
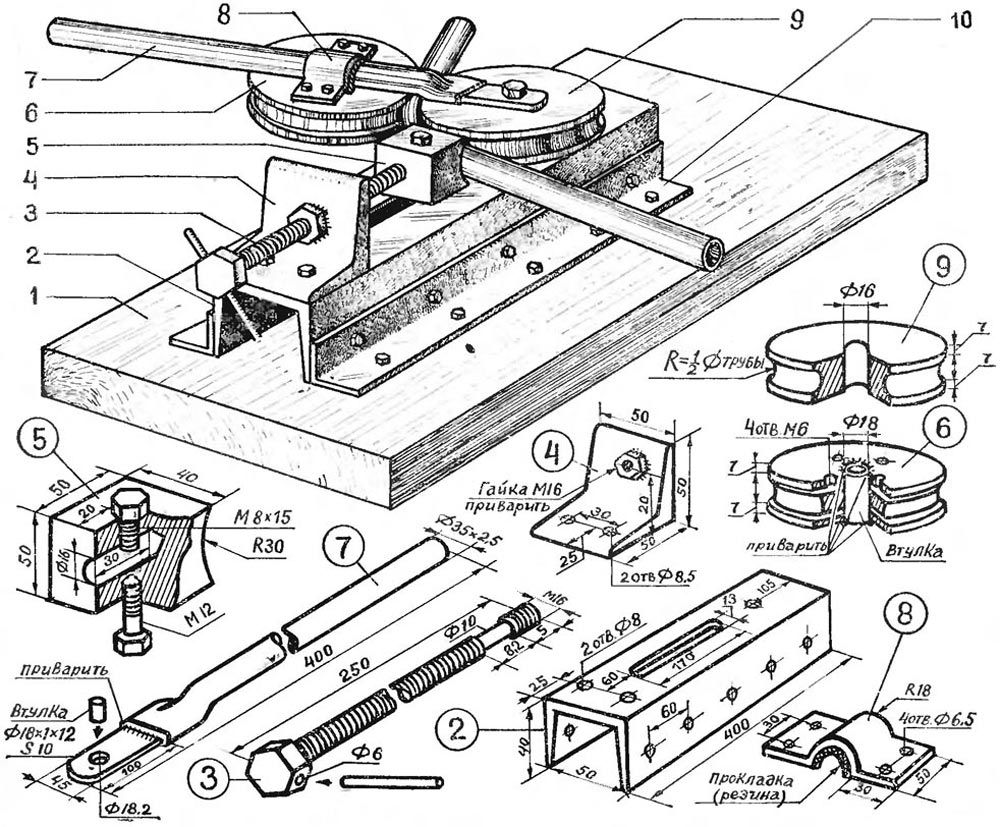
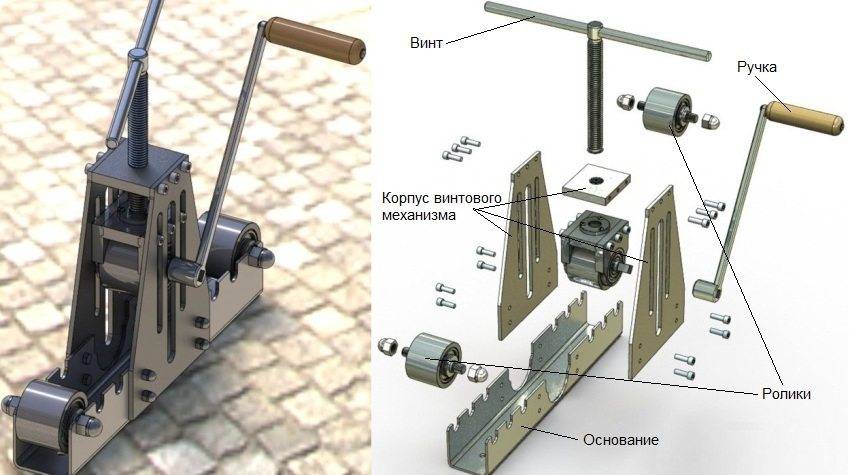
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
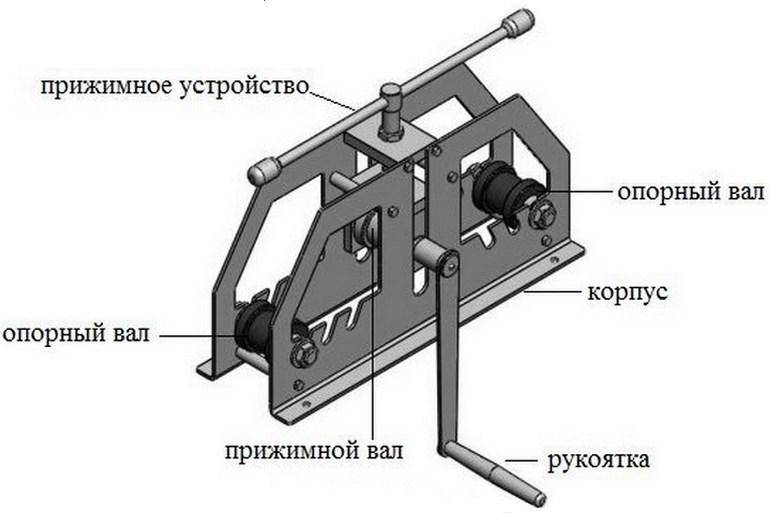
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
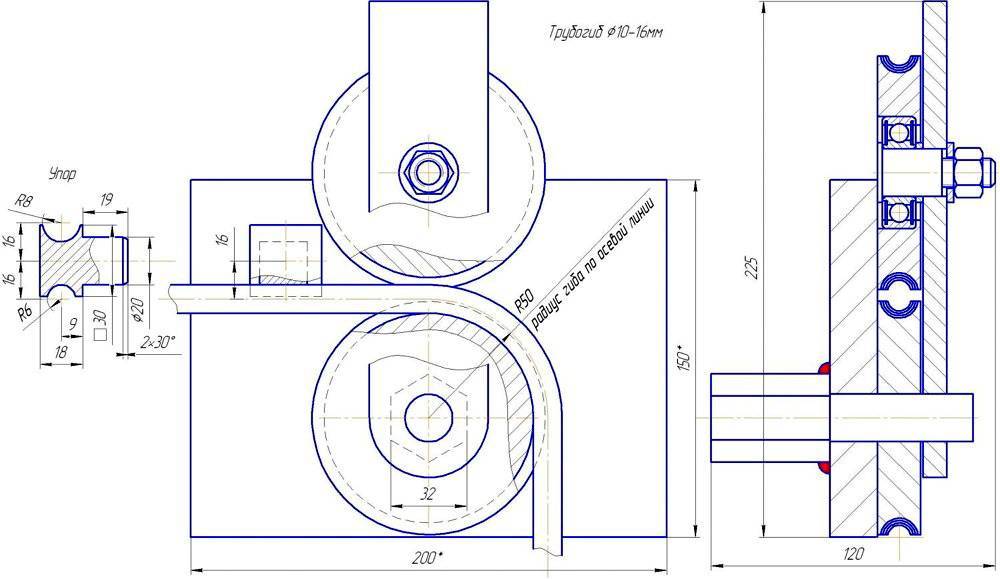
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Трубогибы — классификация
Установка — переносные и стационарные.
Привод — ручной, гидравлический и электрический.
По способу воздействия — обкатка, намотка, воздействие штоком (арбалетный метод), прокатка.
Подробнее о способах:
- обкатка — конец трубы зажимается, шаблон неподвижен, прижимной ролик перемещаясь гнет трубу вокруг шаблона;
- намотка — труба приживается зажимом к подвижному шаблону (ролику трубогиба), в начале точки гиба стоит упор, ролик вращаясь наматывает трубу, протягивая ее между собой и упором (труба и шаблон подвижны);
- арбалетный метод — труба опирается на две точки (стационарные ролики), шаблон на штоке давит по центру трубу и гнет ее между упорами;
- прокатка (вальцовка) — использует три вращающихся ролика (два опорных на одной линии и центральный), радиус изгиба определяется расположением центрального ролика относительно опорных (чаще всего именно центральный ролик давит на трубу).
Недостатки первых трех способов очевидны — радиус изгиба задается шаблоном. Кроме того, способ намотки для изготовления трубогиба своими руками встречается редко — его чаще используют в промышленных образцах.
У арбалетного метода есть еще один (методологический) недостаток — практически все давление от штока передается на трубу в верхней точке башмака-шаблона. В этом месте металл больше всего подвержен «растяжению, поэтому стенка там ослабевает вплоть до потери формы или разрыва (для тонкостенной трубы).
Последний способ практически не имеет недостатков. Отводы стальные изготавливают в заводских условиях именно вальцовкой. Этот же способ чаще всего используют с применением трубогиба для профильной трубы.
Перед тем как приступить к изготовлению инструмента своими руками, при выборе определенной модели, стоит учитывать, что есть общие условия по рекомендованным радиусам изгиба стальной трубы.
Это не означает, что нельзя уменьшить радиус, но для обеспечения качества гиба потребуется использование дорна, а это технически сложнее. Для крутоизогнутых труб в заводских условиях кроме дорна применяют горячее вальцевание.
Если конструкция трубогиба сделана полностью из метала и имеет неподвижную станину, то горячую прокатку можно выполнить в условиях домашней мастерской (паяльная лампа, газовая горелка).
Как выполняется гибка труб?
Для выгибания трубчатых изделий чаще всего требуется относительно незначительное усилие, поэтому промышленное оборудование в таких работах применяют редко. Но, конструкция трубогиба должна быть такой, чтобы в процессе гибки не деформировалось сечение трубы.
Деформация может произойти по таким причинам:
- Угол изгиба превышает 10-15°. В данном случае внутренняя часть профиля чрезмерно сжимается, а внешняя – растягивается. Из-за этого труба деформируется и может треснуть.
- Высокое содержание углерода в стальном сплаве (все марки, начиная со стали 40). Материал очень упругий, поэтому при изгибе может пружинить. Если контур изделия имеет сложную форму, пружинное усилие может составить 15-20%.
- Искажение торца трубы, если она ненадёжно зафиксирована. Торец принимает другое положение, его перпендикулярность к оси полностью теряется. Такую трубу возможно не удастся установить в конструкцию после гибки.
Поэтому сначала нужно детально проработать схему, по которой будет изготовлен профилегиб своими руками, чертежи, фото, видео помогут подобрать оптимальный тип конструкции.
Лучше использовать готовые чертежи, разработанные инженерами под соответствующее сечение профиля
Чтобы избежать деформации, также важно выбирать подходящие марки стали. Для гибки лучше всего подходит профиль горячей прокатки.
Также подходят изделия из мягких сплавов цветных металлов. На заготовке не должно быть следов коррозии и окалины, иначе усилие будет распределяться неравномерно.
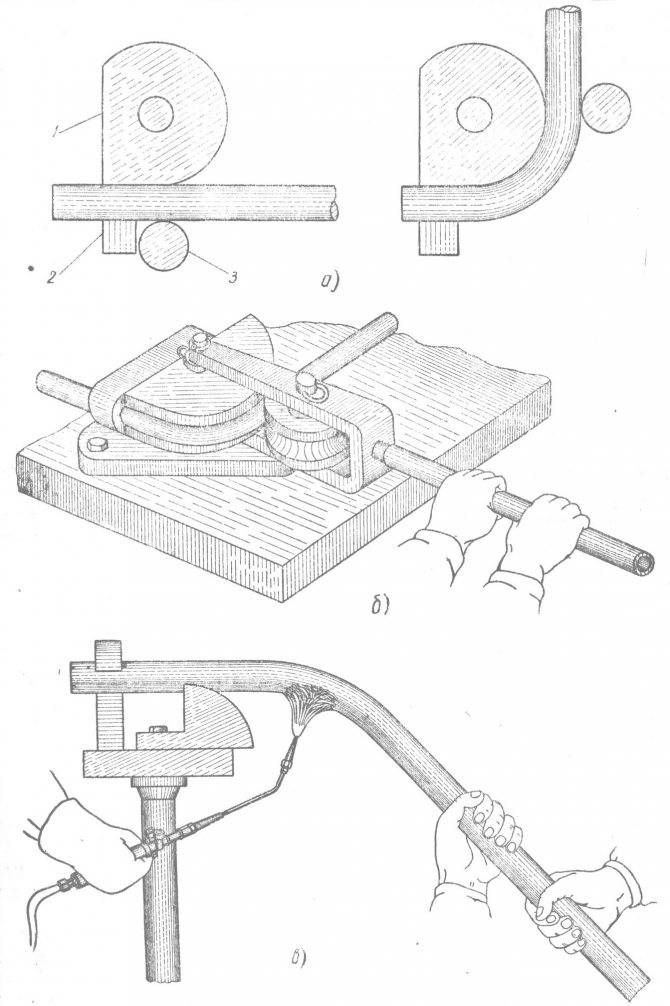
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
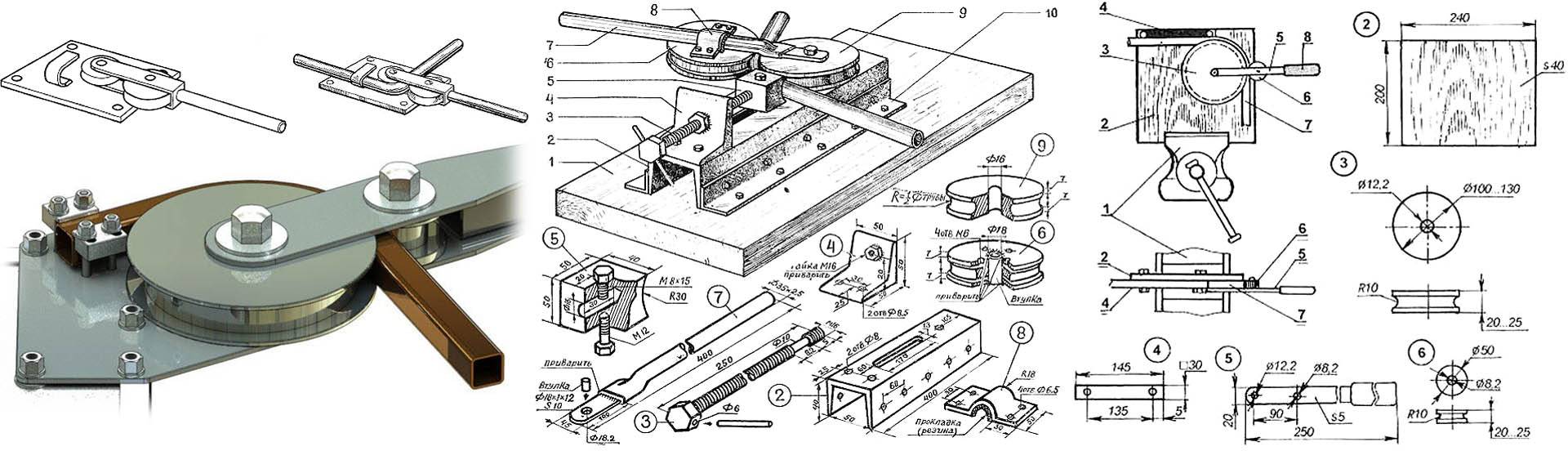
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
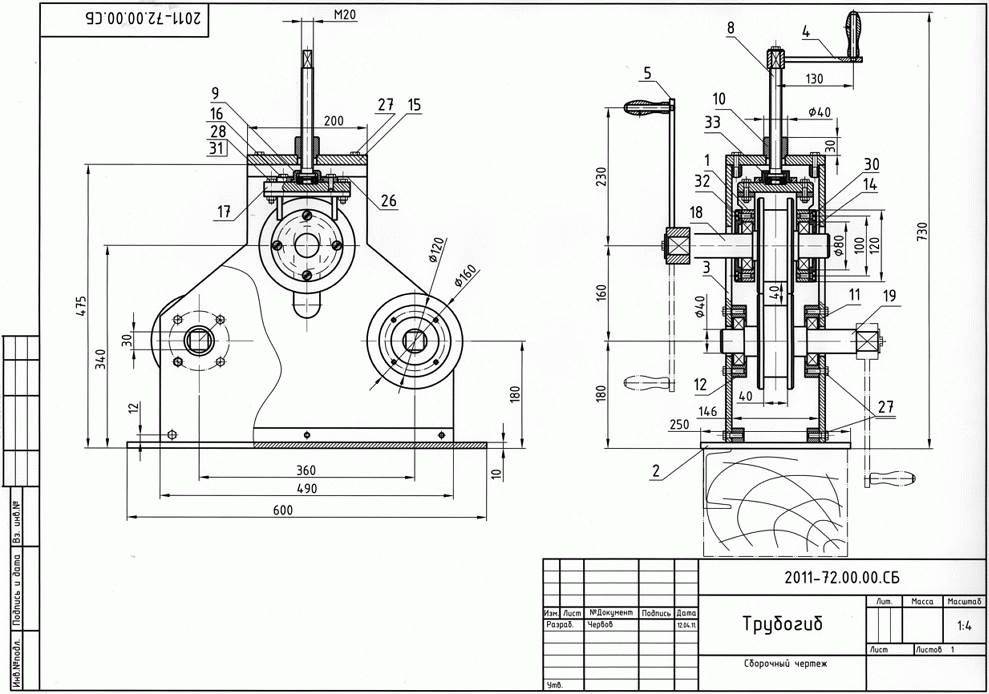
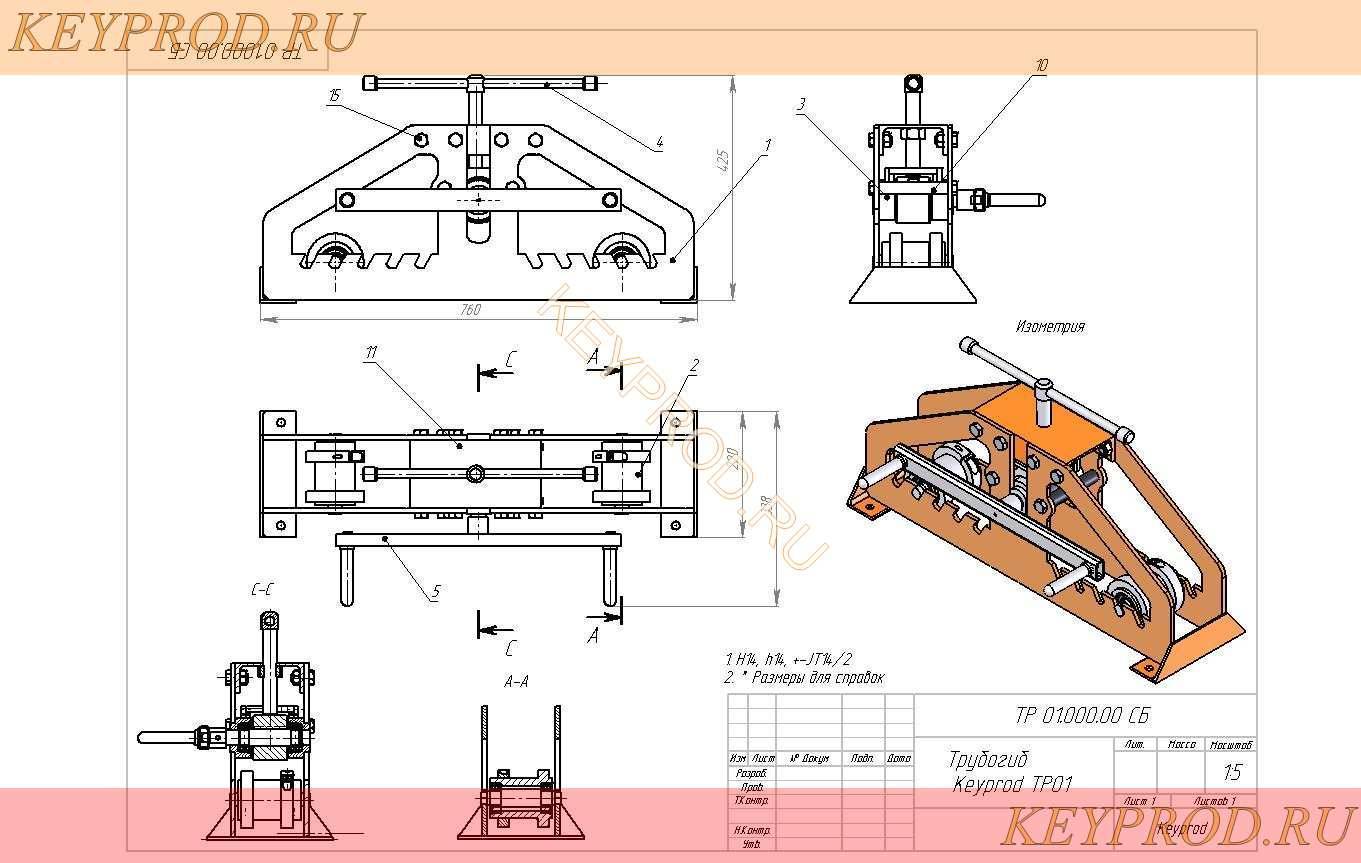
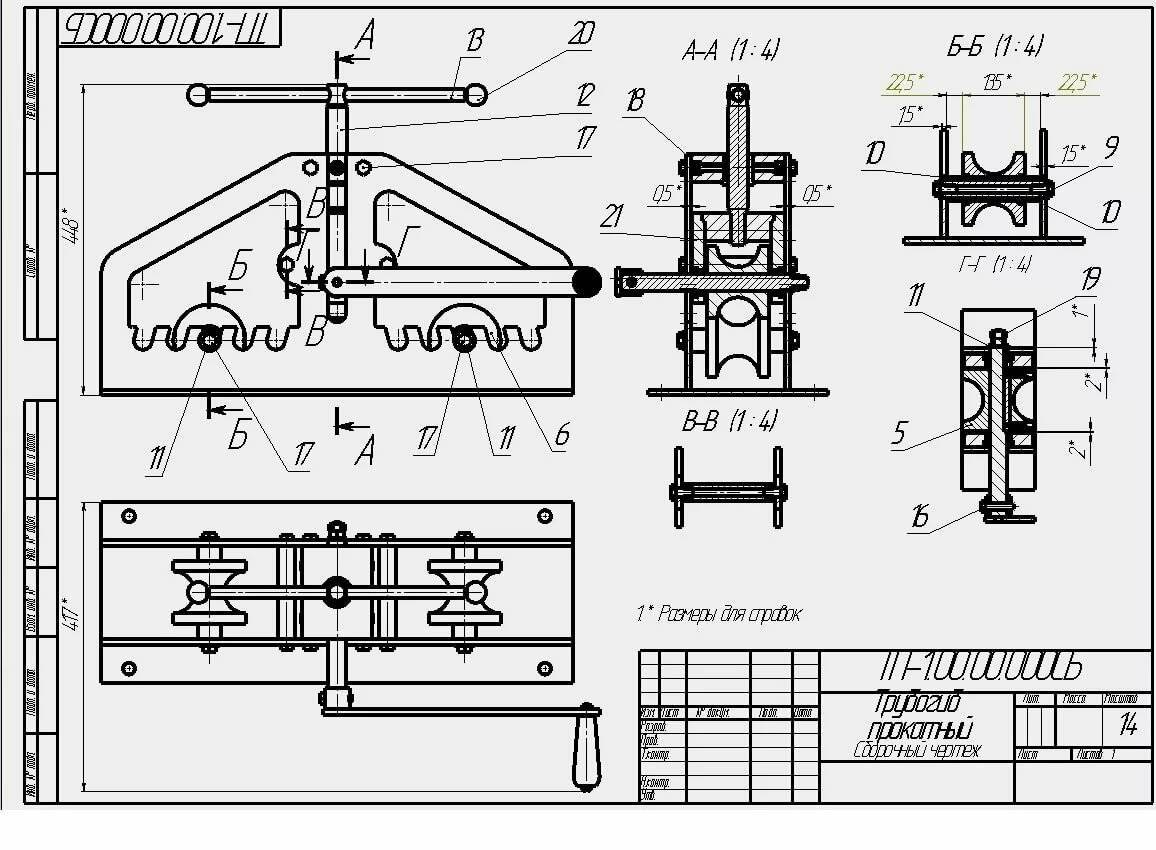
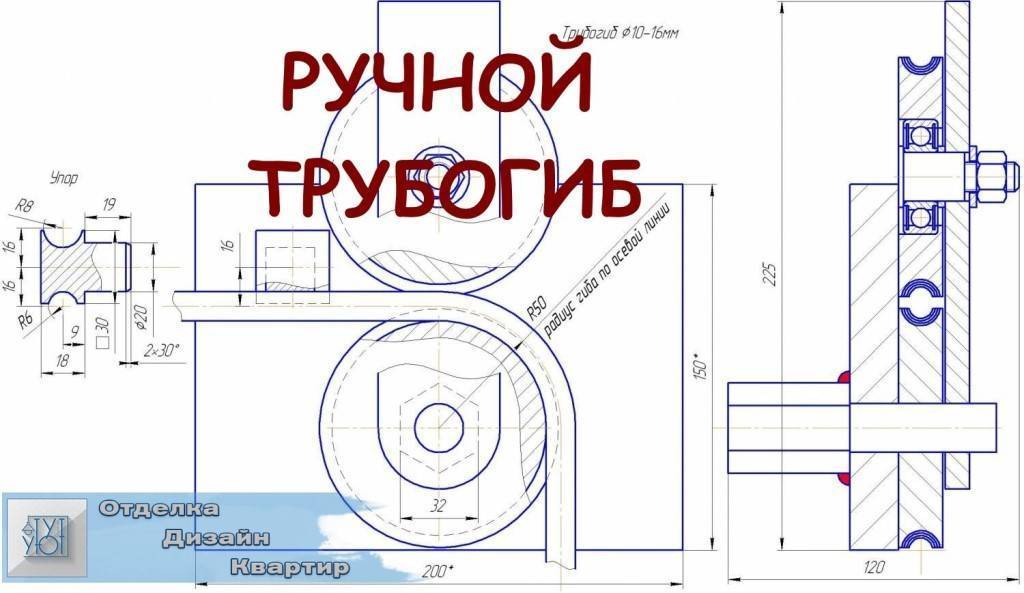
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
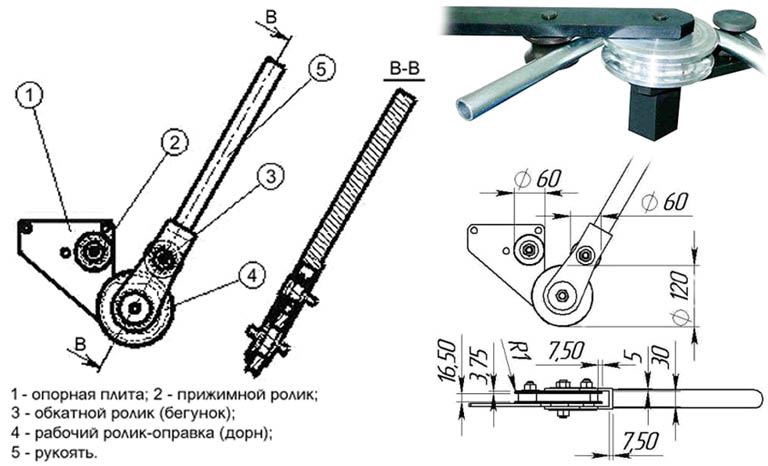

Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
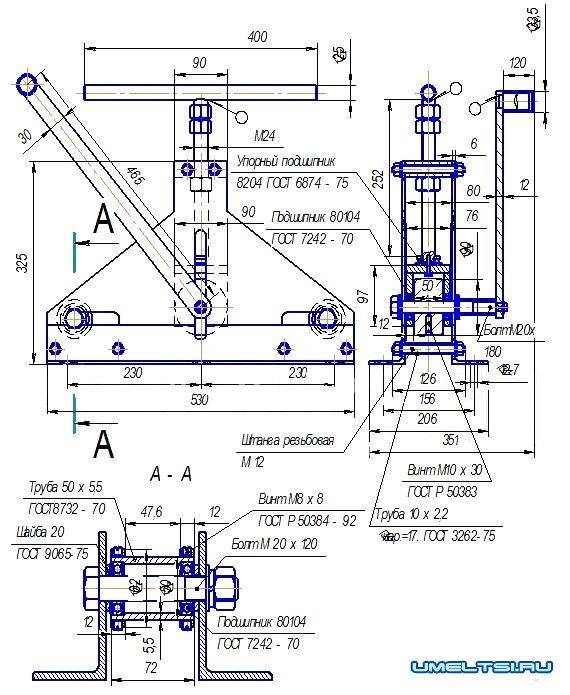
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.
Dva11 Пользователь FORUMHOUSE
Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.
Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.
Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
rusi45 Пользователь FORUMHOUSE
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Виды представленных на рынке трубогибов
Трубогибы представляют собой механические или гидравлические конструкции, которые помогают сгибать металлические трубы, уголки, прутки, профилированный прокат без нарушения внутренней структуры изделия. Ручные инструменты, в основном, используют для формирования изгиба в одном месте, а крупные станки могут менять форму труб сразу по всей длине.
По принципу работы можно выделить трубогибы таких видов:
- Механические с прямым ручным усилием. Используются при работе с трубами малых диаметров, при деформации которых достаточно силы одного человека.
- С гидравлическим приводом. Преимущественно такие инструменты изготавливаются по арбалетному типу, и предназначены они для формирования локального изгиба.
- С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют после каждого нажатия ручки инструмента фиксировать достигнутый уровень деформации.
- Станки с электроприводом. Электродвигатель значительно облегчает процесс деформации трубы, но и значительно увеличивает стоимость инструмента.
Особенности работы с некоторыми видами рассмотрены ниже:
Конструктивно трубогибы можно разделить на 2 типа:
В первом случае труба изгибается вокруг шаблонного сегмента заданного диаметра, а во втором – выдавливается башмаком между двух опорных стоек.
При самостоятельном изготовлении трубогиба народные умельцы обычно опираются на уже существующие модели инструмента, доказавшие свои простоту и эффективность. При сборке трубогиба в домашних условиях на его конструкцию большое влияние оказывают имеющие подручные материалы, из которых будет сделан инструмент.
Наличие трубогиба среди инструментов домашнего мастера позволит собственноручно сделать множество полезных в хозяйстве конструкций и предметов садовой обстановки:
Конструкция и принцип действия
Перед тем как начать собирать свой собственный инструмент, надо разобраться в том, как же трубогиб вообще работает. На самом деле ничего сложного тут нет. Действует он по принципу изолированной деформации.


Скажем так, если вы собрались выгибать трубу не зафиксировав ее должным образом, то радиус загиба получится очень большой. Фактически вы просто в результате получите широкую дугу, чего явно не хотелось.
При предварительной фиксации отрезка в нескольких местах, угол поворота станет таким, как вы того пожелаете. Все зависит от положения самих фиксаторов. Чем меньше между ними расстояние, тем меньше будет радиус загиба.
Собственно, трубогиб как раз и работает по такому же принципу. Это просто рабочий инструмент с удобно смонтированными креплениями для труб.
Вы просовываете трубу в полость трубогиба, затем выставляете крепления на нужное расстояние. Между креплениями есть насадка. На нее прямое воздействие оказывает двигатель. Это может быть как круглый диск с несколькими выпуклыми дугами (работает за счет вращения), так и литая стальная деталь в виде полумесяца.
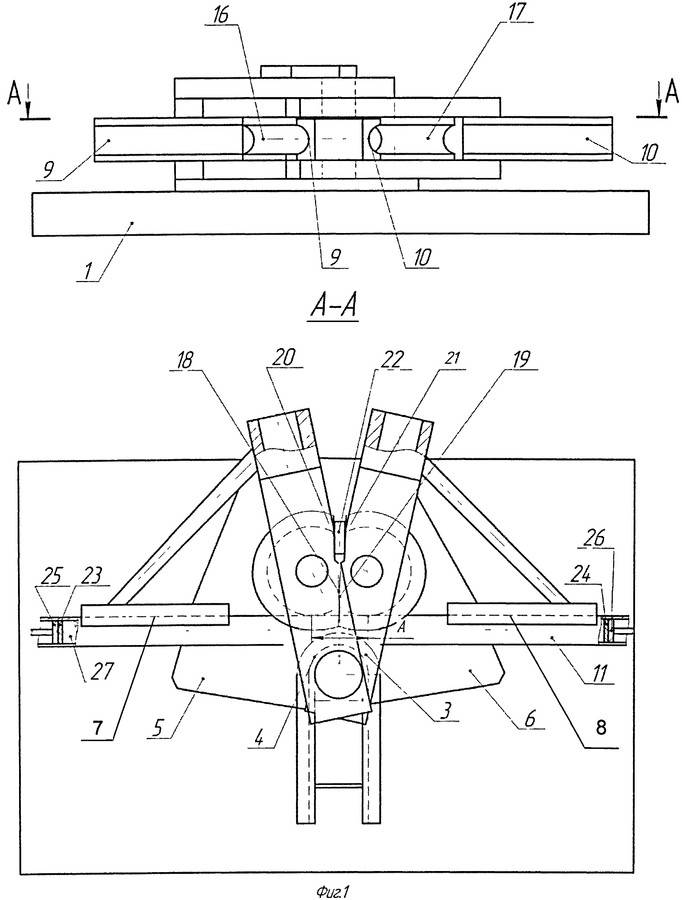
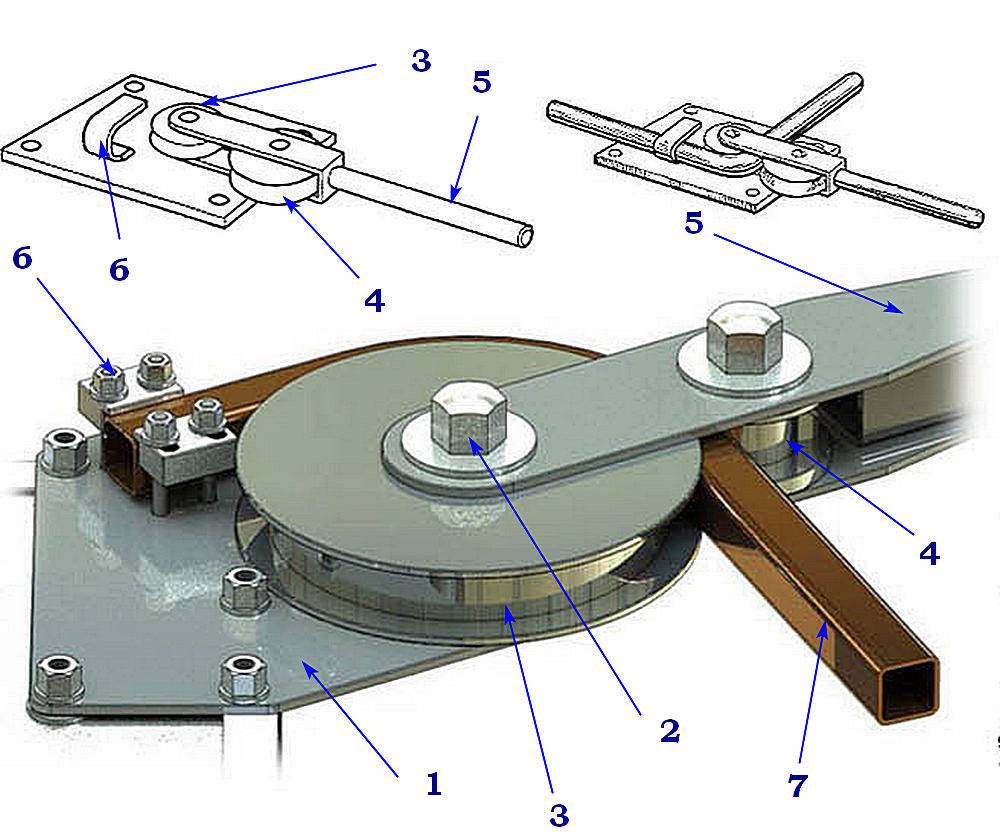
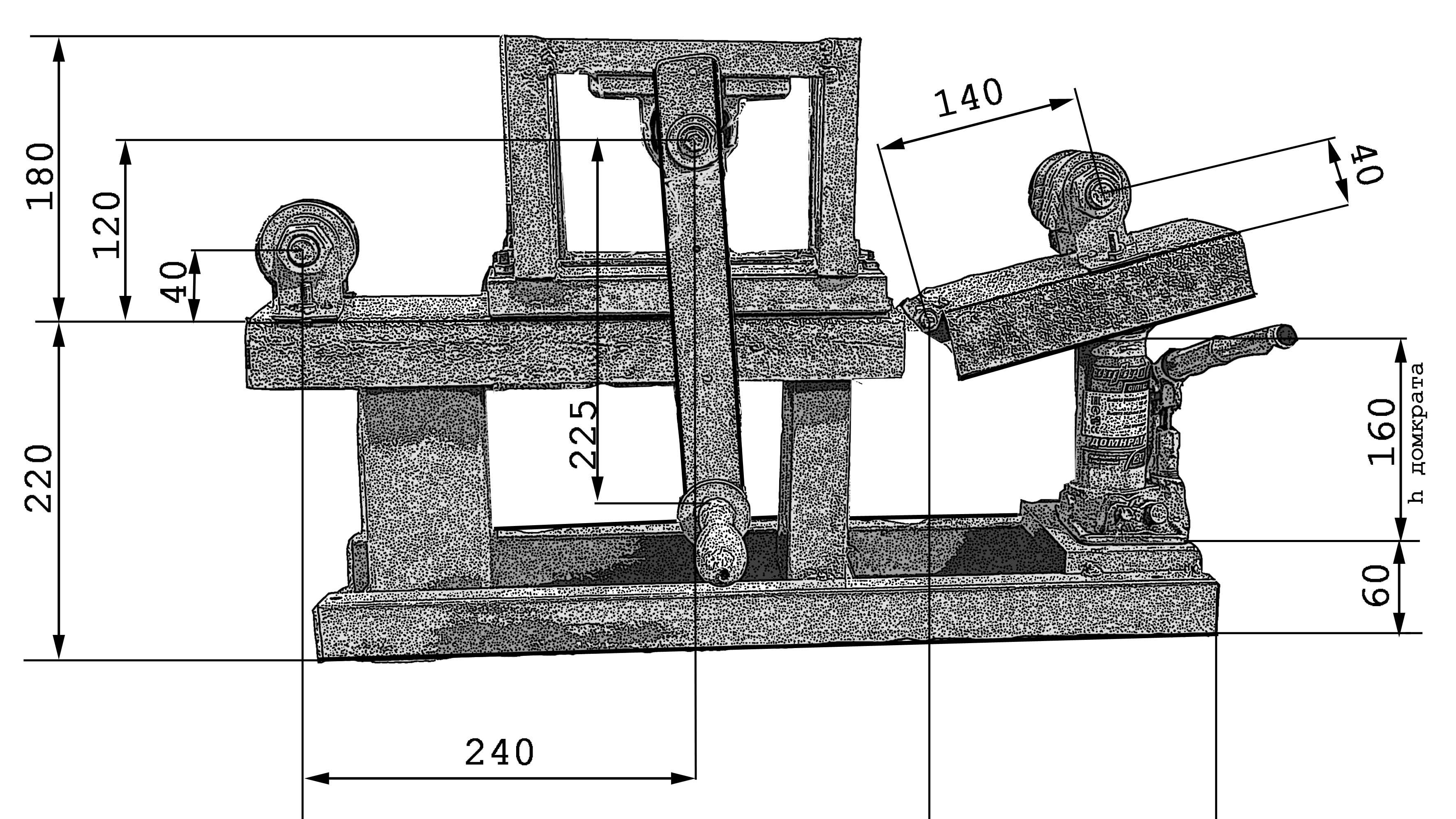
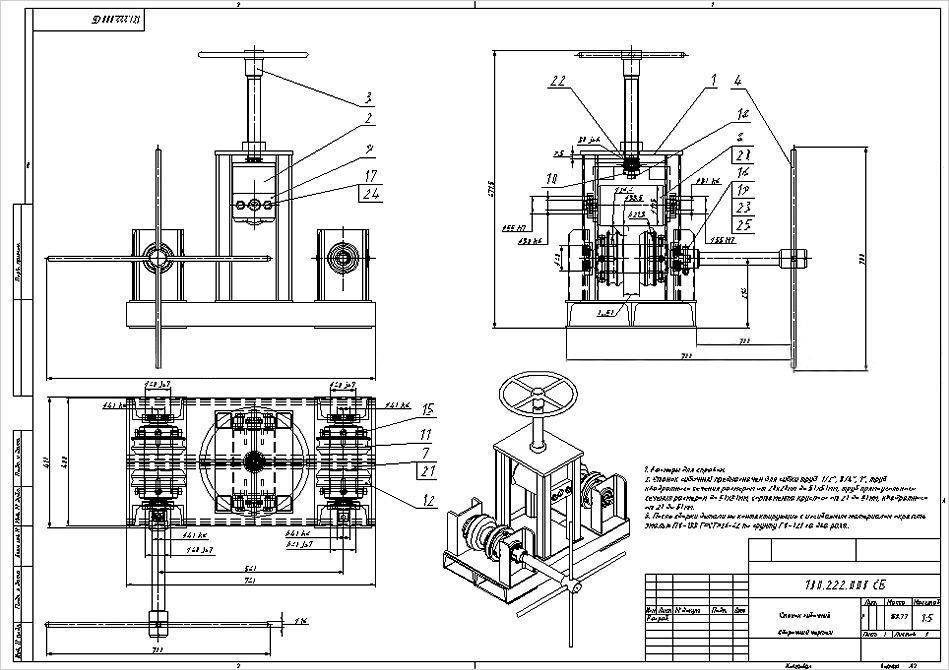
Пример конструкции горизонтального трубогиба
В первом случае трубогиб будет работать за счет наматывания сырья на свою насадку, во втором же на стержень воздействуют в противоположном от креплений направлении, таким образом, загибая трубу до нужного радиуса.
Следует понимать, что крепления в трубогибах не жесткие. Они позволяют трубе слегка смещаться, но в то же время хорошо ее удерживают на станке.
Вот и вся магия. Как видите ничего сложного. Так или иначе, к трубе просто прилагают усилия в нужном месте и в соответствии с нормативными напряжениями. На выходе же получается эффективный способ справиться с поставленной задачей.
Виды и отличия
Конструкция трубогиба во многих случаях одинакова, различаются только способы приложения усилий. В этом плане их делят на:
- электрические;
- гидравлические;
- ручные.
Электрический трубогиб – дорогой мощный инструмент, работающий за счет действия электропривода. Это может быть как ручной мобильный образец, так и крупный стационарный станок, способный загибать трубы из закаленной стали диаметром от 80 мм.
Гидравлический образец предусматривает применение принципов гидравлического давления.
Ну а ручной трубогиб – это примитивное изделие, которое просто улучшает плечо приложения силы, таким образом, упрощая человеку работу. С ним уже нужно серьезно попотеть, но если других вариантов нет – подойдет и этот.
Мы свое внимание обратим именно на гидравлический инструмент. Дело в том, что самодельный трубогиб проще всего сделать из домкрата
Он будет сочетать в себе высокую эффективность, мощность и простоту в работе.
С простыми ручными моделями слишком много мороки и малое КПД на выходе, а электрические просто нельзя сымитировать своими руками в домашних условиях. Покупку же их в магазине сможет позволить себе далеко не каждый. Да и редко кому это требуется.
Почему именно домкрат?
В основе схемы нашего самодельного трубогиба применяется домкрат. Использование домкрата обусловлено сразу несколькими его преимуществами:
- Доступностью.
- Эффективностью.
- Дешевизной.
- Открытости к внедрению модификаций.
- Мобильностью.
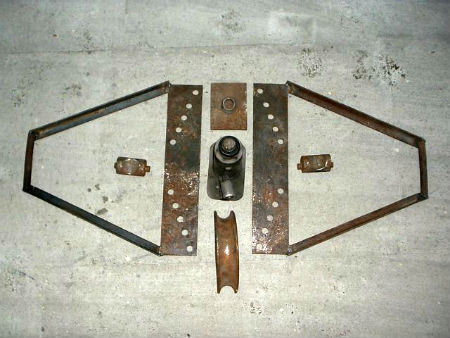
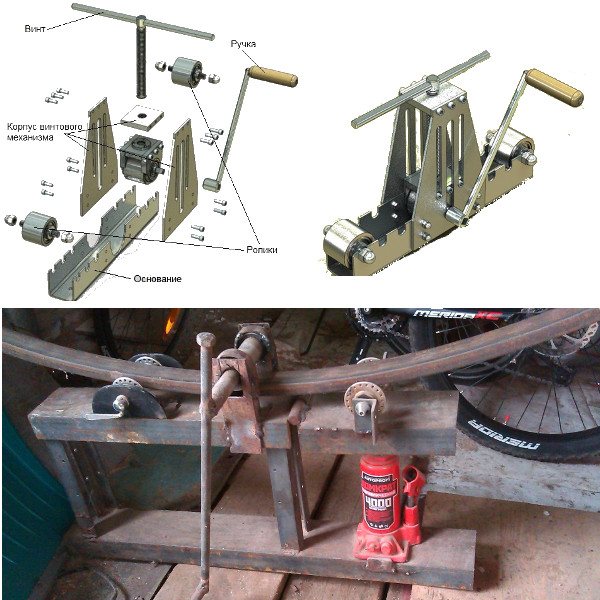
Трубогиб из домкрата в разобраном виде
Домкрат – это по большей части гидравлический инструмент, ну или механический, это уже зависит от модели. В любом случае он позволяет человеку работать по принципу накопления физических усилий.
Он достаточно эффективен и обладает хорошей мощностью. Если домкрат способен поднять машину весом в несколько тонн, то уж со стальной трубой среднего диаметра как-то справится.
Также домкраты дешевы, они продаются практически везде, доступны. Да что там говорить. Модель бывшую в употреблении, можно выменять в любой автомастерской практически за бесценок.
Ну и не будем забывать, что при работе своими руками нас интересуют габариты инструмента, возможность простого взаимодействия. Здесь тоже все в порядке. Стандартный домкрат легко перенести своими руками. Он весит в пределах 10 кг, легко разбирается и модифицируется. Собран из простейших, но в то же время крайне надежных деталей.
Дорновый трубогиб
Своими руками дорновый трубогиб собрать довольно сложно. Самодельный станок не обеспечит качество готового изделия, сравнимое с заводским. Его не рекомендуется применять при гибке труб для несущих конструкций. Помимо массивной рамы, мастеру необходимо будет изготовить следующие детали:
- роликовую матрицу под несколько рабочих диаметров;
- передний прижим под гибочную матрицу;
- направляющую;
- оправку для дорна в виде прутка из качественной стали;
- зажим (цанговый) для фиксации оправки.
Originally posted 2018-04-18 12:23:40.
Какие трубы можно гнуть
На трубогибах, даже заводского изготовления, можно гнуть все виды сварных и бесшовных труб, независимо от диаметра и толщины стенки. Но для каждого из видов материала существуют свои станки и инструменты. Для тонкостенных используются роликовые прокатные или дорновые станки, которые в домашних условиях построить довольно сложно. Даже в мастерской по металлообработке с ними придется повозиться, особенно при настройке.
Чтобы примерно представить, какие трубы можно гнуть и какие у них критические размеры до возникновения залома или деформации поверхности, можно воспользоваться таблицей ориентировочных минимальных радиусов (для стальных труб).
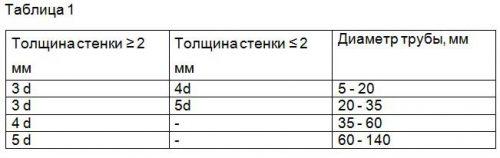
Таблица ориентировочных минимальных радиусов
Для труб с толщиной стенки более 1 мм используются станки арбалетного типа, в которых на центральную часть заготовки действует шток с пуансоном, выдавливающий трубу наружу из станка и изгибающий ее под требуемым углом. В качестве генератора механического усилия чаще всего используется обычный автомобильный домкрат бутылочного типа. Очень хорошо, если он оборудован телескопическим штоком — в этом случае гнуть трубу можно под любым углом за один прием.
Самодельный трубогиб из домкрата может работать с трубами любого диаметра и толщины стенки — его возможности зависят только от характеристик гидравлического механизма. Для среднего по мощности трубогиба достаточно домкрата грузоподъемностью около 5 тонн. Для толстостенных труб диаметром более 30 мм потребуется гидравлика с большими возможностями — до 12 тонн.
Даже такие мощные домкраты довольно компактны и на их базе можно сделать как стационарные, так и мобильные трубогибы, которые можно использовать непосредственно на строительной площадке.
Пуансон
Головная рабочая часть трубогиба — пуансон. Он непосредственно соприкасается с трубой и вокруг его полукруглой стороны загибается труба. Распределение сил на пуансоне позволяет сохранить целостность внутренней части изгиба без образования брыжей, впадин и трещин при сохранении целостности шва сварной трубы.
Если необходимо согнуть шовную трубу, то линия соединения должна находиться сбоку под углом в 90 0 к вектору приложения сил. Только в этом случае шов не разойдется и труба сохранит целостность конструкции.
Пуансон можно купить в заводском исполнении с различными диаметрами пазов, под трубы разного размера. Он представляет собой идеальный полукруг, в нижней срезанной части которого приварено гнездо под шток домкрата
При использовании пуансона важно, чтобы гнездо находилось точно по центру окружности. Только в этом случае эффективность действия домкрата будет максимальной
Трубогиб из гидравлического домкрата своими руками можно сделать и с самодельным пуансоном. Для этого можно использовать любой шкив подходящего диаметра, разрезав его пополам и приварив в нижней части гнездо под шток.
Сделать можно несколько таких пуансонов разного диаметра с различными размерами пазов. Но преимущество опорных деталей промышленного изготовления в том, что для них используются очень прочные сплавы, они хорошо отцентрированы и не деформируются при действии гидравлики. Пуансоны из шкивов могут не только деформироваться, но и разрушиться, особенно при гибке толстостенных труб.
Как сделать трубогиб с прокаточным роликом из стали
Мастера по изготовлению ворот и прочих изделий, работу которых можно назвать ювелирной, нуждаются в использовании трубогибочных станков. Если вариант по изготовлению станка из дерева не подходит (ведь он имеет низкую стойкость), то предлагается изготовить подобную конструкцию из стали.
Для изготовления трубогиба из металла с прижимным роликом понадобится выполнить следующие действия:
- Сварить два уголка друг с другом. Выступ уголков зажимается в тисках. Эти уголки играют роль основания будущего устройства
- Приварить на основание упор, в качестве которого можно использовать отрезок трубы
- Далее изготовить конструкцию в виде барабана. Для этого используются круглые пластины, диски, ступицы (все, что есть в хозяйстве). Из них изготавливается барабан, по которому будет происходить изгиб. Чем больше диаметр барабана, тем большего радиуса можно гнуть трубу. Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять
- На завершающем этапе остается только изготовить П-образную конструкцию, на которой располагается прижимной ролик (он делается из набора подшипников одинакового диаметра)
- П-образная конструкция крепится к валу барабана, и получается в итоге приспособление, следующего вида
Принцип работы приспособления простой и незамысловатый. Гнуть трубы большого размера не получится, так как все зависит от запаса физической силы у мастера. Ведь станок этот ручной, поэтому понадобится приложить немало усилий, чтобы согнуть разные материалы.


Весь процесс изготовления такого станка показан на видео ниже.
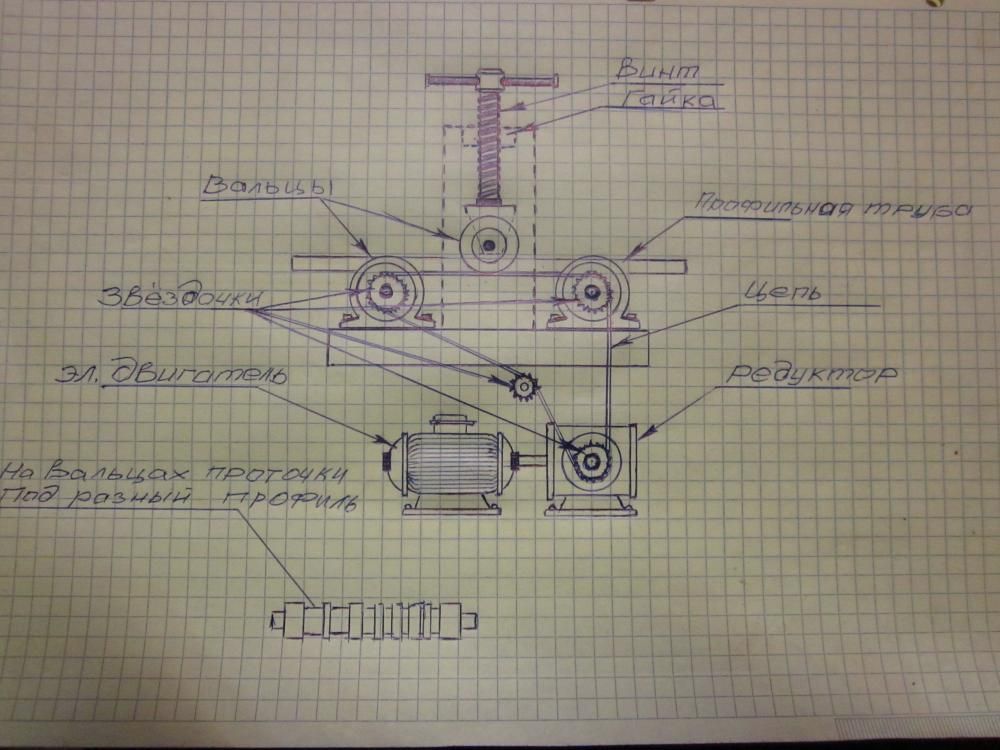
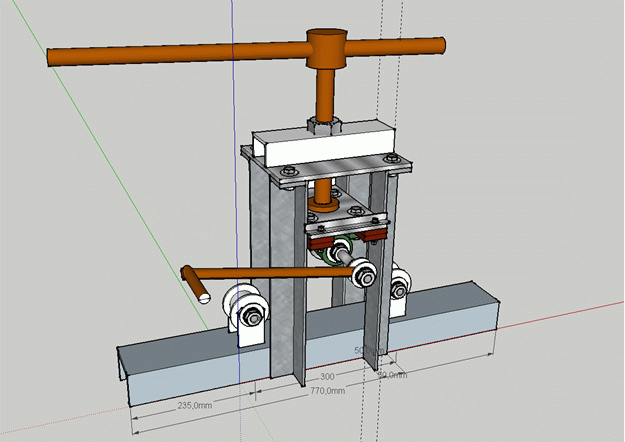
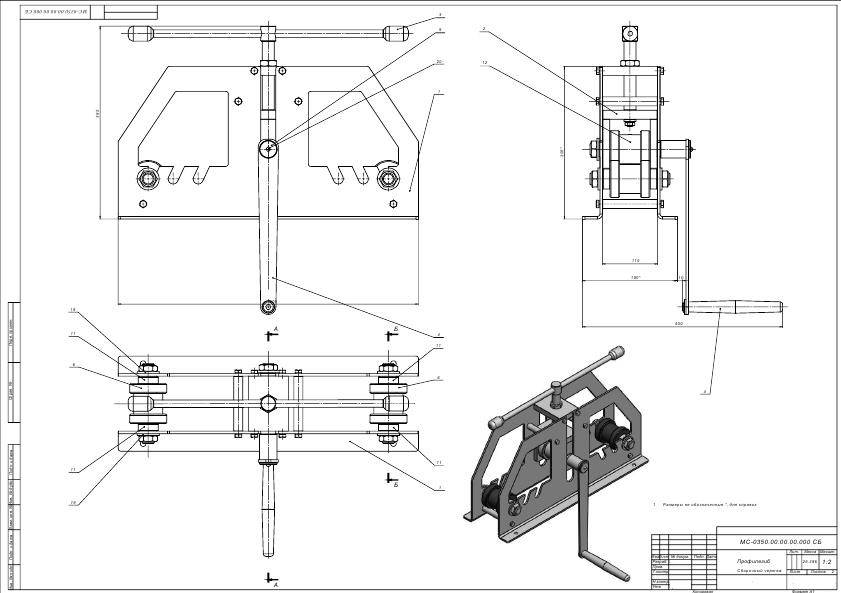
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
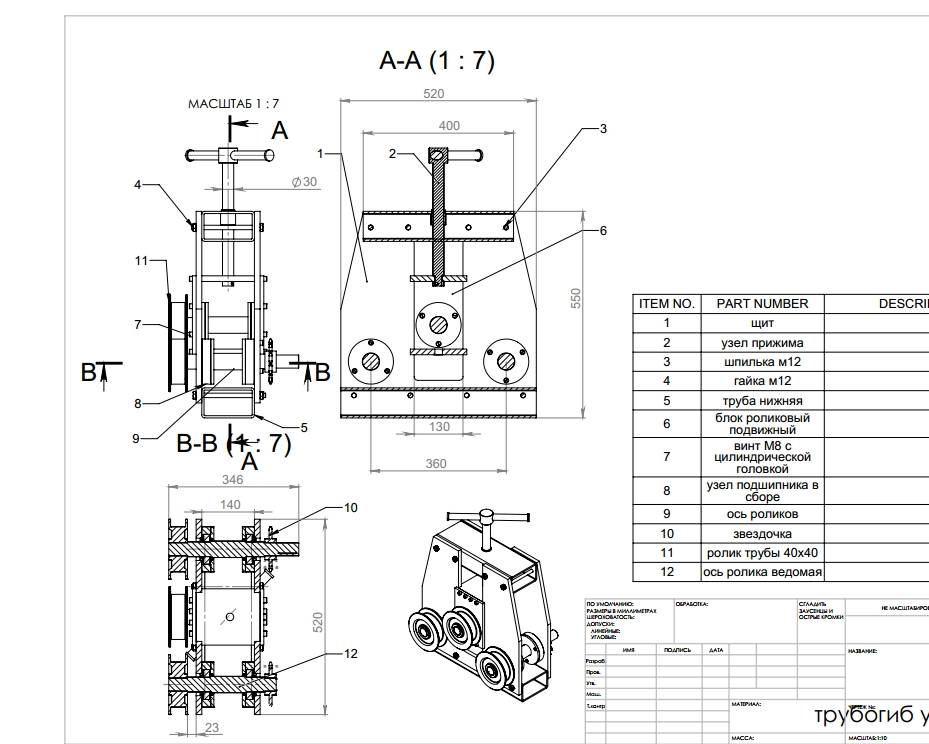
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения

Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
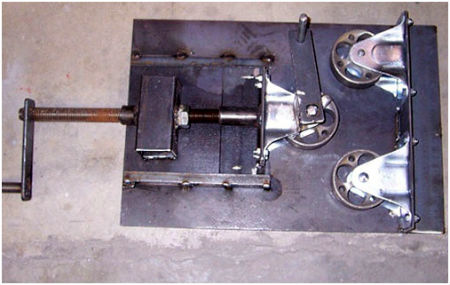
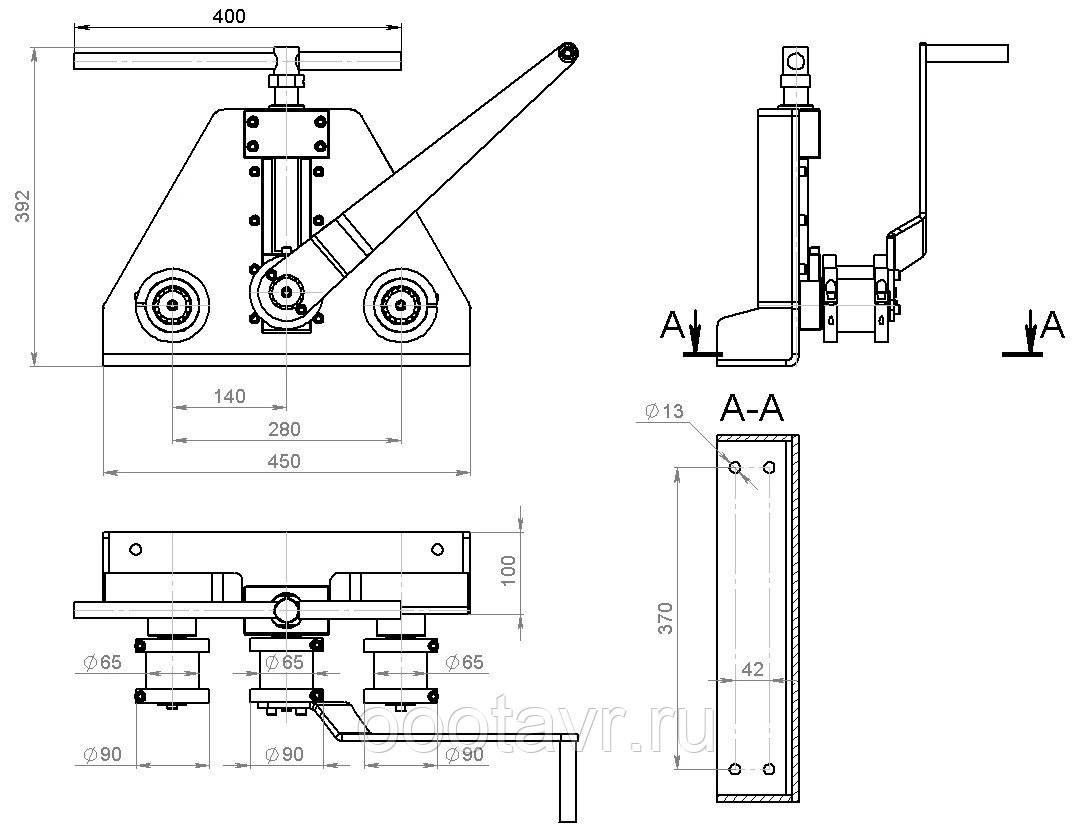
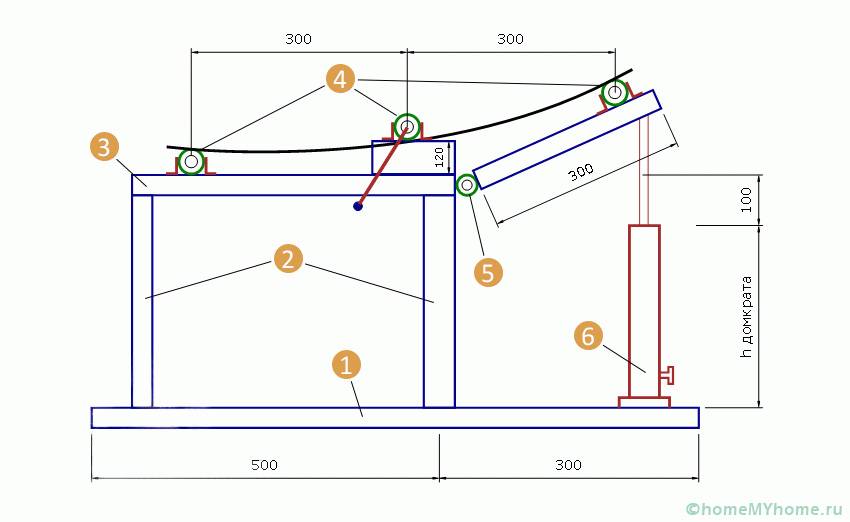
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.

Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.
По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.
И гидравлическими.
Привод опорных валов может быть как ручным, так и электрическим.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.
greysv Пользователь FORUMHOUSE
В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
moning
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.