
Минусы
А теперь пойдем от обратного — если бы дуговая сварка (ММА) была настолько прекрасным инструментом, инженеры бы не придумывали столько разновидностей сварочных аппаратов. Все дело в недостатках, которые у этой аппаратуры, как и любой другой, тоже есть. Вот самые важные:
- Низкая производительность. Возможно, для небольших мастерских этого и хватит, а вот в серьезных условиях производства подобная низкая активность иначе как недостаток не воспринимается.
- Необходимость удаления шлака и флюсов с обрабатываемой поверхности. Важный побочный эффект заключается еще и в том, что полученный шов не является идеальным — часть материала все-таки запекается в нем, и такие вкрапления обязательно следует удалить.
- Вредность работы. Дуговая сварка (ММА) может стать причиной возникновения различных профессиональных заболеваний или даже травм, поэтому ее использование предполагает, как минимум, обязательное наличие защитного костюма и соблюдение техники безопасности.
Теперь, когда читатель знает все, он сможет сделать самостоятельный выбор и решить, стоит ли ему покупать дуговую сварку (ММА) для решения поставленных задач.
Классификация сварочных электродов
Благодаря тому, что сейчас производится огромная масса их разновидностей, единую классификацию сделать достаточно сложно, поэтому, можно вывести основные параметры, по которым и определяют отличия. Стоит отдельно выделить:
- неметаллические, к которым относятся только неплавкие электроды из угля или графита;
- Металлические неплавящиеся, такие как итророванные, лантанированные, торированные и самые распространенные – вольфрамовые;
- Металлические плавящиеся без покрытия, которые зачастую выглядят как обыкновенная длинная проволока, сейчас применяются редко и в основном для сварки в защитных газах, которые и компенсируют недостаток покрытия;
- Металлические плавящиеся с покрытием – самый распространенный тип. Сюда относятся чугунные, стальные, медные, бронзовые, алюминиевые, нержавеющие и прочие сварочные электроды.
Стальные являются особенно большим ответвлением, благодаря наличию множества подвидов с разнообразными легирующими свойствами. По распространенности с ними могут сравниться только чугунные, у которых не так много видов, но которые широко используются в промышленности. Среди видов покрытия также имеется большое разнообразие, так что все это заслуживает отдельной квалификации.
Виды сварочных электродов
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно. А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
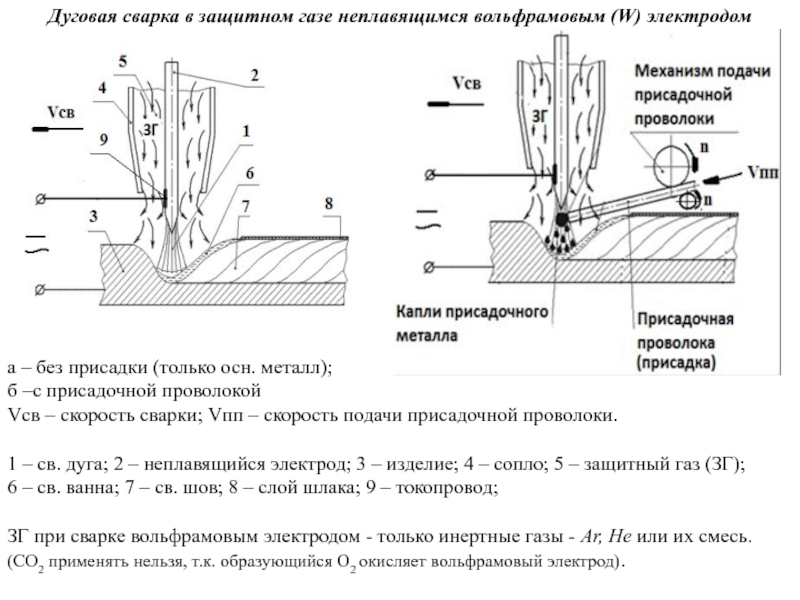
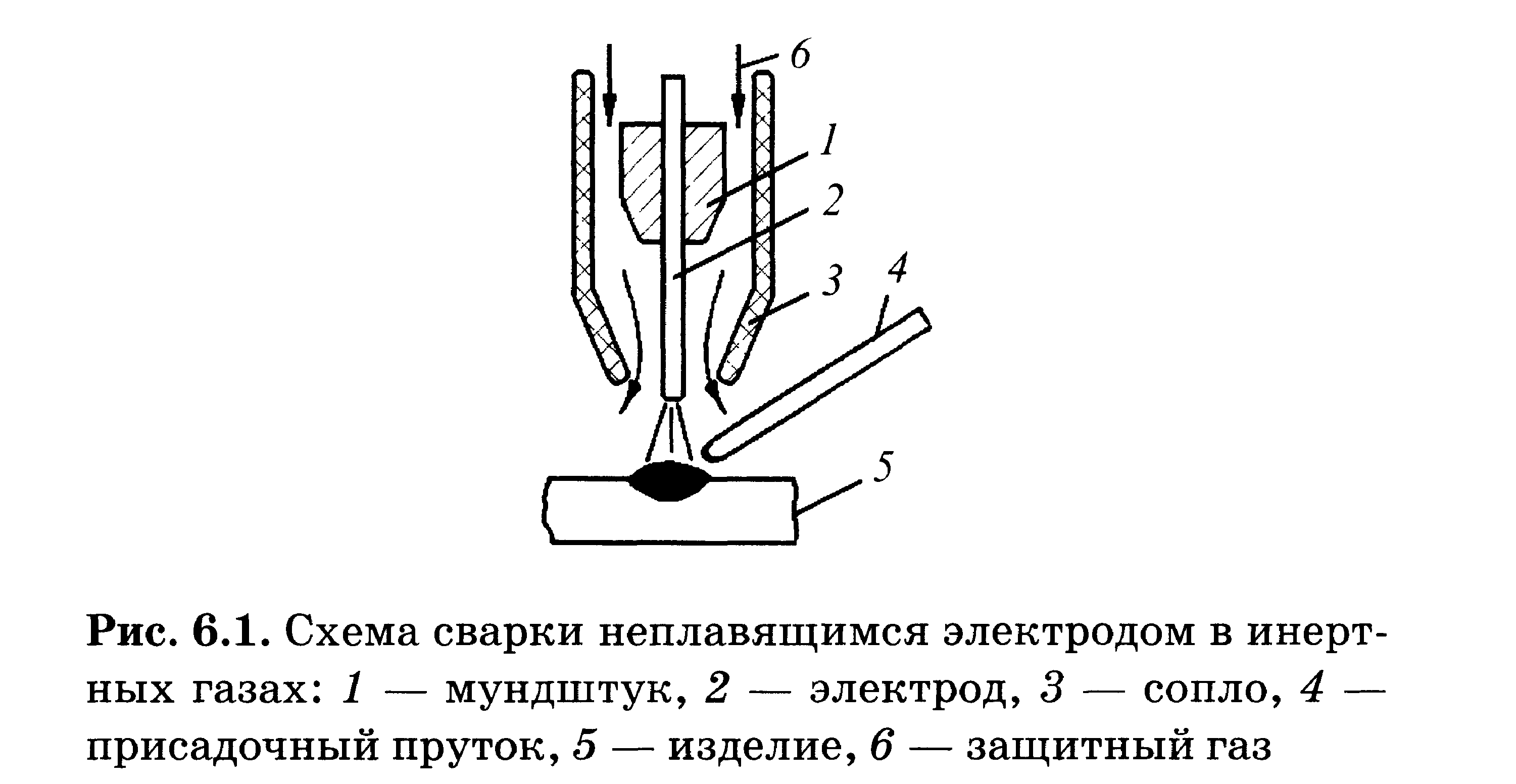
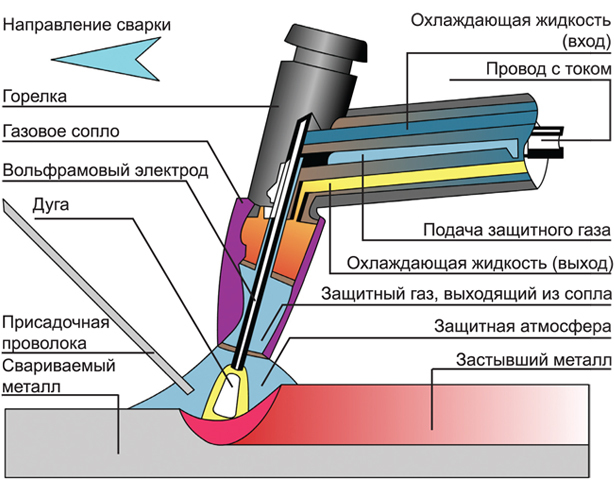
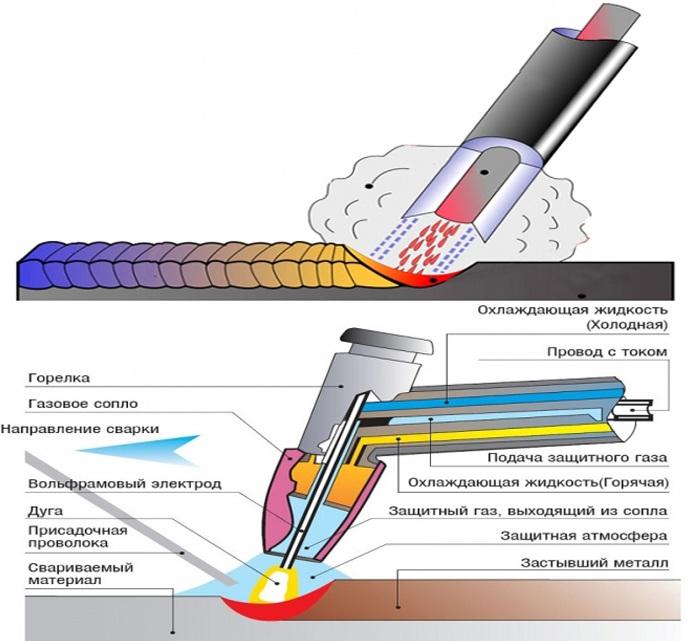
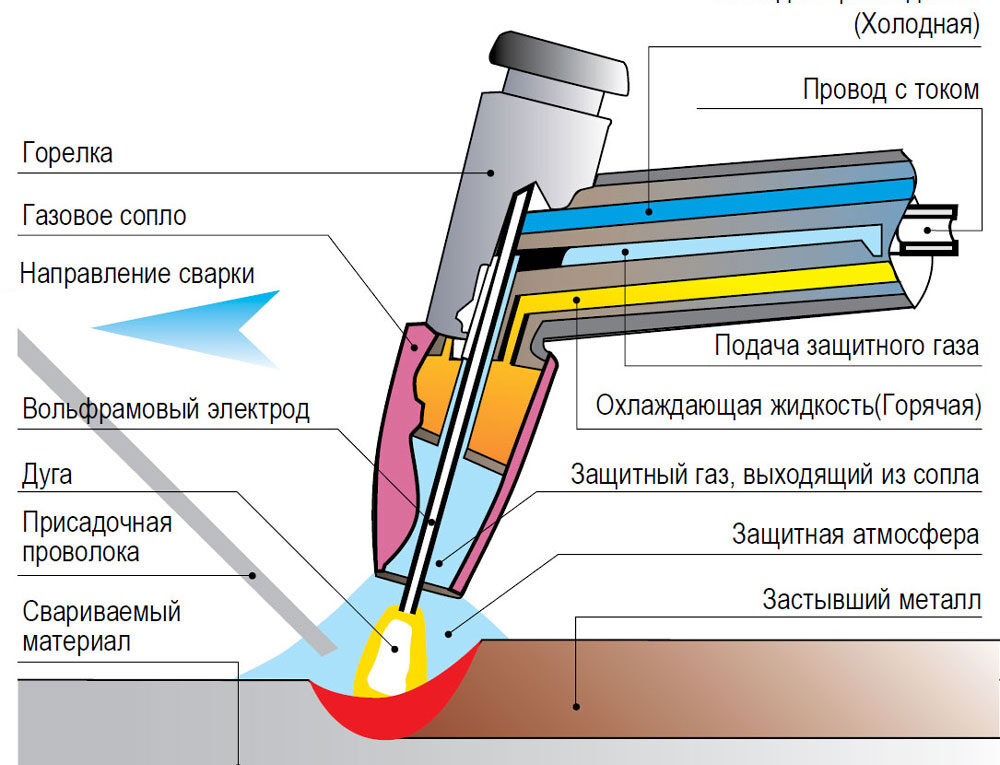
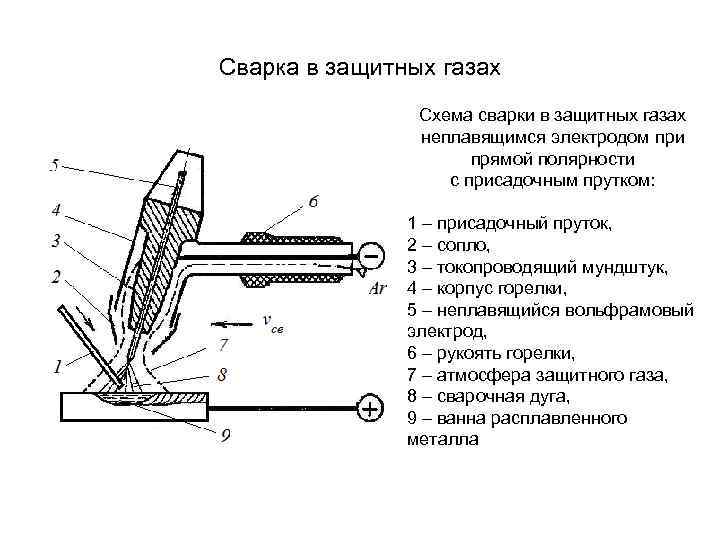
Режимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.
Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали — в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
Важно также при использовании неплавящихся электродов установить полярность. Прямая полярность — кабель горелки ставят на минус, а массу на плюс, обратная — держатель на плюсе, а масса на минусе
Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной — широкий поверхностный провар, а с переменным — овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.
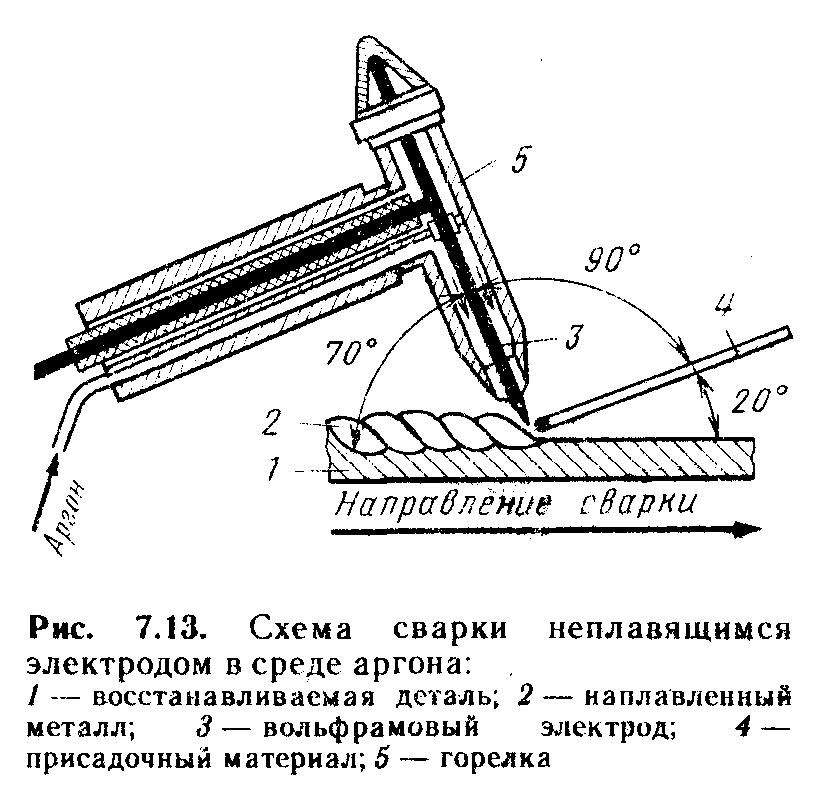
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Техника безопасности при сварке
Нормативы устанавливают следующие правила:
- Сварщик надевает специальный костюм, рукавицы из искростойкого материала, закрытую обувь на резиновой подошве. Они защищают кожу от брызг расплавленного металла и жесткого ультрафиолетового излучения дуги. Лицо закрывают маской с темным стеклом. Глаза необходимо защищать не только от прямых лучей ультрафиолета, но и от боковых бликов (отражения от стен).
- Пост оборудуют вытяжкой. Если работы ведутся в полевых или монтажных условиях, организуют проветривание. При отсутствии такой возможности сварщик работает в респираторе. Наиболее токсичны электроды с кислым покрытием. Вместо них рекомендуется использовать рутилово-кислые.
- Если вблизи поста находятся люди, мастер непосредственно перед зажиганием дуги громко произносит слово «глаза». Так он предупреждает их о необходимости отвернуться или защитить органы зрения.
- При выполнении работ на высоте используют монтажный пояс и другие средства страховки.
- Соблюдают требования электробезопасности.
Последний пункт включает в себя следующие установки:
- Перед началом работ проверяют целостность изоляции кабелей и других токоведущих частей. При наличии разрывов, выкрошившихся участков и прочих дефектов пользоваться аппаратом запрещено.
- При необходимости ремонта, замены расходника, перемещения, а также на время простоя или обеденного перерыва оборудование обесточивают.
- Подсоединение к сети производят через автомат, защищающий от короткого замыкания.
- Сварку в условиях повышенной влажности (в бойлерной, градирне, подвале или на улице во время дождя) должен проводить мастер, обладающий соответствующими навыками.
Сварщик надевает рукавицы и специальный костюм.
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.

Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Как научиться варить
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.
В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.
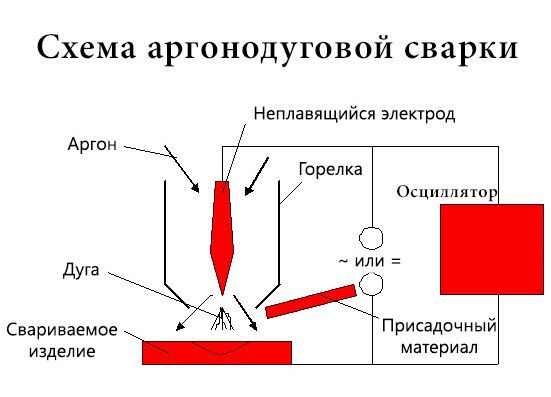
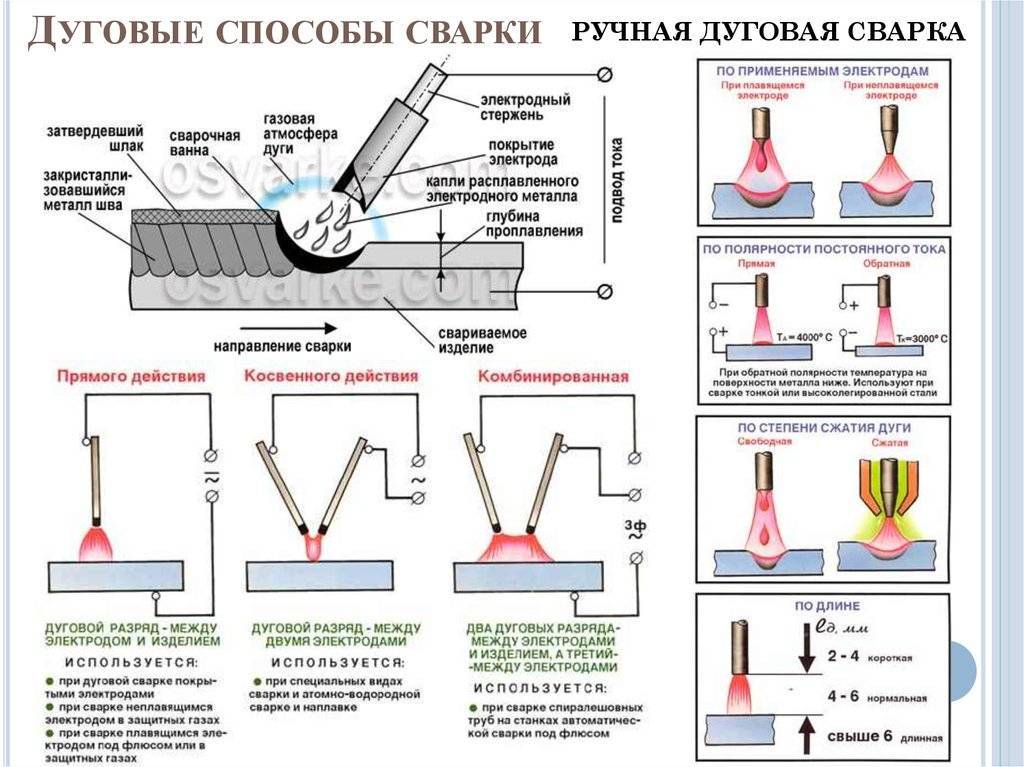
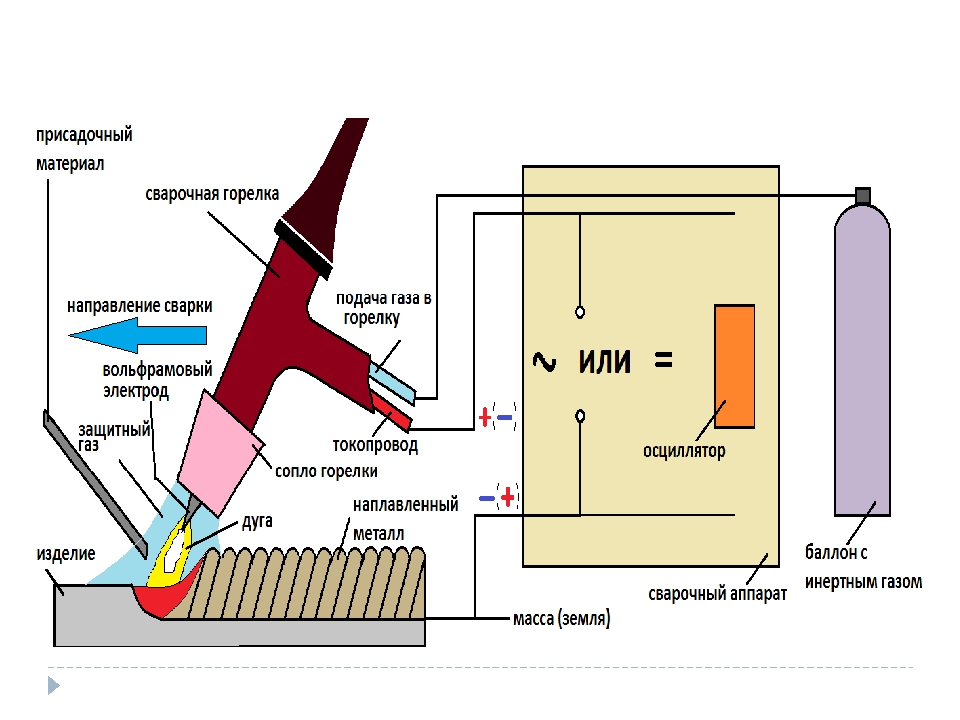
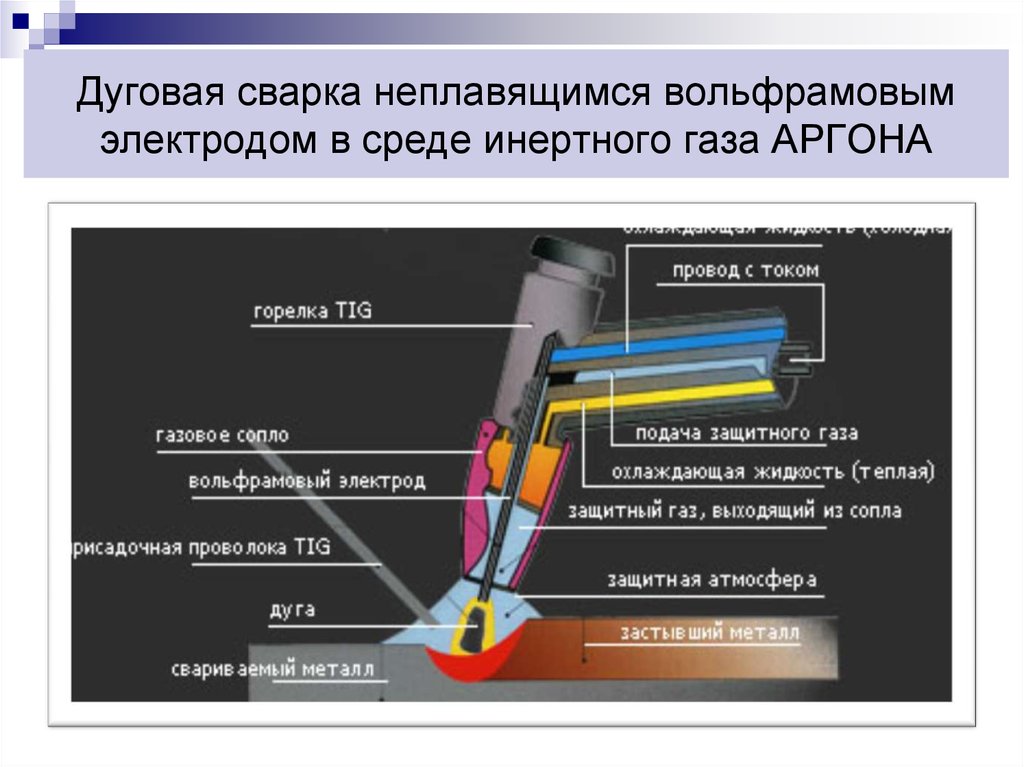
Способы и режимы сварки
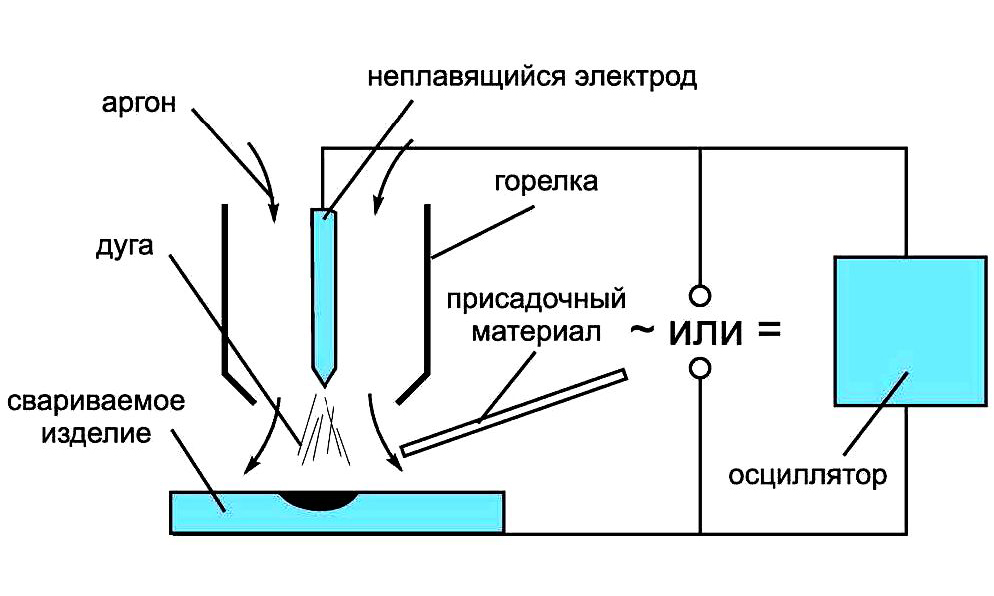
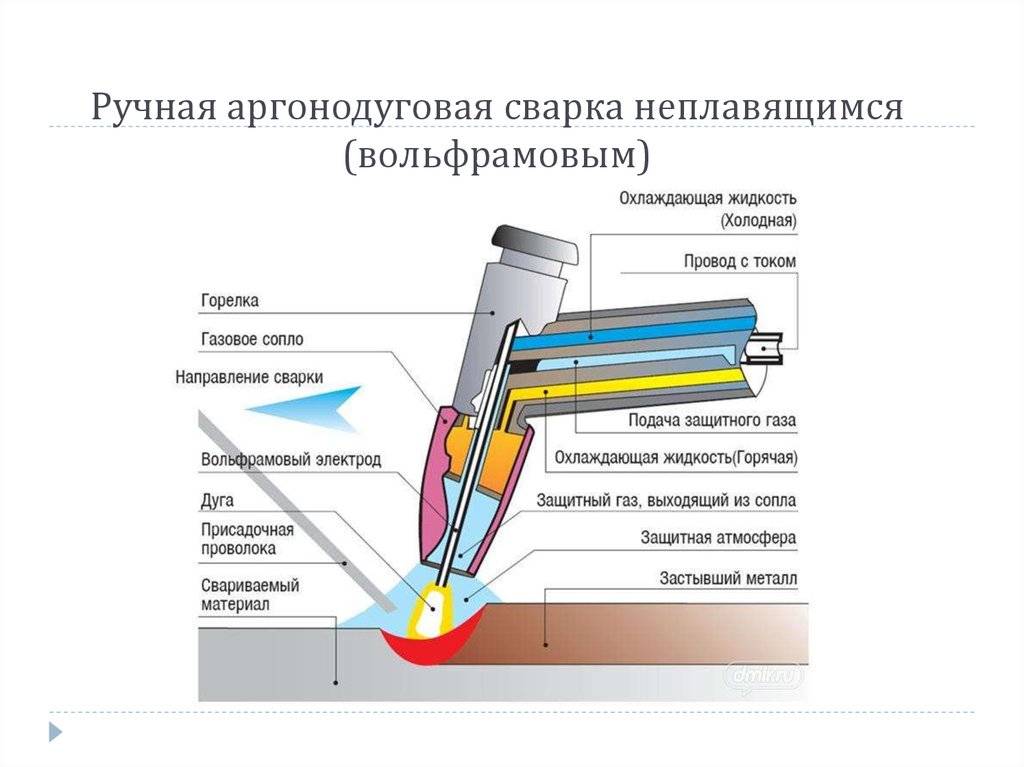
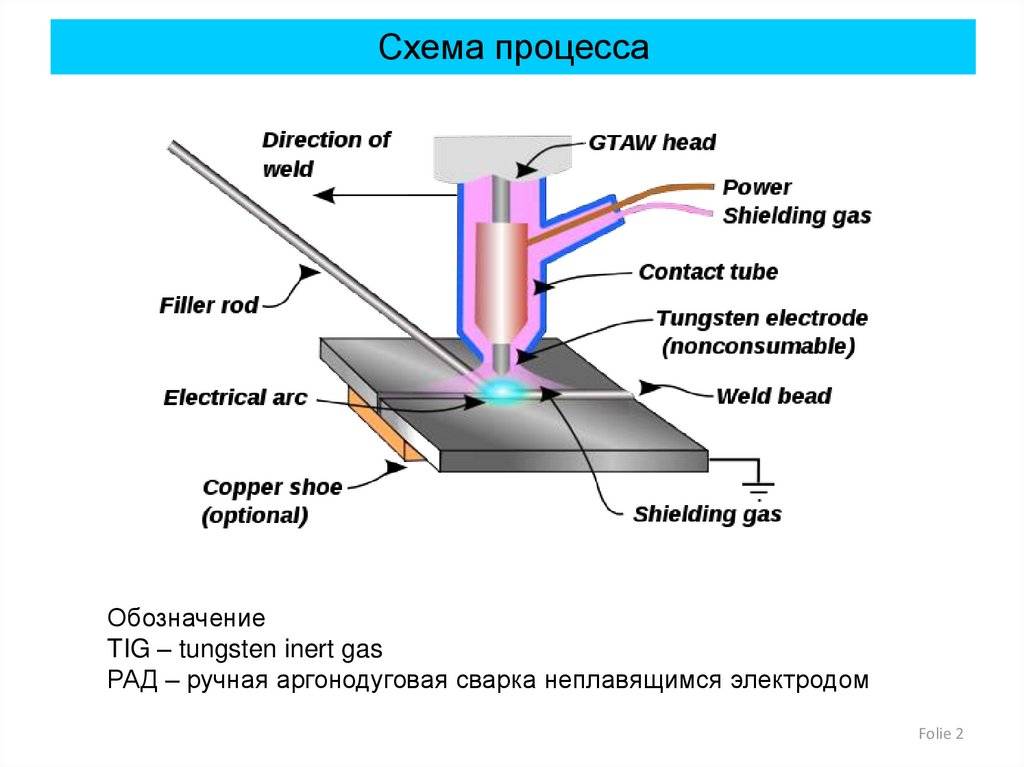
Наиболее распространена ручная аргонодуговая сварка с применением вольфрамовых электродов. В мировой практике данная сварка классифицируется как TIG. С режимом TIG могут работать сварочные инверторы и выпрямители. Возможна работа автоматическим или полуавтоматическим способом. Менее распространенный метод – сварка плазменной дугой. Способ сварки погруженной дугой примечателен тем, что применяют электрод повышенного диаметра и при этом используют повышенный ток.
Ручная аргонодуговая сварка может быть выполнена в двух режимах – AC и DC. Их отличия:
- AC – работа с переменной электрической энергией, прямоугольным импульсом.
- DC – применяется стабилизированный ток, импульсный.
Примечания[ | ]
- Какие бывают виды неплавящихся электродов? (неопр.) .elektrod-3g.ru . Дата обращения: 20 августа 2021.
- Неплавящиеся электроды (рус.). Осварке.Нет . Дата обращения: 20 августа 2021.
- Неплавящиеся электроды (неопр.) .elektrod-3g.ru . Дата обращения: 20 августа 2021.
- Неплавящиеся электроды — Cварочные работы (неопр.) .stroy-server.ru . Дата обращения: 20 августа 2021.
- Виды неплавящихся электродов? (неопр.) .elektrod-3g.ru . Дата обращения: 20 августа 2021.
- ↑ 12 Сварочные электроды из графита (рус.).svarkalegko.com . Дата обращения: 20 августа 2021.
- Неплавящиеся электроды: виды и особенности (неопр.) .svarkaed.ru . Дата обращения: 20 августа 2021.
Разновидности и предназначение
При проведении сварки чаще всего применяются следующие виды неплавящегося электродного покрытия:
- на основе угля;
- чистое графитовое;
- из вольфрама.
Независимо от покрытия электродов для ручной дуговой сварки все они относятся к одной категории, но при этом предназначаются для вполне конкретных целей.
Угольные

Так, угольные расходные материалы применяются при проведении воздушно-дуговой резки, а также востребованы при устранении дефектов, имеющихся на поверхности заготовок.
Сварка неплавящимися стержнями с угольным покрытием проводятся в режимах с токами не более 500-600 Ампер, которых хватает для соединения не очень массивных стальных конструкций, а также исправления поверхностных дефектов литых изделий.
При этом сваривание с их помощью может быть организовано как с присадочным материалом, подаваемым в зону формирования будущего шва, так и без него.
Графитовые
Чисто графитовые электроды чаще всего применяются при работе с цветными металлами (алюминием или медью), а также с их сплавами. Этот вид сварного материала в отличие от угольных образцов более экономичен и выгоден на практике.

К тому же такие неплавящиеся стержни обладают целым рядом достоинств, а именно: устойчивость к воздействию высоких температур, меньший износ и простая подготовка к работе (резке).
Особое распространение графитовые стержни получили при сварке проводов и других изделий из меди.
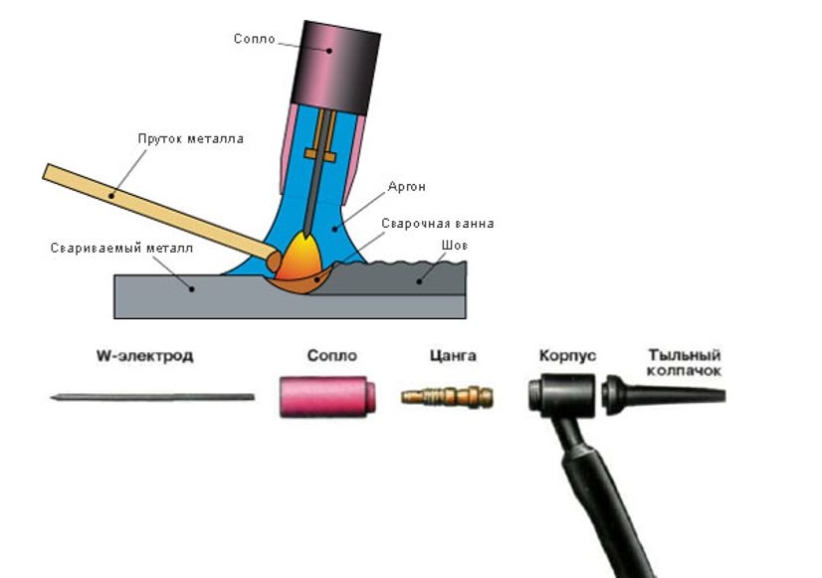
Вольфрамовые
Вольфрамовые неплавящиеся электроды неплавящегося типа относятся к разряду самого востребованного на производстве и в бытовых условиях расходного материала. С их помощью удаётся обрабатывать в защитной среде аргона или других газов разнообразные марки металлов, включая алюминий.


Они изготавливаются в форме длинного покрытого прутка с диаметром от 1-го до 4-х миллиметров и очень тугоплавки. Температура плавления такого электрода намного превышает тот же показатель для рабочей дуги, вследствие чего он обладает универсальными свойствами и может применяться даже для сварки сложной в обработке нержавейки.
Вольфрамовые неплавящиеся электроды могут делать с добавлением тория, оксида лантана (лантанированные) или иттрия. Каждая из марок предназначена для определенного вида сварки.
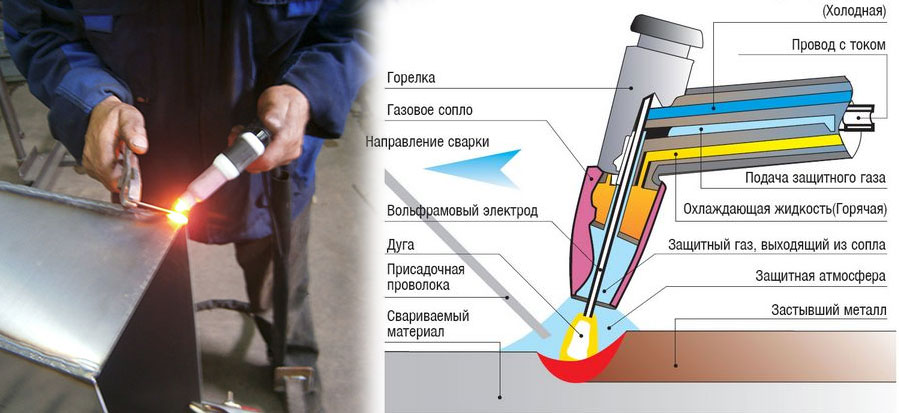
Особенности технологии
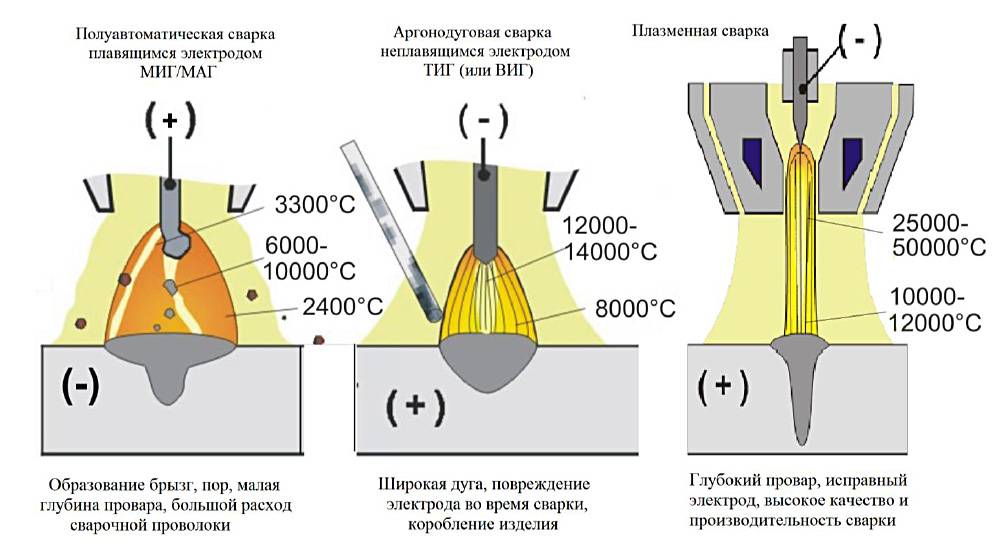
За счёт применения неплавящихся расходных материалов удаётся получить высококачественные сварные соединения, однако производительность операций с покрытыми электродами оставляет желать лучшего.
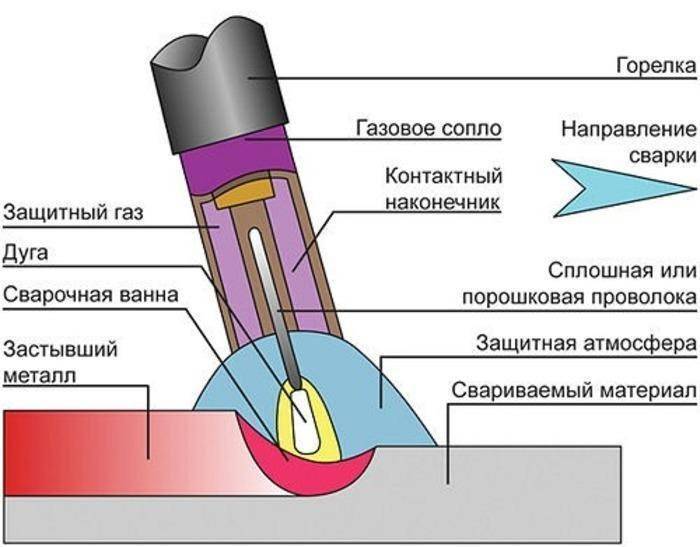
Они не в состоянии конкурировать с полуавтоматическими сварочными технологиями, при которых используются специальные плавящиеся электроды.

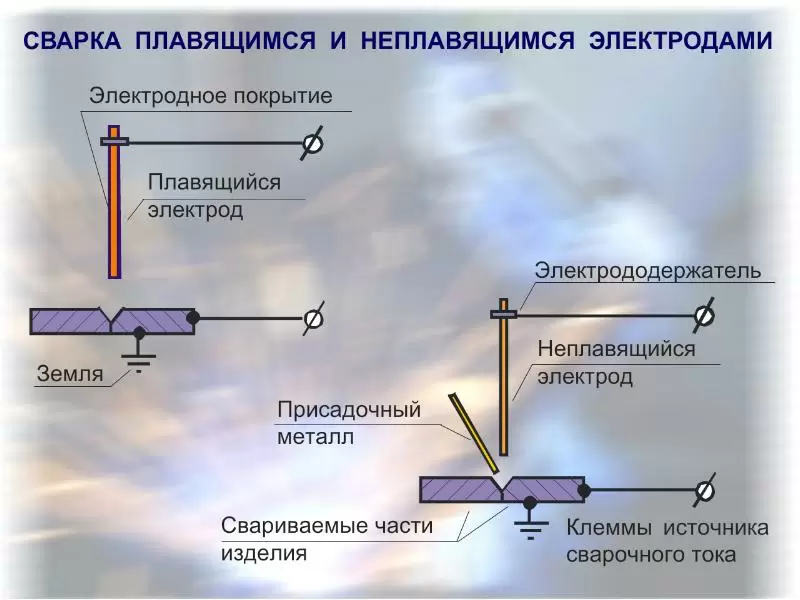
Таким образом, при изучении действующих методик обнаруживается, что используемый при дуговой сварке электрод может быть плавящимся и неплавящимся (покрытым). Рассмотрим каждую их этих разновидностей более основательно.
Достоинство технологии с неплавящимся электродом состоит в том, что можно сплавлять черный металл с заготовками, которые отличаются от него по структуре (включая изделия из высоколегированных и низкоуглеродистых сталей).
С учётом возможности работы с изделиями из цветных металлов этот метод успешно применяется также и при соединении разнородных по составу материалов.
Сварка с использованием неплавящихся электродов характеризуется двумя отличительными чертами. Одна из них заключается в использовании специальных веществ, покрывающих рабочие электроды (природного вольфрама, графита и другие).
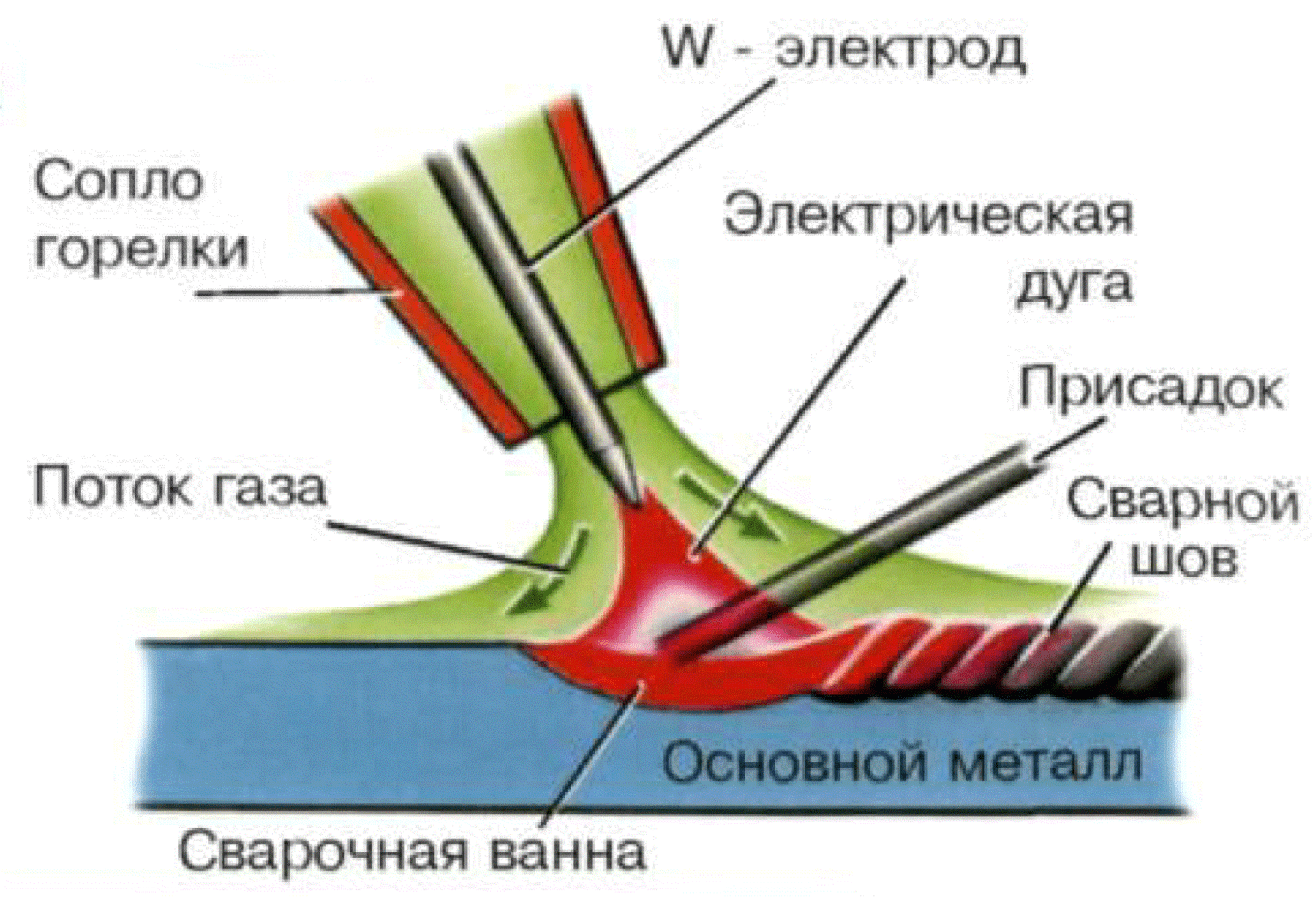
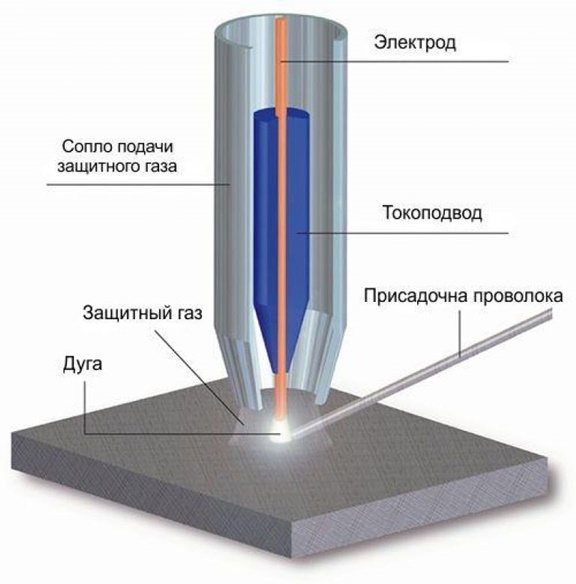
Второй особенностью этой технологии является использование инертных газов, ограничивающих доступ кислорода к месту сварки и защищающих как сам электрод, так и сварочную ванну от окисления.
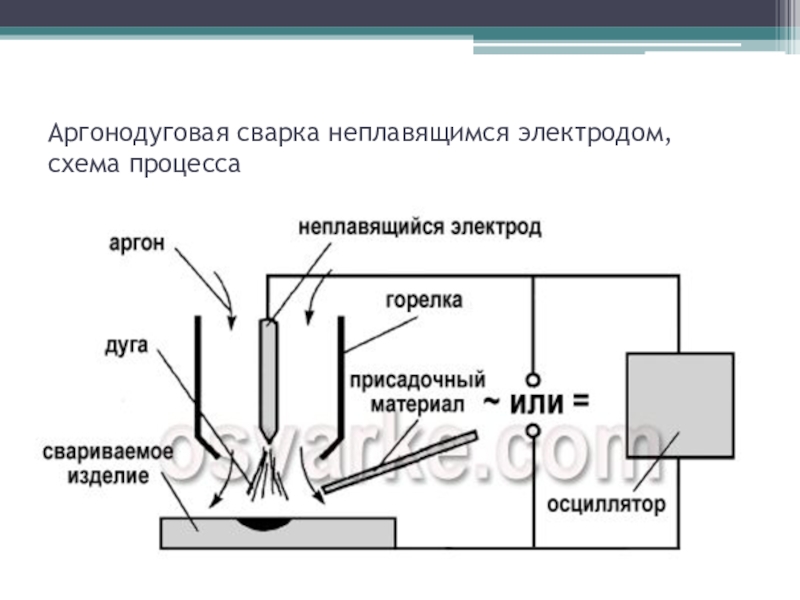
Требования к аргонодуговой сварке неплавящимся электродом
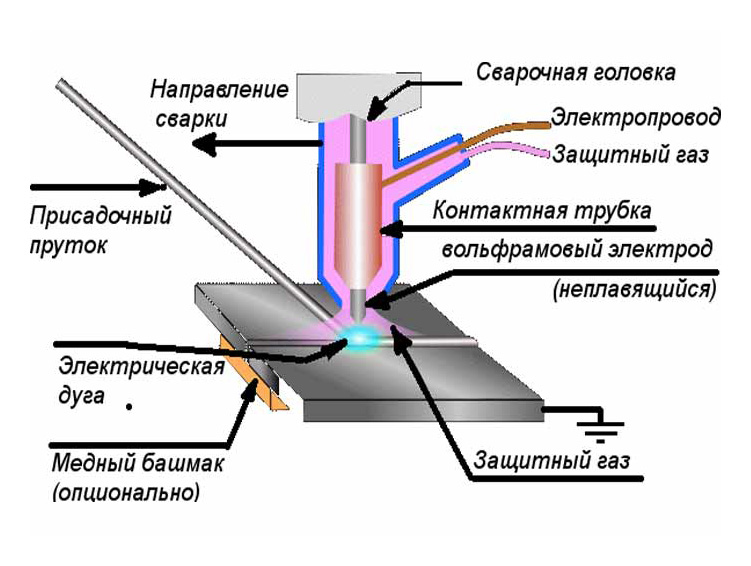
Аргонодуговая сварка неплавящимся электродом часто применяется для сваривания заготовок из разных видов металла. При помощи нее можно получить прочные швы с высокой износостойкостью. Но чтобы в процессе сварки заготовки могли нормально плавиться под воздействием плавящегося электрода и аргона, обязательно нужно выполнять важные требования аргонодугового сварочного процесса.
К главным требованиям аргонодуговой сварки относятся:
- Неплавящийся стержень из вольфрамовой основы при сварке может глубоко проникать в область зазора между заготовками. Для процесса следует использовать короткую дугу. Это позволит провести глубокую плавку, которая может отразиться на качестве соединения. Оно получится небольшим и прочным;
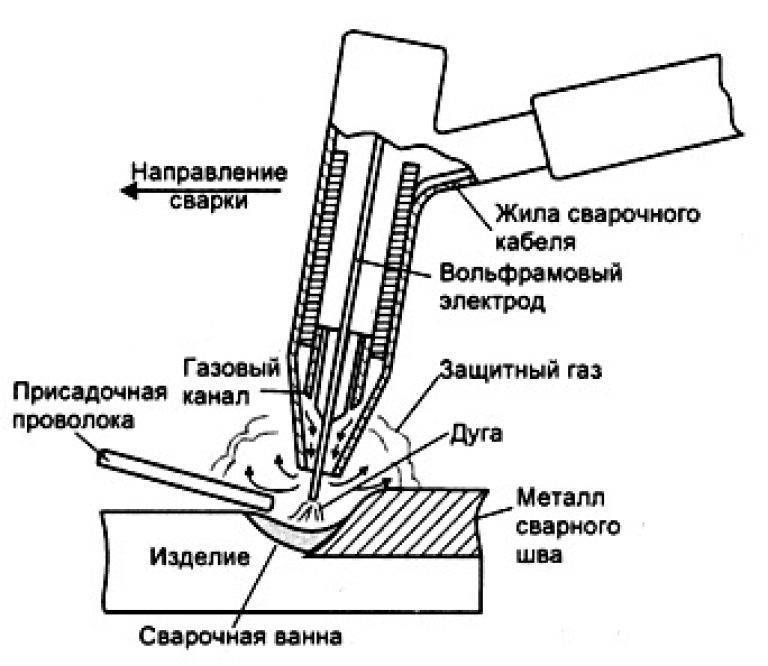
- При механизированной аргонодуговой сварке плавящимся электродом движение стержня должно выполняться по центральной части зазора и посередине. Даже небольшие нарушения могут привести к снижению прочности соединения, они могут негативно отразиться на его внешнем виде;
- Присадочный элемент должен постоянно прибывать в зоне с аргоном, он не должен выходить за пределы свариваемой зоны. Именно это защищает сварную ванну от отрицательного влияния кислорода и азота, которые присутствуют в воздухе. Влияние данных веществ может привести к усилению хрупкости соединения. Данные требования также относятся к неплавящемуся электроду;
- Ни в коем случае не стоит резко подавать присадочную проволоку в область сварной ванны. Это вызовет сильное разбрызгивание металла и в итоге будет его чрезмерный перерасход;
- При проведении ручной сварки присадочный материал должен подаваться под углом. Не должно наблюдаться поперечных нарушений;
- Не стоит при окончании сварочного процесса производить обрыв соединения при помощи отвода электрода из области сваривания. Достаточно погасить дугу реостатом;
- Подача и отключение защитного газа после окончания сварочного должно проводиться через или за 10 секунд. Это защитит неостывшую плавящуюся металлическую основу, которая при контакте с воздухом быстро покрывается оксидной пленкой;
- Перед началом автоматической аргонодуговой сварки неплавящимся электродом нужно подготовить соединяемые заготовки из металлической основы. Все стыкуемые зоны требуется очистить от грязи, ржавчины и других загрязнений. Для очистки рекомендуется использовать железную щетку или болгаркой с металлической щетковидной насадкой. Чистить необходимо до появления металлического блеска. Если имеются пятна из масла или жира, то дополнительно следует провести обработку растворителем;
- Обязательно должно проводиться сопоставление режимов аргонодуговой сварки неплавящимся электродом с показателем толщины стыкуемых заготовок. При этом требуется учитывать диаметр неплавящегося электрода.
Добавки к вольфраму
Буквосочетанием ЭВЧ маркируют неплавящиеся электроды из чистого вольфрама. Их международное обозначение – WP. Они отмечены полосками зеленого цвета. WP продукция абсолютно безвредна в применении, но плохо инициирует розжиг и переносит токи большой силы; имеет небольшой срок эксплуатации.
Электродами из чистого вольфрама выполняют соединения встык при одном или нескольких проходах. С помощью аргонодуговой сварки на переменном токе варят алюминий, сплавы никеля, бронзы, магния.
![]()
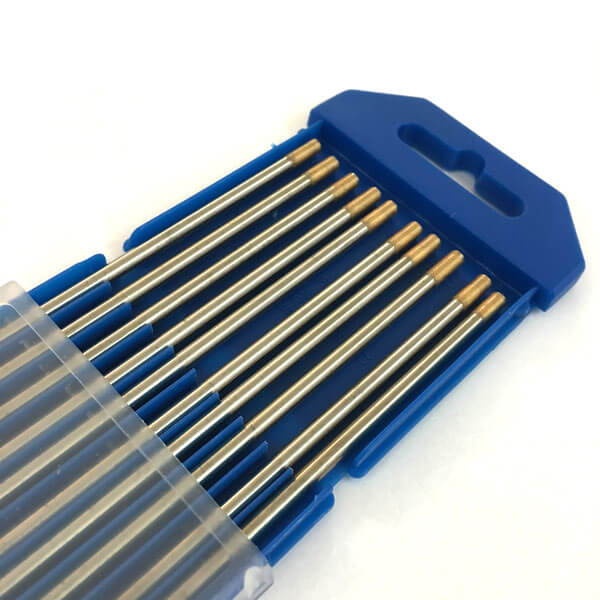
Вольфрамовые стержни с добавкой оксида лантана, применяющиеся при аргонодуговой сварке, имеют отечественное обозначение – ЭВЛ, международное – WL.
Массовая доля оксида лантана варьируется в интервале от 1,1 % до 1,4 %. Для удобства визуального определения на них имеется цветная полоска. Самые популярные неплавящиеся электроды имеют следующую цветовую маркировку: с содержанием добавки 1,5 % — золотистое окончание; 2 % — обычный синий цвет.
Вся серия неплавящихся электродов WL безвредна для сварщика, удовлетворительно разжигает дугу, хорошо выдерживает любую силу тока, длительно эксплуатируется.
Неплавящиеся электроды с оксидами иттрия маркируют аббревиатурой ЭВИ или WY. Они имеют темно-синий наконечник. Допустимая концентрация оксида иттрия укладывается в диапазон от 1,5 % до 3,5 %. Электроды хорошо выдерживают все значения силы тока, рекомендуются для изготовления особенно важных изделий.
Неплавящиеся электроды с добавкой оксида тория обозначена как ЭВТ или WT. Содержание добавки может изменяться в промежутке от 1 % до 3 %. Электроды отмечены такими цветными полосами: при концентрации оксида 1 % — желтая окраска; 2 % — красная; 3 % — фиолетовая; 4 % — оранжевая.
Серия WT требует особых условий для обеспечения безопасности, хорошо разжигает дугу при аргонодуговой сварке, переносит все значения силы тока; пригодна для долгого пользования.
Электроды с оксидом церия в количестве 2 % обозначаются WС, имеют серую полоску. Продукция универсальна, предназначена для аргонодуговой сварки постоянным током прямой полярности любой силы.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:

- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.