
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки – предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
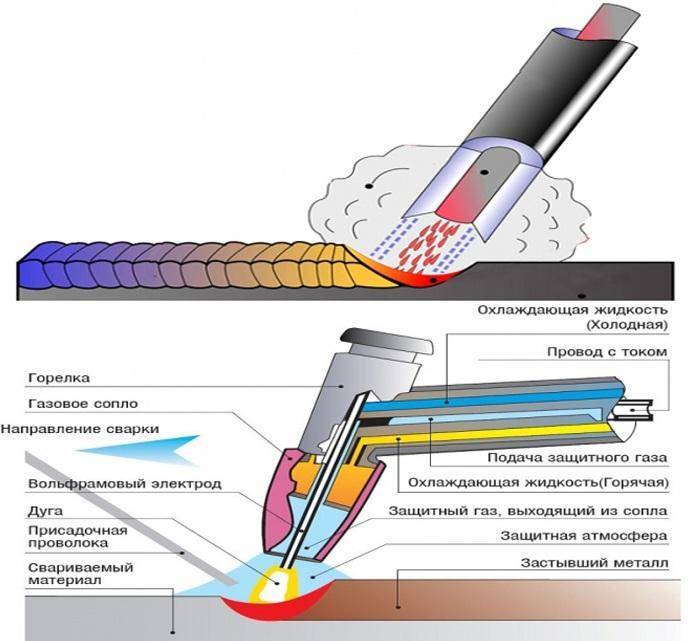
Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Осциллятор – это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
Балластный реостат – еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
Источник напряжения – существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
Дополнительные аксессуары – для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост – это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Варим в аргоне алюминий
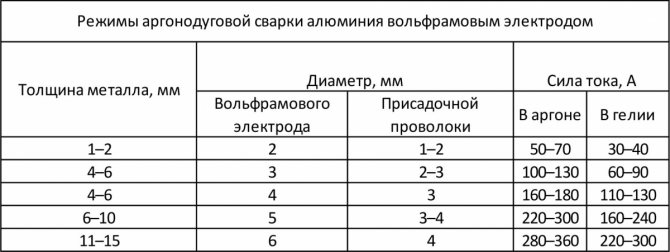
Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.

Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
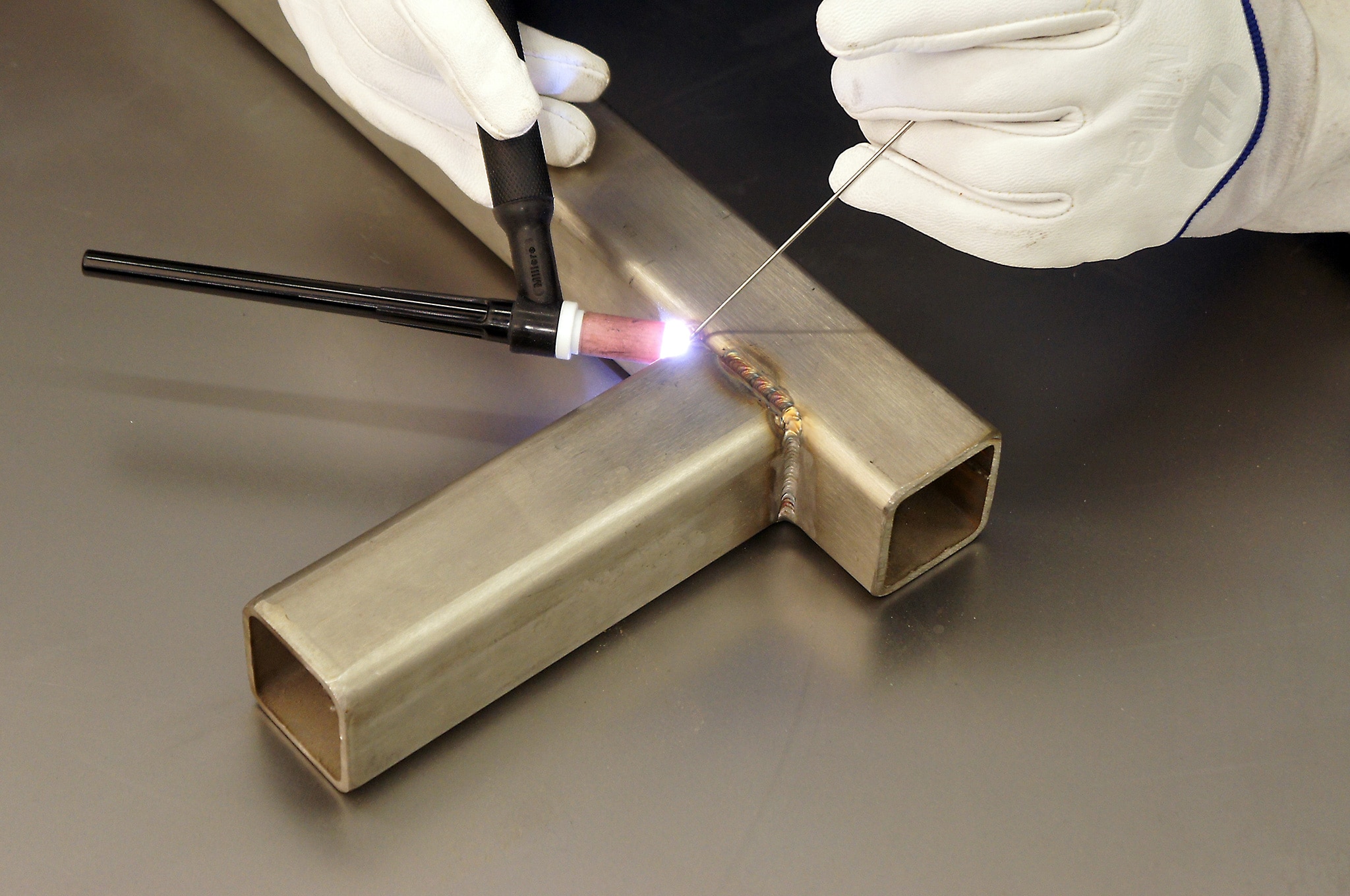
Последовательность выполнения работ при аргоноводуговой сварке
Технология процесса изложена на примере сварки труб ручным сварочным аппаратом и урока для новичков от канала «Гори дуга».
Подготовка оснащения, защиты и свариваемых деталей. Для работы мастера рекомендуют использовать аппараты на основе инвертора с питанием от переменного тока 220В (промышленные модели с питанием 380В использовать в бытовых условиях не рекомендуется, даже при наличии соответствующего гнезда питания).
В качестве свариваемых деталей для начинающего мастера лучше выбрать черные или слаболегированные сплавы на основе железа. Принимая листы толщиной 2…3 мм, можно использовать зеленые (WP) электроды из чистого вольфрама, без легирующих добавок.
Предварительная подготовка деталей описана выше.
Выполнение фаски для лучшего сваривания шва
Установка держателя, фиксирующего два отрезка трубы относительно друг друга
Шов «прихватка». В некоторых случаях соединить детали сразу постоянным сплошным швом бывает сложно, поэтому мастера рекомендуют в этом случае выполнить «прихватку», то есть короткие швы в нескольких местах.
Выполнение точечных «прихваток»
Если точечное схватывание было выполнено не совсем удачно, лучше зачистить наплывы металла для получения более монолитного и ровного шва
Выполнение основного шва – разжигание дуги
Обратите внимание, сначала включается поддув, и только потом дуга
Выполнение основного шва с неплавящимся электродом и использование присадки
Вид готового шва
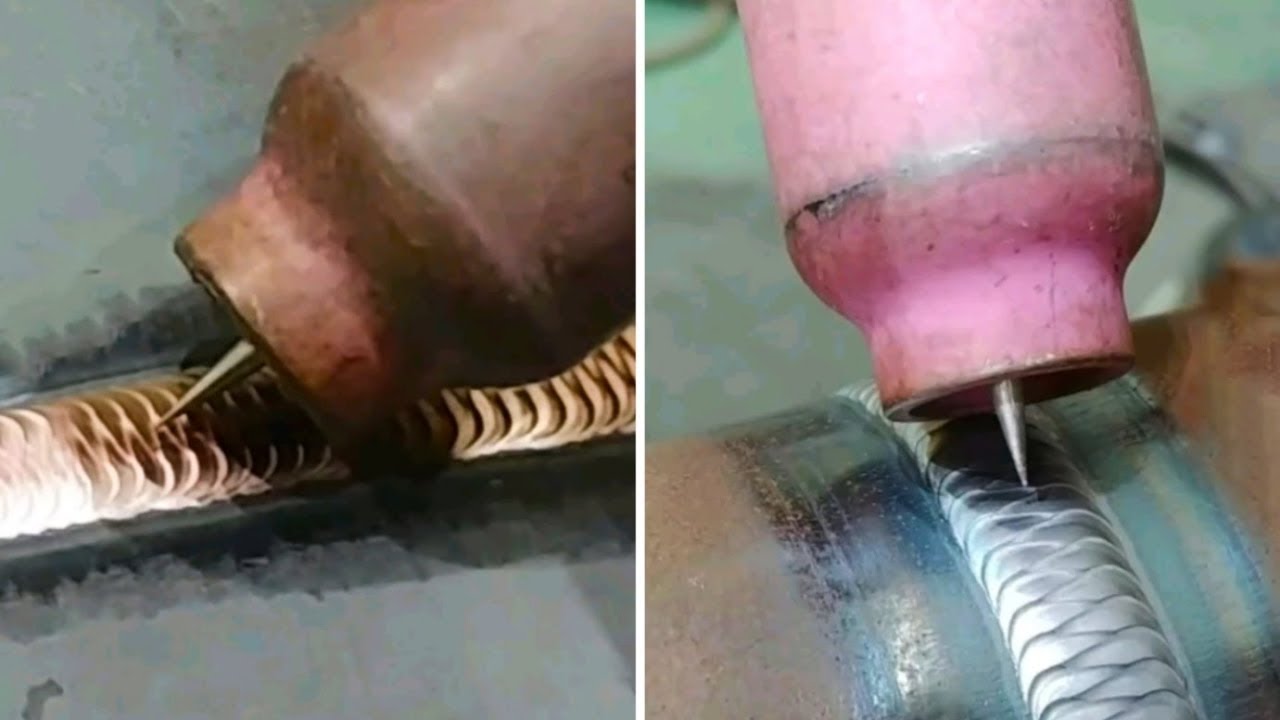
Швы крупным планом
На детальных фото и видео швов, полученных с помощью аргонодуговой сварки хорошо видно, что они состоят из множества «нашлепок» круглой формы. Это связано с тем, что импульсы нагрева подаются с определенным интервалом. Соответственно, металл расплавляется в конкретной точке, образуя наплыв, потом в следующей и так далее.
Виды аргонной сварки по технологии выполнения
В зависимости от способа выполнения, существует несколько видов сварки аргоном.
Ручная
При таком методе сварщик использует только неплавящиеся вольфрамовые стержни, самостоятельно подает горелку и присадку.
При ручном методе сварщик самостоятельно подает горелку.
Механизированная
Этот вид еще называют полуавтоматическим, т.к. здесь исполнитель работ вручную ведет только горелку, а присадочная проволока подается механизированным способом. Такой принцип часто используют при выполнении аргоновой сварки деталей из нержавеющей стали полуавтоматом.







Полностью автоматическая
Применение автоматического вида аргонной сварки предусматривает, что оператор дистанционно управляет подачей проволоки и горелки. Самые современные системы полностью роботизированы и работают без участия человека. Создание нержавеющих трубопроводов при таком способе проходит эффективнее. Автоматическая сварка неплавящимся электродом в среде аргона чаще всего применяется в разных отраслях промышленности, в домашних условиях использовать этот вид нерационально.
Автоматическая сварка применяется в разных отраслях промышленности.
Особенности сварки алюминия аргоном
Выполняя работу нужно учитывать неординарность характеристик этого металла:
- Из-за повышенной химической активности поверхность алюминия при контакте с воздухом быстро покрывается оксидной пленкой. Она плавится при температуре более 2000⁰C, а металл — 660⁰C. Если твердые кусочки пленки попадут в шов, его прочность уменьшится.
- При сварке алюминия трудно контролировать процесс, так как его цвет не меняется после расплавления.
- Материал гигроскопичен, поэтому впитывает атмосферную влагу, которая при нагреве испаряется с поверхности, снижая качество соединения.
- Из-за высокого коэффициента линейного расширения место соединения при остывании может деформироваться и растрескаться. Для компенсации усадки сварка аргоном проводится с повышенным расходом проволоки или модифицируют шов.
- Если неправильно настроить расход газа при выполнении аргоновой сварки алюминия, он вспенивается при недостатке, а избыток затрудняет сформировать шов.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
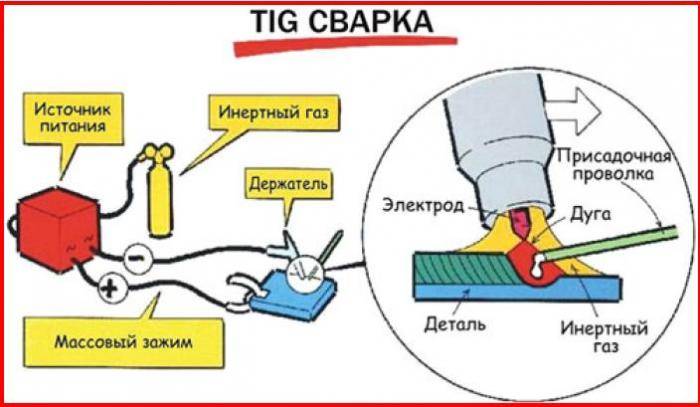
Что это такое
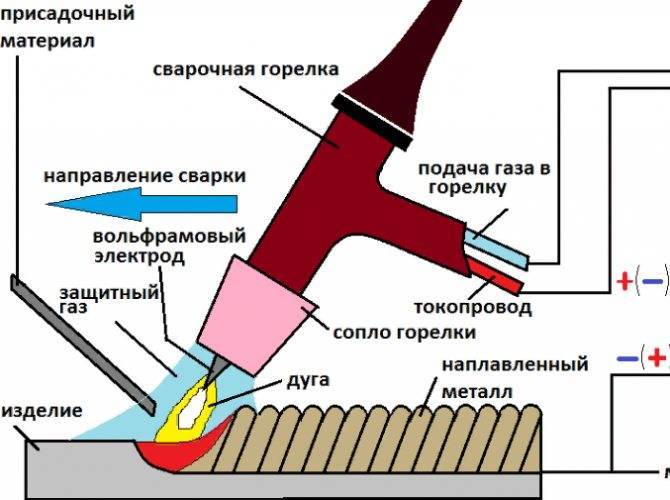
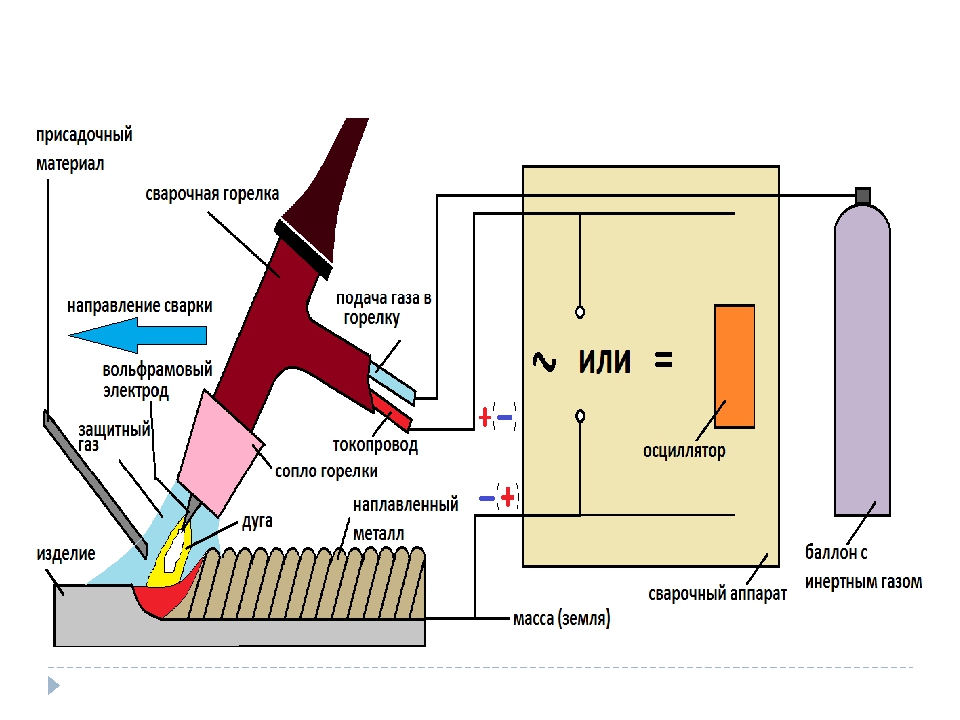
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Технология предусматривает гибридное сочетание газа и электричестваИсточник svarkalegko.com
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат. Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.
Линия сборки-сварки тавровых балок завода «Красное Сормово»Источник google.com.ua
Основные сведения
Прежде чем рассматривать особенности сварки в среде защитного газа, необходимо понять принципы ведения работ. Принципиального отличия аргоновая сварка от сварки MMA не имеет. Зачастую ее даже называют аргонодуговой. Металл сваривается посредством частичного плавления и перемешивания жидкой субстанции с расплавленной присадкой. Но в данном случае весь этот процесс ведется в газовом колпаке, состоящем из аргона. Почему в качестве защитного газа выбирают аргон?
- Во-первых, это инертный газ, а это значит, что он не вступает в химические реакции.
- Во-вторых, аргон тяжелее воздуха, поэтому оседает в зоне формирования шва.
Среда аргона получается из потока газа, направленного в зону сварки из горелки. Защитная функция газа заключается в том, что он вытесняет атмосферный кислород из зоны, препятствуя образованию окисла металла. В результате наблюдается улучшение качества шва и увеличение темпа сварки. Если бы не было защитного газа, то образовавшийся кислород привел бы к появлению пор и трещин в зоне шва.
Сфера применения аргонной сварки весьма широка. Можно сваривать изделия из титана, этот металл известен своей неприспособленностью к обработке. В качестве расходного материала могут быть использованы плавящиеся электроды, а также неплавящиеся электроды, состоящие из вольфрама. Чаще всего с помощью вольфрамовой проволоки ведут работы по сварке разнородных металлов. Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Принято аргонно-дуговую сварку разделять на три вида, в зависимости от типа электродов и способа подачи.
- Ручная сварка выполняется вольфрамовым неплавящимся электродом. Данный материал был выбран неслучайно, так как у вольфрама наиболее высокая температура плавления. Такой режим принято обозначать аббревиатурой РАД.
- Автоматическая сварка вольфрамовым электродом обозначается, как ААД.
- Сварка плавящимися электродами известна, как ААДП.
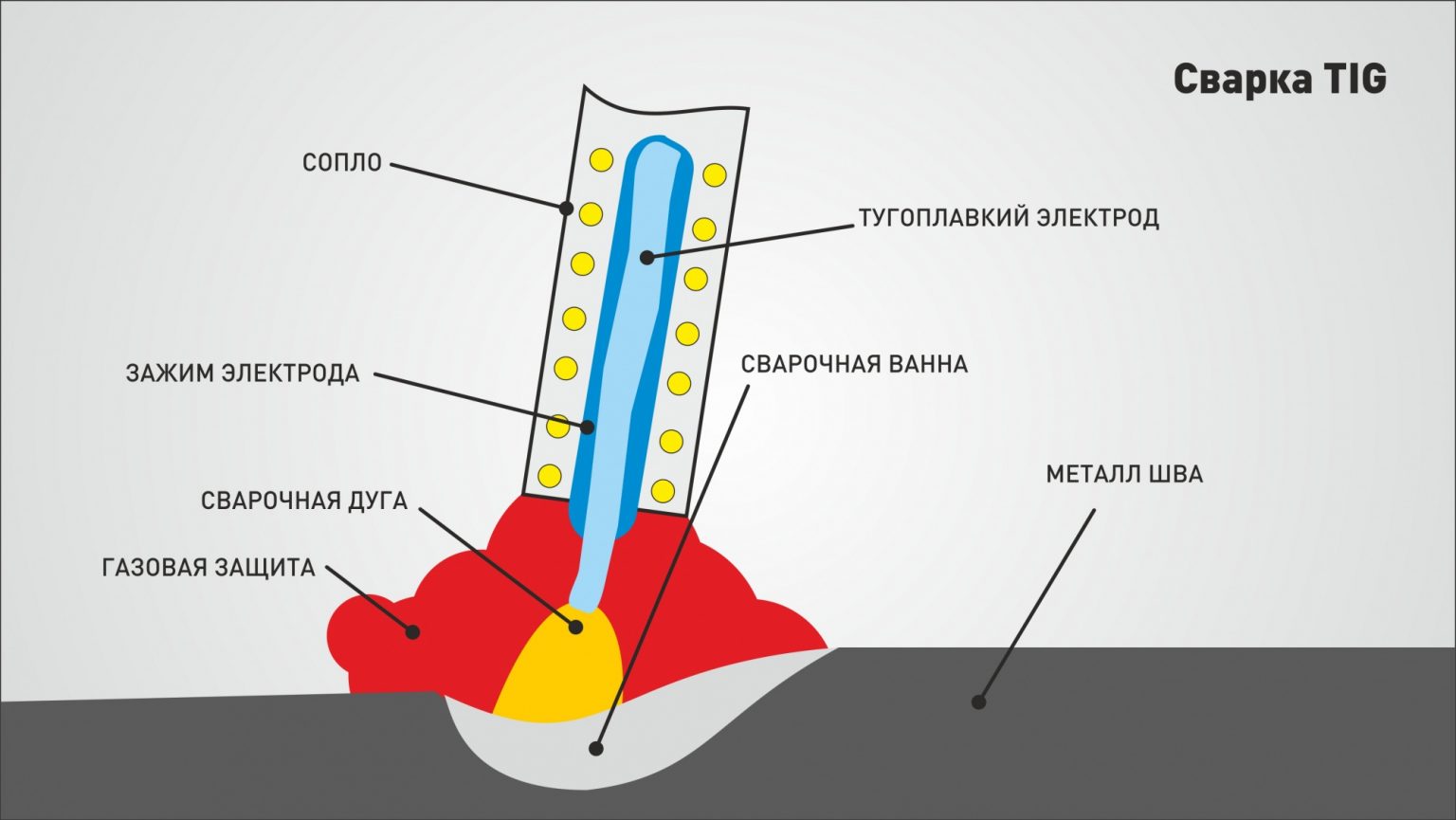
Сейчас речь не идет о преимуществе одного из режимов. Каждый мастер склонен выбирать тот или иной режим, исходя из технических условий или собственных предпочтений. По международной классификации аргонно-дуговую сварку обозначают аббревиатурой TIG (от Tungsten Inert Gas). Даже на сварочном оборудовании ставят эту маркировку, что свидетельствует о работе инвертора с аргоном.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.
Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.
Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
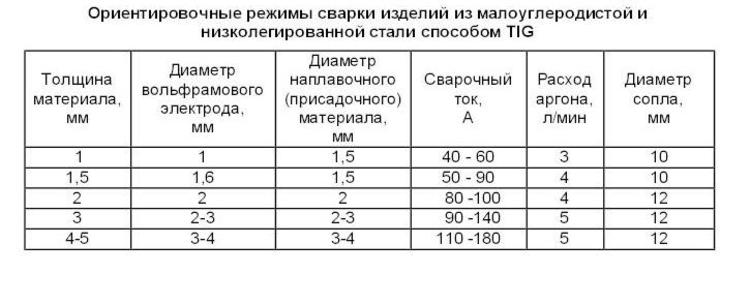
Режимы
Как варить аргоном новичку при сварке в домашних условиях, подскажут справочные таблицы. Полнота данных поможет определиться предварительно с основными настройками, подкорректировать режимы.
Остаётся проследить, чтобы горелка относительно заготовки находилась под углом более 800, наконечник электрода выступал из сопла на 3–5 мм, и удерживать его при возбуждении дуги в 2–3 мм над деталью.
Токовую нагрузку определяют:
- диаметр электрода (проволоки);
- типы и толщины металла;
- полярность.
Сварку чёрного металла аргоном ведут с прямой полярностью. Газ подаётся равномерным потоком без пульсации.
Плюсы и минусы аргоноводуговой сварки
Использование инертных газов, несмотря на их более высокую стоимость, дает лучший результат сваривания, поскольку даже при высоком уровне нагрева они не выделяют кислород (как делает водород). Соответственно, не нужно вводить в материал электрода раскислитель (марганец или кремний). Также при аргонной или гелиевой сварке меньше разбрызгивание раскаленного металла.
Применение именно инертных (благородных) газов связано с тем, что они на 40% тяжелее атмосферного воздуха и при подаче в зону сварки полностью вытесняют его. Благодаря этому кислорода в зоне нет, и процесс окисления прекращается. Кроме того, аргон при сильном нагреве формирует и поддерживает токопроводящую плазму. Это, в свою очередь, облегчает разжигание дуги, а также улучшает прогрев кромок свариваемых деталей.




Помимо уже упомянутого высокого качества данного вида неразъемных соединений, стоит отметить такие преимущества дуговой сварки в защитной среде инертного газа (аргона):
- возможность работать с различными металлами и получать прочный шов вне зависимости от пространственного положения деталей – аппарат можно как угодно разворачивать в процессе работы, даже «вверх ногами». Это особенно удобно для сварки предметов в форме цилиндра (например, труб);
- большой диапазон толщин свариваемых элементов – от долей миллиметра до нескольких сантиметров;
- постоянная подача газа в зону сварки охлаждает металл в той степени, когда образование трещин и других повреждений из-за неравномерного распределения температур заметно уменьшается, но способность сваривания сохраняется;
- контроль качества шва, состояния сварочной ванны предельно прост и осуществляется визуально;
- зона воздействия очень узкая, мало влияет на термическое состояние деталей в целом;
- нет необходимости зачищать швы при многослойной сварке, даже при однослойной сварочные швы не нуждаются в зачистке или другой обработке;
- производительность работ очень высокая.
К сожалению, есть и недостатки:
- за счет сравнительно большого размера горелки сложно, а иногда невозможно работать в труднодоступных местах и узких зазорах;
- добавление к необходимому комплекту оборудования газового баллона, шлангов, редуктора увеличивает как вес оснащения, так и его стоимость;
- обязательна защита от теплового и светового излучения в процессе сваривания;
- необходимо хотя бы минимальное обучение сварщика и постоянная практика для роста мастерства.
В целом аргонная сварка чаще применяется в автоматическом режиме на крупных предприятиях, но для бытовых нужд также востребована.
Оборудование для ручной сварки
Для проведения ручной домашней сварки нужно собрать аппарат из отдельных элементов. Основное оборудование — горелка для аргонодуговой сварки, сварочный инвертор, баллоны с газом, специальная одежда.
Ниже мы рассмотрим особенности этого оборудования, а потом узнаем о том, как из него собрать полноценный сварочный аппарат для аргонодуговой сварки.
Аргоновый инвертор
Главный элемент установки — это сварочный инвертор с функцией аргонодуговой сварки. Главной функцией этого устройства является преобразование переменного электрического тока из розетки в постоянным электрический ток, который потом поступает на аргоновую горелку (этот ток используется для создания электрической дуги).
Главный параметр аргонового инвертора — это сила тока. Этот параметр может контролировать сам сварщик с помощью специальной панели, а контроль нужно осуществлять с умом:
- Чем выше будет сила тока, тем качественнее будет проводиться сварка. При слабом токе электрическая дуга будет очень маленькой, поэтому ею нельзя будет проводить сварку толстых металлических объектов.
- Величина силы тока влияет на сохранность электрода — чем больше будет ток, тем активнее будет проходить разрушение электрода.
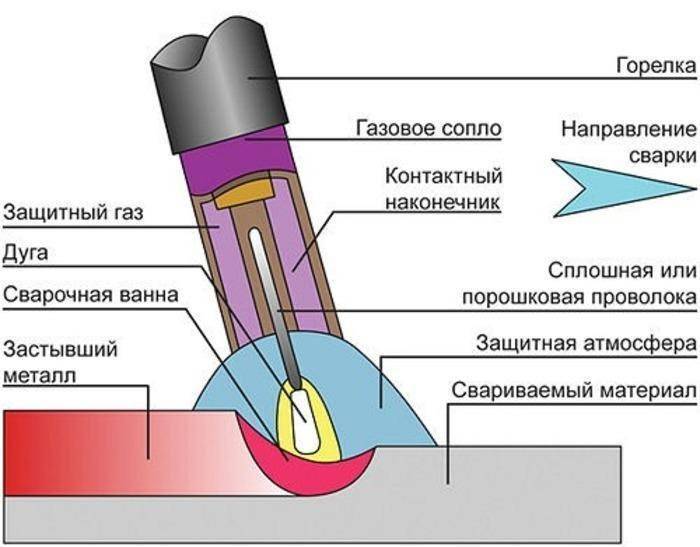
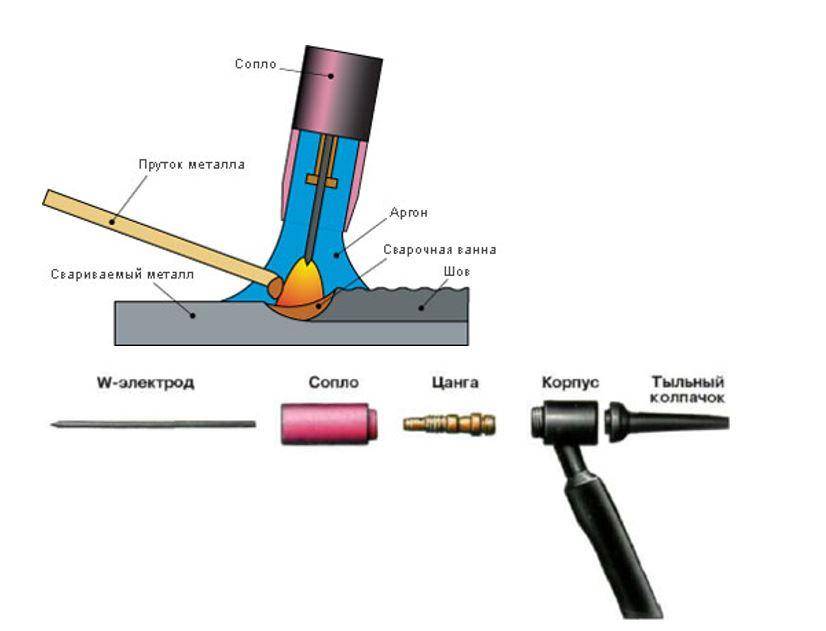
Аргоновая горелка
Горелка — вторая по значимости деталь после инвертора. С помощью горелки создается электрическая дуга, а также происходит регулирование подачи аргонового газа.
Главный элемент аргоновой горелки — это вольфрамовый съемный электрод, который не плавится под воздействием высоких температур, создаваемых электрической дугой. Горелка подключается к инвертору напрямую с помощью специального аргонового рукава.
При выборе аргоновой горелки обратите внимание на напряжение. Этот показатель должен совпадать с напряжением, которое генерируется аргоновым инвертором
Охлаждение аргоновой горелки обычно осуществляется воздушным методом (с помощью атмосферного воздуха).
Помимо этого существуют специальные горелки, у которых охлаждение осуществляется водяным способом. К горелке подводится специальная охлаждающая жидкость, которая снимает «излишки» тепла за счет испарения. После проведения работ пар вновь переходит в жидкое состояние из-за конденсации.
Дополнительное оборудование
Аргоновый рукав. Имеет вид провода, который подключается сразу к трем элементам. К баллону с аргоном, к газовой горелке и к инвертору. Имеет вид двухкамерной установки — посередине располагается первая камера с электрическим проводом, который подключается к электроду; вторая камера представляет собой пустое пространство, которое заполняется аргоном.
Баллон с аргоном
Этот элемент является третьим по важности после инвертора и горелки. Подключается баллон к рукаву с помощью специальной газового провода
В большинстве случаев провод дополнительно оснащается специальным запирающим механизмом, который позволяет контролировать подачу аргона и уровень давления в сварочной установке. При покупке баллона с аргоном будьте внимательны. Не перепутайте аргон с другим газом. Обычно баллон с аргоном окрашен в желтый или белый цвет.
Защитная одежда. При проведении сварочных работ создается очень яркий свет и большое количество тепла. Поэтому перед проведением работ сварщик должен обязательно надеть защитную одежду.
Сборка сварочного аппарата
Поставьте на пол или на любую плоскую устойчивую поверхность инвертор. Подключите его к розетке, но не включайте его.
Подсоедините к рукаву горелку и баллон с аргоном (аргоновый газ не подавайте в систему). Подключите рукав к инвертору.
Посмотрите напряжение на горелке. Этот параметр указан на самой горелке или в сопровождающих документах. Выставите тот же показатель напряжения на инверторе.
Наденьте защитную одежду, а потом включите инвертор и подайте газ в систему
Попробуйте создать электрическую дугу, обратите внимание на подачу газа из сопла. Если все хорошо, то можно приступать.
Сам процесс осуществляется стандартным образом
Поместите два металлических элемента рядом и с помощью аппарата произведите их сварку. При необходимости для создания шва используйте пруток.
Аргонная сварка нержавейки полуавтоматом

Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками
При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла
Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Что такое аргоновая сварка
Гибридная технология, сочетающая газовый и электрический способы сварки, дает возможность работать с самыми разными объемами и материалами. Она отлично зарекомендовала себя в сварке чугуна, стали, меди и других металлов. С ее помощью хорошо свариваются большие стальные трубы и миниатюрные бронзовые крючки от вешалки. Работа с нержавеющей сталью – еще один пример универсальности оборудования и технологии.
Без изучения теории сварочного мастерства невозможно стать хорошим специалистом. Это особенно актуально для сложных технологий, к которым относится и аргоновый метод. Чтобы в деталях понять суть, преимущества и особенности аргонового способа сварки, необходимо усвоить физику процессов, которые происходят во время работы. Для того, чтобы две металлические заготовки соединить между собой, необходимо некоторые их части расплавить. А сделать это можно только при помощи нагрева.
Повышение температуры предусматривает использование огня, который в свою очередь нуждается в кислороде. Последний вступает в химические реакции окисления. И чем быстрее металл окисляется, тем сложнее его сваривать. Окисление относится к числу нежелательных явлений при сварке металлов.
В процессе химической реакции внутри металла образуется множество мелких пузырьков, которые очень сильно ухудшают механические характеристики шва. А работать с алюминием практически невозможно: при достаточном количестве кислорода он попросту сгорает.
Аргон призван изолировать рабочую зону от внешней среды. Основная его функция – вытеснять из этой области кислород. Он тяжелее атмосферного воздуха и замещает собой весь объем вокруг сварочной дуги. Инертные газы отлично справляются с поставленной задачей. Помимо аргона в сварке применяется гелий. Но его используют гораздо реже из-за более высокой стоимости и расхода.
Еще один важный нюанс – при работе с гелием необходимо защищать специальной одеждой все части тела. Еще реже применяется азот: он востребован при сварке меди. Основным компонентом для сварки в защищенной инертной среде остается аргон. Отсюда и пошло разговорное название технологии.
Основные свойства аргона
Газ тяжелее воздуха. Благодаря этому он вытесняет из сварочной ванны атмосферный кислород и прочие ненужные летучие соединения.
Инертные газы не вступают в химические реакции с другими элементами
Они не участвуют в сварке металла и никак не влияют на процесс.
Важно не забывать об одной особенности аргона: он становится электропроводной средой в случае применения тока с обратной полярностью.
Режимы сварки в аргоне

Методы сварки – преимущества и недостатки.
К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
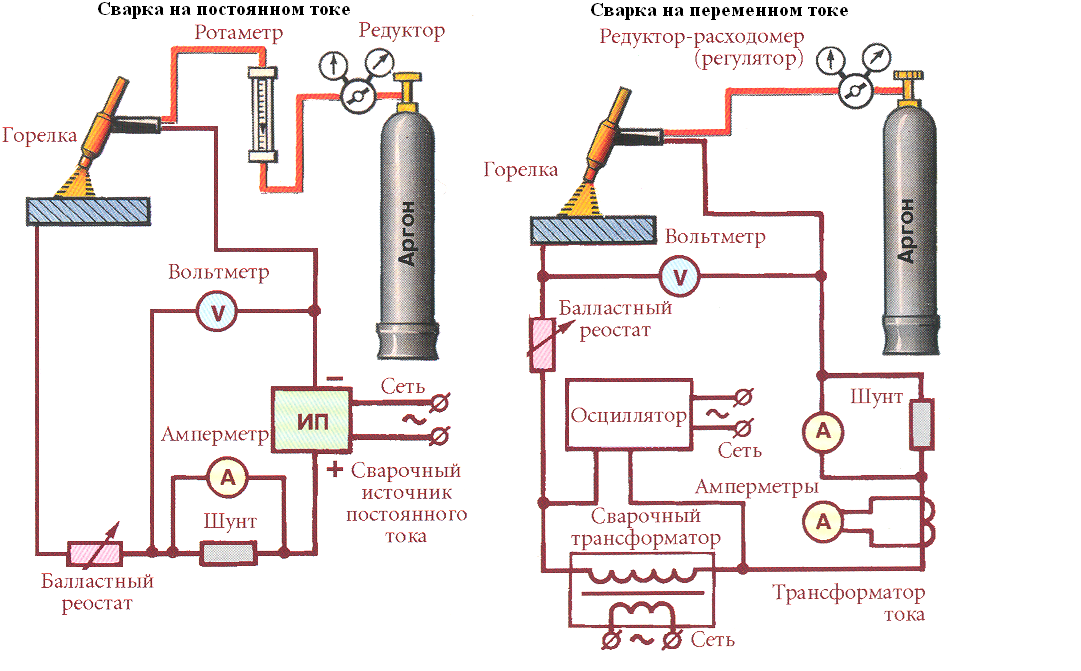
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:






- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям. Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Различные технологии
Чаще всего приходится работать со сталями, содержащими различное количество добавок, и алюминиевыми сплавами. Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
- сварка ММА выполняется по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе таким способом можно варить только углеродистую сталь. При постоянном токе – сталь как углеродистую, так и нержавеющую, а также алюминий и его сплавы;
- сварка TIG производится ручным способом в аргоне или другом инертном газе вольфрамовым электродом. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- сварка MIG – это полуавтоматическое сваривание плавящейся проволокой. В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.
Это вполне оправданно и понятно. Технологические подходы во многих странах отличаются, что влечет за собой разницу в терминологии и аббревиатурах.
Классификация аргоновой сварки по видам
Разделение проводится на основе уровня механизации процесса. Аргонные сварки бывают трех видов:
- Ручные. И присадочная проволока, и сама горелка перемещаются сварщиком. Для такой работы применяются исключительно неплавящиеся вольфрамовые электроды.
- Полуавтоматические. В этом случая горелка контролируется сварщиком, а подача проволоки – механизмом.
- Автоматические. Горелка и проволока перемещаются механически, а работу автомата контролирует оператор. В наши дни уже нередко встречаются установки, которые работают даже без вмешательства людей. Роботизированные системы задействованы, к примеру, при сварке труб.
Добавки к вольфраму
Буквосочетанием ЭВЧ маркируют неплавящиеся электроды из чистого вольфрама. Их международное обозначение – WP. Они отмечены полосками зеленого цвета. WP продукция абсолютно безвредна в применении, но плохо инициирует розжиг и переносит токи большой силы; имеет небольшой срок эксплуатации.
Электродами из чистого вольфрама выполняют соединения встык при одном или нескольких проходах. С помощью аргонодуговой сварки на переменном токе варят алюминий, сплавы никеля, бронзы, магния.
 Вольфрамовые стержни с добавкой оксида лантана, применяющиеся при аргонодуговой сварке, имеют отечественное обозначение – ЭВЛ, международное – WL.
Вольфрамовые стержни с добавкой оксида лантана, применяющиеся при аргонодуговой сварке, имеют отечественное обозначение – ЭВЛ, международное – WL.
Массовая доля оксида лантана варьируется в интервале от 1,1 % до 1,4 %. Для удобства визуального определения на них имеется цветная полоска. Самые популярные неплавящиеся электроды имеют следующую цветовую маркировку: с содержанием добавки 1,5 % — золотистое окончание; 2 % — обычный синий цвет.
Вся серия неплавящихся электродов WL безвредна для сварщика, удовлетворительно разжигает дугу, хорошо выдерживает любую силу тока, длительно эксплуатируется.
Неплавящиеся электроды с оксидами иттрия маркируют аббревиатурой ЭВИ или WY. Они имеют темно-синий наконечник. Допустимая концентрация оксида иттрия укладывается в диапазон от 1,5 % до 3,5 %. Электроды хорошо выдерживают все значения силы тока, рекомендуются для изготовления особенно важных изделий.
Неплавящиеся электроды с добавкой оксида тория обозначена как ЭВТ или WT. Содержание добавки может изменяться в промежутке от 1 % до 3 %. Электроды отмечены такими цветными полосами: при концентрации оксида 1 % — желтая окраска; 2 % — красная; 3 % — фиолетовая; 4 % — оранжевая.
Серия WT требует особых условий для обеспечения безопасности, хорошо разжигает дугу при аргонодуговой сварке, переносит все значения силы тока; пригодна для долгого пользования.
Электроды с оксидом церия в количестве 2 % обозначаются WС, имеют серую полоску. Продукция универсальна, предназначена для аргонодуговой сварки постоянным током прямой полярности любой силы.