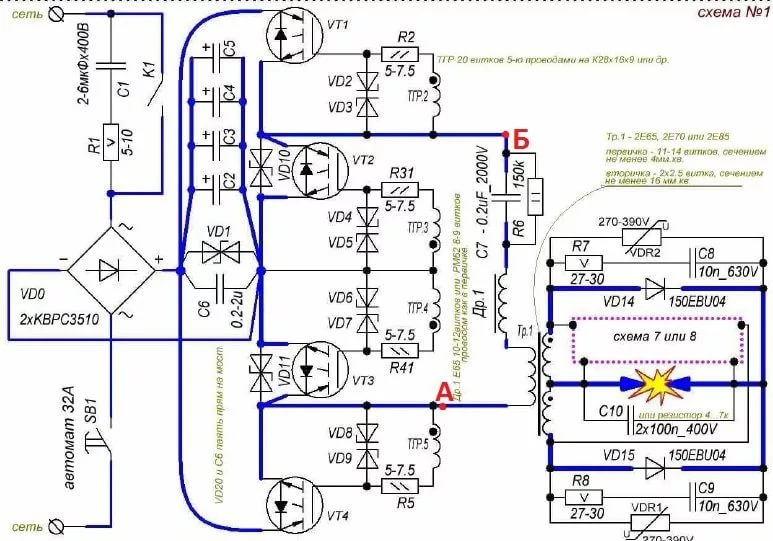
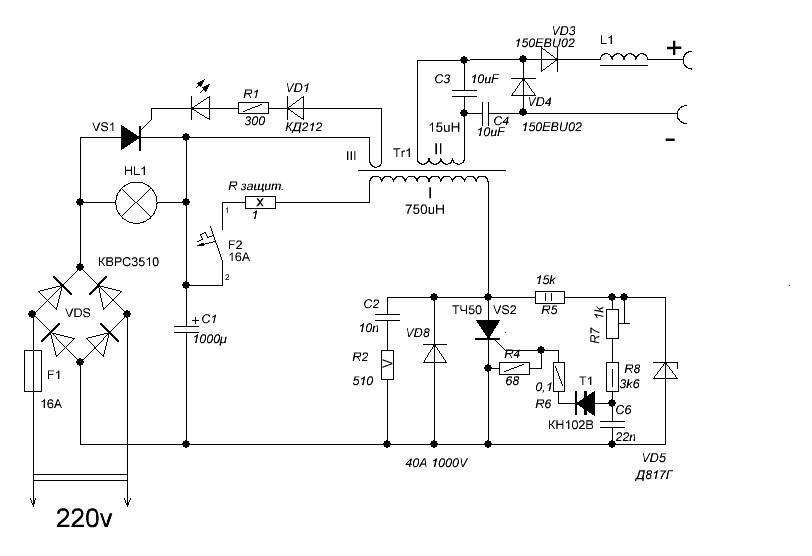
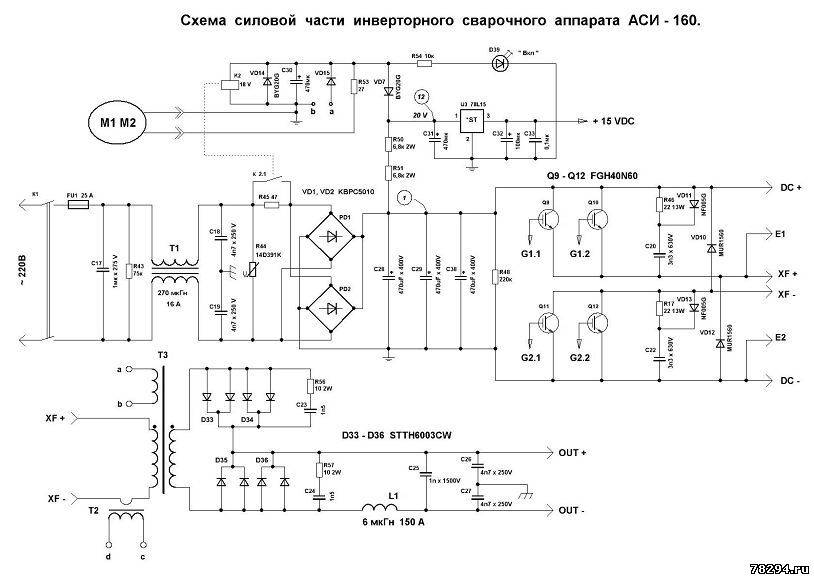
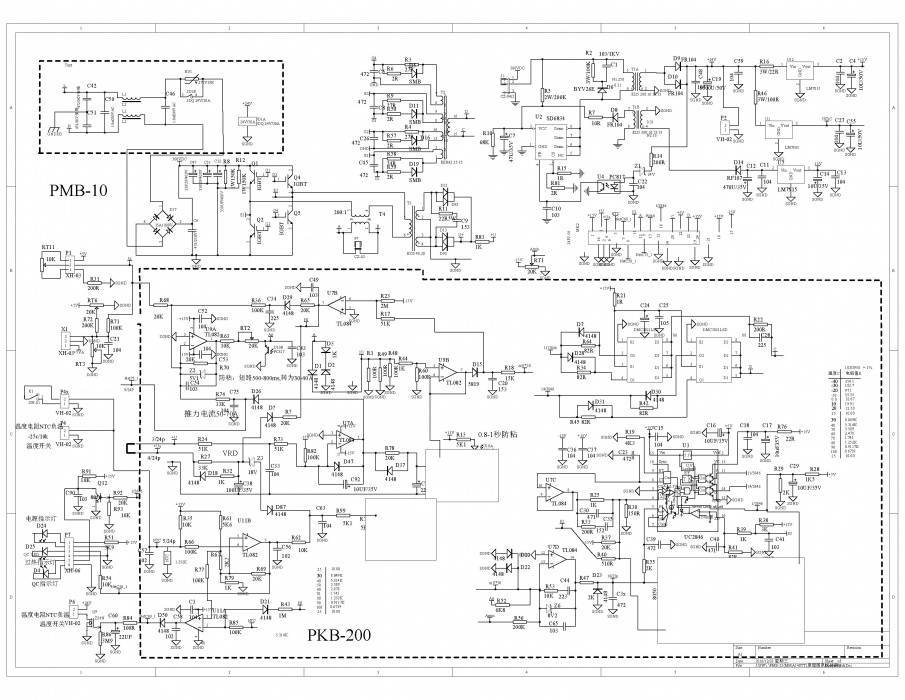
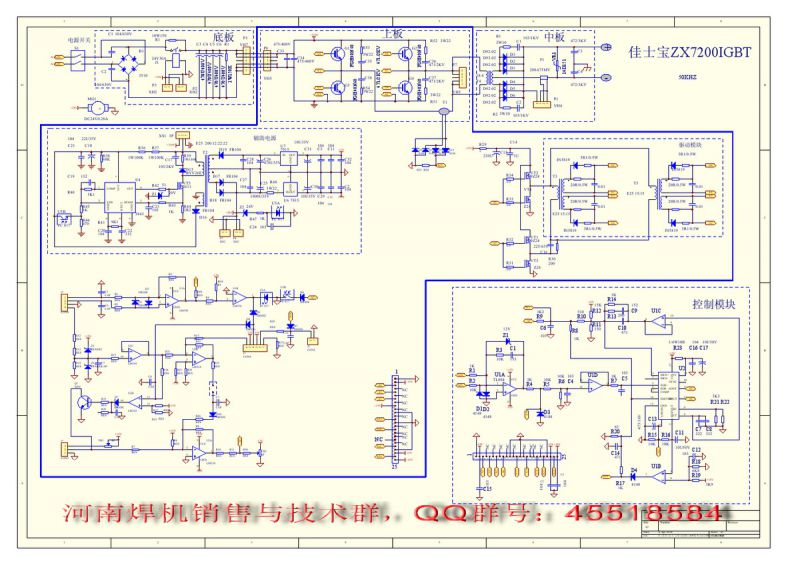
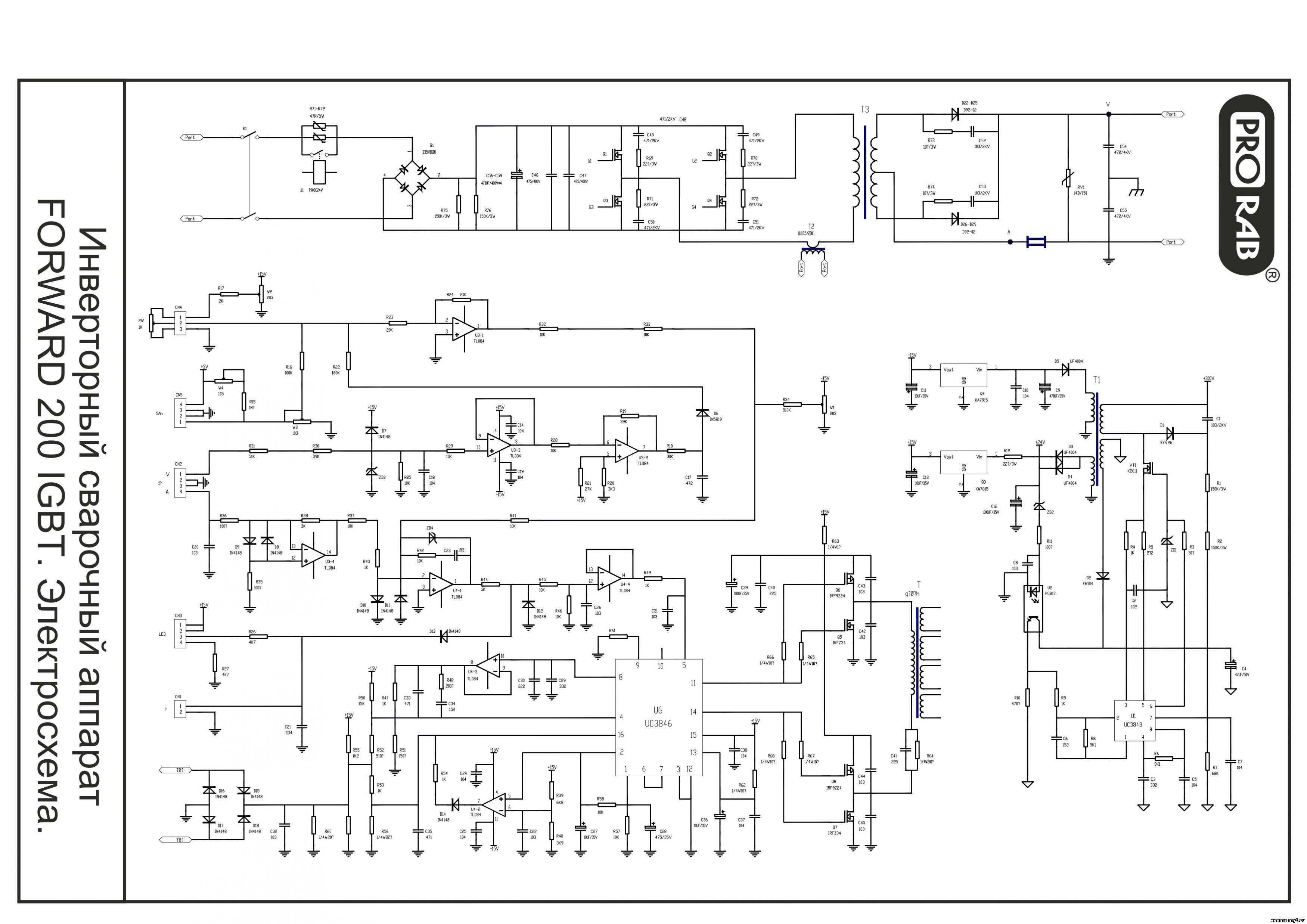
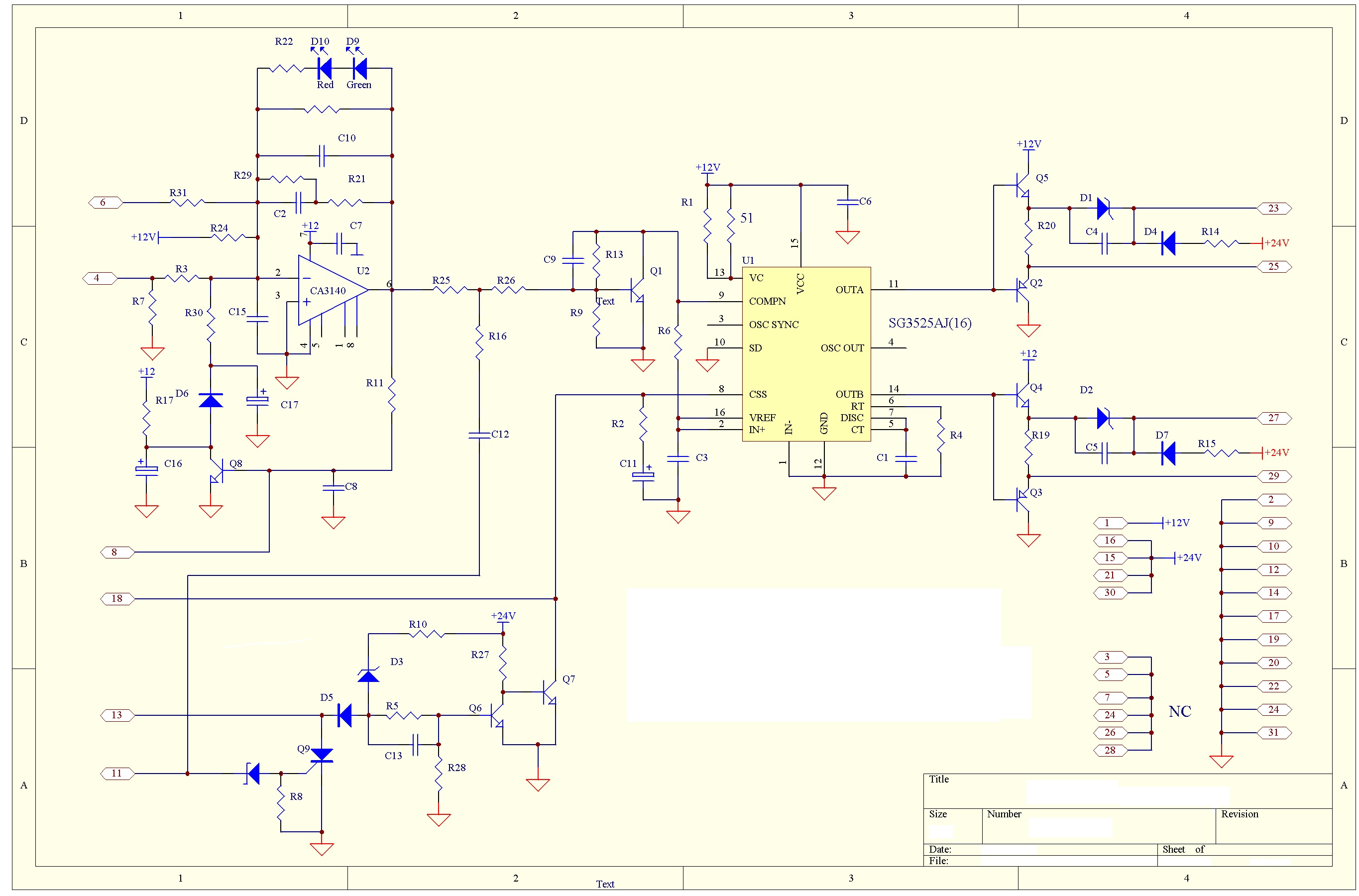
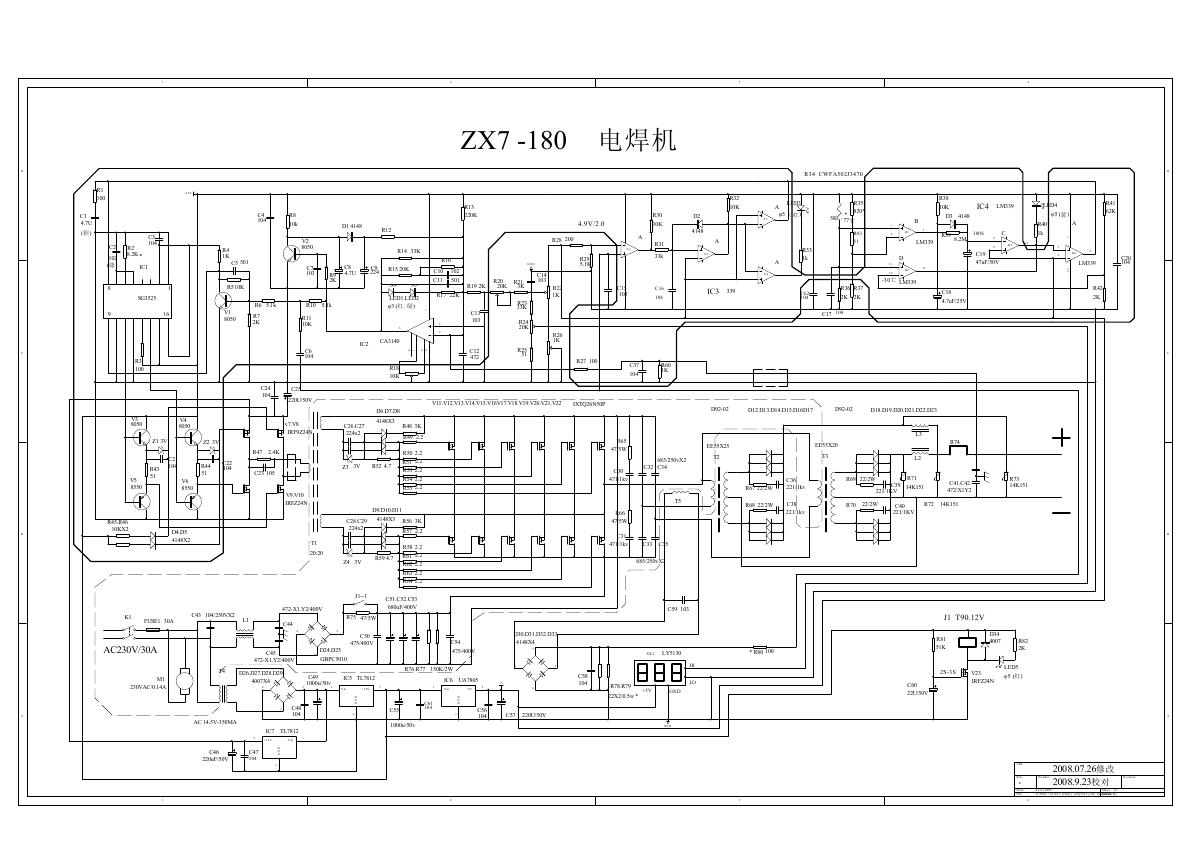
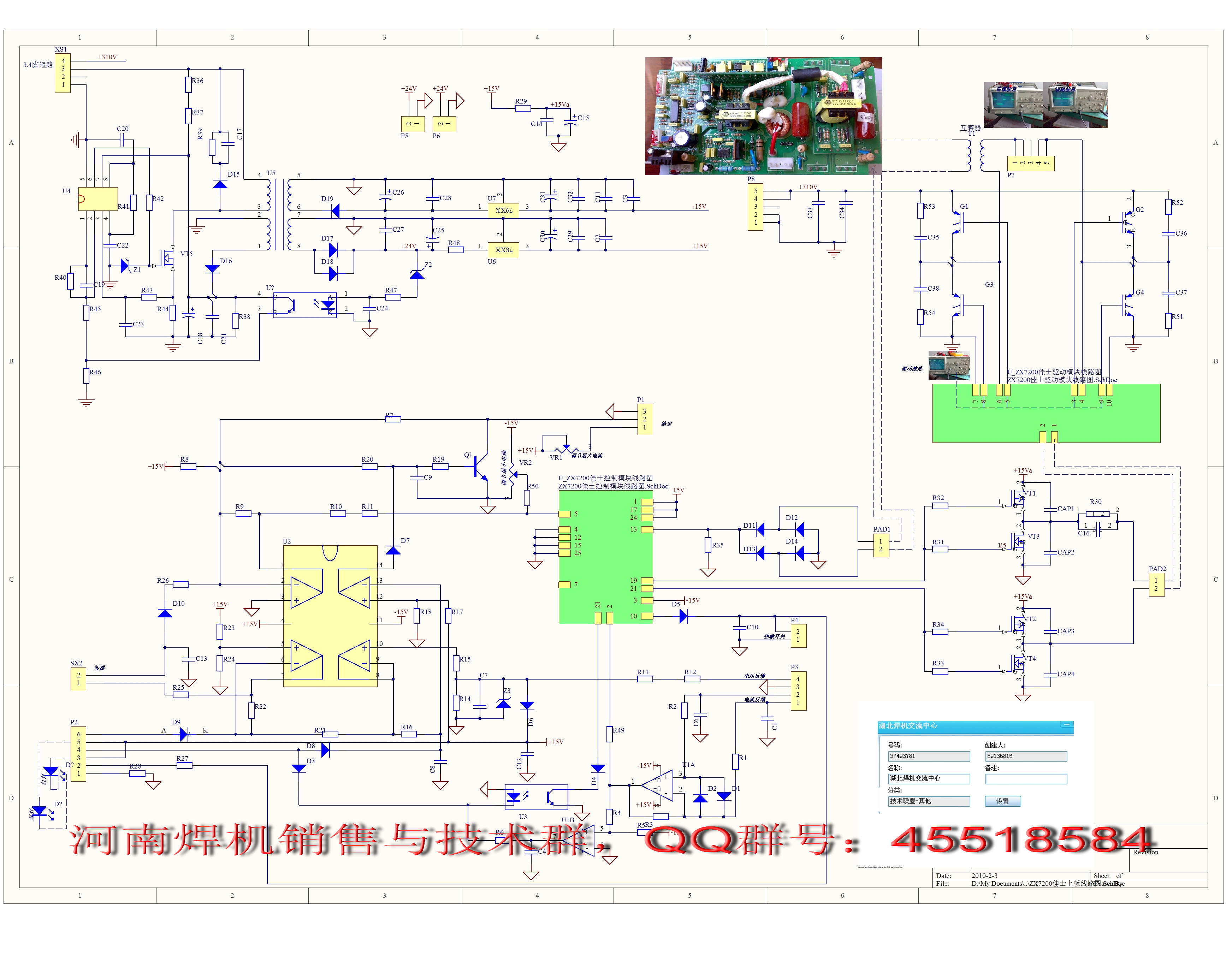
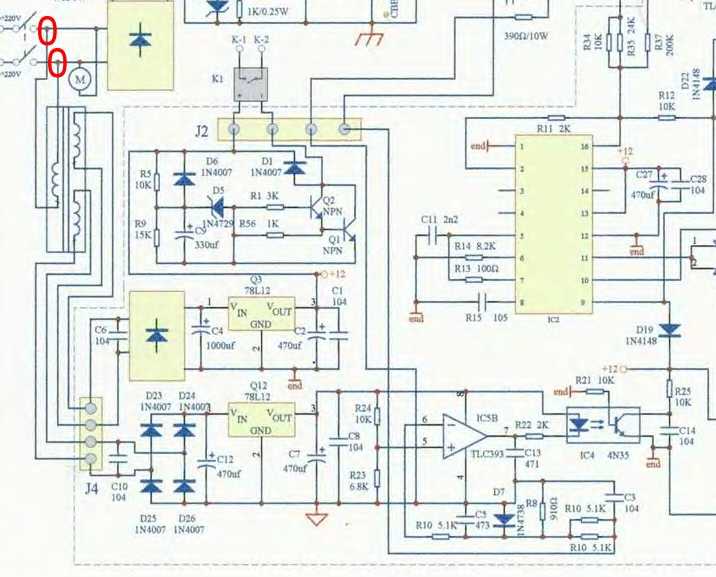
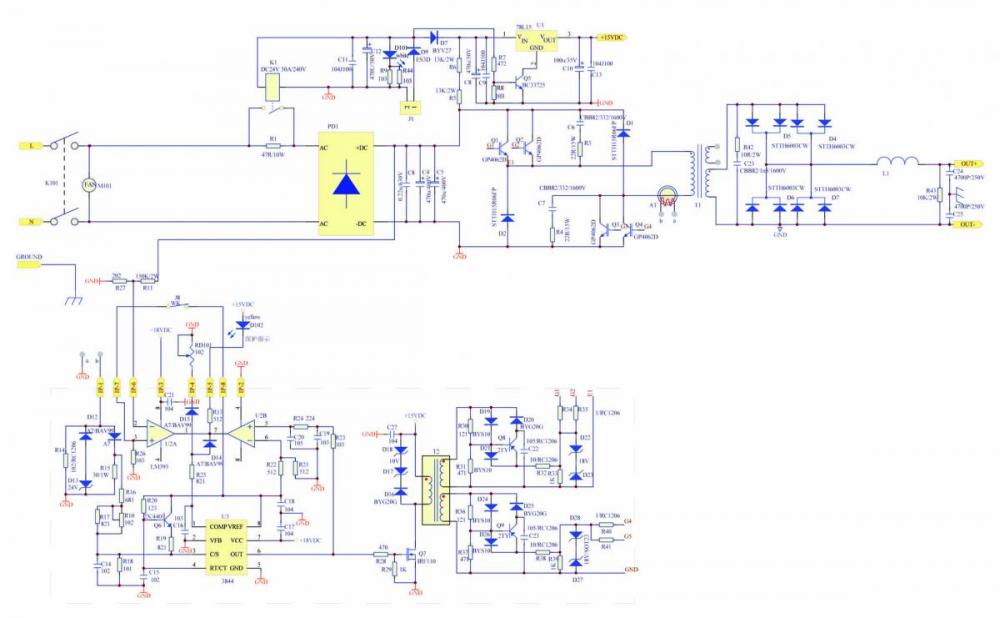
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
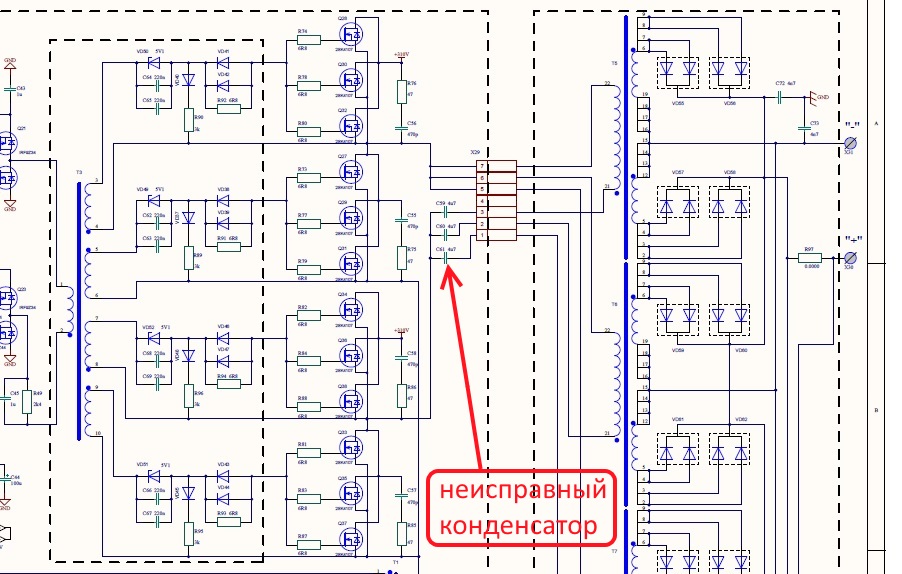
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
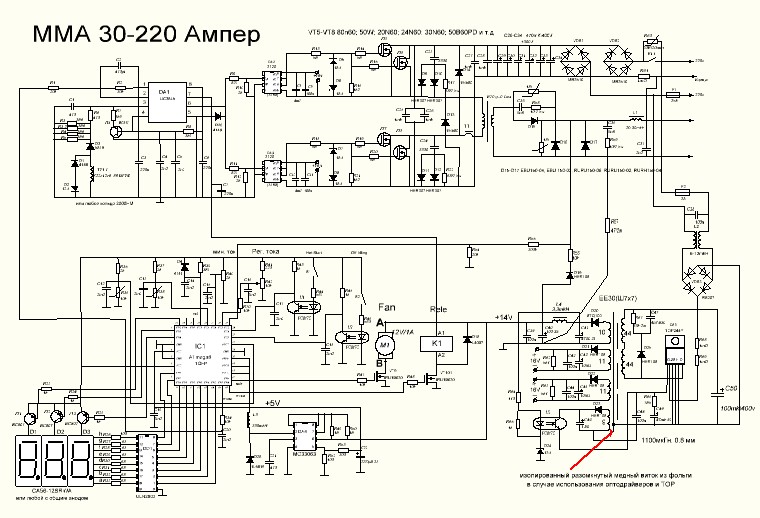
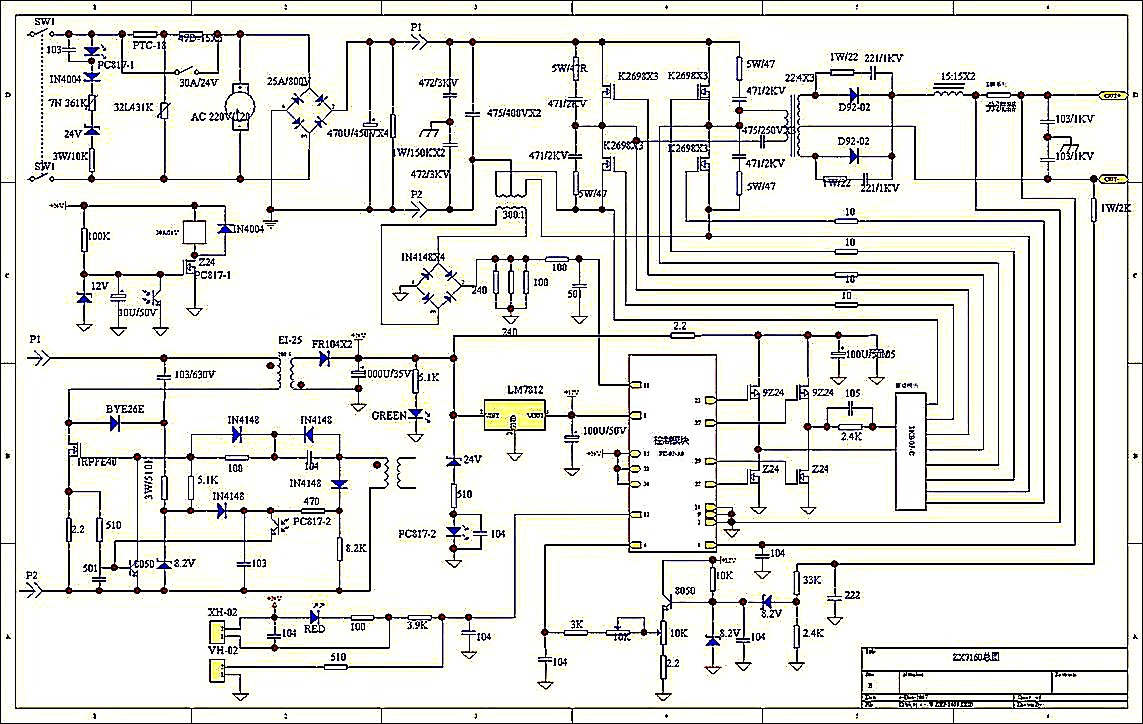
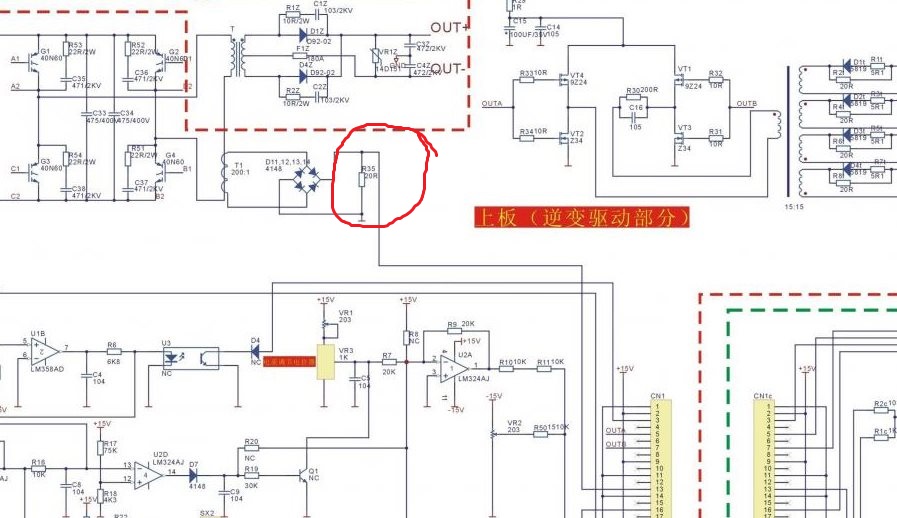
Схема китайского инвертора
Устройство
Устройство сварочного электрического преобразователя: электрический приводной двигатель, генератор, вырабатывающий сварочный ток. Из-за того, что конструкция генератора для сварки включает вращающиеся элементы, надежность и КПД устройства ниже, чем у стандартных трансформаторов, выпрямителей.
Но преобразователи при этом имеют свое преимущество – вырабатывают сварочный ток, практически не зависящий от сетевых перепадов напряжения. Их целесообразнее всего использовать в случае повышенных требований к качеству сварочных работ.
Рабочие узлы преобразователя сварочного оборудования, пускорегулирующая аппаратура в том числе, размещены в одном корпусе. Отличают передвижные агрегаты и преобразователи (для осуществления строительно-монтажных работ), стационарные посты (используются на производствах). Они имеют немного разные характеристики.
Конструкция сварочного инвертора
Строение самодельного сварочного инвертора, определяющее функциональность и технические данные, включает следующие компоненты:
- Блок питания, подающий ток к силовой части прибора. Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
- Силовая установка. Собирается на основе конвертера. В эту часть цепи также внедряют силовой трансформатор, выпрямитель, дроссель.
- Блок, питающий компоненты слаботочной системы инвертора.
- ШИМ-контроллер. В состав этого узла входит датчик нагрузочного тока.
- Блок, необходимый для защиты от перегрева. Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
- Индикационные и управляющие элементы.
Рекомендуем к прочтению Как работает инверторный аппарат для сварки

Как правильно использовать
Чтобы приступить к сварочным работам, необходимо подготовить установку.
Основные этапы:
- размещение инвертора,
- проверка заземления,
- уборка лишних предметов,
- подключение к электросети,
- подсоединение удлинителя,
- использование генераторов,
- установка сварочных кабелей,
- настройка.
Чтобы агрегат работал должным образом, с учётом выбранного металла, производится регулировка частоты напряжения
Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги
Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.

Положение электрода
Совет! Во время сварки электрод передвигается вдоль линии разреза.
Действовать разрешается под прямым или небольшим углом (не более 60 градусов). В труднодоступных местах работают другие правила. Электродом разрешается сваривать углом вперёд либо назад. Надо контролировать уровень прогрева металла.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
-
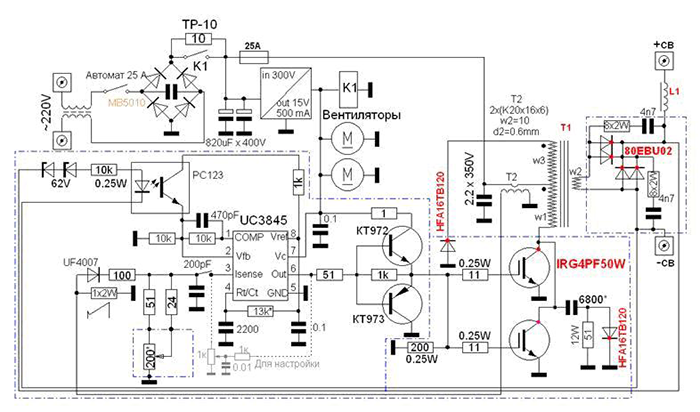
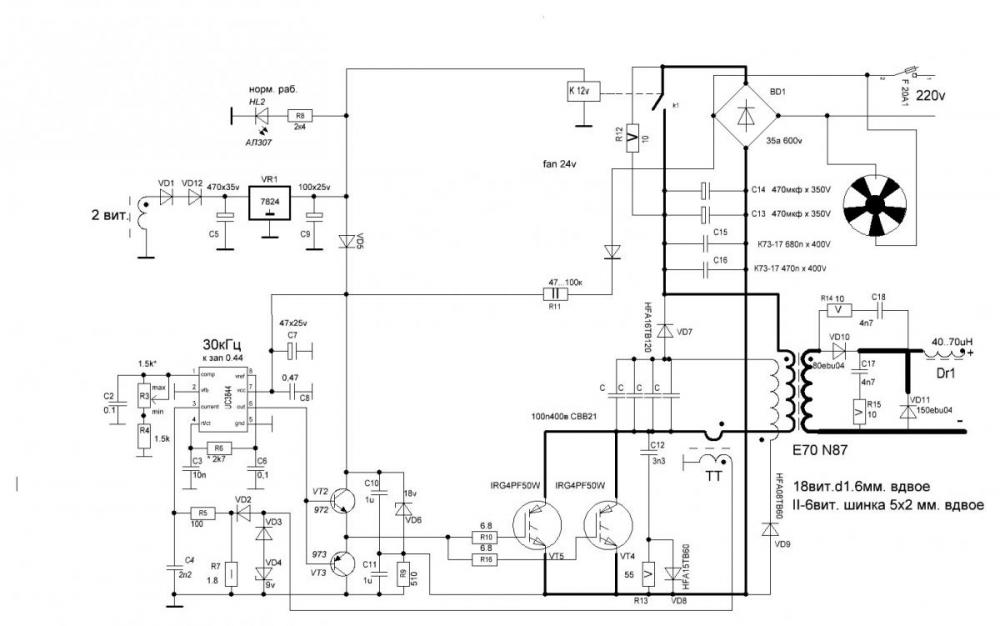
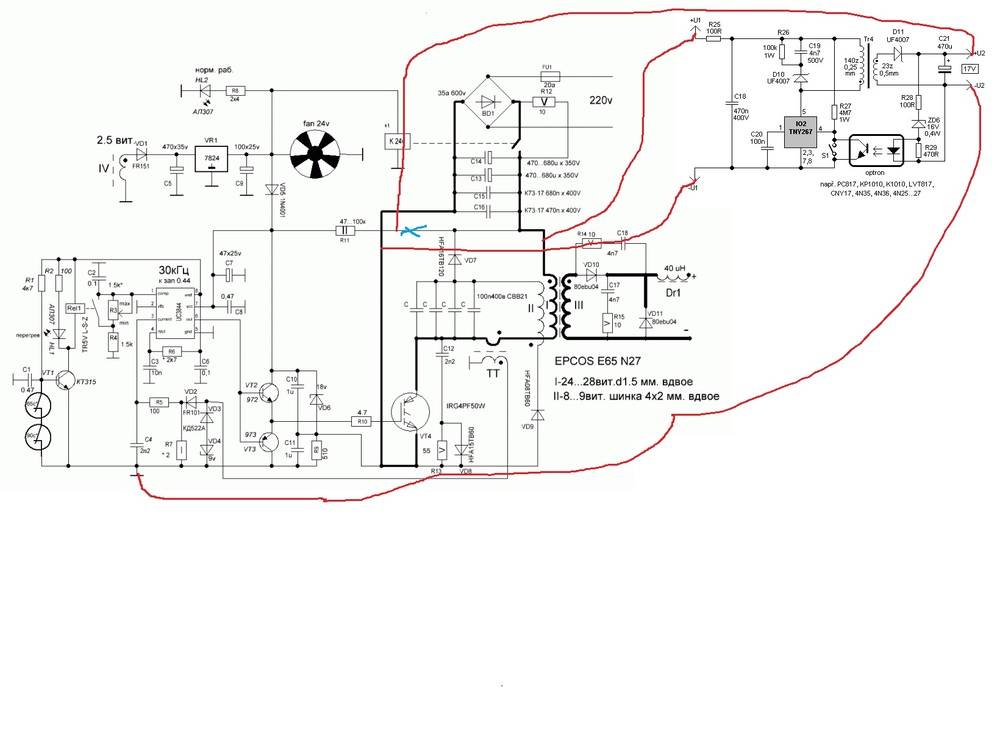
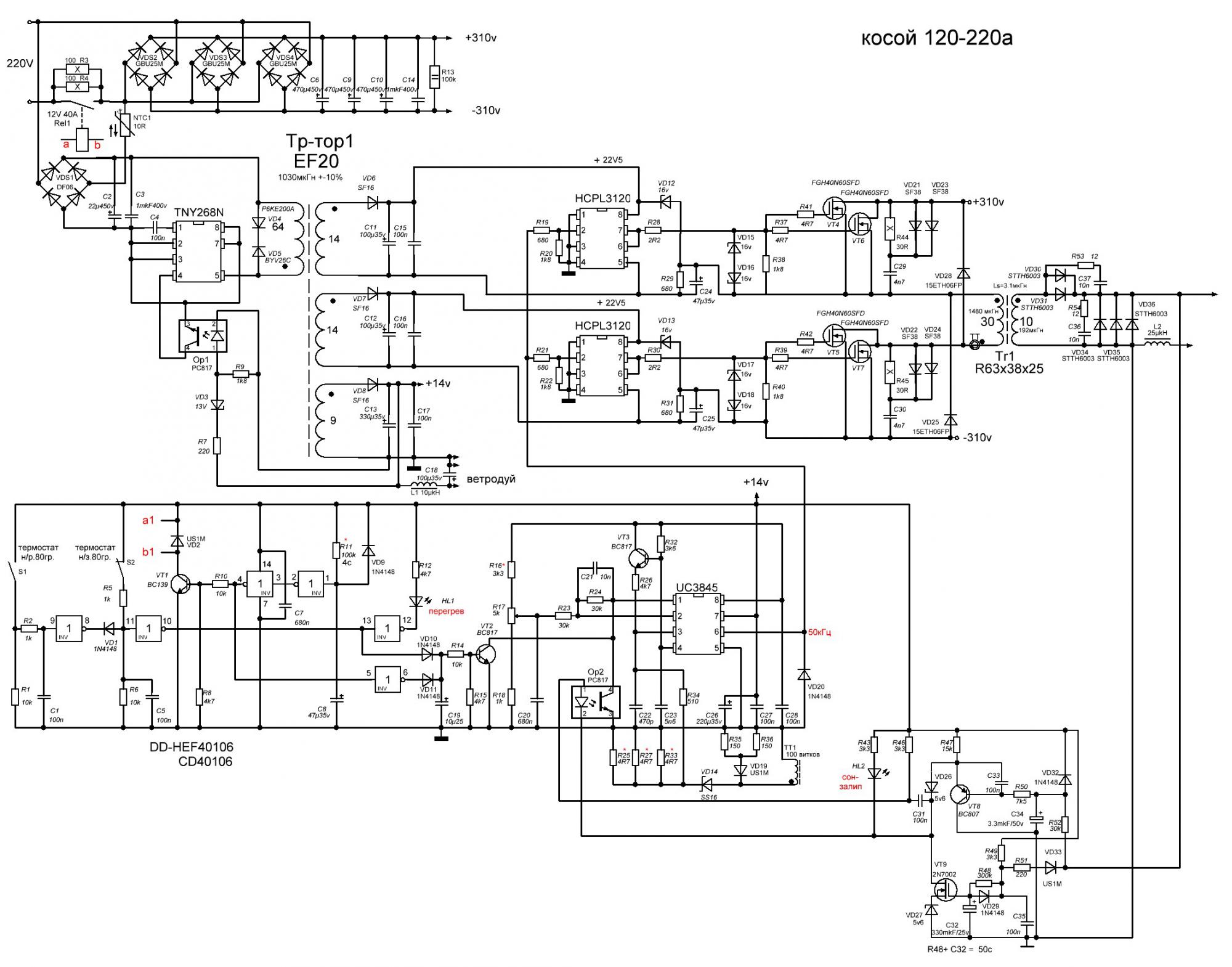
Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Настройка
Самодельный сварочный инвертор собрать несложно, и для этого не требуются значительные капиталовложения. Но выполнить его настройку без привлечения специалиста проблематично. Как сделать и настроить самодельный инвертор самостоятельно?
Инструкция
- Необходимо предварительно на плату сварочного агрегата подать напряжение. Блок станет издавать характерный писк. Сетевое напряжение также нужно подать на вентилятор охлаждения, который не допустит перегрева деталей, и агрегат будет стабильней работать.
- Когда силовые конденсаторы получили достаточную зарядку, необходимо замкнуть токоограничивающий резистор (проверяется работа реле, на резисторе должно быть нулевое напряжение).
Важно – если сварку подключить без токоограничивающего резистора, возможен взрыв!
- Использование подобного типа резистора существенно снижает скачки тока в момент подключения сварки к сети 220В.
- Наш инструмент вырабатывает ток более 100А. Данный параметр зависит от конкретно применяемой схемы, а вычислить его можно с помощью осциллографа.
- Проверка режима сварки на блоке управления самодельного плазмореза. Для этого нужно подсоединить к выходу усилителя оптрона вольтметр. Для устройств незначительной мощности среднее амплитудное напряжение должно быть порядка 15В.
- Далее нужно проверить выходной мост на правильность его сборки. Для этого подается от подходящего блока питания напряжение 16В на вход агрегата. Блок на холостом ходу потребляет ток порядка 100 мА, что стоит учесть при выполнении контрольных замеров.
- Работу своего самодельного инвертора можно сравнить с работой промышленного. На обеих обмотках осциллографом измеряется соответствие друг другу импульсов.
- Далее нужно проконтролировать работу сварочного устройства с конденсаторами. Необходимо поменять напряжение с 16В на 220В, подсоединяя инвертор напрямую к электросети. С помощью осциллографа, подсоединенного к выходным транзисторам, наблюдаем за формой сигнала, ее соответствие испытаниям на минимальном напряжении.
Инвертор для сварки является достаточно востребованным агрегатом в любой сфере деятельности: на производстве, в домашних условиях. А благодаря использованию встроенного регулятора, выпрямителя тока сварочный агрегат инверторного типа позволит добиться наиболее эффективных результатов сварки, если их сравнивать с результатами аналогичных работ с использованием стандартных сварочных агрегатов, на которых установлены трансформаторы из стали электротехнической.
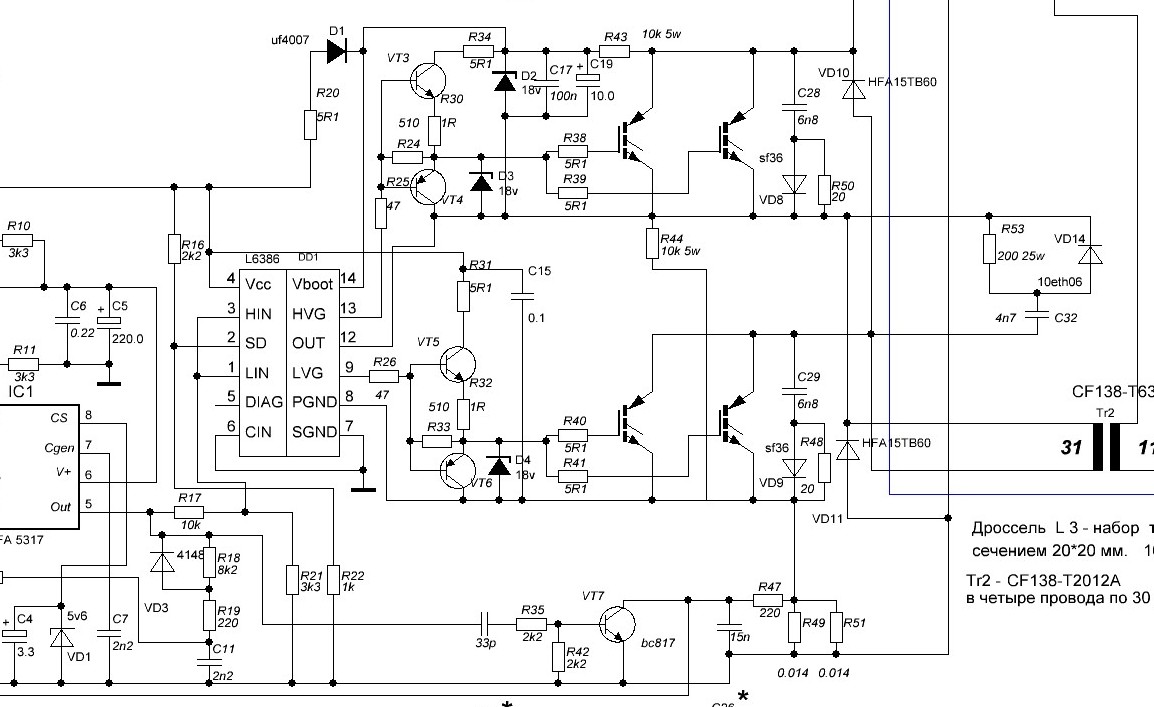
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
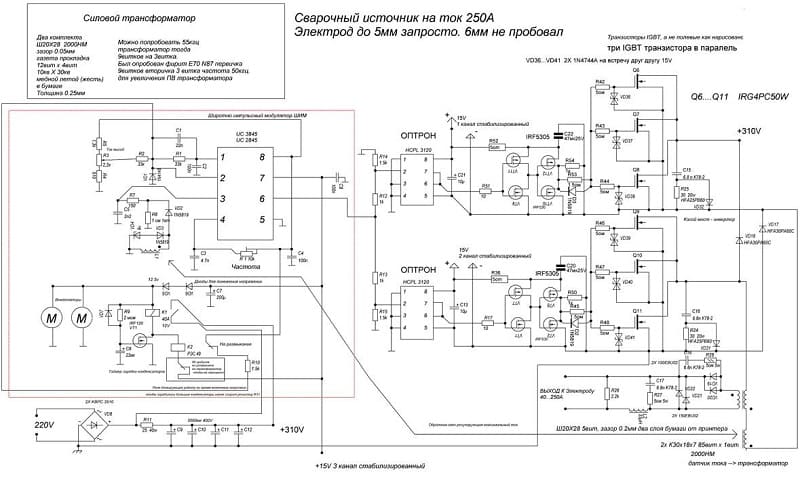
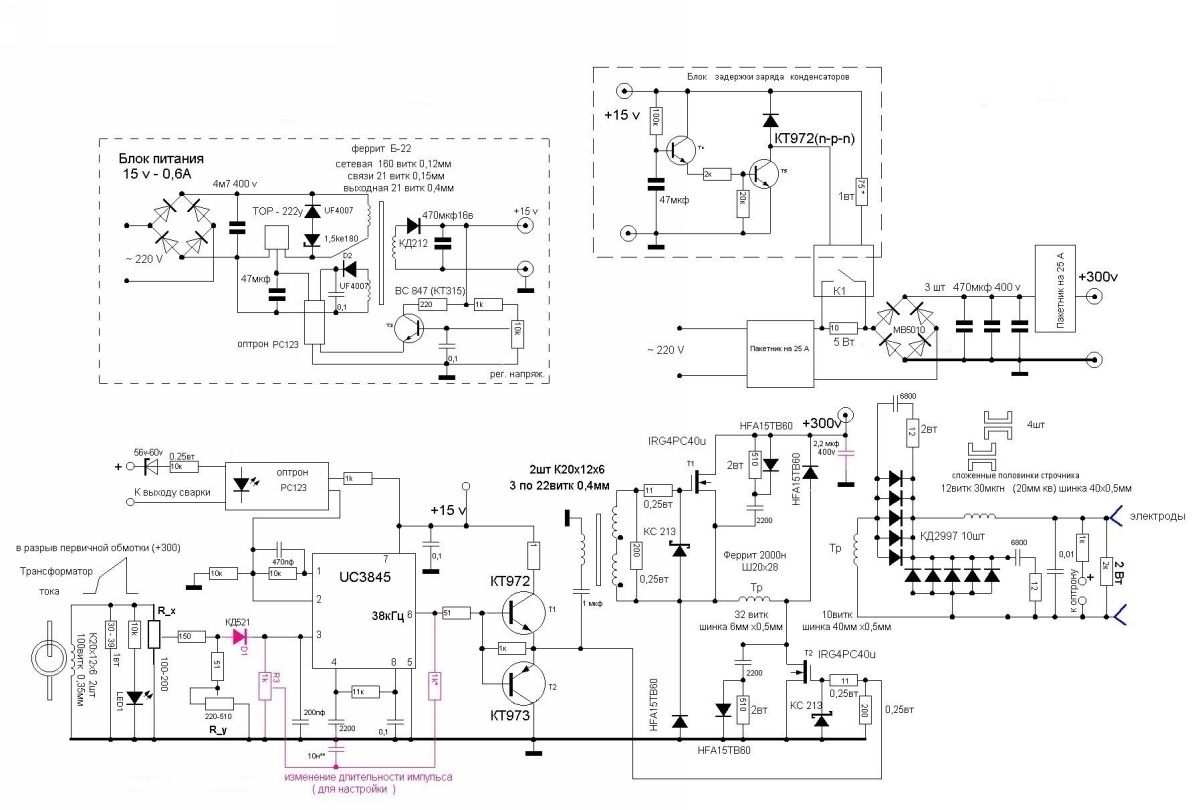
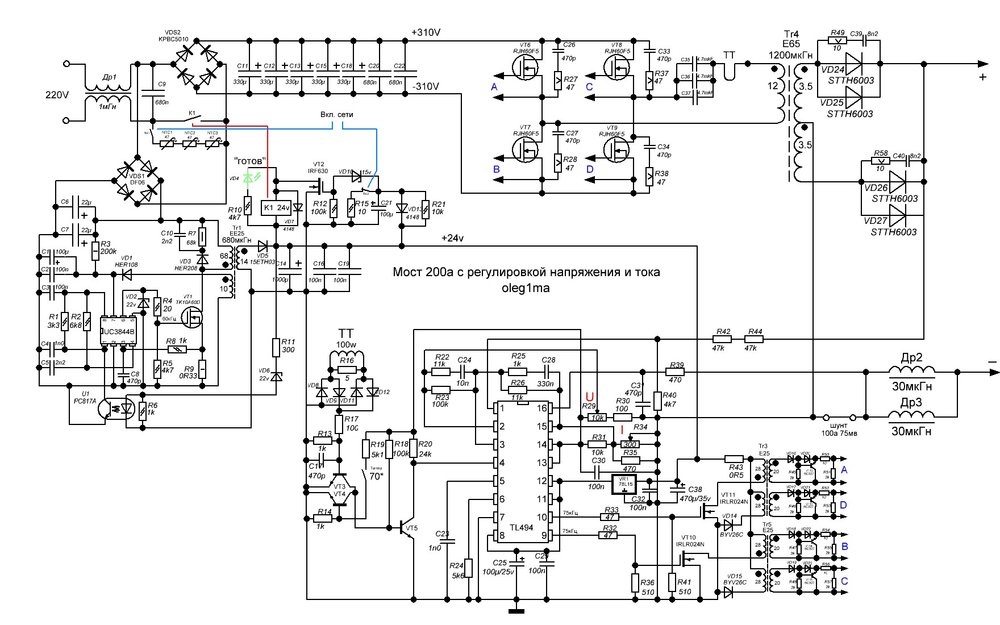
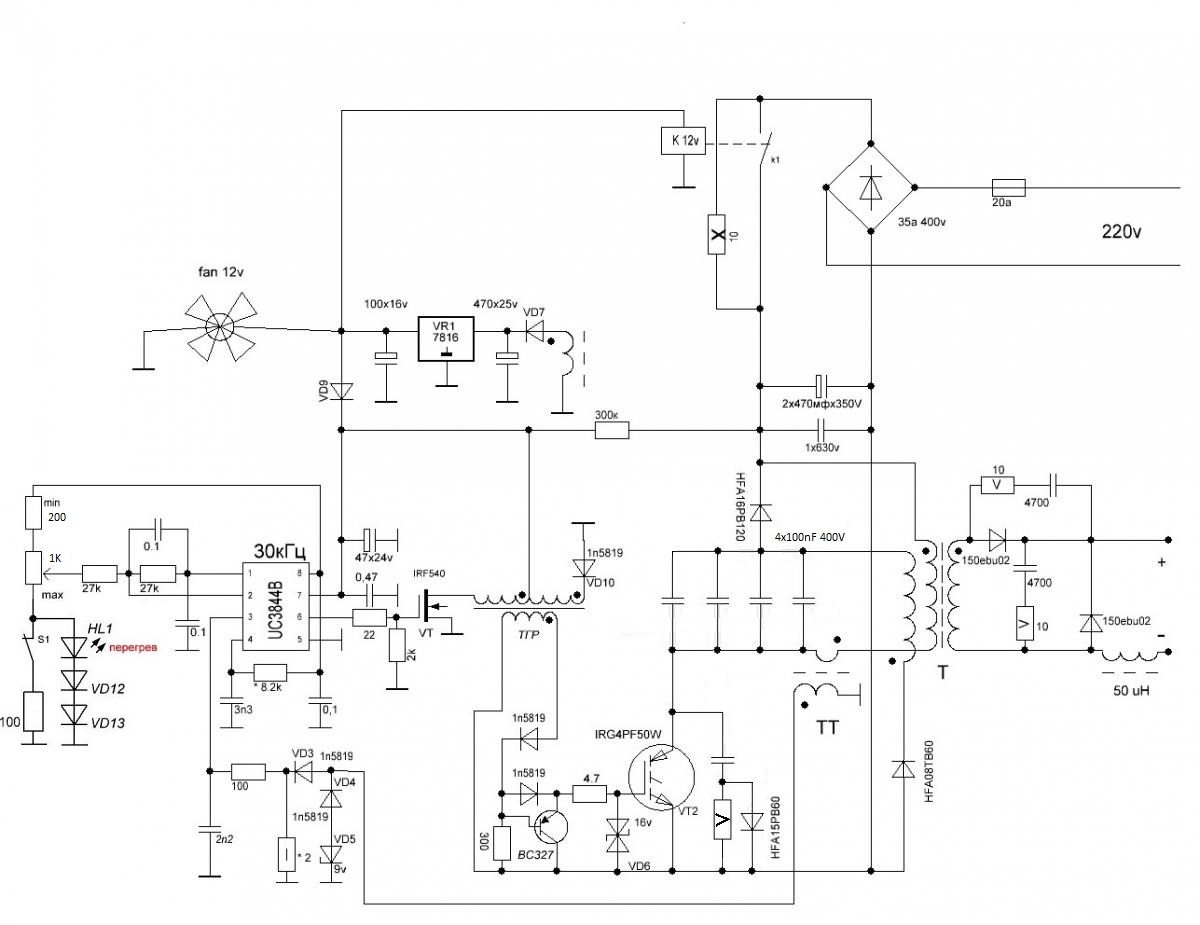
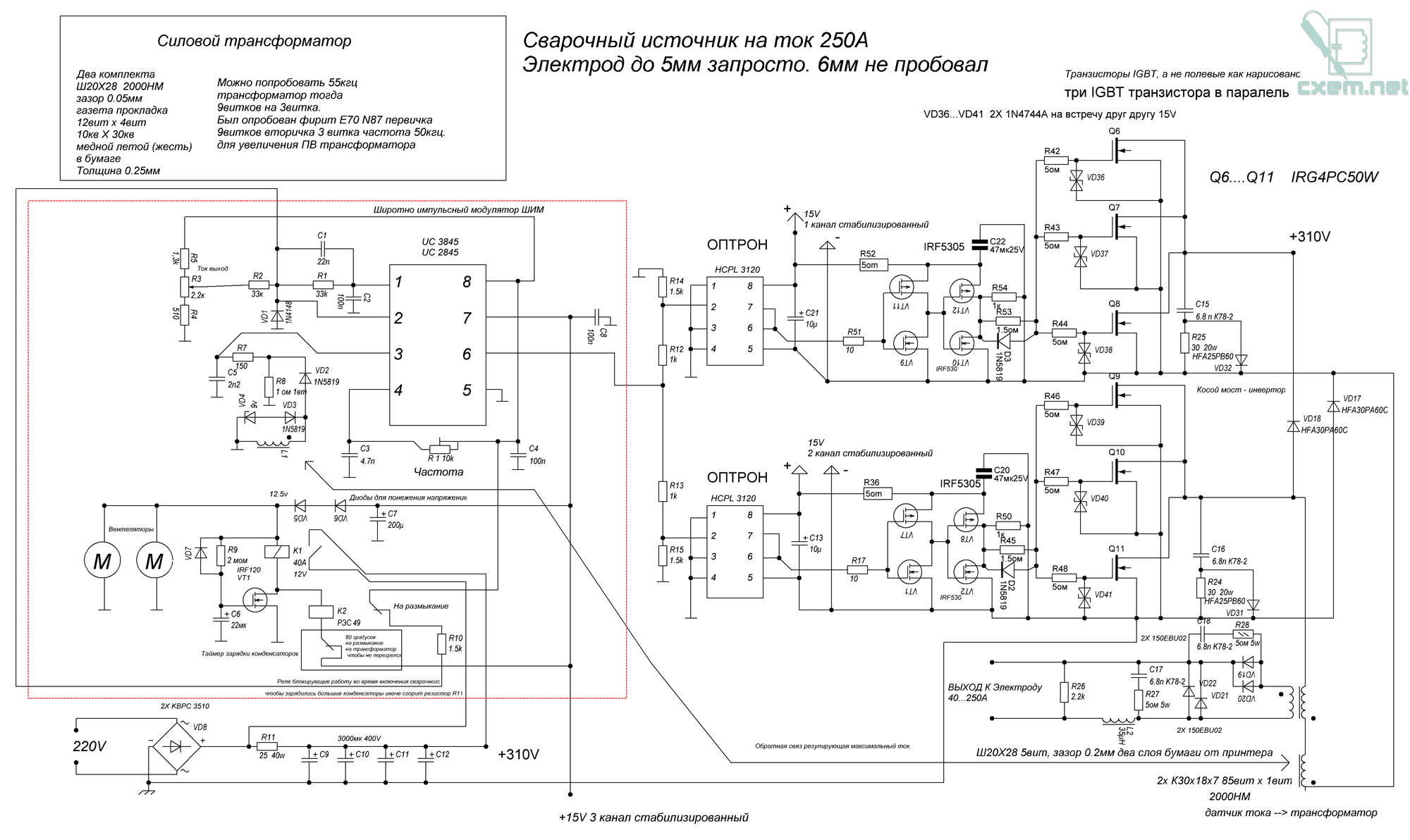
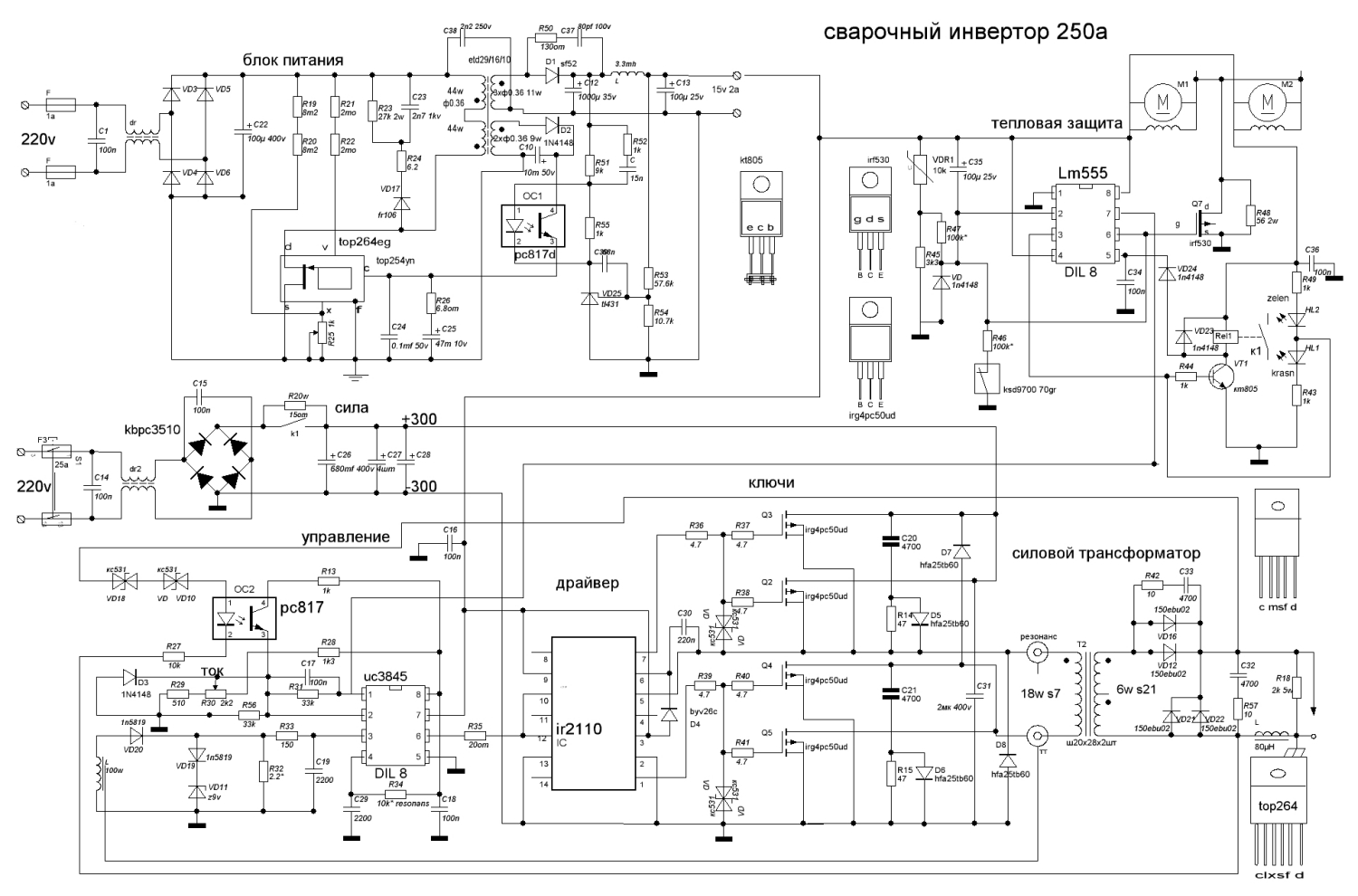
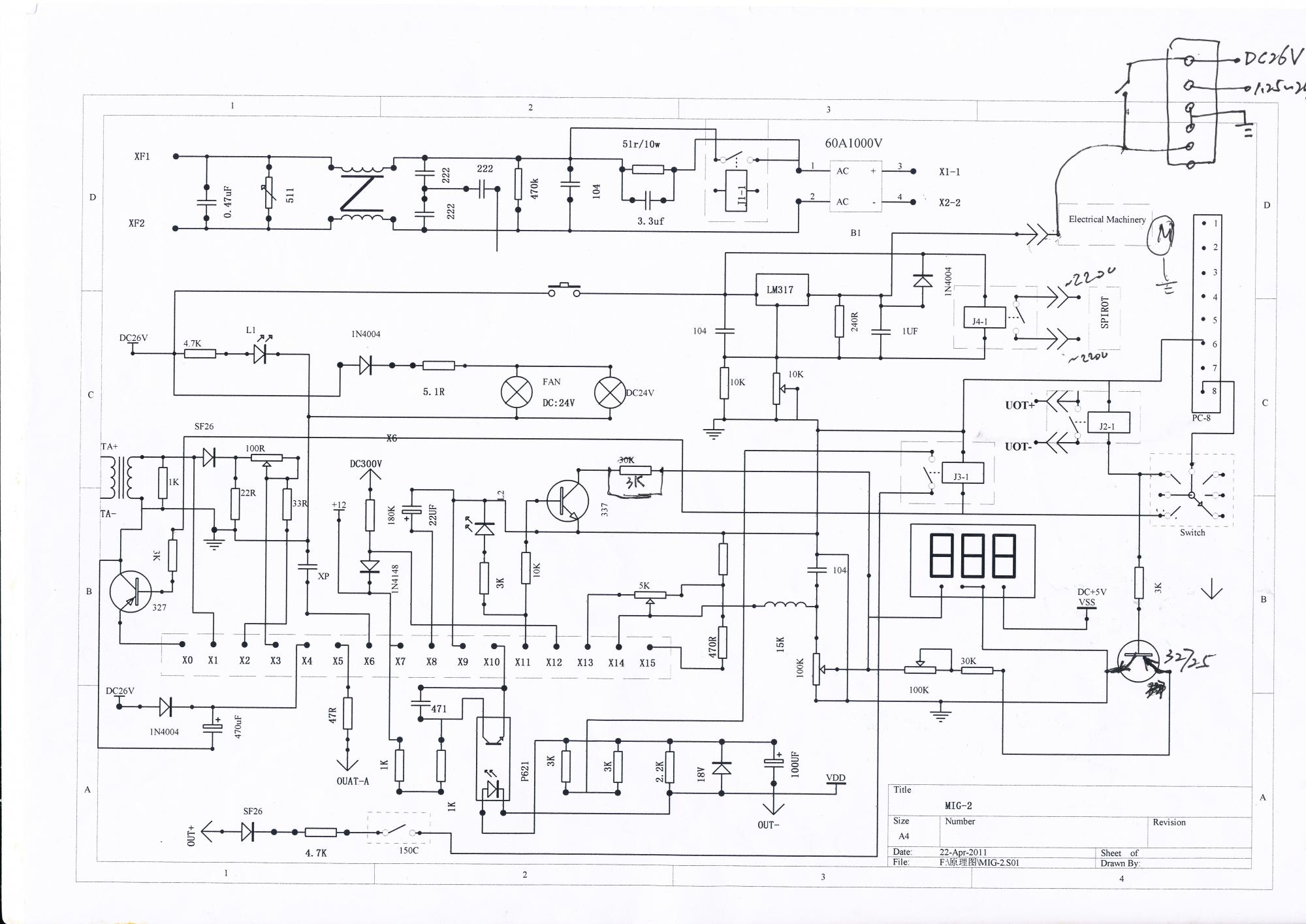
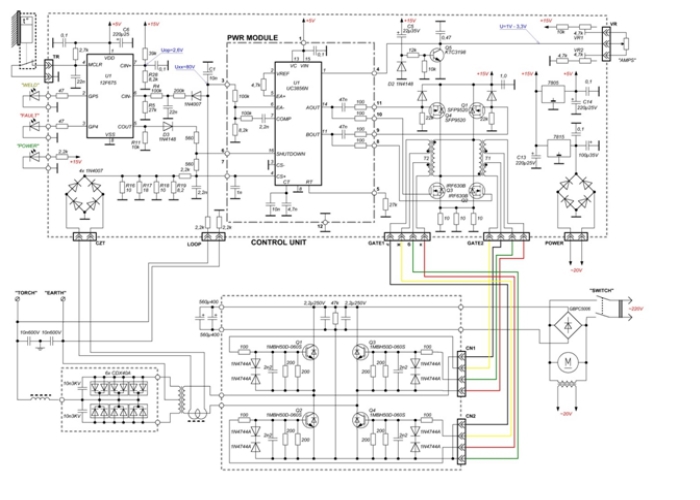
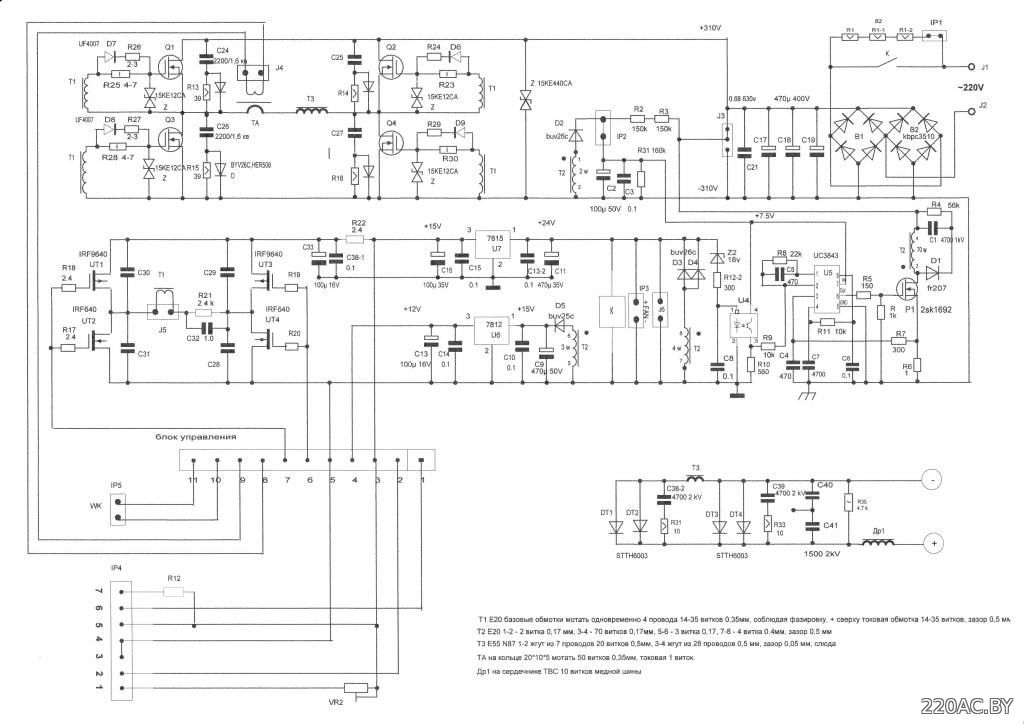
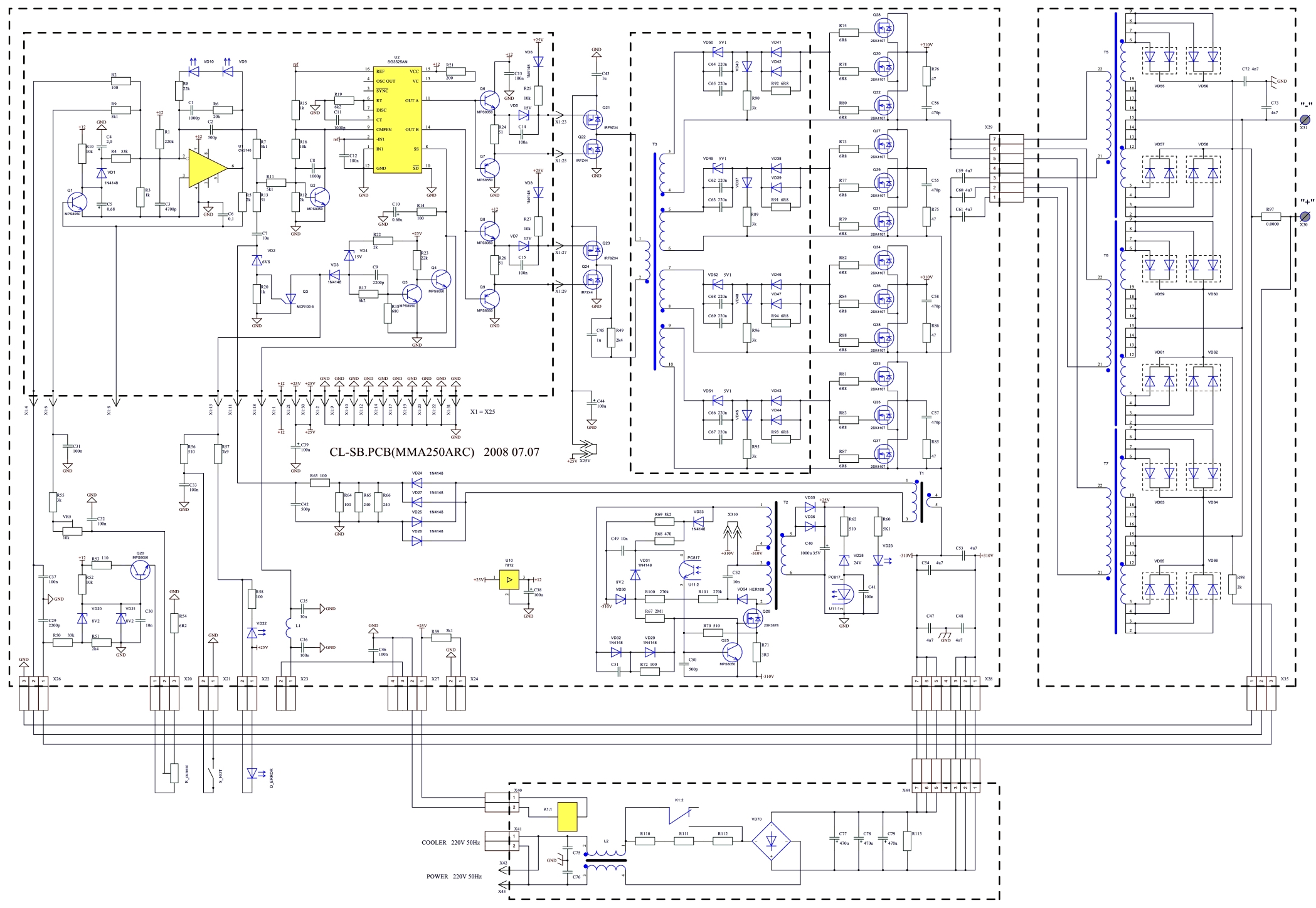
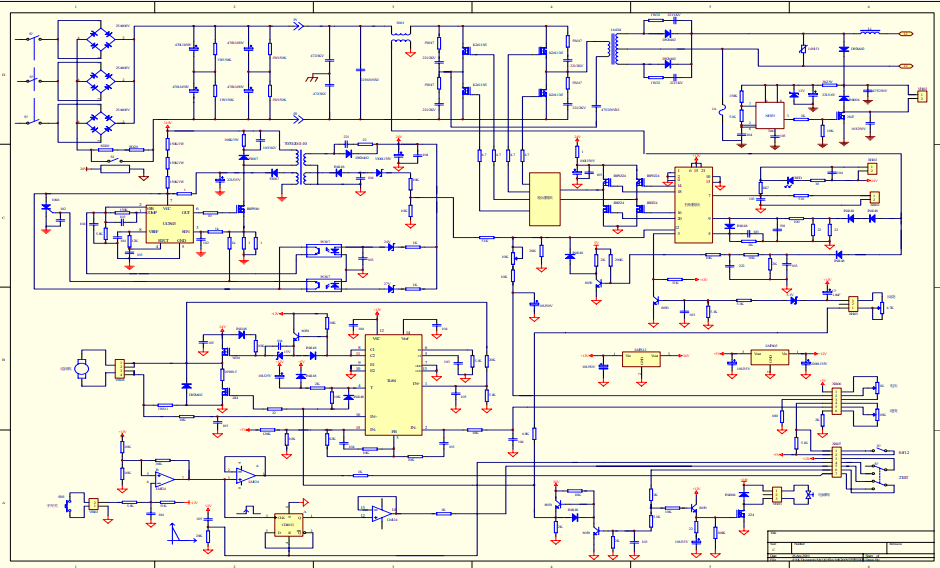
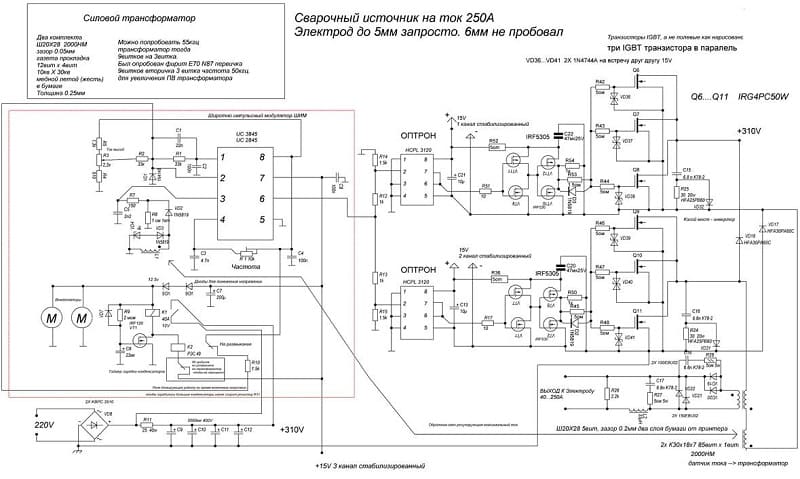
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Биполярный транзистор IGBT
Предлагаю обратить внимание на биполярный транзистор с изолированным затвором — это IGBT. Фактически это два транзистора на одной подложке
IGBT позволяет получить высокую силу тока на выходе, при минимальном нагреве.
Он способен усиливать и генерировать электрические колебания. Модели IGBT стали применять в сварочных инверторах, где была потребность в работе при самых высоких напряжениях.
В результате стало понятно, что производство сварочных аппаратов возможно вывести на более высокий уровень исключительно с помощью IGBT.
Очень часто для бесперебойной работы мощных выключателей в транзистор IGBT вживляют специальные микросхемы.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
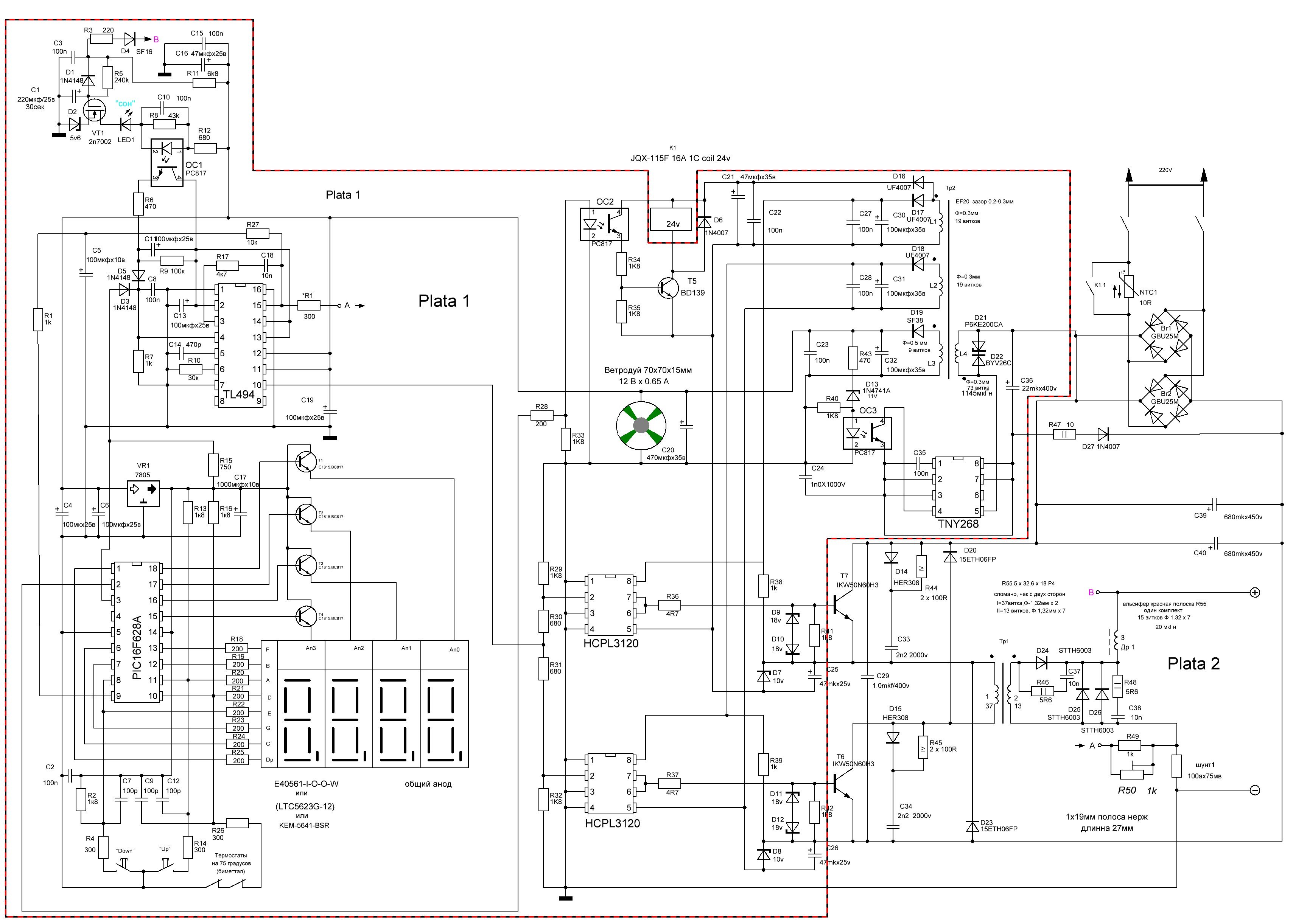
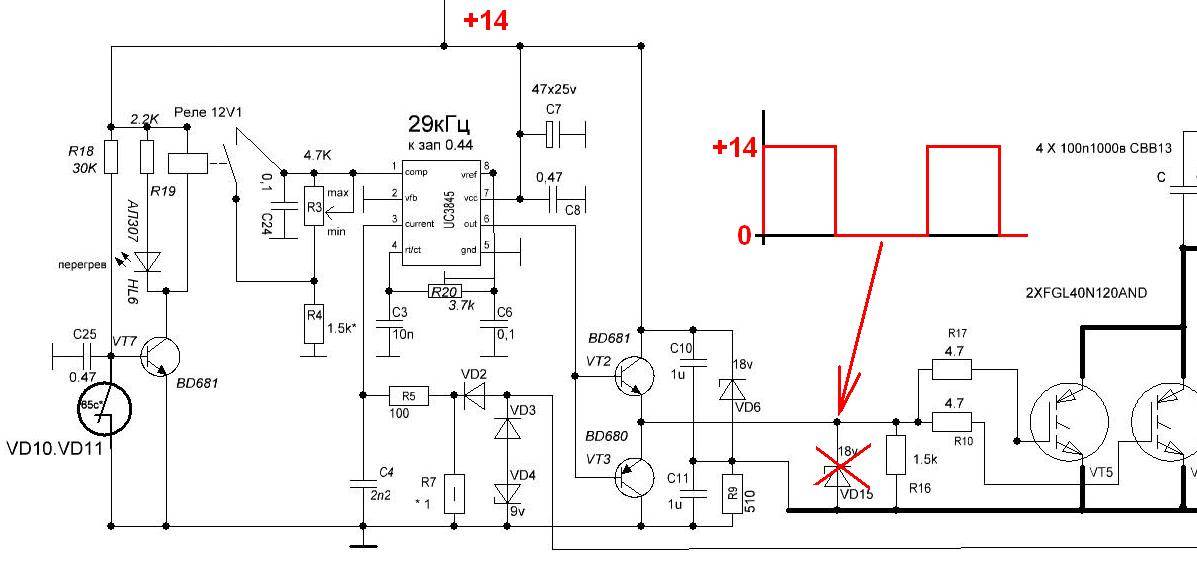
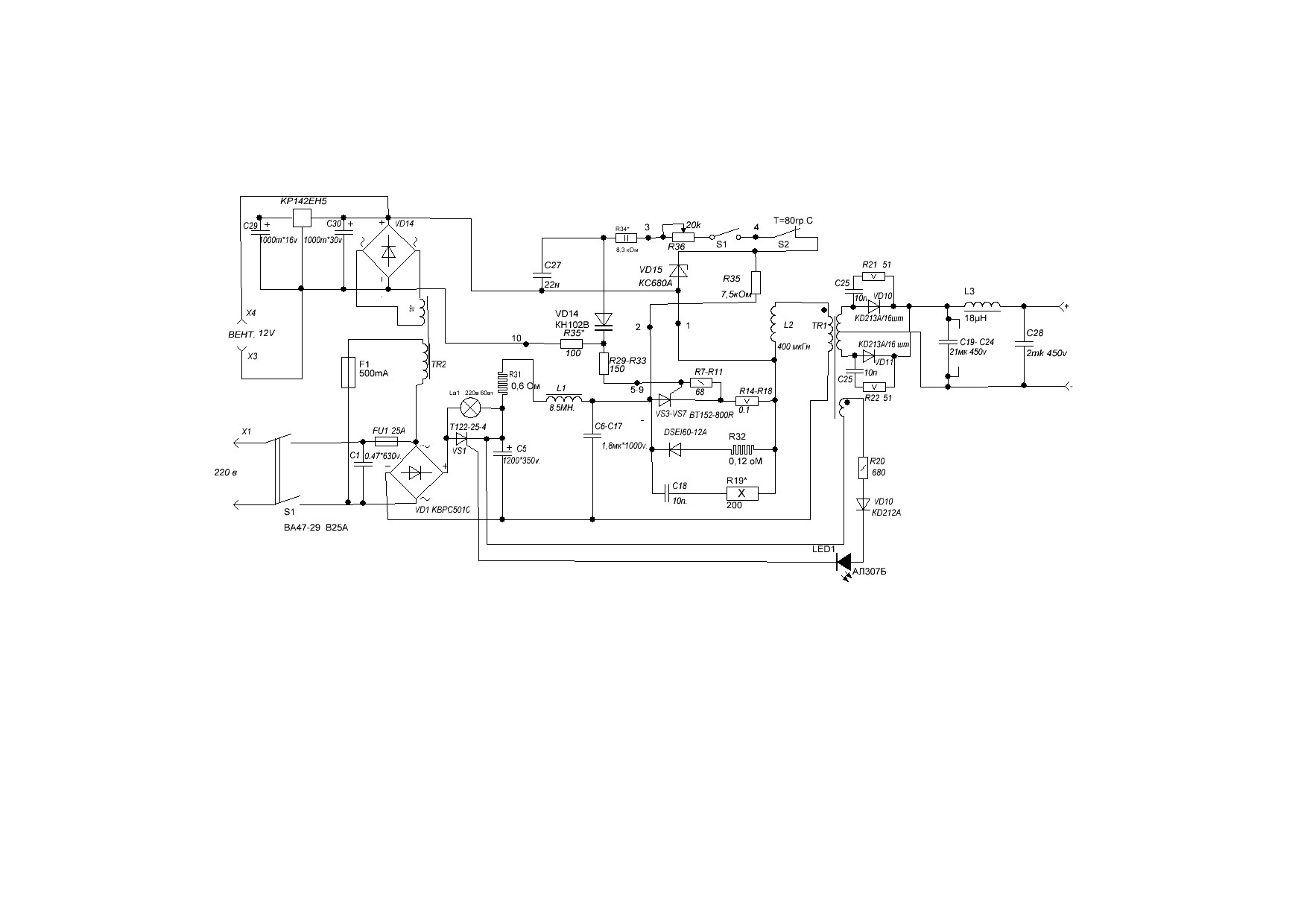
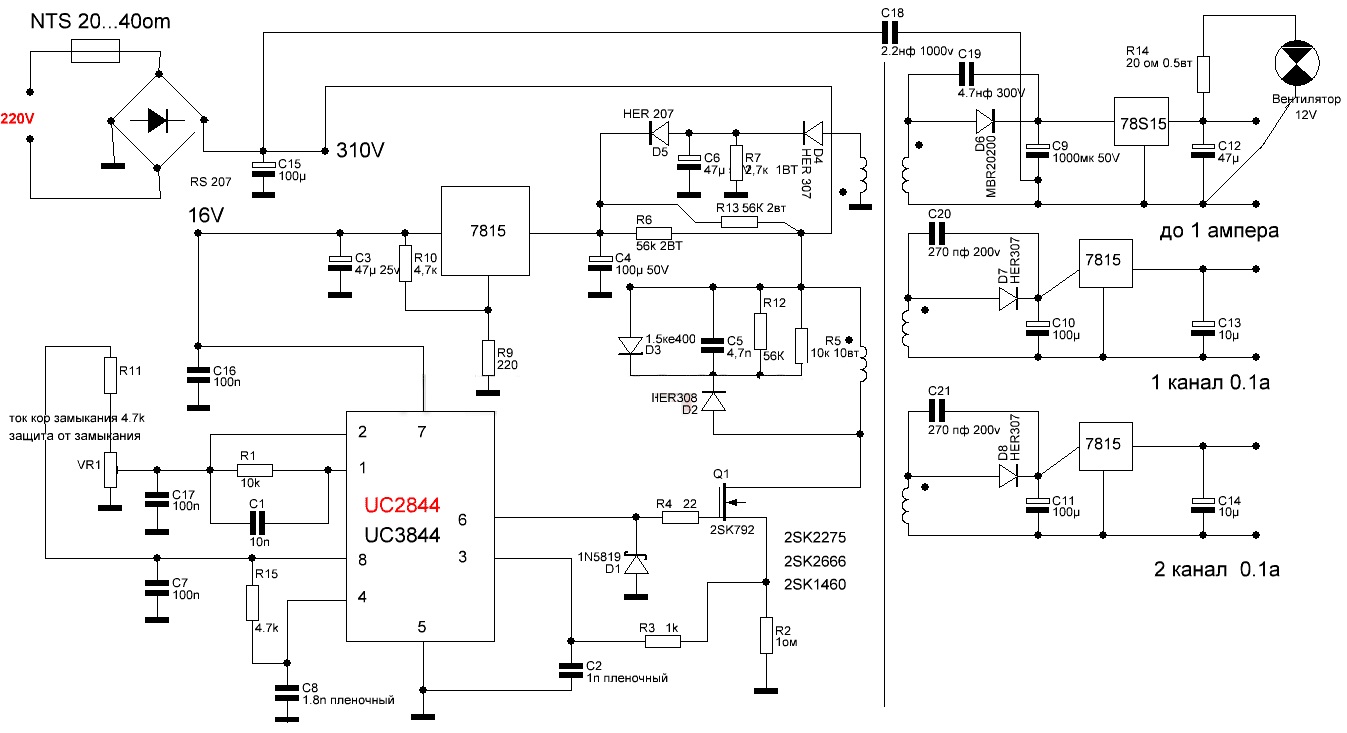
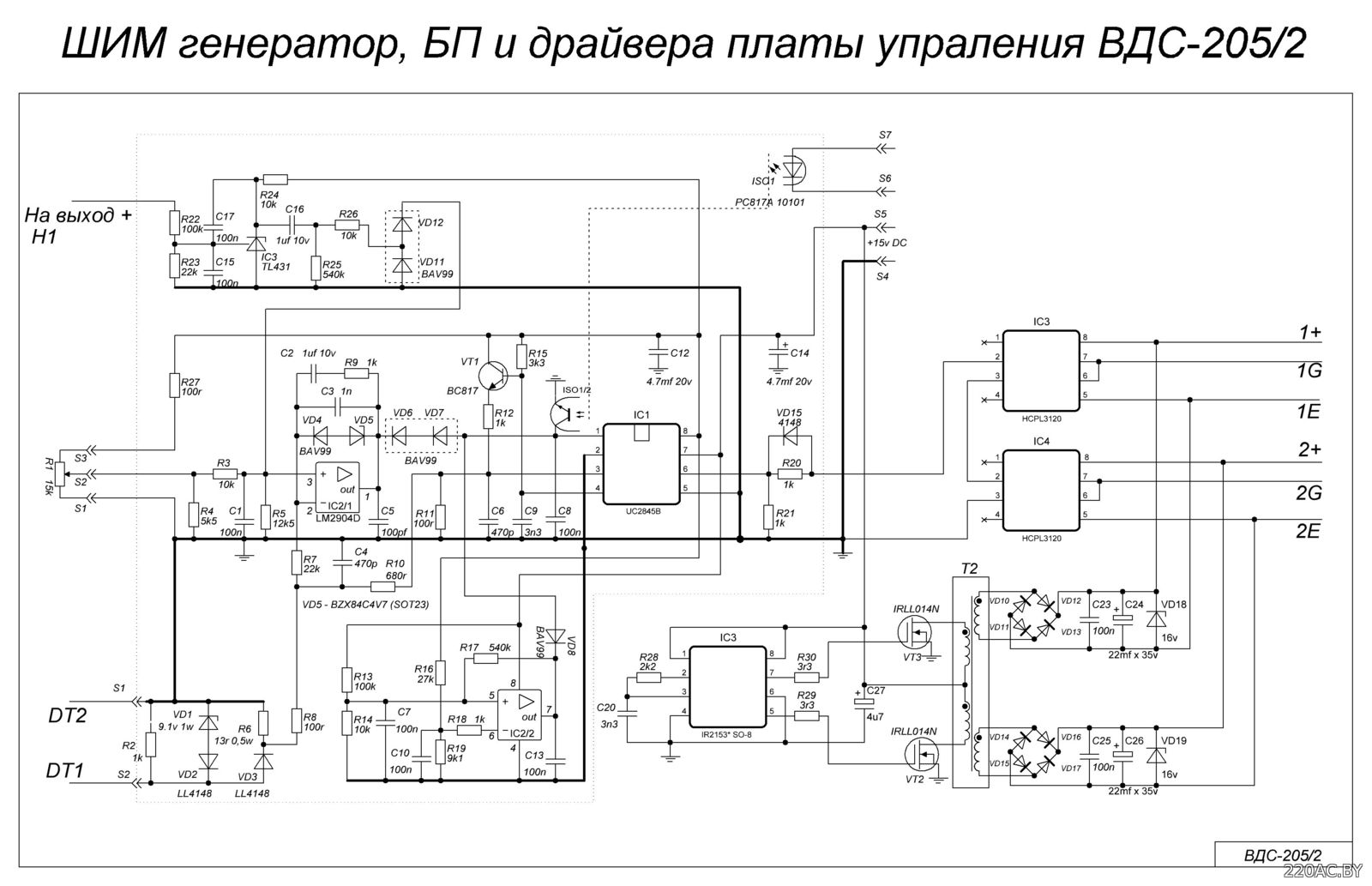
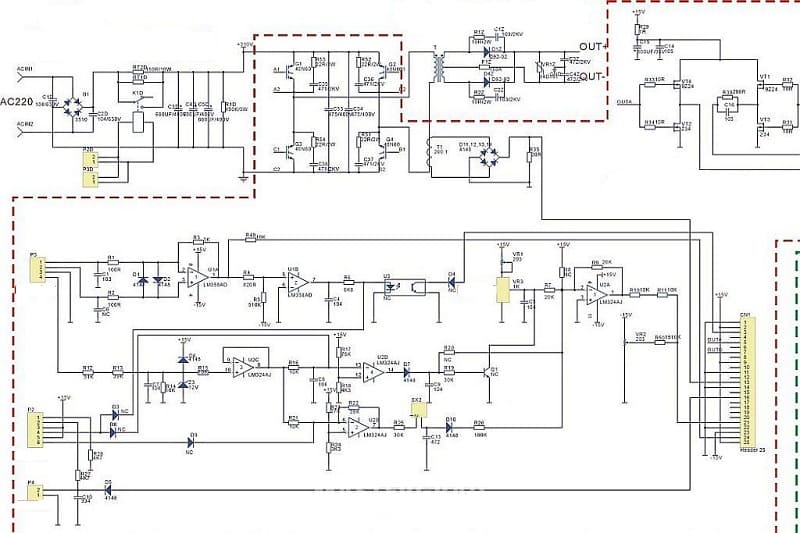
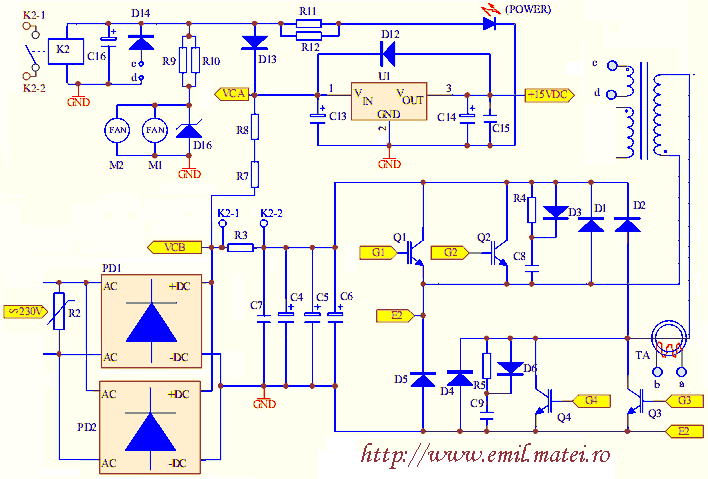
Универсальный блок питания сварочного инвертора
Схема.
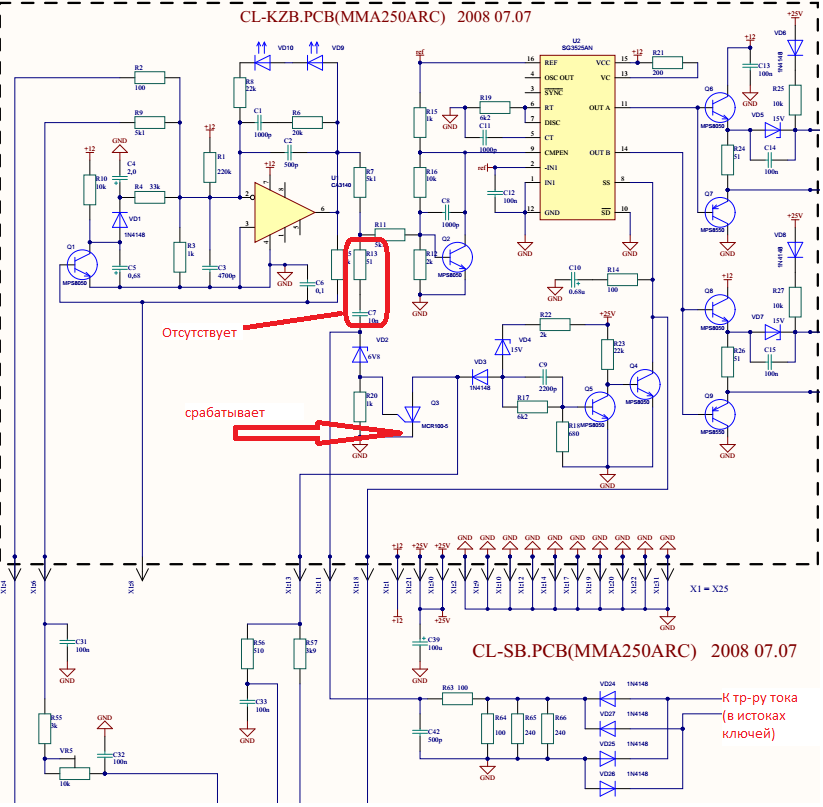
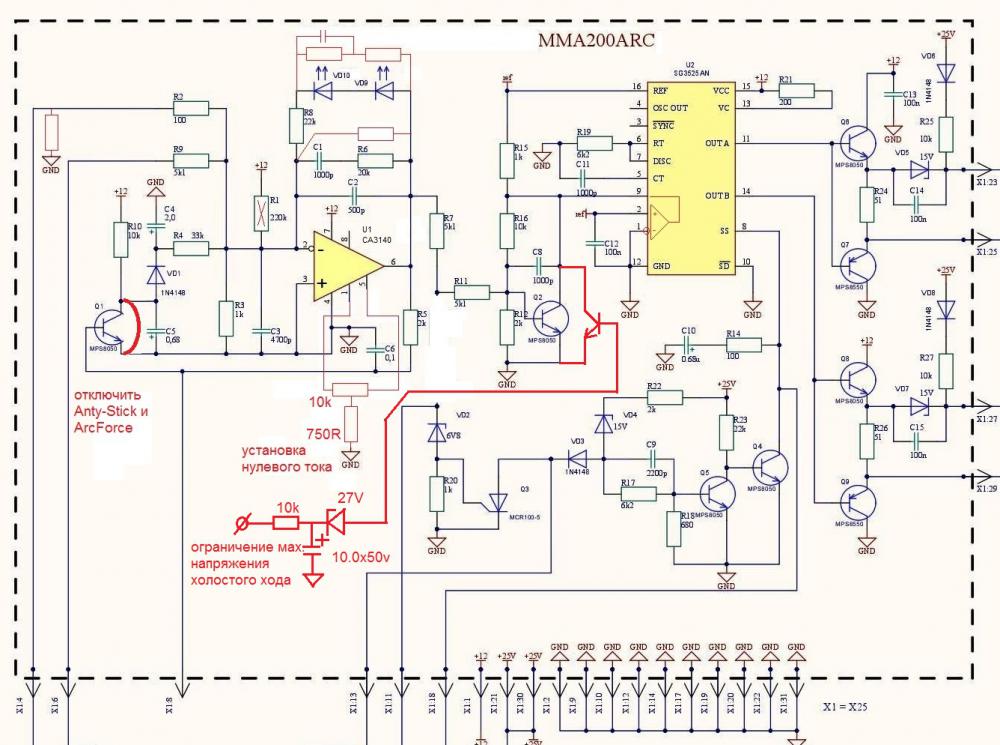
В первом БП применена защита по току из даташита. Это резистор на 3-ей ножке. Я выбрал 7,5 ком, что обеспечивает 2 ампера на выходе. При прогреве защита срабатывает при 2-х амперах. БП начинает «всхлипывать» пытаясь подняться.
В мостовом БП защита настроена на 3 ампера, но при желании, а так же при дополнительном охлаждении может быть перестроена на ток до восьми Ампер. Защита выполнена на управляемом стабилитроне TL431. Фактически TL сравнивает 2 напряжения, и когда напряжение на резисторах R18, R19 станет меньше напряжения на управляющем электроде + Uref микросхема открывает ток базы транзистора A733. Это увеличит напряжение на 4-ом выводе TL-494, увеличит мёртвое время и уменьшит ток БП. Таким образом «короткое» БП держит без «бахов». На втором БП так же намотана дополнительная обмотка для питания «главной кнопки» на держаке 12 вольт.
Так же на плате для удобства смонтирована схема задержки включения реле и ключ управления вентилятором.
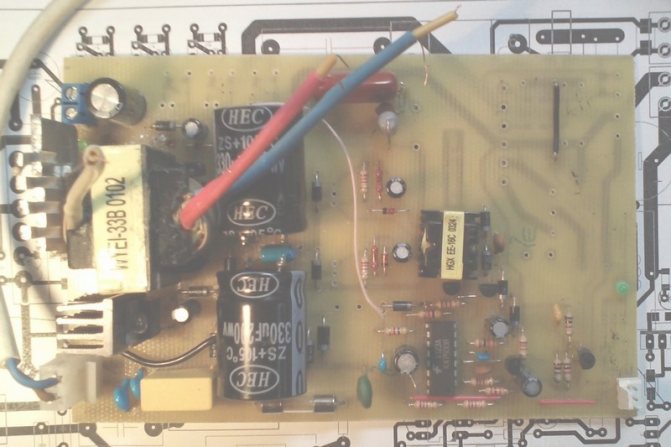
Конструкция.
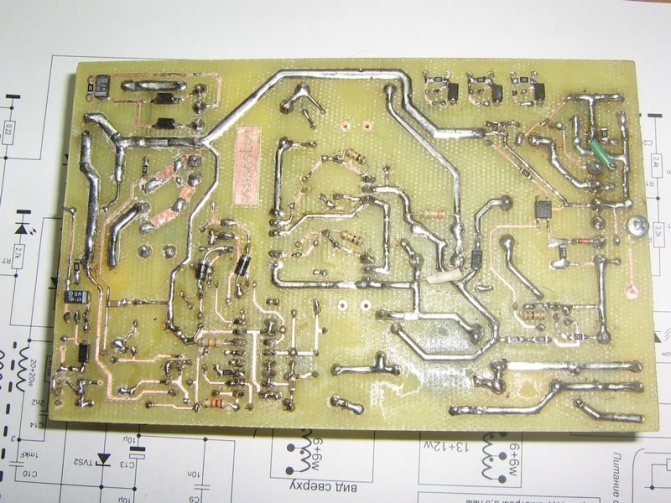
Всё устройство смонтированно на одной печптной плате. Топология ПП здесь. Каждый под себя сможет подправить. У меня, например, было ограничение высоты 32мм. Кому-то это не надо, можно будет поставить эл. конденсаторы «манхэттеном», тогда размер в плане можно значительно уменьшить. Силовые трансформаторы, естественно, разбирались подогревом, перематывались, склеивались. Даже изоляцию применил ту же.
Настройка.
Для начала монтируем частично, как показано на фотке.
И запускаем только «маленький БП. После этого можно посмотреть, как работает TL-494, в частности настроить частоту импульсов задающего генератора, проверить, правильно-ли подключён промежуточный трансформатор. Его я не перематывал, просто выпаял из АТХ, но перед этим внимательно посмотрел распиновку. После выпайки уже не разберёшся…
Тут главное не насмешить и остаться целеньким. Ещё разик напоминаю о вечных ценностях. А впрочим вот они….

слева направо, разделительный трансформатор, ЛАТР и реостат с амперметром.
А вот фотосессия.
Питание драйверов требует тщательной проверки, т.к. эти напряжения не контролируются обратной связью. У меня, в отличии от схемы, намотаны обмотки 3х6 витков. В рехиме ХХ на выходе выпрямителей я получил 3 напряжения по 14/14,2/14,3 вольта. При этом длительность импульса в «прямом ходе» 2мксек, период 18,5 мкСек. Удобно наблюдать на обмотке ОС (5 витков). Далее я нагрузил эти обмотки на резисторы 94 Ома. Напряжение упало до 11,7 вольта. Длительность увеличилась до 2,4 мкСек, значит всё-таки ОС существует, но недостаточная для полной компенсации падения напряжения. Далее нагружаю основной выход резистором 16 Ом, ток около 0,9 Ампера. Напряжение на обмотках драйверов выправилось и достигло 14,7/14,5/14,8 Вольт. Длительность 4 мкСек, период 8 мкСек. Теперь ещё один эксперимент, нагрузим одно плечё на удвоенный ток, т.е. резисторы 94/94/47 Ом. Такая ситуация и будет при питании драйверов мостовых схем. Напряжения на выходе 14,8/14,6/14,6. Это минимум для питания драйверов, поэтому для повторения я поставил на схеме 7 витков, что примерно будет соответствовать 17 вольтам. Ну и для полноты картины такая ситуация. Основной источник нагружен на 0,9 Ампер, источники драйверов не нагружены. Напряжения на их выходах при 6 витках 18,2 Вольта. Вывод, такую схему питания драйверов можно использовать только в случае, если основной источник, охваченый ОС нагружен током не менее 0,5 Ампера. В принципе это условие легко выполняется в реальных схемах, но это надо помнить при конструировании инвертеров с таким БП.
Дерзайте господа. Вопросы, как всегда, в форум.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу
Достаточно важно обладать базовыми познаниями в сфере электротехники
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи
Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги