
Состав и содержание ТК
Действующие нормативные документы, регламентирующие состав и содержание ТК предписывают в общем случае разработку восемь разделов, реализация которых позволит достичь цели с максимальной эффективностью. Для этого в технологической карте указывается:
- область применения – условия производства, включая природно-климатические особенности, описание конструктивного элемента, состав процесса, перечень потребных ресурсов;
- общие положения – описание объекта и основные принципы его возведения;
- организация и технология выполнения работ, куда включаются организация строительного процесса и технология его выполнения – условия приемки предшествующих работ, набор машин, механизмов и технологической оснастки, последовательность и номенклатура отдельных операций с приложением при необходимости карт трудовых процессов, состав рабочих звеньев, схемы складирования материалов. Калькуляция трудозатрат, рабочего времени машин и механизмов, заработной платы, где согласно перечню и объемам выполняемых работ рассчитываются проектные трудозатраты в чел-час, рабочее время машин и механизмов в маш-часах, зарплата в рублях отдельно для рабочих и для механизаторов; график производства работ – линейное выражение продолжительности и последовательности выполнения отдельных операций с учетом расчетов, определенных в калькуляции;
- требования к качеству — описание операций входного, операционного и приемочного контроля, а также критерии определения качества работ и материалов;
- потребность в материально-технических ресурсах – перечень материалов, изделий, конструкций, инструменте и оснастке, необходимой для выполнения планового объема работ;
- обеспечение пожарной безопасности – мероприятия, позволяющие избежать возгораний и перечень средств, необходимых для его тушения;
- техника безопасности и охрана труда — мероприятия по охране труда и технике безопасности при выполнении конкретных видов работ;
- технико – экономические показатели:
- трудозатраты рабочих – чел-час;
- время работы машин и механизмов – маш-час;
- заработная плата рабочих – руб.;
- заработная плата механизаторов – руб.;
- продолжительность работы – смен;
- выработка на одного работающего в физических измерителях;
- затраты на машины и механизмы.
В перечень ТЭП могут включаться и другие показатели, позволяющие оценить эффективность технологии.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
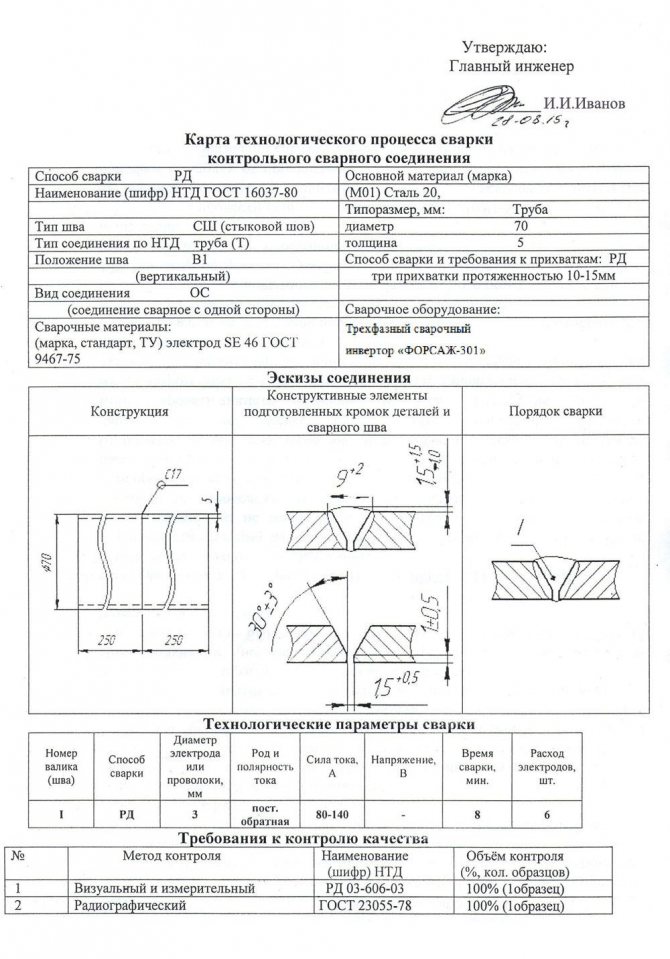
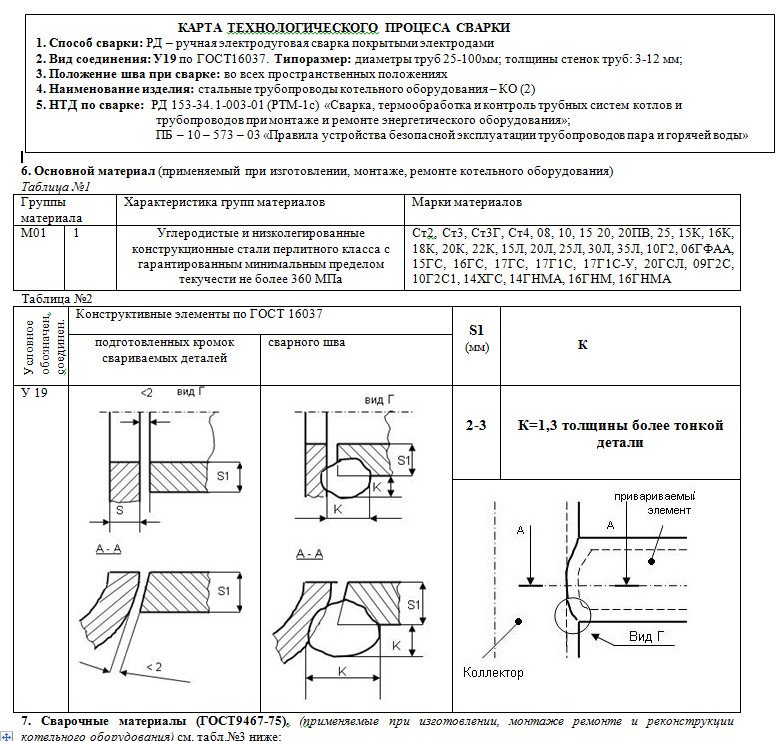
Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) — это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
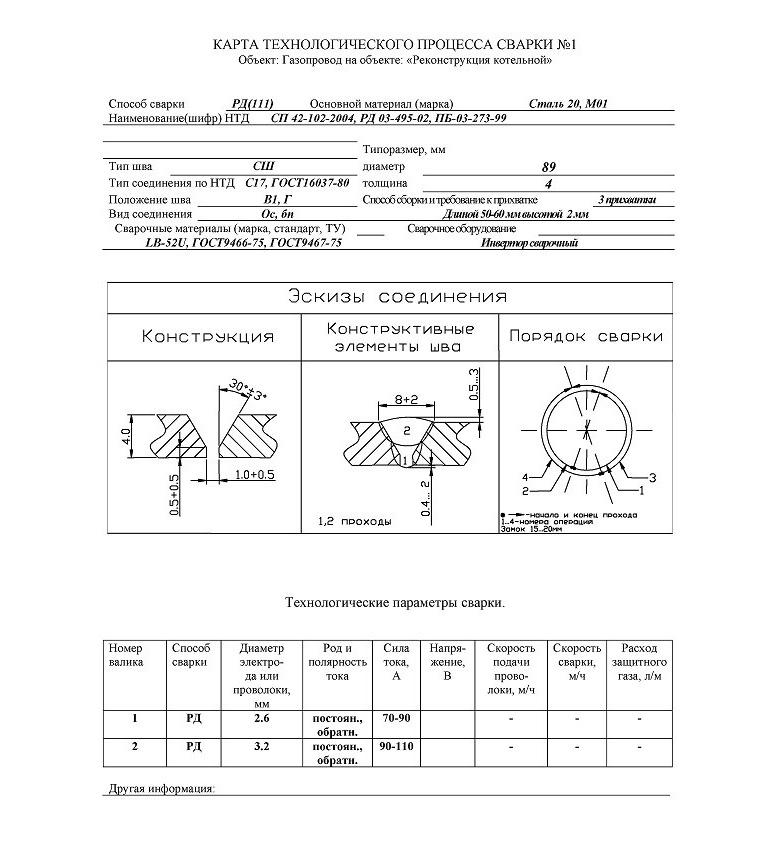
| Название организации и объекта изготовления | ||
| Способ сварки | РД 111 | |
| Шифр НТД, ГОСТ | ПБ 03-585-03 , РД 38.13.004-86, СНиП 3.05.05-84, 16037-80 | |
| Основной материал (марка) | (М01) сталь 20 | |
| Типоразмер | Диаметр — 70 мм, толщина — 5 мм | |
| Тип шва | СШ (стыковой шов) | |
| Тип соединения по НТД | Т (труба) | |
| Положение шва | В1 (вертикальный) | |
| Вид соединения | ОС (сварное с одной стороны) | |
| Требование к прихваткам | 3 прихватки протяженностью 10-15 мм | |
| Материалы | Электрод SE 46 ГОСТ 9467-75 | |
| Оборудование | Трехфазный инвертор «ФОРСАЖ-301» | |
| Эскизы соединения | ||
| Конструкция | Конструктивные элементы подготовленных кромок деталей и шва | Порядок сварки |
| Технологические параметры | ||
| Номер валика (шва) | I | |
| Диаметр электрода или проволоки | 3 мм | |
| Род и полярность тока | Постоянный, обратная | |
| Сила тока | 80-140 А | |
| Напряжение | — | |
| Время сварки | 8 минут | |
| Расход электродов | 6 штук | |
| Требования к контролю качества | ||
| Метод контроля | Шифр НТД | Объем контроля (%, количество образцов) |
| Визуальный и измерительный | РД 03-606-03 | 100% (1 образец) |
| Радиографический | ГОСТ 23055-78 | 100% (1 образец) |
| Дата и подпись главного инженера |
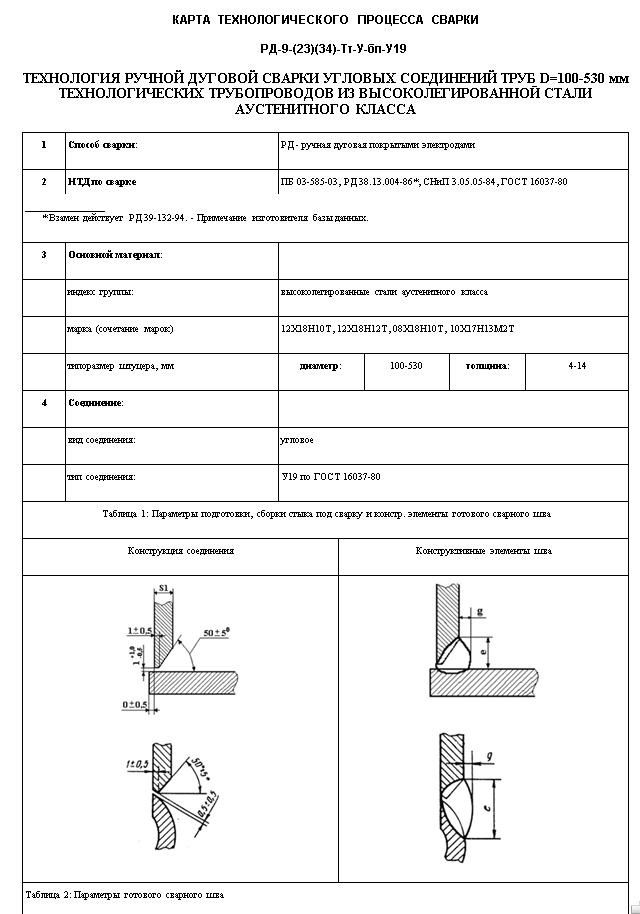
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе — это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
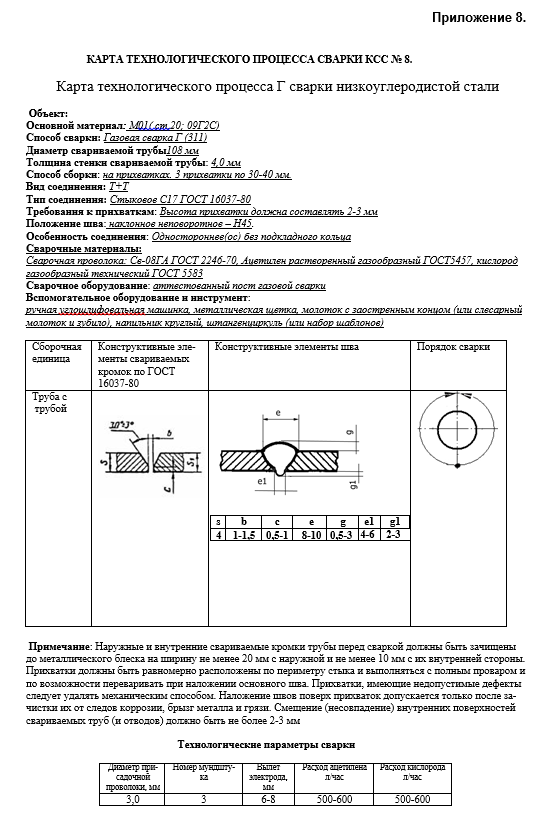
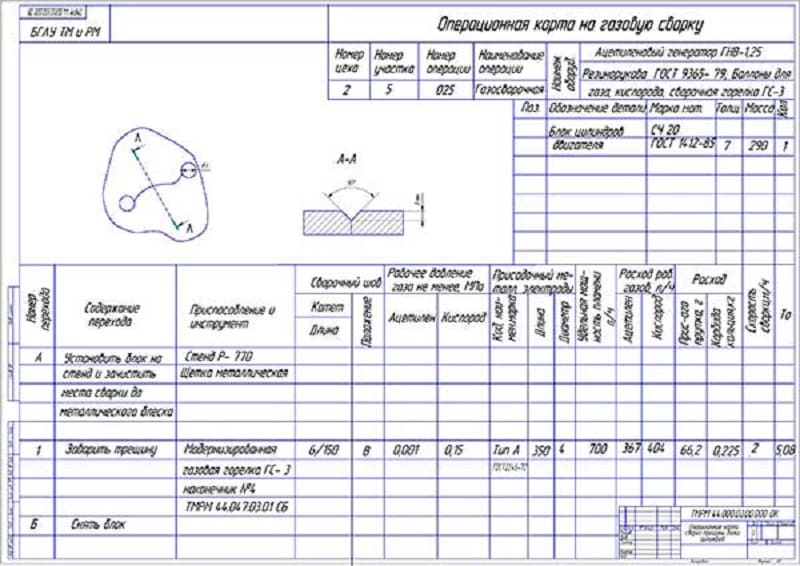
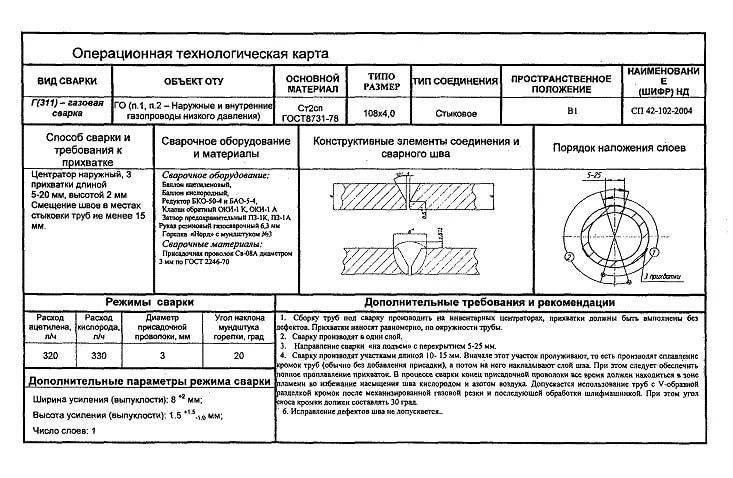
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
| Название организации и объекта изготовления | |
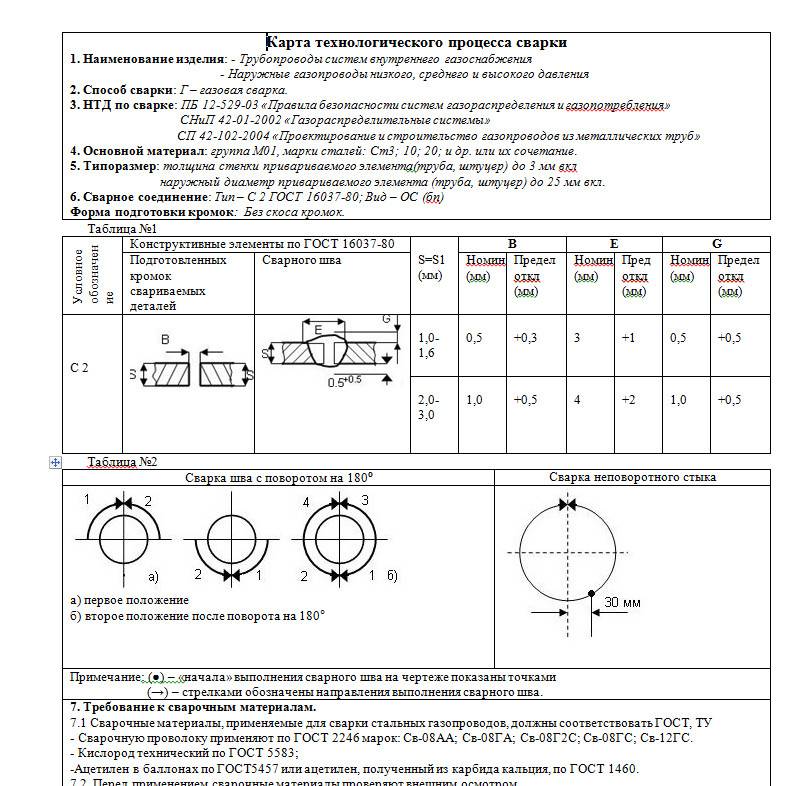
| Способ | Г — газовая сварка |
| НТД по сварке, ГОСТ | ПБ 12-529-05, СНиП 42-01-2002, СП 42-101-2003, СП 42-102-2004, 16037-80 |
| Основной материал | Группы — I, II, III, марка — Ст2сп |
| Способ создания газовой защиты | Струйный |
| Тип газа | Инертный |
| Тип электрода | Неплавящийся |
| Род тока | Постоянный |
| Типоразмер | Диаметр — 15-100 мм, толщина — 2-3 мм |
| Вид соединения | Стыковое |
| Вид разделки | Без разделки |
| Тип соединения | С2 по ГОСТ 16037-80 |
| Форма подготовки кромок | Со скосом >15° |
| Эскизы конструкционных швов и соединений | |
| Значения проверки качества | |
| Число утверждения и подпись специалиста |
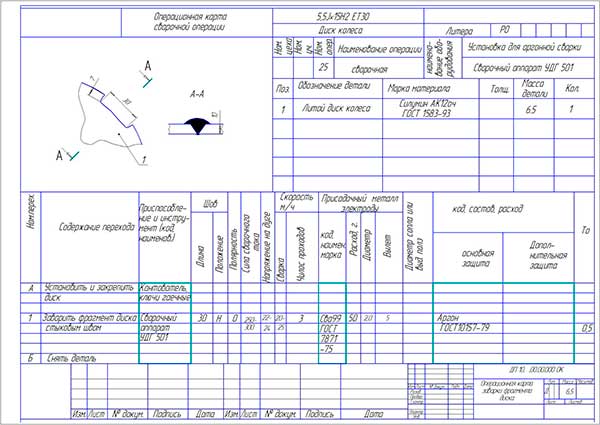
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе — это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
| Название организации и объекта изготовления | |
| Способ | Корень шва: ААД — автоматическая аргонодуговая сварка неплавящимся электродом. Заполнение и облицовка: ААДП — автоматическая сварка плавящимся электродом в среде инертных газов и смесях |
| НТД по сварке, ГОСТ | ПБ 03-585-03, СНиП 3.05.05-84, 16037-80 |
| Основной металл | Индекс группы — углеродистые стали, марка — 20 |
| Типоразмер | Диаметр — 140 мм, толщина — 20 мм (стенки трубы), 23 мм (патрубка), 16,5 мм (в зоне сварки) |
| Вид соединения | Стыковое |
| Вид разделки | Односторонняя, угол разделки — свыше 15° |
| Тип соединения | С10 по ГОСТ 16037-80 |
| Эскизы | |
| Инспекция по контролю качества | |
| Дата составления ТК, подпись ответственного лица |
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
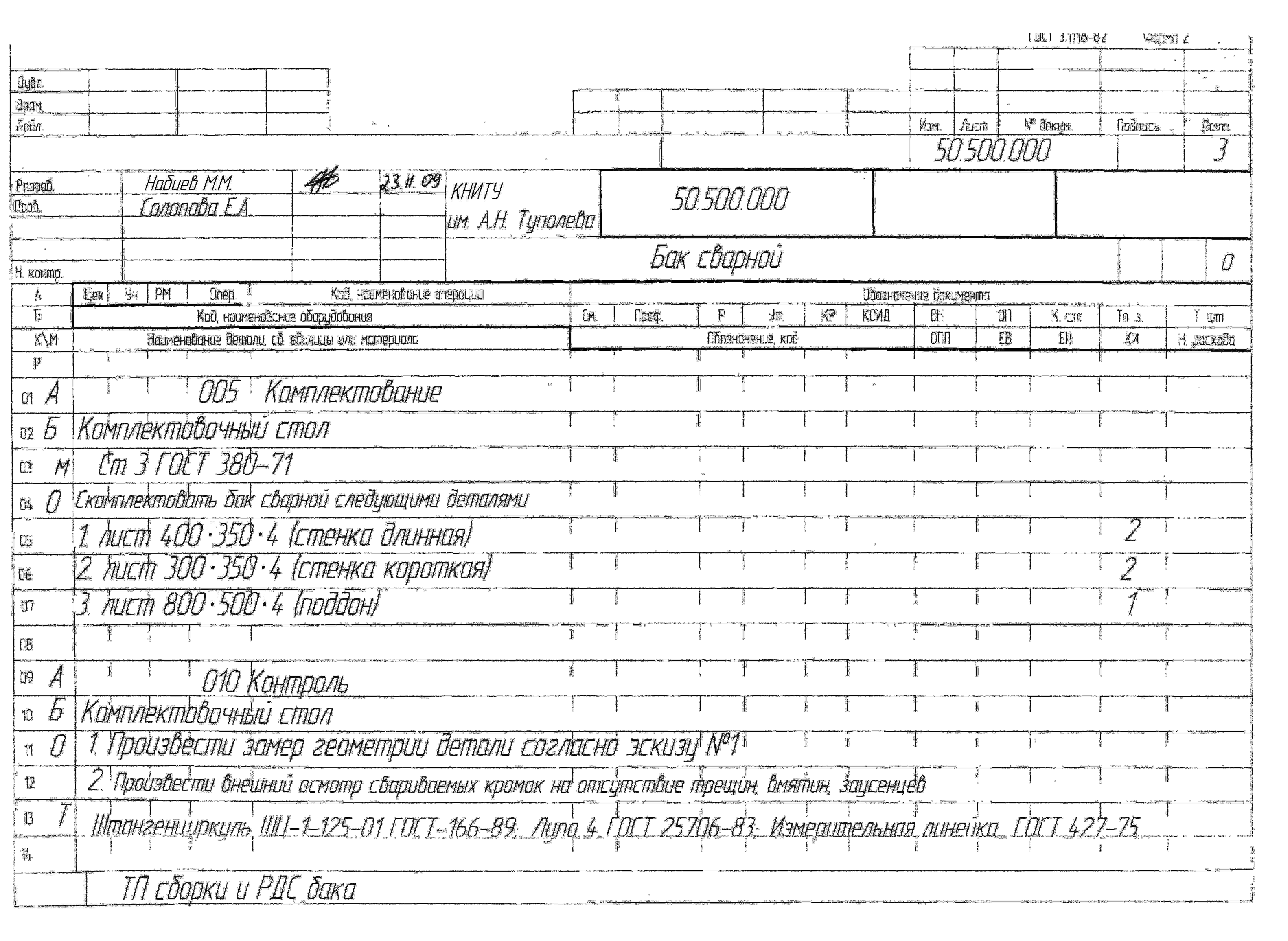
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Дополнительно нужно указать, какой тип сварки будет использовать в работе, а также какие параметры нужно установить (значение сварочного тока, напряжения, полярности, скорость сварки и так далее). Также указывается, какая будет форма у сварного соединения и какие будут использоваться методы проверки качества сварных швов.
Способы сварки
Классификация способов сварки регламентируется ГОСТом 19521 и предусматривает по энергетическому признаку три основных метода:
- Термический.
- Термомеханический.
- Механический.
Термическому способу принадлежат виды сварок, которые предусматривают стыковку деталей методом плавления, при котором также находит место использование тепловых видов энергии, например дуговая и газовая. Термомеханический способ включает в себя виды сварок, в которых тепловая энергия используется в сочетании с давлением: электроконтактная, диффузионная, газопрессовая.
Механический способ подразумевает такие виды сварок, которые осуществляются с применением давления и механических усилий: холодная сварка, ультразвуковая, сварка взрывом и трением. Сварка холодным методом подразделяется на точечную, шовную, стыковую.
По степени механизации различаются ручная, полуавтоматическая, автоматическая методы сварочного процесса. Каждый из методов сварки обладает своими особенностями, поэтому на определенный вид работ составляется особый технологический документ.
Зачем нужно заказывать индивидуальный ППСР?
Каждый ППСР разрабатывается индивидуально под конкретный объект строительства, с учетом всех требований нормативно-технической документации, требований технического надзора и пожеланий Заказчика. В ППСР учитываются особенности каждой сварочной конструкции, подбирается оптимальная технология сварки, сварочное оборудование, сварочные материалы и приспособления для выполнения сварочных операций. Прорабатывается технология термической обработки после сварки при необходимости. Разрабатываются мероприятия по снижению напряжений, возникающих при сварке, а также необходимость предварительного подогрева свариваемых кромок. Индивидуально разработанный ППСР поможет качественно выполнить сварочные работы на объекте и уберечь от возможных дополнительных работ по исправлению конструкции после проведения сварочных работ.
2.2. Общие сведения о сварочных соединениях
2.2.1. Сварным соединением называют элемент сварной конструкции, состоящий из двух или нескольких деталей конструкций и сварного шва, соединяющего эти детали (см. ГОСТ 5264-80. «Швы сварных соединений»).
2.2.2. При монтаже металлоконструкций встречаются следующие основные типы соединений: стыковые, нахлесточные, тавровые, угловые.
2.2.3. Стыковые соединения — самые типичные сварные соединения, в которых торцы или кромки соединяемых деталей располагаются так, чтобы между ними было расстояние 1 — 2 мм. Детали толщиной до 6 мм сваривают односторонним швом, а более 6 мм — двухсторонним швом.
2.2.4. Нахлесточные соединения осуществляются путем наложения одного элемента соединения на другой. Величина перекрытия должна быть не менее удвоенной суммы толщин свариваемых кромок изделия. Детали при сварке заваривают с обеих сторон.
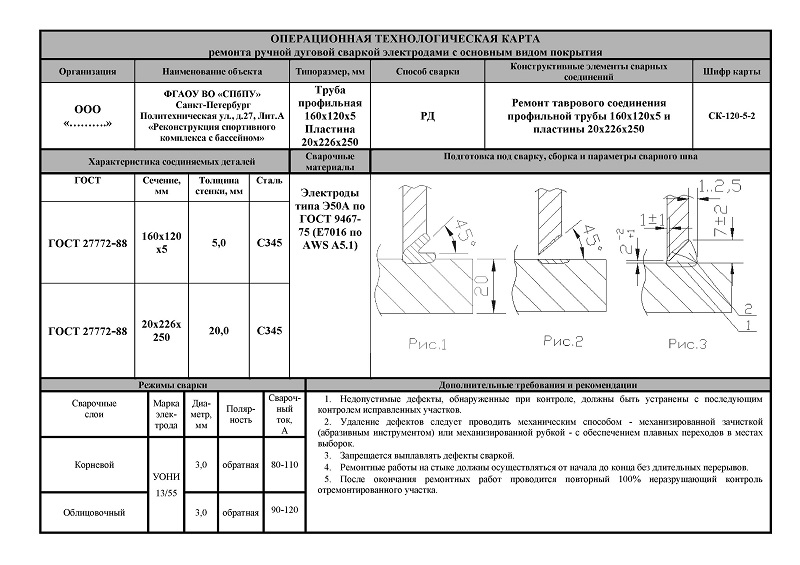
2.2.5. Тавровые соединения — соединения, при которых торец одного элемента примыкает к поверхности другого элемента свариваемой конструкции под некоторым углом. Для получения прочного шва зазор между свариваемыми элементами должен составлять 2 ÷ 3 мм.
2.2.6. Угловые соединения осуществляются при расположении свариваемых элементов под прямым или произвольным углом и сварка выполняется по кромкам этих элементов с одной или с обеих сторон.
2.2.7. Все описанные выше сварные соединения выполняются швом, который представляет собой затвердевший наплавленный металл, соединяющий элементы сварной конструкции. Сварные швы подразделяются по следующим признакам: по положению относительно действующего усилия (см. рис. ), по положению в пространстве (см. рис. ), по внешней форме (см. рис. ).
Рис. 1. Положение сварных швов относительно действующего усилия:
а) фланговый, б) лобовой, в) косой
Рис. 2. Положение сварных швов в пространстве:
а) нижний, б) горизонтальный, в) вертикальный, г) потолочный
Рис. 3. Внешние формы сварных швов:
а) выпуклый, б) нормальный, в) вогнутый
2.2.8. Диаметр электрода для сварки устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва. Для стыковых соединений приняты практические рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых кромок:
| Толщина свариваемых кромок, мм | 2,3 — 5 | 6 — 8 | 9 — 12 | 13 — 15 | 16 — 20 | > 20 |
| Диаметр электрода, мм | 2,3 — 4 | 4 — 5 | 5 — 6 | 6 — 7 | 7 — 8 | 8 — 10 |
2.2.9
При выполнении угловых и тавровых соединений принимают во внимание величину катета шва: при катете шва 3 ÷ 5 мм сварку производят электродом диаметром 3 ÷ 4 мм, а при катете 6 ÷ 8 мм применяют электроды диаметром 4 ÷ 5 мм
2.2.10. По выбранному диаметру электрода устанавливают величину сварочного тока, которая должна быть указана на заводской этикетке, приклеенной к пачке с электродами.
2.2.11. Величину сварочного тока для электродов 4 ÷ 6 мм можно определить по формуле:
Y = (40 ÷ 60) · Dэ,
где Y — величина сварочного тока, А;
Dэ — диаметр электрода, мм.
2.2.12. Величину сварочного тока для электродов диаметром менее 4 мм и более 6 мм можно определить по формуле:
Y = (20 + 6Dэ) · Dэ.
При этом следует вносить поправки, учитывающие толщину металла и положение сварного шва.
При толщине кромок от 1,3Dэ до 1,6Dэ расчетную величину сварочного тока уменьшают на 10 ÷ 15 %, а при толщине кромок более 3Dэ — увеличивают на 10 ÷ 15 %. Сварку вертикальных и потолочных швов выполняют током, на 10 ÷ 15 % меньше расчетного.
2.2.13. Металлические электроды для дуговой сварки изготавливают в соответствии с ГОСТ 9466-75. «Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация, размеры и общие технические требования».
Установленные ГОСТом размеры:
Таблица 1
| Диаметр электрода, мм | Длина электрода, мм | ||
| из углеродистой и легированной проволоки | из высоколегированной проволоки | ||
| 1,6 | 200; 250 | 150; 200 | |
| 2,0 | 250 | 200; 250 | |
| 2,5 | 250; 300 | 250 | |
| 3,0 | 300; 350 | 300; 350 | |
| 4,0 | 350; 450 | 350 | |
| 5,0 | 450 | 350; 450 | |
| 6,0 | |||
| 8,0 | |||
| 10,0 | |||
| 12,0 |
2.2.14. Допустимые отклонения по длине электрода при ручном изготовлении до ±7 мм, а при машинном до ±3 мм. Допустимые отклонения по диаметру в пределах от -0,12 до +24 мм в зависимости от значения диаметра и установленной степени точности.
Особенности
На больших производственных объединениях составлением технологической карты занимаются инженеры. На небольших предприятиях эту работу сварщики делают сами. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Каждой технологической карте присваивается оригинальный шифр. Он нужен, чтобы идентифицировать карту среди прочих архивных материалов. Этот номер фиксируется в технической документации на готовую конструкцию. Карта подписывается специалистом, который ее составил.
Какие данные указываются в карте
Технологическая карта подробно описывает техпроцесс на сварку металлоконструкций.
К сведениям, указываемым в технологической карте, относятся:
- Сведения об основных материалах, из которых состоят свариваемые детали.
- Вид сварки.
- Применяемое оборудование.
- Параметры, которые следует устанавливать на применяемом оборудовании.
- Температурный режим.
- Способы подготовки к процессу.
- Фиксация изделий.
- Последовательность, в которой должен формироваться сварной шов.
- Используемые нормативы.
- Правила техники безопасности.
- Методы контроля полученного соединения.
В дополнение к перечисленным пунктам в карту сварки могут вноситься любые дополнительные на усмотрение инженера-технолога или заказчика.
Заказчики при составлении договора могут выдвигать свои требования, например, касающиеся сроков проведения процесса или проведения контроля полученных соединений.
Описание материала свариваемых деталей относится к одному из самых важных пунктов технологической карты на сварочные работы металлоконструкций. Оно должно содержать сведения о марке металлов свариваемых деталей, их параметры и характеристики, группу стали, сведения о том, каким образом должны разделываться кромки деталей.
Разработка технологической карты начинается с анализа свариваемых деталей и выбора способа сварки в зависимости от условий, в которых она будет производиться. Согласно расчетам и указаниям нормативных материалов выбирается режим сварки, количество проходов и другие характеристики.
Каждой карте присваивается свой идентификационный номер. Он указывается в технической документации, а также спецификациях. Все технологические карты хранятся в отделе главного технолога. Сварщику они выдаются перед началом работы. Несоблюдение им указанных в карте рекомендаций может вызвать получение некачественного соединения изделий, что может привести к разрушению конструкции.
Проект производства сварочных работ
Вы читаете эту статью по одной из нескольких причин:
- инспектор ГСН или инспектор РосТехНадзора требует наличие на объекте проекта производства сварочных работ;
- инженер технического надзора со стороны заказчика владеет актуальной нормативной информацией и просит показать ему ППСР;
- Вы выполняете работы на промышленном объекте повышенной опасности и (или) Ваши специалисты выполняют сварочные работы ответственных конструкций с высокой сложностью монтажных швов.
Для каждого из трех случаев Вы найдете решение ниже!
Итак, проект производства сварочных работ или ППСР — это организационно-технологический документ, содержащий в себе:
- объем работ по сварке, термической обработке и контролю сварных соединений;
- детальную технологию и последовательность выполнения отдельных сварных швов различных типов;
- отдельные технологические (операционные) карты сварки соединений с учетом операций по термообработке и контролю;
- ведомость потребности в сварочных материалах;
- перечень оборудования, необходимого для сварки, термической обработки и контроля сварных соединений;
- требования к квалификации сварщиков, выполняющих отдельные типы сварных швов;
- требования к сварочному оборудованию и сварочным материалам;
- требования безопасности и охраны труда при производстве сварочных работ в конкретных условиях на вашем объекте;
- калькуляция трудовых затрат;
- графики производства работ, потребности в людских и материальных ресурсах.
В целом, можно сказать, что состав проекта производства сварочных работ аналогичен составу стандартного ППР, лишь с тем исключением, что в ППСР описана технология выполнения именно сварочных работ.
Также, стоит отметить, что в соответствии с указаниями СТО НОСТРОЙ 2.10.64-2012 «Сварочные работы. Правила, контроль выполнения и требования к результату работ» сварочные работы могут выполняться в соответствии с технологической документацией по сварке, оформленной в виде раздела по сварке в составе проекта производства работ (ППР). Таким образом, Вы можете включить технологические карты на сварочные работы в состав общего ППР на выполнение СМР на Вашем объекте.


Стоит помнить, что от того, как разработан Ваш ППСР и насколько точную, правильную и актуальную информацию этот документ содержит, зависит не только то, насколько быстро Вас допустят к работам, и то, что Вам не будут грозить штрафы за отсутствие этого документа. А стоит помнить, что от того, насколько ППСР верен, зависят жизни людей! Людей, не только тех, которые выполняют СМР на объекте строительства и должны соблюдать требования охраны труда, но и людей, которые в дальнейшем будут эксплуатировать объекты, здания и сооружения, в возведении которых Вы принимаете участие.
Выбирая разработчика проекта производства работ, в том числе и сварочных работ, Вы выбираете не просто компанию, которой доверяете свои деньги — Вы выбираете компанию, которой доверяете свою жизнь и жизнь окружающих людей. Выбирайте лучших, каких на рынке единицы!
Вам нужна только компания, в штате которой работают инженеры-профессионалы, аттестованные в РосТехНадзоре и которые сами выполняли работы на строительной площадке и знают то, о чем пишут в ППР. Следует выбирать компанию, в которой действуют строгие регламенты и требования к составу и выполнению проектов производства работ, гарантирующие соответствие разработанного документа действующим нормативным документам (СП 48.13330.2011; МДС 12-81.2007; МДС 12-29.2006; СТО НОСТРОЙ 2.10.61-2012; ПБ 03-273-99, РД 03-495-02, РД 03-613-03, РД 03-614-03, РД 03-615-03), что со 100% вероятностью обеспечивает отсутствие замечаний к проекту производства сварочных работ со стороны контролирующих органов, и, что самое главное, позволяет точно и качественно выполнить сварочные работы на объектах самой высочайшей сложности.
Мы не только соответствуем вышеуказанным критериям, мы дадим для Вас гарантию на разработанный проект производства сварочных работ — 365 календарных дней (целый год), на протяжении которого мы беспрекословно внесем все необходимые изменения в ППСР по Вашим требованиям. Мы дадим Вам материальную гарантию — наша ответственность перед Вами застрахована на сумму 30 000 000 рублей без всяких СРО, а по прямому договору страхования!
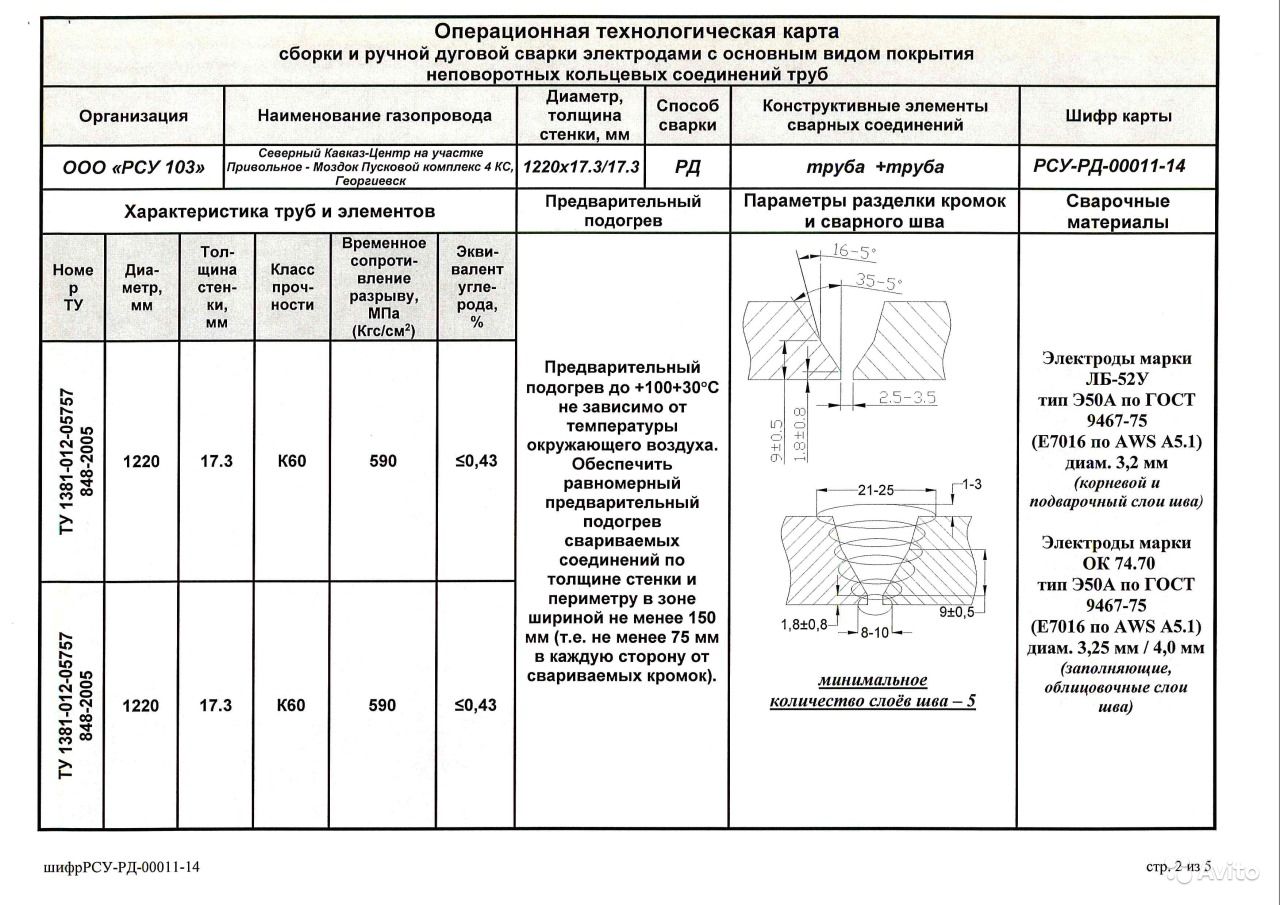
Технологическая карта сварки труб
Она представляет документ, который состоит из таких основных пунктов:
- область применения техпроцесса;
- общие положения и рекомендации;
- технология и организация работ;
- требования к качеству;
- техника безопасности и охрана труда;
- список использованной нормативно-технической документации и литературы;
- технологические карты на сварку.
Вначале указывается, к каким объектам применима эта карта. Затем в общих положениях описываются:
- техника проведения работ;
- условия по качеству и правила приемки работ;
- мероприятия по технике безопасности и охране труда.
- виды выполняемых работ по настоящей технологической карте (сварка трубопроводов, сборка, подготовка кромок).
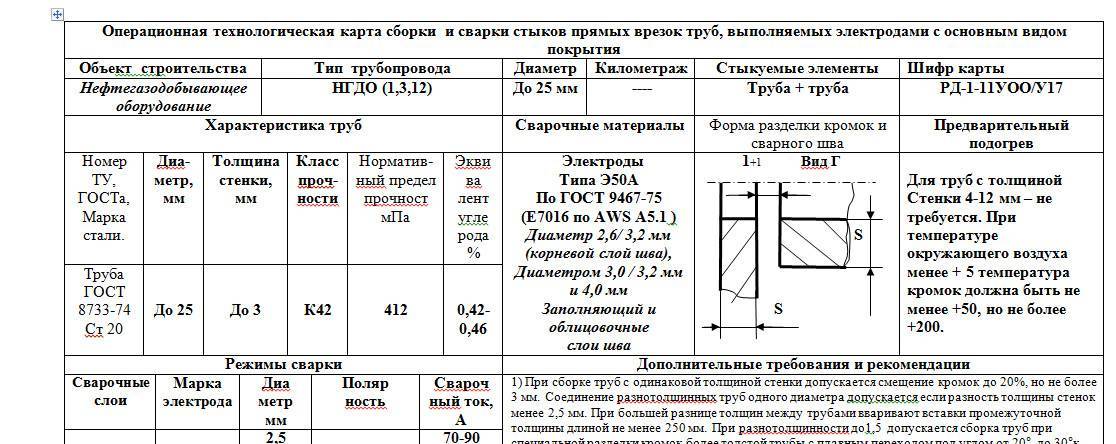
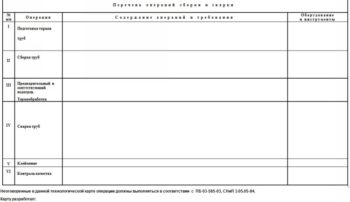
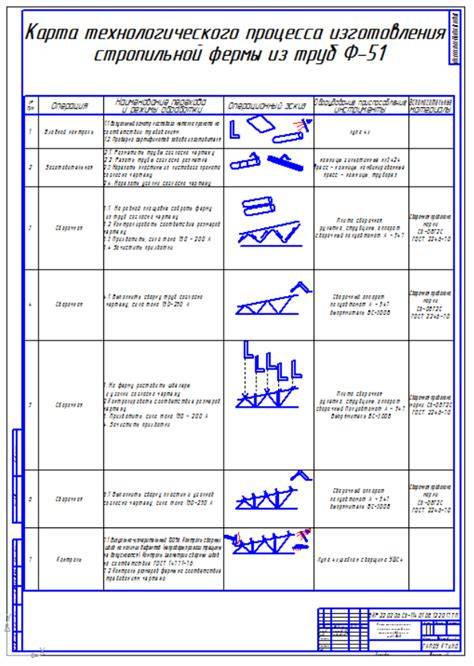
Важной частью являются инструкции ко всем операциям и последовательность их проведения. Упоминается о том, как перед сваркой труб производить предварительный визуальный контроль поверхностей
Труба, запорная и распределительная арматура проверяются на отсутствие повреждений, очищаются полости и подготавливаются к сборке. Важным пунктом является указания о том, что делать, если обнаружено наличие дефектов (повреждений), превышающих допустимые нормы. Дефекты поверхностей устраняют шлифовкой, при этом остаточная толщина стенки не должна быть меньше допустимого минусового минимума. Торцы труб с задирами и забоинами обрезаются. При стыке сварных труб заводские продольные или спиральные швы в обязательном порядке смещают на 75 мм по отношению друг к другу.
Техника безопасности включает в себя инструкции, которые нужно выполнить перед началом сварки. Также указываются требования, как оборудовать площадку, на которой будет производиться технический монтаж узлов металлоконструкций при помощи сварки, и какой противопожарный инвентарь использовать. Сварку следует вести в соответствии с операционно-технологическими картами, входящими в состав данной технологической карты исходя от диаметра свариваемых труб.
Требования к качеству работ содержат перечисления методов проверки сварных швов и допустимые отклонения. При неудовлетворительных результатах контроля указывается порядок и способ исправления дефектов.
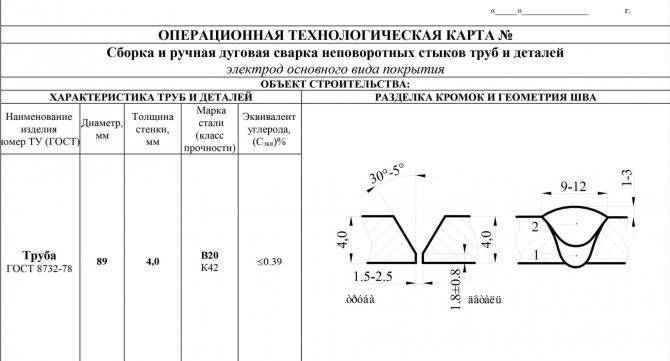
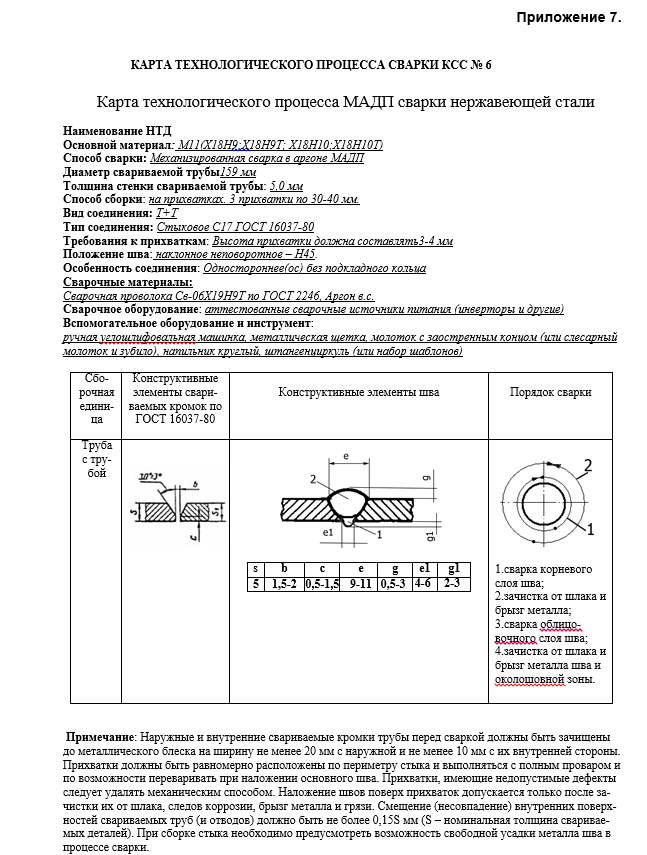
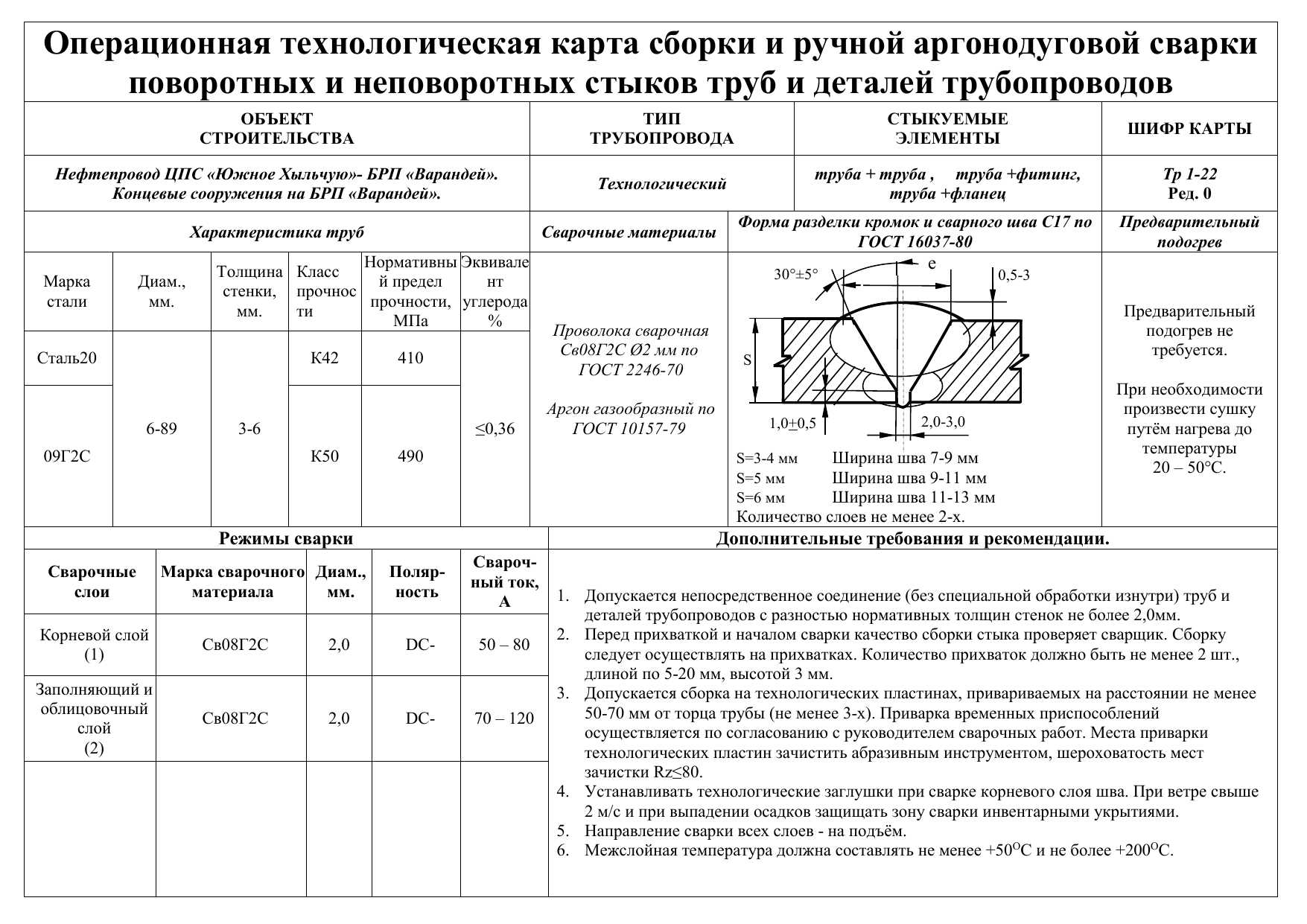
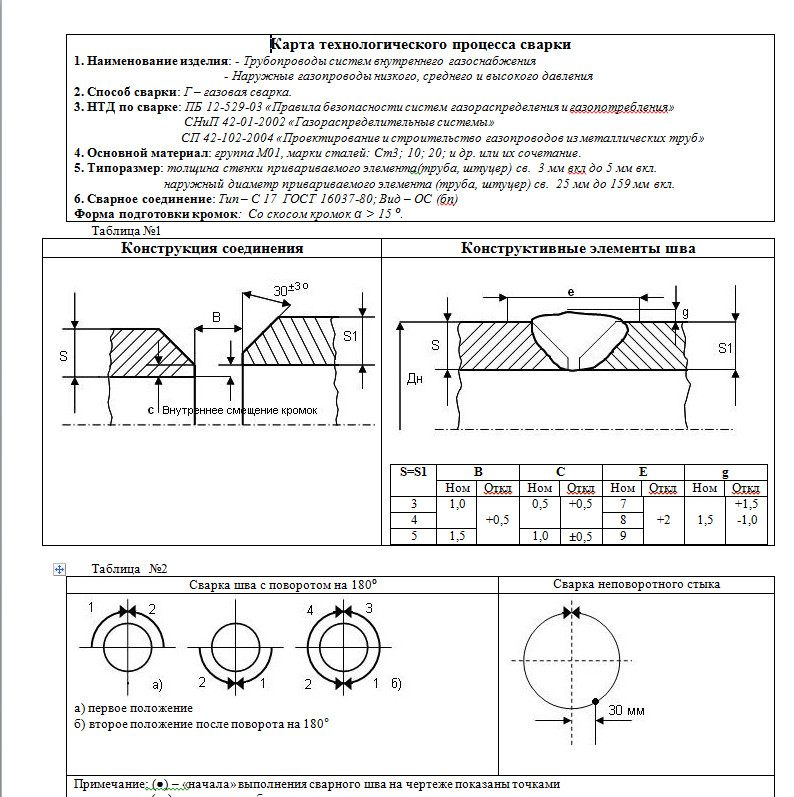
Операционно-технологические карты содержат все технические характеристики необходимые для проведения сварки:
- объект сварки;
- характеристика труб;
- сварочные материалы;
- форма разделки кромки и сварного шва;
- предварительный подогрев (если он необходим);
- режимы сварки;
- дополнительные требования и рекомендации;
- перечень и последовательность операций сборки и сварки.
Технологические карты сварки труб и других металлоконструкций полностью идентичны по внешнему виду, но различаются по содержанию и наполнению.
Какие данные должна содержать технологическая карта?
Технологические карты являются важнейшим средством нормализации и типизации производства. Они составляются с учетом использования прогрессивной технологии, комплексной механизации процесса и лучших примеров организации труда.
Единой формы технологической карты нет. Ее можно разработать и утвердить самостоятельно.
Такой проект будет учитывать все необходимые тонкости при выполнении поставленного задания в соответствии с потребностями предприятия. В то же время документ должен отвечать существующим государственным стандартам и нормам.
Данный документ подлежит утверждению в обязательном порядке. В нем должно быть указано название объекта, в котором будет проводиться сварка. Кроме технических данных, документ может включать информацию о составе рабочей группы и сроки выполнения задания.
Иногда отмечаются этапы выполнения поставленных заданий и общие трудозатраты. Могут указываться также затраты на ресурсы: электроэнергию, материалы, заработную плату.
Оформляется данный нормативный документ в виде таблицы с указанием всех перечисленных вопросов. Затем она утверждается руководителем предприятия или главным инженером и техническими службами.
Типовая карта на сварочные работы должна включать в себя:
- данные об используемом материале;
- информацию о сварном соединении, его параметры и расположение;
- данные о фиксации изделия;
- сведения о возможном подогреве конструкции;
- данные о параметрах сварки, включая: ток, напряжение дуги, скорость сварки, полярность, скорость подачи проволоки и т.д.;
- информацию о методах контроля шва;
- сведения об оборудовании и материалах, которые используются.
Разработка карты начинается с анализа выполняемого задания. Затем определяются условия сварки. Согласно с полученными данными выбираются нормативные документы, в соответствии с которыми будет осуществляться сварочный процесс.
В независимости от решаемых задач, будь то сваривание труб, сварка глушителя выхлопной системы автомобиля или других металлических конструкций, использование технологической карты является обязательным.
Данные нормативные документы должны использоваться на каждом предприятии. При строительстве объекта должен быть разработан комплект карт для всех сварных соединений. Хранится такая документация у главного инженера.
В технической документации указывается методика подготовки и контроля соединений. Осмотр выполненной работы осуществляется технической службой в соответствии с нормативными документами.
Это позволяет организовать последовательное функционирование всех служб и исключает любую путаницу. В результате, даже при наличии большого количества сварных швов, все они будут проверены, что гарантирует высокое качество выполняемых работ.
Несмотря на то, что технологические документы должны разрабатываться предприятием индивидуально для каждой задачи, на сегодняшний день они изготавливаются по типовым схемам. На данный момент уже создано большое количество шаблонов и изобретать что-то новое нет необходимости.
Практически все карты для трубопроводов, решеточных- и металлоконструкций и схожи между собой. Их отличает только наполнение.
Технический контроль качества изделий и конструкций
Технический контроль качества изготовляемых изделий на судостроительных заводах осуществляет отдел технического контроля (ОТК) через контролеров и мастеров ОТК, работающих в бюро технического контроля (БТК) при цехах завода.
В состав ОТК входят бюро внешней приемки, бюро технической документации и измерительная лаборатория. Бюро внешней приемки осуществляет приемку материалов, полуфабрикатов, изделий, оборудования, механизмов и приборов, поступающих на завод. Бюро технической документации получает всю документацию на материалы и комплектующие изделия, поступающие на завод. Оно комплектует и оформляет необходимые документы, подтверждающие качество изделий, выпускаемых заводом, а также формуляры и описания и передает их для отправки заказчику. Измерительная лаборатория осуществляет контроль за состоянием средств измерения и правильностью их использования.
Основными видами технического контроля являются:
- пооперационный;
- промежуточный;
- окончательный контроль готового изделия.
После окончательного контроля изделие может быть передано заказчику.
Для каждого вида изделия технологическая служба завода совместно с ОТК устанавливает перечень, способы и объем приемок для проверки качества изделия, указывает, какие приемки должен произвести производственный мастер цеха и какие контрольный мастер ОТК (или контролер).
Основой обеспечения качества изготовляемых изделий и судов являются:
- соблюдение требований чертежей, технологических процессов, технических условий, ГОСТов и отраслевых нормалей, регламентирующих применение материалов, электродов и изделий;
- соблюдение режимов обработки, сборки и сварки;
- применение инструмента (нормального и специального), приспособлений, средств механизации и контроля.
При изготовлении корпусных конструкций, приемке ОТК подлежат установка набора, сварка набора, сдача секции на конструктивность, установка обухов, проверка формы секции, разметка контрольных линий, испытание сварных швов на непроницаемость.
Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:

- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Зачем и кому это необходимо?
Обратите внимание! Деятельность комиссии регламентируется специальной нормативной документацией. Все требования, которые комиссия предъявляет организации-заявителю, регламентируются обозначенными документами
Помимо этого, свидетельство от аттестации технологии сварки придется заново получать тем организациям, которые вносят изменения в раннее аттестованные технологии, не предусмотренные в полученном ранее свидетельстве.
Внеочередная аттестация проводится по запросу контролирующих органов или службы технического контроля со стороны заказчика.
Производственная аттестация технологии сварки под надзором НАКС проводится поэтапно. Процедура сложная и емкая, каждый ее этап характеризуется определенными особенностями и тонкостями. Знание этих нюансов поможет организации избежать неприятностей в дальнейшем.
Основные виды исследования, проводимых НАКС:
- исследовательская проверка проводится в рамках действующего законодательства и направлена на подтверждение соответствия или выявление несоответствия характеристик выполненных сварных швов как из пластикового, так и металлического материала;
- производственная проверка необходима для осуществления контроля организаций и предприятий, осуществляющих сварочные работы на объектах повышенной опасности. Производственная проверка под контролем НАКС может быть первичной, вторичной или внеочередной.
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений. По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях. Применительно к сварочным процедурам составляется карта технологического процесса сварки.
Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
Кроме этого, та часть информации, которая присутствует в проекте в виде ссылки на какой-либо ГОСТ, в технологической карте полностью раскрывается и конкретизируется.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.