
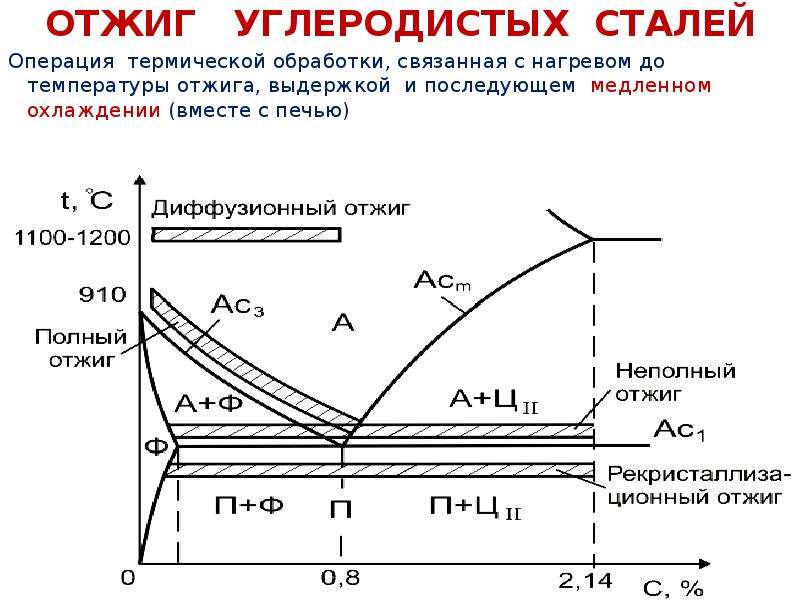
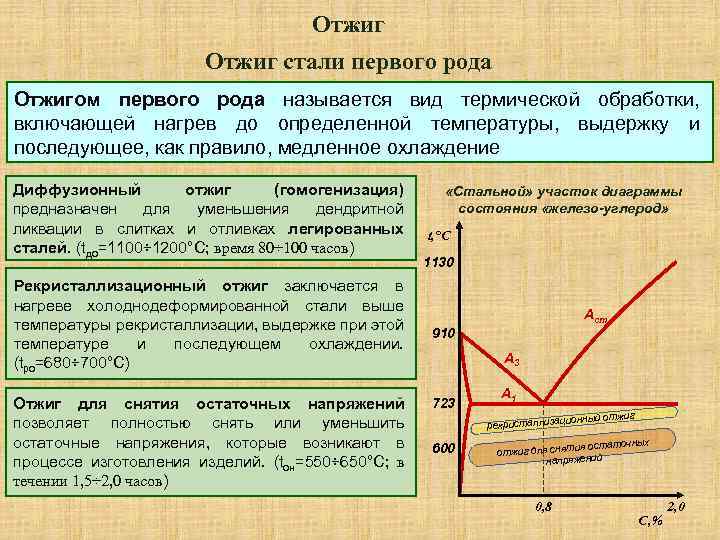
Описание отжига 1-го рода
Целью проведения термических операций, относящихся к 1 типу отжига, является устранение неоднородности и неравновесия структуры стали возникших в результате предшествующих технологических обработок. Исходя из состояния заготовки, к нему могут применяться следующие процессы:
- снятие внутренних напряжений;
- рекристаллизация;
- гомогенизация (диффузионный отжиг).
Отжиг 1-го рода применяется по отношению к любому виду металла или сплава, его проведение не влечет за собой какие-либо фазовые превращения. Решающими факторами этого способа термообработки стали являются: высокая температура нагрева и время выдержки металла при этой температуре.
Исправление нарушенной структуры металлов и сплавов
Двухступенчатое охлаждение сталей позволяет преобразовать пластинки перлита в зерна. Нагрев происходит до температуры выше точки Ас1. Затем она снижается до 700 и выдерживается до 500 градусов. Далее на воздухе длительно остывает металл. Эта нормализация носит название сфероидизирующая. В результате изделие без труда поддается резанию. Так обрабатывают металлы, содержащие 0,65 % углерода.
По теме: Роза из холодного фарфора: мастер-класс для начинающих
Наклеп — это образование более прочных областей металла после холодной штамповки или волочения. Убирает этот дефект рекристаллизационный отжиг — хрупкость сталей устраняется за счёт нагрева до 700 градусов (ниже Ас1). В этот момент восстанавливается кристаллизационная решетка металлов. Структура становится мелкозернистой и однородной. Также может проводиться светлый отжиг, восстанавливающий свойства сталей после проката листового, чтобы сохранить блестящую поверхность.
Нюансы и этапы нормализации
Термообработка металла Есть несколько разновидностей термической обработки, но нормализацию используют чаще, так как она имеет гораздо больше преимуществ по сравнению с другими.
Оборудование и материалы
Для нормализации металла используют специальные печи для отжига и закалки. Иногда применяют установки с газовым нагревом. Такие системы имеют следующую комплектацию:
- герметичная камера, в которой находятся заготовки;
- нагревательные элементы (горелки) прямого или косвенного нагрева, предназначенные для повышения температуры в установке;
- запорно-регулирующие устройства;
- модули управления мощностью – импульсные, пропорциональные или комбинированные;
- термоизоляционная защита.
Нагревательная система в агрегатах с косвенным методом нагрева может быть устроена по разным принципам. В газовых печах нагрев чаще всего реализуют через воздушное пространство, при этом горелку помещают в центре камеры.
Проведение процесса
Охлаждение стали При нормализации деталь подвергается нагреванию до определенной температуры, некоторое время оставляют в ней и затем охлаждают. Какие показатели будут использоваться для нагрева, зависит от марки стали.
Значимую роль в нормализации металла играет его правильное охлаждение
При этом интенсивность играет немаловажное значение. Быстрое охлаждение приводит к увеличению прочности и твердости металла, тогда как при медленном, он теряет эти характеристики
Правильно проведенная нормализация металла изменяет микроструктуру стальных сплавов.
Длительность
Время выдержки зависит от толщины детали. Так было установлено, что для получения однородной структуры пластины в 25 мм потребуется 1 час.
Какое бывает окисление у разных сталей?
Хромоникелевая сталь — её называют жаростойкой потому, что она практически не поддаётся окислению.
Легированная сталь — у неё образуется плотный, но тонкий слой окалины, который защищает от дальнейшего окисления и не даёт растрескиваться при ковке.
Углеродистая сталь — она теряет около 2–4 мм углерода с поверхности при нагреве. Это для металла очень плохо, так как он теряет прочность, твёрдость и сталь ухудшается в закаливании. А особенно очень пагубным является обезуглероживание для ковки небольших деталей с последующей закалкой. Чтобы не было трещин на высоколегированной и высокоуглеродистой стали, их надо нагревать медленно.
Обязательно нужно обращаться к диаграмме «железо-углерод», где определена температура для начала и конца ковки. Делать это надо для того, чтобы металл при нагреве не приобретал крупнозернистую структуру и не снижалась его пластичность.
Но перегрев заготовки можно исправить методом термообработки, но для этого нужно дополнительная энергия и время. Если металл нагреть до ещё большей температуры, то это приведёт к пережогу, что дойдёт до того, что в металле нарушится связь между зёрнами и он полностью разрушится при ковке.
Закалка
Это термическая обработка стали, благодаря которой происходит повышение ее прочности, износостойкости, твердости, предела упругости, а также снижение пластичных свойств. Технология закалки состоит из нагрева до определенной температуры (примерно 850-900 ºС), выдержки и резкого охлаждения, благодаря которому эти свойства и достигаются. Закалка является самым распространенным способом улучшения физико-механических свойств сплава. Виды термической обработки стали: с полиморфным превращением и без такового.
Закалку с полиморфным превращением используют для сталей, в составе которых присутствует элемент, способный к полиморфным преобразованиям.
Сплав нагревается до температуры изменения кристаллической решетки полиморфного элемента. В результате нагревания увеличивается растворимость легирующего компонента. При понижении температуры тип решетки изменяется в обратную сторону, но поскольку оно происходит с большой скоростью, в сплаве остается избыточная концентрация элемента с измененной решеткой. Так возникает неравновесная структура, являющаяся термодинамически неустойчивой. Игольчатая микроструктура стали, после термической обработки образовавшаяся в сплаве, называется мартенситом. Для снятия остаточных напряжений металл далее подвергают отпуску.
Закалка без полиморфных превращений применяется в случаях, когда один из компонентов сплава ограниченно растворяется в другом. При нагревании сплава выше линии солидус произойдет растворение компонента. А при быстром охлаждении вторичная фаза не успеет вернуться в исходное состояние, т.к. для возникновения границы раздела фаз, образования исходной решетки и процесса диффузии недостаточно времени. В итоге возникает метастабильный твердый раствор с избыточным содержанием компонента. Процесс приводит к увеличению пластичности металла. Термодинамическая устойчивость достигается в процессе самопроизвольного либо термического старения.
Поскольку режимы термической обработки стали закалкой имеют такой важный решающий параметр, как скорость охлаждения, следует упомянуть среды, в которых процесс происходит (воздух, вода, инертные газы, масло, водные растворы солей).
Скорость охлаждения стали водой в 6 раз выше при температуре 600 ºС и в 28 раз при 200 ºС (в сравнении с техническим маслом). Ее применяют для охлаждения углеродистых сплавов с высокой критической скоростью закалки. Недостатком воды является достаточно большая скорость охлаждения в областях возникновения мартенсита (200-300 ºС), что может привести к образованию трещин. Соли добавляют в воду для увеличения ее закаливающей способности. Таким образом происходит, например, термическая обработка стали 45.
Сплавы с незначительной критической скоростью закалки, которыми являются легированные, охлаждают с помощью масла. Его использование ограничивается легкой воспламеняемостью и способностью пригорать к поверхности деталей. Ответственные детали из углеродистой стали охлаждают в двух средах: воде и масле.
Мартенситные стали, на которых не должно быть оксидной пленки, например, используемые для медицинского оборудования, охлаждают в разряженной атмосфере или на воздухе.
Для того чтобы превратить остаточный аустенит, придающий стали хрупкость, в мартенсит, применяют дополнительное охлаждение.
С этой целью детали помещают в холодильник с температурой -40 – -100ºС либо покрывают смесью углекислоты с ацетоном. Специальная дополнительная обработка низкими температурами способствует повышению твердости режущих инструментов, материалом которых является легированная сталь, стабилизации размерных параметров высокоточных деталей, увеличению магнитных качеств металла.
Для некоторых деталей, например, валов, кулачков, осей, шестерен, пальцев для муфт, работающих на истирание, используют поверхностную закалку. В этом случае образуется износостойкое покрытие детали, сердцевина которой – вязкая, с повышенной усталостной прочностью. Для того чтобы произвести такую закалку, используют токи высокой частоты, образуемые трансформатором от специального генератора. Они нагревают поверхность детали, охватываемую индуктором. Затем деталь охлаждается на воздухе. Толщина поверхностного слоя, подвергнутого закалке, может варьироваться от 1 до 10 мм.
Нагрев заготовки
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда. Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются.
Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке.
Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм. Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
Технологический отжиг перед штамповкой
Технологический отжиг часто применяют тогда, когда детали необходимо подвергать, например, штамповке. Горячекатаные высокоуглеродистые стали также часто требуют отжига для предотвращения образования в них трещин и умягчения перед таким операциями, как резка, рубка или правка. Технологический отжиг обычно включает нагрев до температуры ниже Ас1, выдержку и затем охлаждение — обычно на воздухе. Обычно нагрев до температуры на 10-20 °С ниже Ас1 дает лучшие комбинацию микроструктуры, твердости и механических свойств. Контроль температуры необходим только для того, чтобы предотвратить нагрев выше Ас1, что могло бы привести к нежелательным изменениям микроструктуры.
Если единственной целью отжига является смягчение стали таких операций как холодная резка на пиле или холодная рубка, то температуру держат намного ниже Ас1 без особого ее контроля
Отжиг
Операцию проводят для получения требуемой равновесной структуры с минимальной твердостью, с целью дальнейшей металлообработки получаемых изделий резанием. С особенностями вас познакомит видео:
Общее определение и виды
При отливе или прочих первичных процессах обработки помимо напряжения появляются дефекты. Убрать эти изменения и добиться однородной структуры кристаллической решетки можно с помощью следующего алгоритма действий:
- нагрев – необходимо немного превысить критическую отметку для этой разновидности стали;
- определенный период требуется держать стабильный температурный режим;
- следует медленно остудить заготовку вместе с печью.
У отжига есть следующие разновидности.
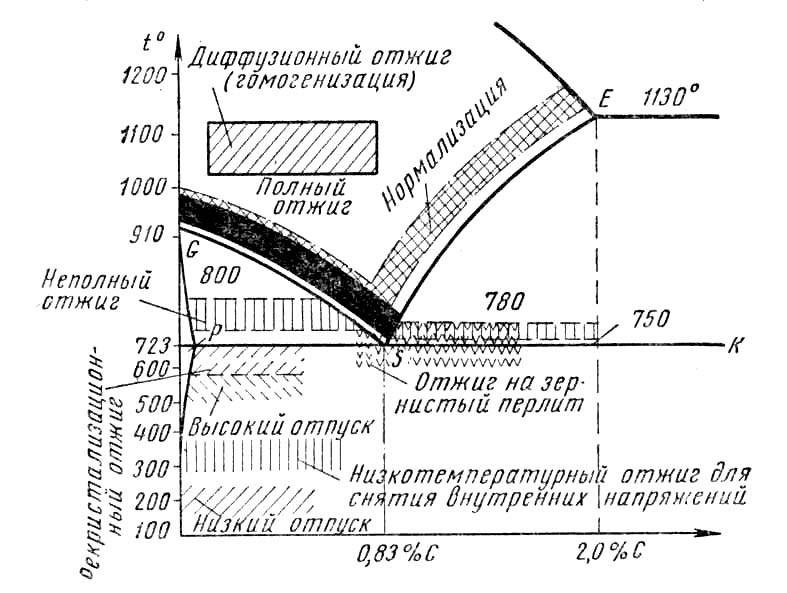
Гомогенизация
Относится к первому роду, когда изменения считаются незначительными. Задача подобной манипуляции – убрать неоднородность структуры, привести ее к однообразию. При этом следует нагревать изделие в температурном режиме от 1000 до 1150 градусов, затем выдерживать около 8-15 часов и постепенно снижать нагрев, охлаждая заготовку кислородом.
Рекристаллизация
Тоже разновидность 1 фазы отжига. Задача процедуры – привести все кристаллы в единый вид, а также снять внутреннее напряжение металла. Существует два подвида:
- смягчающий – обычно используется в качестве финальной обработки, подразумевает улучшение пластических характеристик;
- упрочняющий – увеличивает упругость, особенно актуально для закалки пружин.
Температура выбирается в зависимости от сплава, обычно на 100-200 градусов выше, чем точка рекристаллизации. Час или два необходимо поддерживать температурный режим, чтобы потом дать остывать не спеша.
Изотермический отжиг
Цель – достижение высокотемпературной гранецентрированной модификации железа (распад аустенита) для его смягчения. При этом получается более однородная структура изделия. Чаще такой тип металлообработки применяют к небольшим штамповкам, потому что их можно без проблем подвергнуть быстрому охлаждению. Процесс:
- нагрев на 20-30 градусов больше предела материала;
- непродолжительное выдерживание;
- быстрое остывание – это преимущество перед прочими подвидами.
Для устранения напряжений
Это операция удаления, снятия негативного внутреннего состояния излишней твердости, из-за которой металл становится хрупким и недолговечным. Он быстро деформируется от внешних физических воздействий. Процесс подразумевает температуры от 700 до 750, затем небольшое охлаждение до 600 и выдержку до 20 часов, затем под воздействием воздуха медленное остужение.

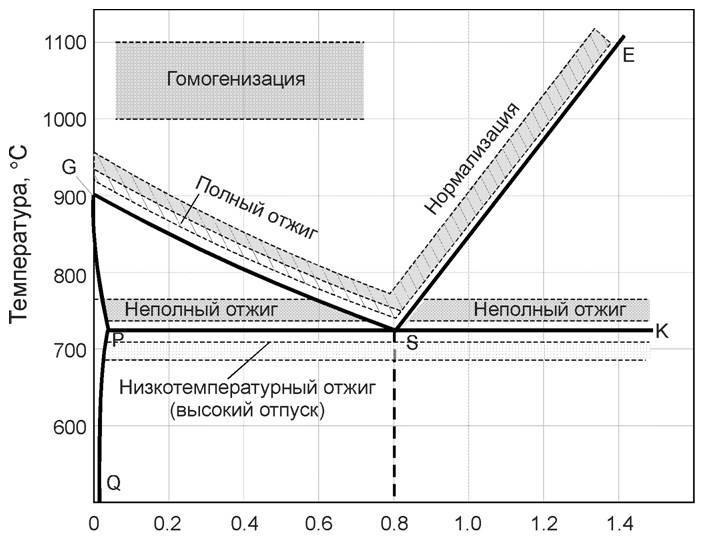
Отжиг полный
Применяется для создания пластичной, однородной мелкозернистой структуры. Наиболее характерный метод промежуточного воздействия на металлопрокат – после литья, ковки, штамповки и до резания любым способом. Этапы:
- нагрев на 30-50 больше предела стали;
- выдерживание;
- очень медленное остывание вместе с печью – в 60 минут не более 50-150 градусов.
Неполный
Значительные преобразования на уровне кристаллической решетки отсутствуют, но придается твердость ранее пластичным материалам. Это особенно нужно конструкциям, образованным методом сварных соединений, а также инструментам, которым нужна особенная прочность. Метод предполагает температуру около 700, и спустя 20 часов постепенное охлаждение.
Отличия нормализации от классического полного отжига
Кроме классического отжига и нормализации используются другие виды термообработки металла:
- Закалка, придает стали такие же характеристики, что и нормализация. Но детали, обработанные таким способом, отличаются пониженной ударной вязкостью и хрупкостью.
- Отпуск применяется после предыдущего процесса с целью снижения напряжений и снижения хрупкости.
- Дисперсионное твердение – заключительная обработка, применяющаяся для повышения прочности стали.
- Криогенная обработка чаще всего используется для закаленной углеродистой стали. Благодаря ей структура металла получается равномерной и твердой.
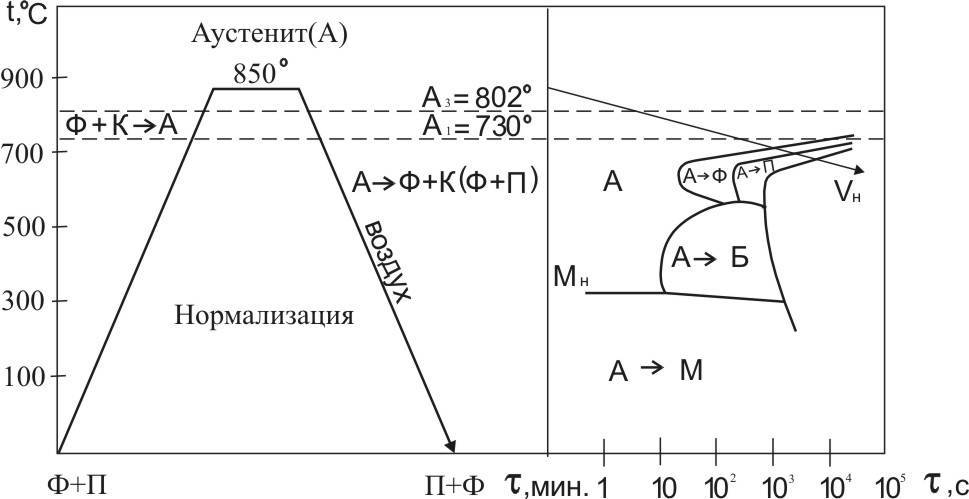
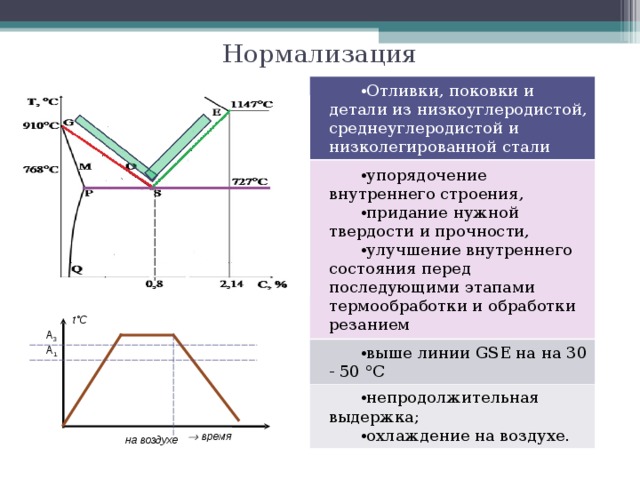
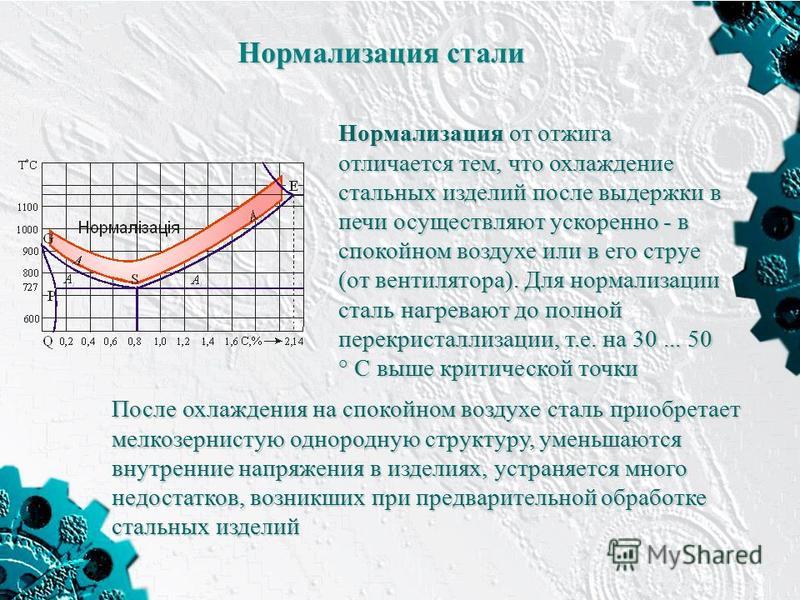
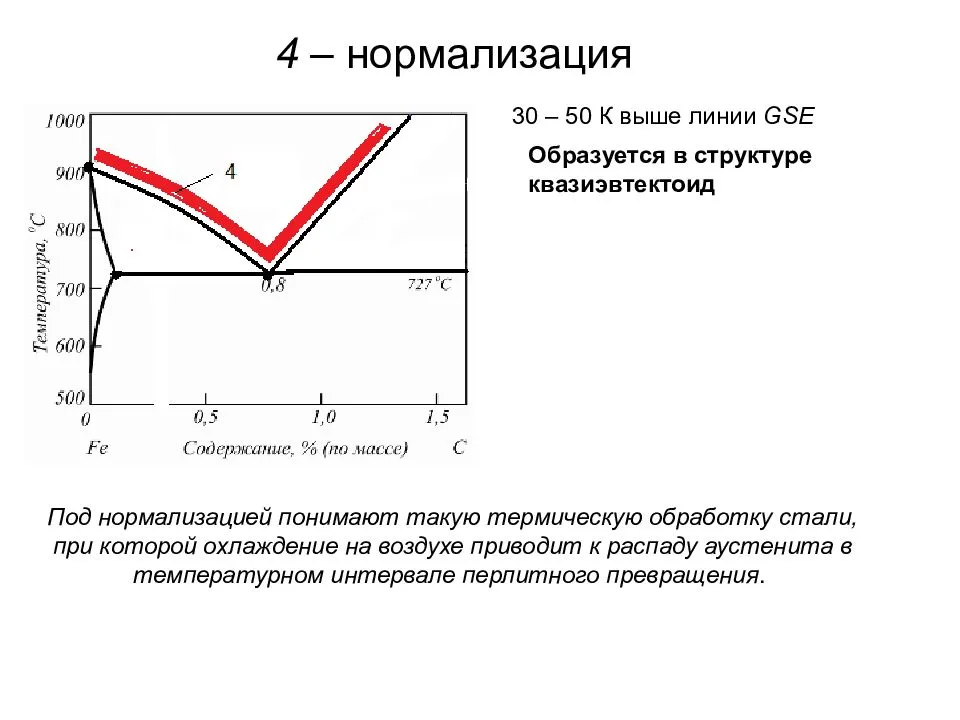
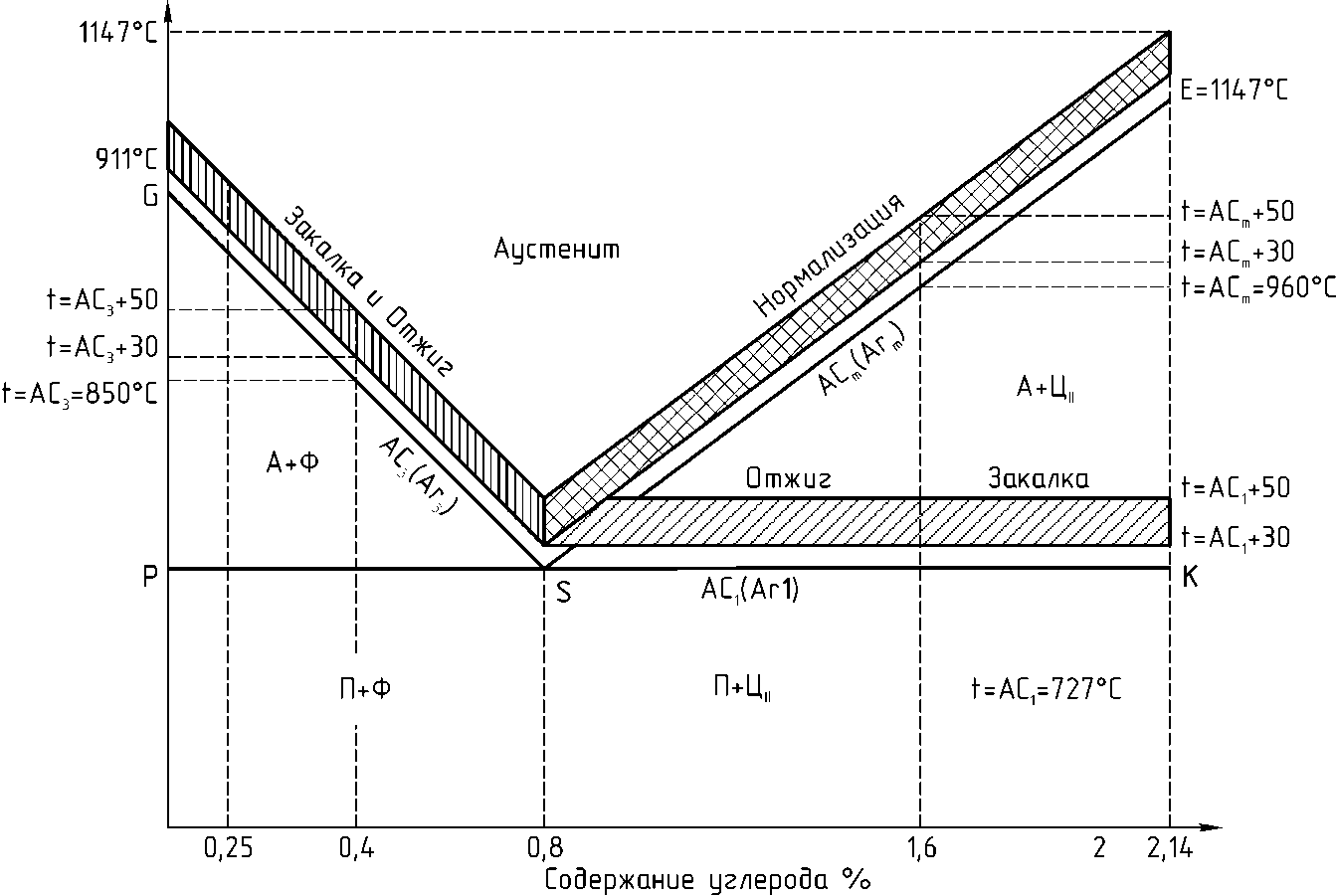
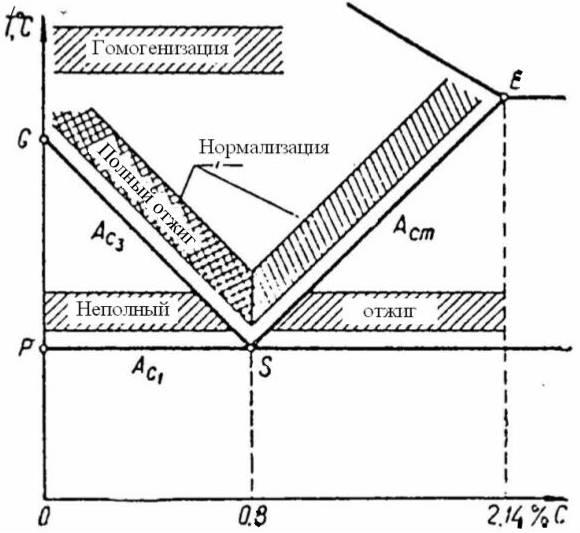
Нормализация – это процесс, при котором сталь нагревается до аустенитного состояния при показателях температуры на 30-50 градусов больше Ac3. При этом процесс охлаждения происходит на открытом воздухе.
Классический полный отжиг стали более длительный процесс, при котором металл достаточно долго нагревают и медленно охлаждают. Этот способ обработки стали считается менее производительным и более затратным. Чаще всего используют при более 0,4% углерода в составе стали.
Нормализация происходит гораздо быстрее, что позволяет охватить большее количество деталей. При этом сталь становится более прочной и твердой, чем после полного отжига.
Суть технологии
Азотирование является распространённой разновидностью операций химико-термической обработки многих (но не всех!) марок сталей. Оно представляет собой процесс термообработки, при котором азот проникает в поверхность металла с целью создания поверхности с покрытием повышенной твёрдости. В результате происходит поверхностное упрочнение, после которого при просмотре микросреза поверхности под металлографическим микроскопом отчётливо просматривается тонкий белый слой повышенной микротвёрдости. Белым слой называют потому, что он не протравливается обычными реагентами, позволяющими устанавливать и исследовать микроструктуру стали. В большинстве случаев после белого слоя располагается переходной подслой, имеющий более низкую твёрдость, а после него микроструктура плавно переходит к той, что характерна для основного металла.
Количественным показателем, характеризующим качество и эффективность процесса, является микротвёрдость, которая оценивается при помощи металлографического микроскопа, использующего метод Виккерса. Микротвёрдость по Виккерсу HV представляет собой результат, полученный при внедрении в сталь алмазного индентора. Рабочая часть индентора – четырёхгранная пирамида с углом при вершине 180. Такой же угол образуют касательные, проведенные к оттиску. Усреднённый результат эксперимента получают сравнением длины двух диагоналей. Твёрдость по Виккерсу формально считается микротвёрдостью материала, и измеряется в МПа.
Процесс азотирования заключается в диффузии азота, направление потока которой направлено внутрь поверхностных слоёв стали. Она начинается при относительно низких температурах (500…530 С), поэтому последующая закалка изделия не требуется. Процесс азотирования не влияет на свойства основной микроструктуры при условии, что конечная температура отпуска продукта будет выше, чем температура азотирования.
Нитридные поверхности обладают высокой износостойкостью и противозадирными свойствами. Повышается усталостная долговечность и коррозионная стойкость детали. Дополнительным преимуществом азотирования является то, что твёрдость поверхности, из-за наличия стойких нитридов, весьма устойчива к воздействию высоких эксплуатационных температур.
Процесс применяют для химико-термической обработки:
- зубчатых передач;
- коленчатых и распределительные валов;
- толкателей кулачков;
- клапанов;
- винтов экструзионных установок;
- инструментов для литья под давлением;
- рабочих деталей тяжелонагруженной штамповой оснастки;
- инжекторов, предназначенных для формования пластмасс.
Во многих случаях, одновременно с насыщением поверхности азотом осуществляют диффузию карбонитридов, боронитридов и прочих твёрдых соединений металлов/неметаллов с азотом. Такие операции относятся к комбинированным.
Оборудование и материалы
- Камеру. Это специальный, герметично закрывающийся бокс, где располагают заготовки.
- Нагревательные элементы в виде горелок. Предназначены для нагнетания температуры в камере печи. Горелки могут быть плоско-факельного типа, работать по принципу косвенного или прямого нагрева.
- Устройства, выполняющие запорно-регулирующие функции.
- Модули управления мощностью. Они могут быть комбинированного типа, пропорциональные или импульсные.
- Теплоизоляционный материал.
Принцип нагрева внутренней камеры печи от газа может быть реализован через воздушное пространство, тогда горелку располагают в центре. Также могут применяться регенерационные и рекуперационные конструкции горелок.
В печах сопротивления, где используется косвенный метод нагрева, нагревательная система может быть выполнена по разным принципам. Чаще всего здесь используют тиристорные схемы для управления мощностью, которые в свою очередь контролируются при помощи микропроцессорных схем.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Назначение
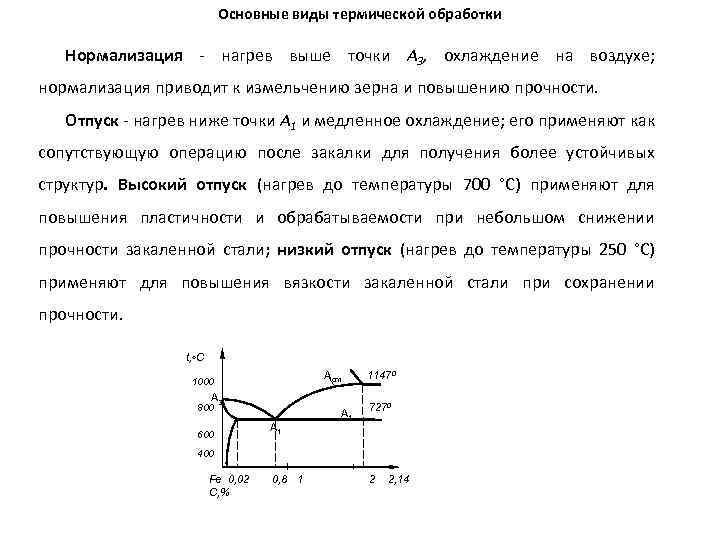
Нормализация стали имеет разные функции кроме усиления ее твердости. В некоторых случаях нормализацию проводят с обратной целью для понижения прочности и ударной вязкости.
К основным целям нормализации металла относятся:
- Получение результата нивелирования напряжений. После проработки у стали появляются дополнительные параметры, что позволяет легче обрабатывать ее разными способами.
- Уменьшение разнозернистости и полосчатости структуры. В этом случае нормализации подвергаются предметы после ковки или проведения прокатки с использованием метода давления.
- Снижение риска деформации деталей, имеющих перепады по сечению резкого характера или конфигурацию сложной формы.
- Изменение крупнозернистой структуры стали на мелкозернистую. Нормализация помогает удалить в заэвтектоидной стали сетку вторичного цемента, улучшает ее способность к обработке и закалке.
Данная методика используется для подготовки металла к термической обработке завершающего этапа технологического процесса.
Что такое отжиг
Как уже упоминалось выше, отжиг метод термообработки это обычно изменяет физические свойства и иногда химические свойства материала при воздействии тепла. в процесс отжигаматериал сначала нагревают за пределы критической точки / температуры рекристаллизации и выдерживают при этой температуре в течение некоторого времени до его охлаждения. Обычно это делается, когда необходимо уменьшить твердость материала, чтобы его можно было легко формовать. Отжиг также увеличивает пластичность материала. Пластичность — это способность материала деформироваться под натяжением, что делает его более мягким и легким в обращении. Процесс охлаждения обычно осуществляется в медленном темпе, позволяя материалу остыть на воздухе, или же он может быть выполнен намного быстрее, если его охладить водой.
Процесс отжига также уменьшает количество дислокаций, присутствующих в металле, делая его более пластичным. Дислокации — это мягкие деформации внутри структуры металла, где определенные слои атомов оказываются сдвинутыми с очевидного в противном случае выравнивания. Из-за наличия дислокаций металлы имеют тенденцию быть более жесткими. Следовательно, уменьшение дислокаций заставляет атомы двигаться очень свободно и имеет тенденцию ослаблять внутреннее напряжение в системе. Это в свою очередь делает металл пластичным и мягким. Как правило, атомы внутри системы спонтанно движутся, чтобы снять внутреннее напряжение в системе, и это происходит даже при комнатной температуре. Однако этот процесс происходит очень медленно при комнатной температуре, и нагрев облегчает процесс. Следовательно, нагрев уменьшает количество энергии, удерживаемой внутри материала, и при охлаждении приводит его в более устойчивое положение.

Печь отжига
Нормализация стали
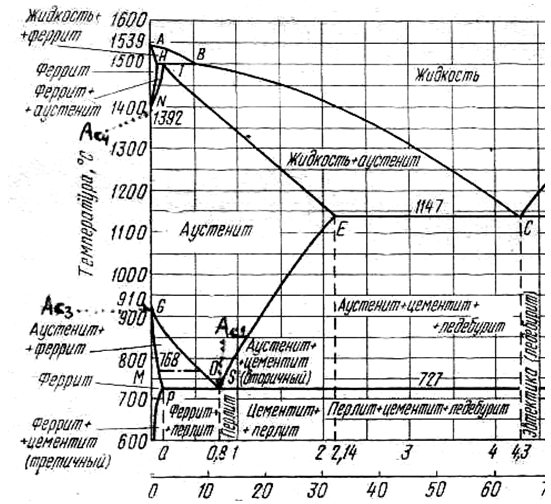
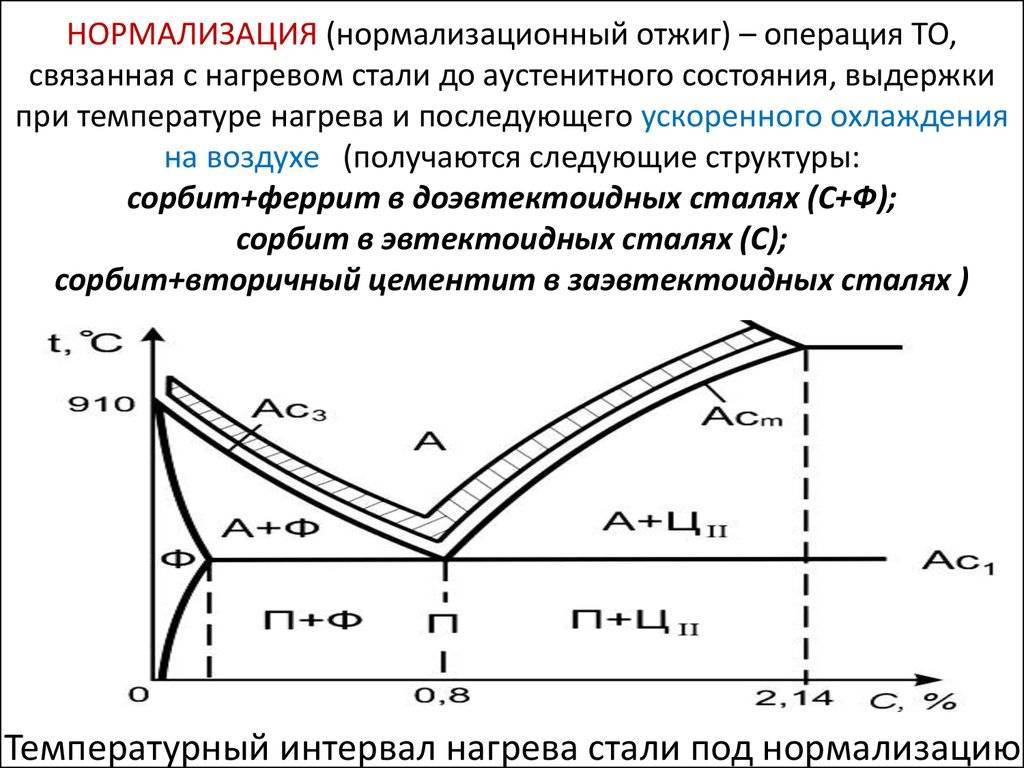
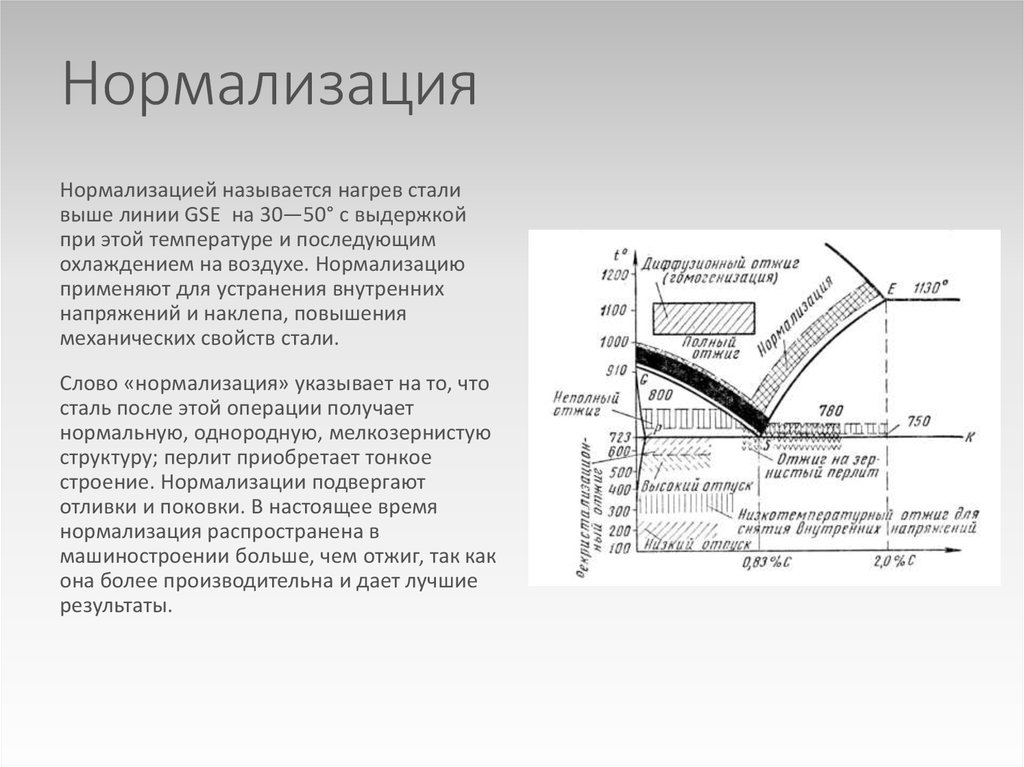
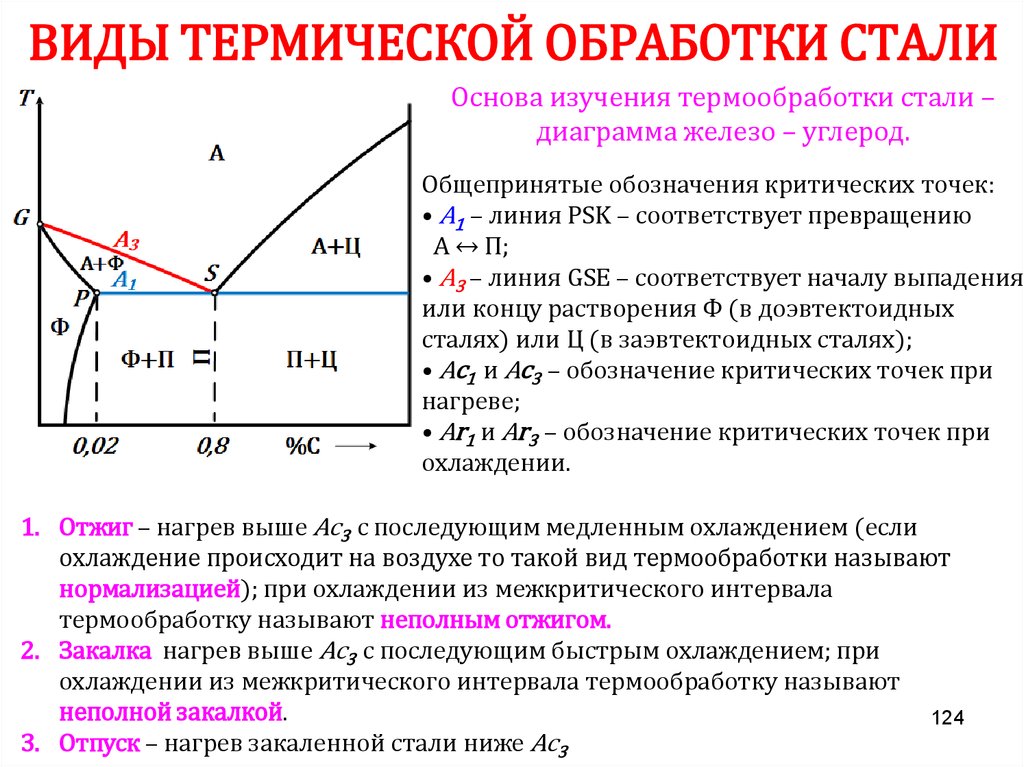
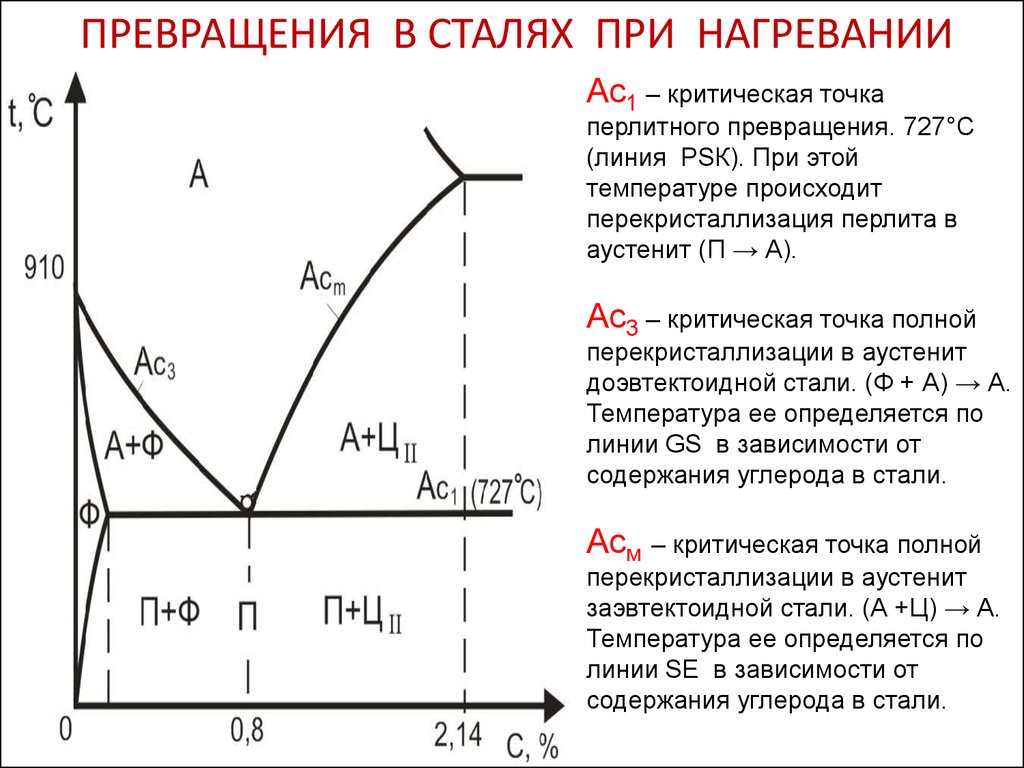
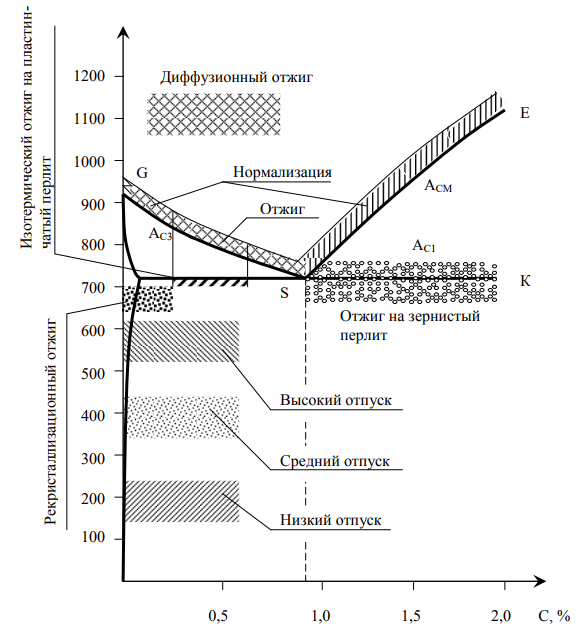
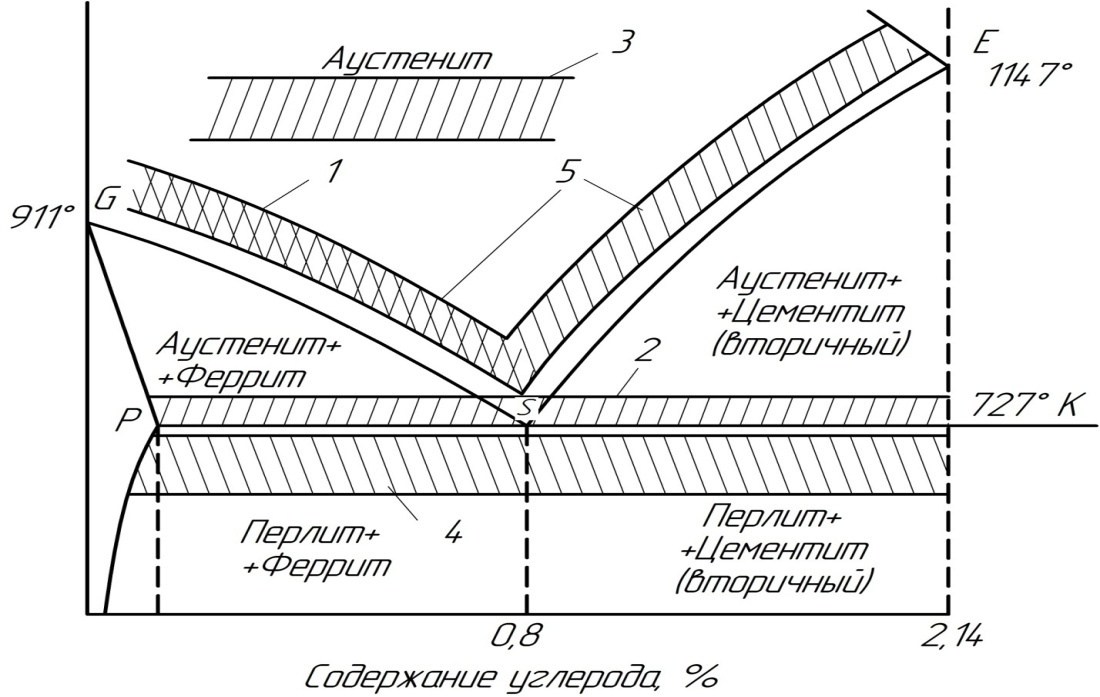
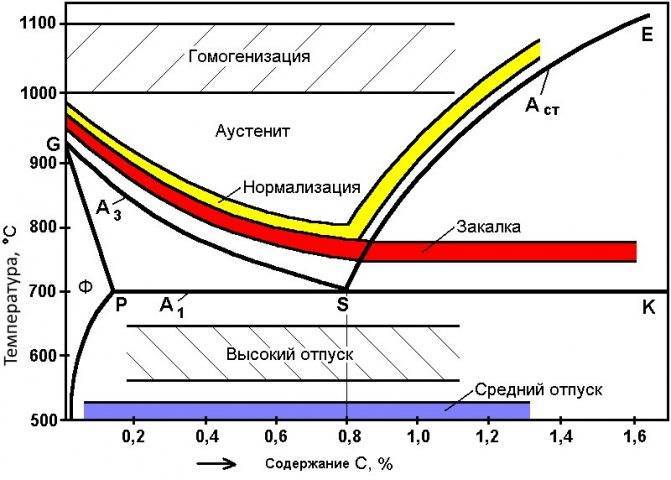
Нормализацией называется вид термической обработки стали, при котором ее нагревают на 30-50 градусов выше критических температур Ас3 или Асm, а затем после выдержки при таких температурах охлаждают на воздухе. Ас3 и Асm – критические температуры, полученные при нагревании изделий. При температуре Ас3 происходит окончание фазы превращения феррита в аустенит и образование однородной структуры аустенита. Значение температуры Асm соответствует началу выделения вторичного цементита из аустенита при охлаждении или концу растворения вторичного цементита в аустените при нагревании. Аустенит представляет собой твердый раствор углерода (до 2%) и других примесей в гамма-железе. Феррит – это почти чистое железо, содержащее небольшое количество атомов углерода и других примесей. Цементит является химическим соединением железа и углерода. В стали почти весь углерод содержится в виде цементита.
Нормализация
применяется для исправления структуры перегретой стали, снятия внутренних механических напряжений, разрушения карбидной сетки, улучшения обрабатываемости конструкционных низколегированных и малоуглеродистых сталей, а также как предварительная операция для увеличения глубины прокаливаемости углеродистых и инструментальных сталей.
От отжига нормализация стали отличается более быстрым (приблизительно в два раза) охлаждением изделия. Процесс нормализации является в материальном отношении более выгодной (дешевой) операцией по сравнению с отжигом. В технологическом процессе печь используется только для нагревания и выдержки изделия при температуре нагрева, а охлаждение происходит вне печи. Отжиг в ряде случаев выгодно заменять нормализацией, т. к. нормализация способствует ускорению процесса термообработки. Однако, применять нормализацию стали не всегда представляется возможным потому, что у некоторых марок сталей после нее твердость будет более высокой, чем при отжиге. Изделия из стали с низким содержанием углерода рекомендуется подвергать технологическому процессу нормализации, т. к. их механические свойствах после нормализации и отжига практически идентичны. Нормализацию изделий из стали, содержащей более 0,4% углерода в химическом составе, выполнять не рекомендуется по той причине, что после этого процесса у них остается повышенная твердость. Такую сталь лучше подвергать отжигу. Но на практике изделия из этих сталей все-таки подвергают нормализации с последующим высоким отпуском при температурах 650-700 градусов для понижения твердости.
Товары каталога:
| Ось мебельная чертеж (ГОСТ) 7811-7109 |
| Круги отрезные по металлу |
| Заклепка ГОСТ 10299, ГОСТ 10300, ГОСТ 10301 |
| Гвоздь винтовой чертеж (ГОСТ) 7811-7335 винт до шляпки |
| Гайка низкая DIN 936 |
| Твитнуть |
comments powered by Disqus
Термообработка цветных металлов
Сплавы на основе других металлов не отвечают на закалку столь же ярко, как стали, но их твердость тоже можно повысить термообработкой. Обычно используют сочетание закалки и предварительного отжига (нагрева выше точки фазового превращения с медленным охлаждением).
- Бронзы (сплавы меди) подвергают отжигу при температуре чуть ниже температуры плавления, а потом закалке с охлаждением водой. Температура закалки от 750 до 950С в зависимости от состава сплава. Отпуск при 200-400С производят в течение 2-4 часов. Наибольшие показатели твердости, до HV300 (около HRC 34) можно при этом получить для изделий из бериллиевых бронз.
- Твердость серебра можно повысить отжигом до температуры, близкой к температуре плавления (тусклый красный цвет) с последующей закалкой.
- Различные сплавы никеля подвергают отжигу при 700-1185С, такой широкий диапазон определяется разнообразием их составов. Для охлаждения используют соляные растворы, частички которых потом удаляют водой либо защитные газы, препятствующие окислению (сухой азот, сухой водород).
| Металл | Температура отжига, C° | Охлаждающая среда |
| Медь Латунь Л96 Латунь Л90-Л62 Мельхиор Нейзильбер Серебро Алюминий Дюралюминий | 500 — 600 540 — 600 600 — 700 650 — 700 700 — 750 650 — 700 300 — 350 360 — 380 | Вода На открытом воздухе На открытом воздухе Вода Вода Вода На открытом воздухе Охлаждение в печи |