
Разновидности пластика с характеристиками свариваемости
Метод соединения выбирают в соответствии с видом полимера и его характеристиками.
Высокой свариваемостью отличаются:
- Полиэтилен. Изделия из такого пластика соединяют путем расплавления кромок, которые затем совмещаются под давлением, исключающим деформацию.
- Полипропилен. Материал применяется при производстве труб, которые соединяют с помощью электропаяльника мощностью 1500 Вт. Путем повышения температуры в месте соединения намертво скрепляют 2 элемента. Свойства материала помогают получить шов, не пропускающий влагу.
- Поливинилхлорид (ПВХ). Пластик не деформируется при нагреве. Сварное соединение получается прочным и однородным.
Полипропилен – синтетический термопластичный неполярный полимер. Средней или низкой свариваемостью обладают такие полимеры:
- Полистирол. Полимер используется при изготовлении посуды, игрушек, бытовых предметов. Детали из этого полимера отличаются достаточно плохой свариваемостью, они требуют тщательной подготовки.
- Полихлорвинил. Горячие методы при сопоставлении элементов из такого полимера применять не рекомендуется. Это объясняется возможностью деформации краев, ухудшающей качество шва. Более эффективными являются холодные способы.
Рекомендуем к прочтению Как паять полипропиленовые трубы
Применение экструдера
Экструдер — это устройство для подачи в область сваривания присадочного материала. Его использование существенно упрощает процесс сварки.
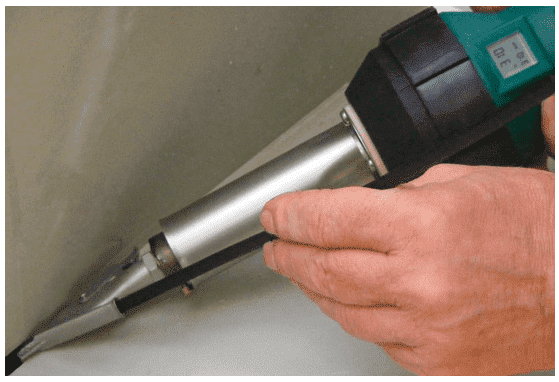
Ручной экструдер для пластика выглядит как пистолет, совмещенный с тепловым феном. Через него непрерывно подается присадочный стержень, окутываемый потоком раскаленного воздуха.
Экструдеры делятся на 2 типа — бесконтактные и контактные. В первом случае мундштук не погружается в сварной шов, а давление обеспечивается прижимным роликом.
Во втором случае сопло аппарата проходит непосредственно внутри сварного шва, и этим осуществляется необходимое давление. Экструзионный способ сваривания пластика — самый простой, быстрый и надежный среди всех видов ручной сварки, он уступает только автоматическому и полуавтоматическому методам.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Методы ручной сварки листового полипропилена

Фен для сварки полипропилена При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Сварка при помощи нагретого инструмента (термоконтактная сварка)
Чаще всего данную технологию применяют для варки труб, при производстве полимерных ёмкостей, соединении пластиковых деталей различных конструкций, в т. ч. и автомобильных.
Для этих целей чаще всего применяют метод прямого нагрева, для чего края соединяемых деталей сначала полурасплавляет плотно прижатый к ним разогретый инструмент. Затем края с усилием соединяют друг с другом, в результате чего происходит их сплавление. Для получения качественного результата необходимо держать края деталей под давлением до полного их остывания.
Обратите внимание, для повышения качества сварочного соединения перед началом работ необходимо зачистить верхний слой полимеров. В нём присутствует большое число оксидных радикалов, которые будут препятствовать расплавлению и ухудшать качество соединения
Устройства для термоконтактной сварки пластика могут работать встык и враструб. Последнее используется только для сварки полимерных и ПВХ-труб. Сварочный инструмент, работающий встык, способен соединять не только трубы, но и листовой пластик.
В домашних условиях как нагревательный инструмент можно использовать и простой паяльник. Правда, скорость сварочных работ будет крайне медленной, а расход электроэнергии, наоборот, большим. Поэтому лучше всего использовать паяльник для сварки небольших деталей.
Как это работает
Работает очень просто. Bondic состоит из двух частей: тюбик с жидким пластиком и ультрафиолетовая (далее — УФ) лампа. Жидким пластиком вы можете пользоваться, как обычным клеем, с той только разницей, что он не затвердеет до тех пор пока вы не посветите на него УФ лампой.
Пробуем
Изначально я хотел заклеить: треснувшее орг.стекло на своём столе, прилепить плинтус к входной двери, зафикисировать икеевскую лампу. Ещё думал, что попробую сделать из него крючок для крепления на стену, но впоследствии отказался от этой идеи (при первом беглом знакомстве увидел, что одно из применений именно такое, как оказалось ошибся). Далее фантазия разыгралась, начались эксперименты, сравнения. В общем процесс пошёл. Собственно о нём ниже.
Сначала фоточки
Запакованный bondic
Упаковка с обратной стороны
Составные части: держатель, лампа и тюбик с пластиком
Открытый тюбик и запасной тюбик с пластиком
Достоинства
Сам принцип работы. Как следствие, обилие вариантов использования; Справляется там, где простой клей неудобно использовать; Классный внешний вид; Клей не липкий. Можно легко убрать лишнее.
Недостатки
C коробки нет ссылки на подробную инструкцию. Только модный qr-код; Не сразу понятно, чем намазывать материал. Сначала у меня откручивалась крышка прямо с «иголкой»; Хочется, чтобы тюбик был с обратной стороны устойчивый. Чтобы намазал, поставил и взял лампу; Непонятно, сколько ещё осталось пластика, потому что тюбик не прозрачный.
Токсичен ли Bondic?
В офисе у меня коллега принёс какой-то странный заварник. На второй день эксплуатации он благополучно сломался. Отлетела ёмкость для заварки от штырька, который её держал. Я подумал, может быть и тут Bondic поможет? Однако, встал вопрос с токсичностью. Поискал в описаниях. Amazon громко заявляет, что «100% non toxic». Это для меня не заявление, написал производителям, описал ситуацию.
Письмо с ответом
Ответ пришёл позитивный. Да, мол используйте, клей нетоксичный. Главное, просто так его не кушайте. Но тем не менее я решил, что лучшая стратегия по работе с рисками — это избегание, и не стал клеить заварник. Но зато узнал, что Bondic не ядовит.
Способ холодной сварки
Холодная сварка для пластмассы – это процесс, немного не укладывающийся в общий концепт понятия сварочных работ. По большому счету – это клей на основе химически активных компонентов, который частично разрушает структуру соединяемых деталей между собой, дополнительно склеивая их при помощи присадок. Сам термин «холодная» символизирует отсутствие термического нагрева между соединяемыми компонентами и их физического плавления.
Различают два основных вида холодной сварки:
- двухкомпонентные полимерные клеи;
- специальный стержень с активным веществом.
В первом случае необходимо смешать в определенных пропорциях, которые указаны производителем, оба компонента и нанести однородную массу на склеиваемые поверхности. В качестве основного компонента используют чаще всего эпоксидную смолу, а вторая составляющая – отвердитель.
Степень полимеризации состава зависит от химических характеристик и типа активных компонентов. Примерно через сутки склеиваемые поверхности обретают максимальную прочность.
Во втором случае, «сварка» выглядит в виде стержня с оболочкой и внутренним активным веществом. Для получения необходимой реакции компоненты смешивают. Сначала отрезается необходимый кусок стержня, а затем в течение нескольких минут он активно разминается вручную до получения однородной пластичной массы, которая и служит соединительным веществом.

Специалисты рекомендуют для соединений встык или внахлест использовать клей, а для герметизации или заделывания отверстий – замазку.
Вне зависимости от используемого типа холодной сварки, необходимо соблюдать основные меры безопасности и технологию:
- обязательно обезжирить соединяемые поверхности;
- работать с использованием средств личной защиты (перчатки, очки, респираторы) в помещениях с высоким уровнем проветривания или вентиляции;
- строго придерживаться инструкции производителя по дозировке компонентов клея или времени разминания стержня.
Главное преимущество такого способа соединения полимеров – относительная простота и возможность сделать все в домашних условиях без применения специального оборудования. К недостаткам стоит отнести довольно слабая сопротивляемость полученного соединения к вибрациям и ударам, а также полное отсутствие привлекательного внешнего вида.









Соединение при помощи ультразвука
Ультразвуковая сварка пластмасс – достаточно новый метод соединения различных полимеров между собой. Принцип действия основан на взаимодействии молекул материала с ультразвуковыми колебаниями. В большинстве случаев этот метод является единственным способом соединения различных не свариваемых пластмасс.
Процесс происходит по следующей технологии:
- две части изделия укладываются в специальное гнездо, к которому прилегает волновод;
- генератор волн вырабатывает колебания в диапазоне от 20 до 50 кГц, которые затем при помощи специальной установки становятся механическими колебаниями и передаются на волновод;
- специальная пневматическая установка прижимает волновод к частям свариваемых компонентов и производит воздействие на них;
- под действием смешанного вида волны происходит ослабление молекулярных связей между полимерами и происходит взаимная диффузия;
- после соединения полимеров, ультразвуковая волна перестает вырабатываться генератором, а детали еще некоторое время лежат в зоне сварки, укрепляя вновь созданные молекулярные связи.

Когда пройдет небольшой промежуток времени полученную деталь можно вынимать из аппарата и использовать. В подавляющем большинстве случаев соединение деталей происходит внахлест двумя способами – по всему периметру и точечно.
Существует целый ряд преимуществ такого способа. В первую очередь стоит назвать экологичность самого процесса – отсутствие дополнительных химических реагентов и присадок, а также нагревания материалов. Во время всей процедуры не выделяются вредные газы или канцерогены.
Во-вторых, этот способ надежен и обладает высоким уровнем качества, выраженный в достижении неразрывного соединения с высокими показателями прочности. Можно добиться высокой степени герметичности без нарушения внешнего вида (сварного шва как такового не существует).
В-третьих, метод ультразвука универсален и позволяет производить сварку полимеров, различных по своей структуре. В-четвертых, этот способ наиболее подходящий для автоматизированных процессов и успешно реализуется на многих заводах в сборочных цехах.
При помощи этого метода успешно и надежно соединяют между собой поликарбонат, материалы на основе ПВХ, полистирол, полиамид и им подобные вещества.

Термопластичные виды пластика
Термопласты при нагревании становятся пластичными, а в охлажденном состоянии обратно принимают свою форму, не теряя первоначальных свойств. Температура их нагрева зачастую в пределах 140-240 оС, перегрев приводит к разложению пластмассы.
Виды термопластичной пластмассы:
- полиэтилен (с высокой плотностью менее прочен и теплоустойчив по сравнению с полиэтиленом низкого давления);
- поливинилхлорид (хорошая диэлектрическая проницаемость);
- фторопласт (высокая устойчивость к агрессивным химическим средам);
- полипропилен (самые маленькие показатели плотности среди всех видов пластмасс, твёрдый и термостойкий, температура плавления 175 оС);
- полистирол (хрупкий, низкая теплостойкость 80 оС);
- полиметилметакрилат (органическое стекло, обладает антикоррозийными и диэлектрическими свойствами, небольшая механическая прочность);
- полиэтилентерефталат (температура плавления 260 оС, разложения 350 оС, не растворяется в органических растворителях и воде);
- поликарбонат (большой коэффициент теплового расширения, пластичный и прочный, неустойчив к УФ-излучению длительного характера);
- полиамиды (нейлон, капрон обладают износостойкостью с высокой поверхностной твердостью).
Свойства термопластов:
- Прочность в разных температурных диапазонах.
- Диэлектрическая способность (не у всех видов).
- Стойкость к механическому износу.
Для сварки пластмассы обязательна респираторная защита дыхательных путей, т. к. в процессе нагрева из пластика выделяется достаточно много вредных веществ.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Особенности ПВХ изделий
Производство и сфера использования
ПВХ продукция широко применяется для прокладки систем горячего и холодного водоснабжения, а также является незаменимой для организации монтажа как внутренней, так и внешней системы канализации. Пригодны такие трубы и для транспортировки агрессивной рабочей среды и газообразных веществ.
Трубы ПВХ производятся из поливинилхлорида (непластифицированного) в виде однослойных или трехслойных трубопроводных изделий. Вся трубопроводная продукция ПВХ классифицируется по классу жесткости и выпускается разного диаметра для решения максимального количества задач, связанных с прокладкой трубопровода. Поставляются трубы в виде стандартных отрезков длиной 50, 100, 200, 300 и 600 см.
Положительные качества ПВХ изделий
Положительные качества труб из поливинилхлорида определяют спектр их использования. Спрос на эту продукцию обусловлен:
- длительным сроком их эксплуатации;
- неподверженностью влияния ультрафиолета;
- устойчивостью против химической агрессивной среды и коррозии;
- полным соответствием современным требованиям, которые предъявляются для трубопроводных систем;
- очень низким коэффициентом линейного расширения;
- рабочей температурой транспортируемой среды до 55ºС;
- сравнительно низкой стоимостью;
- небольшим весом труб;
- устойчивостью против заведения бактерий и грибков;
- отсутствием отложений на внутренних поверхностях трубных изделий;
- хорошей пропускной способностью;
- антитоксичностью и взрывобезопасностью;
- противопожарной безопасностью.
Виды холодной сварки
В зависимости от сферы применения бывают следующие разновидности клея.
Универсальный клей для применения на металлах, керамике, ПВХ, пластмассах, дереве, других материалах.
Специализированный состав. Он разработан для склеивания конкретного материала, например, металла или сплава. В состав клея входит порошок конкретного металла – алюминия, стали и т.д.
Специализированные клеи бывают нескольких видов.
- Клеи для ремонта оборудования из металлов. Такая сварка может иметь в составе металлический порошок, обеспечивающий надёжное сцепление с поверхностью деталей, полимеры, присадки, повышающие устойчивость к разрушающим средам, кислотам. Это средство лучше справляется с механическим воздействием, устойчиво к вибрационным нагрузкам. Незаменима в экстремальных ситуациях. Из неё, например, можно сформировать сломанный болт для машины и доехать до СТО.
- Водостойкая холодная сварка. Это двухкомпонентный состав, который после высыхания становится устойчивым к влажности. Некоторые составы могут наноситься на мокрую поверхность, например, на протекающую трубу. Если на упаковке указано, что можно использовать клей для сантехнического ремонта, значит, он водостойкий. Для удобства нанесения смесь выпускают в жидком и полужидком состоянии.
- Термостойкая холодная сварка. Её используют там, где универсальный состав может потрескаться. Выдерживает температуру выше 150°С, а нижняя граница может доходить до -20°С.
- Герметик. Герметичный состав для фиксации резьбового соединения. Характеристики прочности несколько ниже, чем у других составов.
В зависимости от цели, формы детали, ее величины и способа соединения, состав бывает:
- шовным (наносится сплошной линией, образуя полноценный шов);
- точечным (вместо сплошного шва, наносятся только точки, с определенным расстоянием между каждой);
- стыковым (для склеивания металлических листов/деталей маленькой толщины встык);
- со сдвигом (в основном применяется для соединения труб, когда тонкая труба засовывается в более толстую);
- тавровым (применение в эл. сетях высокого напряжения, для склеивания мест соединения проводов).
Виды пластика, которые свариваются

- полиэтилен соединяется путем нагревания кромок, а затем он сжимается под давлением, чтобы не происходило коробления краёв;
- полипропилен используется для прочного соединения металлопластиковых труб, для этого используют специальный электропаяльник с мощностью до 1500 V, который создает температуру в месте соединения до 260° С;
- полистирол применяют для изготовления бытовых предметов, например, игрушек, одноразовой посуды;
- полихлорвинил — для соединения линолеума, натяжных потолков.
Сварщик пластмасс любого разряда обязан знать все виды пластмасс, применяемых в производстве, технологию сварки.
В отдельных отраслях современного производства используют разные виды сварки пластика, которые осуществляются с помощью:
- электрического разогрева соединяемых поверхностей;
- контактного теплового оплавления или проплавления;
- газового нагревателя с использованием пластиковых электродов или без них;
- высокой частоты электрического поля.
Процесс соединения любого вида пластика сопровождается выделением токсичного газа, летучих веществ, которые чрезвычайно вредны для здоровья, поэтому обязательно одевайте защитную маску.
Выбор прутка для спайки полимеров
Присадочные проволоки для полимеров производятся на базе различных материалов. Существуют присадочные прутки типа ПП (РР, полипропилен), присадочная проволока АБС (ABS), а также прочие разновидности, которых довольно много. Ведь количество типов проволок зависит от количества разновидностей пластмасс.
Это основано на том, что для качественного выполнения шва состав материала детали должен быть идентичен составу рабочего элемента.
Это правило, работающее как для металлов, так и для полимерных соединений. Нужно выполнить сваривание полипропилена низкого давления? Берется присадочный тип ПНД.
Стоит помнить, что диаметр прутка для сварки пластика не должен превышать ширину отверстия паяльного аппарата. Превышение толщины рабочего элемента приведет к его застреванию внутри паяльника. Это правило относится ко всем его видам.
Полимерные присадочные элементы бывают разного типа сечения. Этот показатель зависит от производящей их компании.
Кто-то производит их с сечением в форме треугольника, кто-то – в форме круга. Встречаются также плоские модели прутков для сварки пластика. Круглое сечение подходит для всех типов работ.
Горячая сварка пластика
Горячий метод сварки пластиковых материалов основан на молекулярном взаимодействии расплавленных поверхностей до вязкого состояния. При этом необходимо учитывать характер реакции полимера на температурное воздействие. По этому принципу пластические материалы подразделяются на термопласты и реактопласты.
Термопласты не изменяют своих эксплуатационных показателей и химических свойств, даже при многократном переходе в расплавленное состояние. А главное, что, возвращаясь после остывания в исходную твердость, материалы не теряют своей прочности. В отличие от термопластов, реактопласты, возвращаясь в исходное состояние, практически полностью теряют пластические свойства. Такая реакция материала, не позволяет ему повторно переходить в вязкую фазу, полностью теряя прочность. Большинство пластмасс являются термопластами.
Контактный способ нагревом
Технологически это самый простой способ сварки пластика. Для него не нужны даже электроды. Но конструкция применяемого аппарата различна для сварки листовых материалов или, к примеру, для соединения труб.
Самым простым аппаратом, применяемым для сварки небольших деталей, является обычный электрический паяльник на 220 В. Для увеличения площади нагрева, а также чтобы не портить жало, может применяться специальная насадка.










Им можно сваривать самые распространенные пластмассы — полиэтилен и полипропилен. Большая часть пластмассовых деталей для домашнего хозяйства производится из них.
Принцип этого метода несложен. Кромки деталей разогревают (для полиэтилена и полипропилена температура должна быть 200-260 °C), соединяют внахлест либо стык-в-стык и плотно обжимают в струбцине или в тисках.
Охлаждение должно происходить под давлением, иначе добиться качественного шва не удастся. Перед началом работы края рекомендуется зачистить и промыть.
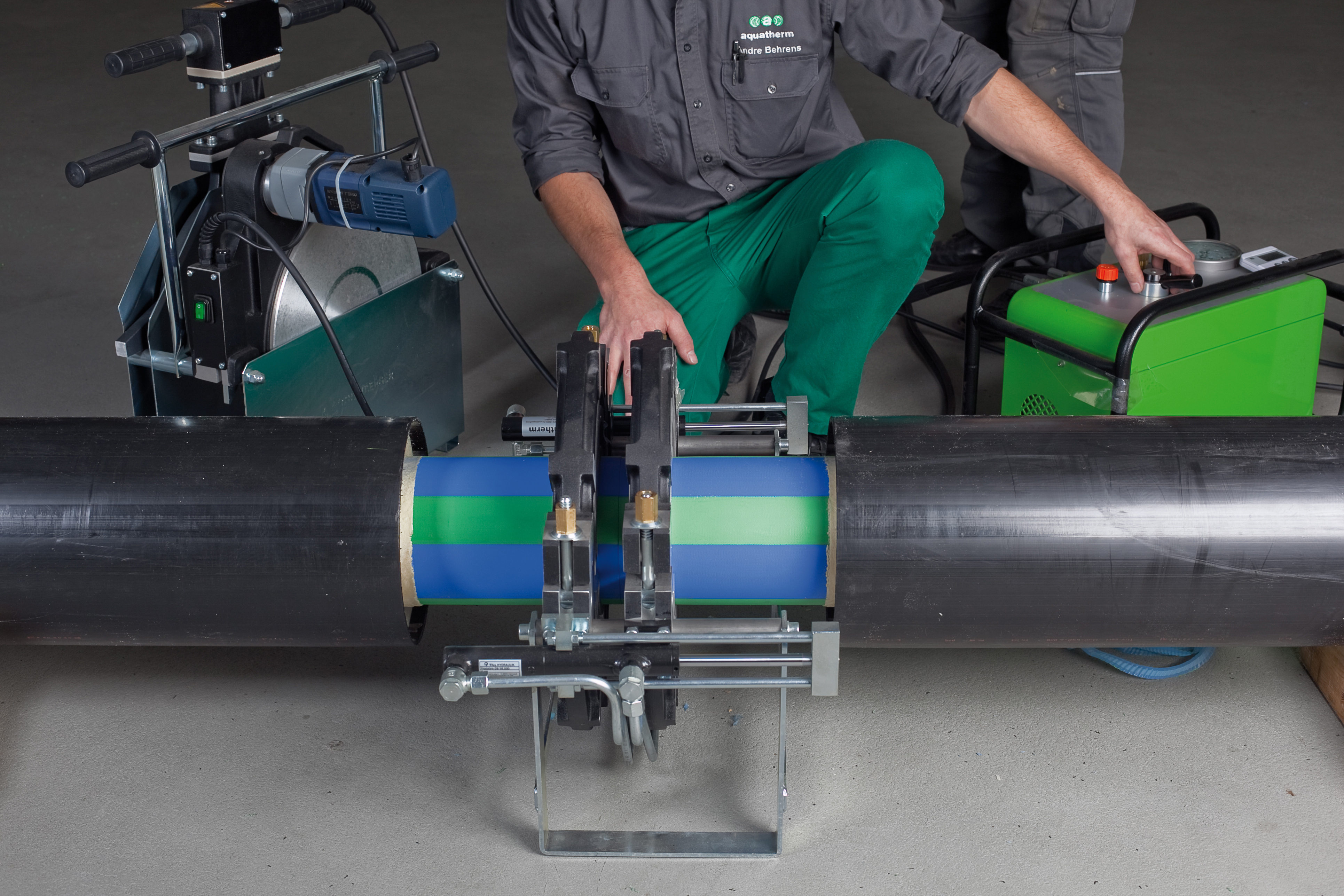
Специальный сварочный аппарат применяется для сваривания листового пластика в больших объемах. Соединение труб нагревом также требует особого инструмента. Сварочные аппараты для труб делятся на 2 вида — для сварки встык и для сварки враструб.
Второй способ предназначен для сварки труб разного диаметра, плотно заходящих одна в другую. Такие аппараты обеспечивают необходимое давление.
Подготовительный этап перед пайкой пластиковых труб
Перед началом работ желательно провести в помещении влажную уборку, так как любое загрязнение снижает качество сварки. Лучше всего работать в закрытом помещении, так как на открытом воздухе есть вероятность порывов ветра, несущего пыль и мусор.
Подготовка к свариванию имеет несколько этапов:
- Провести замеры с нанесением соответствующих отметок на трубы.
- Отрезать необходимую длину трубы с помощью строительного ножа или трубореза.
- При работе с металлопластиковыми или армированными алюминием трубами необходимо удалить небольшой участок металлического слоя с помощью шейвера. Это обеспечит надежную соединение элементов трубопровода без риска попадания транспортируемых сред между слоями трубы.
- Зачистить обрезанные края трубы напильником и наждачкой до такой же степени гладкости, какую имеют фитинги.
- Протереть спиртом внутреннюю часть фитинга и наружную сторону трубы для снятия возможного жирного слоя.
Также стоит уделить внимание мерам безопасности. Сварочный аппарат должен находиться на абсолютно ровной горизонтальной поверхности, чтобы в процессе работы не произошло его опрокидывание
Работать нужно в защитных перчатках, так как подошва станка нагревается до очень высоких температур.
Выбор состава и лучшие марки
При покупке материала обращают внимание на эксплуатационные характеристики. Сварное соединение должно выдерживать нагревание, механические воздействия
При больших объемах работ выбирают прочно и быстро схватывающиеся виды клея.
Лучшими считают составы следующих брендов:
- Poxipol. Универсальный двухкомпонентный клей применяют для соединения деталей из разных материалов. Средство поставляется в 2 тубах, помещенных в картонную коробку. Оно может использоваться для ремонта конструкций, находящихся на улице. Допускается работа при отрицательных температурах. В таком случае время затвердевания увеличивается. Холодная сварка не растекается, не сминается. Она не содержит растворителей, поэтому не представляет опасности для человека.
- Tytan. Сварочное средство состоит из эпоксидной смолы, усиленной пластификаторами и отвердителями. Время застывания не превышает 30 минут. Начинать пользоваться деталью можно через час. Диапазон рабочих температур – -60…+130 °С. Сварку “Титан” применяют при ремонте технических средств, механизмов и конструкций, используемых при высокой температуре.
- Водостойкий клей Mastix. Многокомпонентное средство содержит эпоксидные полимеры, наполнители, пластификаторы, отвердители. При распределении клея тонким слоем время схватывания составляет 7 минут. Диапазон эксплуатационных температур – -60…+200 °С. Сварка прочно соединяет не только пластмассовые, но и металлические детали.
Способы сварки подогревом
В зависимости от способа подачи тепловой энергии в зону соединения полимерных материалов, существуют следующие виды горячей сварки:
- горячим газовым потоком;
- специальным разогретым приспособлением;
- воздействием на края изделий расплавленной присадкой;
- применением ультразвукового потока;
- использованием инфракрасного или лазерного излучения;
- нагреванием места стыка трением;
- воздействием электрического тока высокой частоты.
Первые три способа эффективны при сварке пластмассы своими руками в бытовых условиях. Остальные чаще всего используются непосредственно на промышленных предприятиях в процессе изготовления продукции.
Сварка листового полипропилена строительным феном
Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.

Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.
Рекомендуем! Сварка нержавеющей стали и черного металла электродом
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Какая страна производитель лучше
Я начал работать дорогим чешским сварочным агрегатом, потом перешёл на дешёвые турецкие и китайские аппараты. За последние 10 лет у меня было больше 20 разнообразных паяльников для пайки полипропиленовых труб. Ниже я расскажу о каждом из них, а потом подведу итог и обосную в каком случае нужно покупать тот или иной аппарат.
Для лёгкости понимания я буду объяснять простым языком и говорить: пайка ппр, паяльник. Хотя правильно нужно говорить: сварка и сварочный аппарат для ппр труб.
Всё-таки полипропиленовые трубы свариваются, а не паяются. Но я простой человек, поэтому буду говорить так, как меня понимают на стройке. Филологи, извините.
Турецкие
У всех турецких сварочных аппаратов для пластиковых труб, которые мне встречались, было 2 проблемы: некачественные, плохие насадки и плохой терморегулятор. Когда у меня не было денег на хороший паяльник, я покупал турецкий сварочник и сразу к нему покупал хорошие чешские насадки.
С турецких насадок, которые шли в комплекте, буквально через неделю слазил тефлоновый слой. Когда проблемы с тефлоном на насадках, сваривать трубы очень тяжело: они плохо заходят в насадку и сварной стык в большинстве случаев получится некачественным и, скорее всего, потечёт.
Исключение составляет аппарат для раструбной сварки VALTEC.
После покупки этого паяльника тефлон с насадок слез через 2 часа работы. Нагревающий элемент разболтался и высыпались изоляторы. Я им проработал всего 2 часа после покупки. Сваривал полипропиленовые трубы, диаметром 25 мм. Не рекомендую к покупке!
Из турецких сварочников для пропиленовых труб мне больше всего понравился аппарат для раструбной сварки CANDAN. Не могу сказать, что этот паяльник хорош, но он достаточно живуч и прочен.
Китайские
Главное достоинство — необычная форма нагревательного элемента.
На обычных сварочниках насадки размещаются одна за другой и если нужно в труднодоступном месте сваривать сначала пластиковые трубы 20 мм, а потом 25 мм, то приходится менять насадки местами. Иначе не подлезть. А этим паяльником удобно работать: перевернул и работаешь 20 насадкой, ещё раз перевернул и паяешь 25 насадкой.
Но у этого паяльника так сделан нагревательный элемент, что больше 40 мм насадки на него лучше не ставить. Я им довольно долго работал, и мне кажется, что для труб 20 и 25 мм, это то, что надо. Для больших диаметров лучше использовать другие сварочные агрегаты.
Евгений Гулов
Автор блога, специалист по монтажу систем отопления, водоснабжения и канализации. Сделаю теплотехнический расчет или проект системы отопления.
Некоторые монтажники считают, это бытовая модель, но я им работал на стройках по 8-10 часов в день по несколько недель подряд и он нормально работал при пайке труб 20-25 мм.
Чешские
Из чешских свароников для пластиковых труб у меня были только Ecoplastic и Dytron. Хотя, по сути, это один и тот же паяльник. Dytron много лет выпускал свои аппараты для сварки полипропиленовых труб для бренда Ecoplastic.
Только для Экопластика они делали зелёную ручку, а все сварочники под брендом Дитрон получали синюю ручку.
Этот паяльник лучший из всех, которые у меня были.
Во-первых, в комплекте идут хорошие непарные насадки. Их ещё иногда называют колодочного типа. Во-вторых, хорошая комплектация: у меня в комплекте насадки от 20 до 63 диаметра, насадка для стыковой пайки труб, очень удобная подставка. Которую можно держать ногой.







Зажимные тиски, которые можно прикрутить к паяльнику и затем закрепить его практически в любом месте, для удобства сварки. У этого сварочного аппарата защищённый от расплавления электрический кабель, который не плавится, если до него дотронется насадка.
Ещё в нём есть звуковая функция звукового оповещения времени сварки, которой мало кто пользуется. Главное, что он точно (плюс минус 1,5°С) держит выставленную температуру. Мало какие другие паяльники так могут. А для качества сварки это самый важный параметр.
Немецкие
Я один раз видел коллег со сварочными аппаратами для полипропилена Rothenberger.
Ребята хвастались какой у них замечательный паяльник, но я заметил, что он подозрительно похож на паяльник, который стоит в 3 раза дешевле. О нём сейчас и расскажу.
Лучший из бюджетных
Был у меня ещё один паяльник, который мне понравился по качеству и надёжности. Это аппарат для сварки ппр Heisskraft.
Им довольно много работали на стройках как я, так и другие бригады. Он не разболтался, не появилось люфтов. Насадки в комплекте у него неплохие. Не знаю, где его делают, поэтому вынес его в отдельный пункт.
Способы горячей сварки и необходимое оборудование
Для соединения пластиковых элементов путем нагрева используются следующие инструменты:
- ручные агрегаты, выдающие струю горячего воздуха;
- экструдеры;
- устройства для соединения листовых полимеров;
- автоматические сварочные агрегаты.
Феном для сварки пластика соединяют любые термопласты.
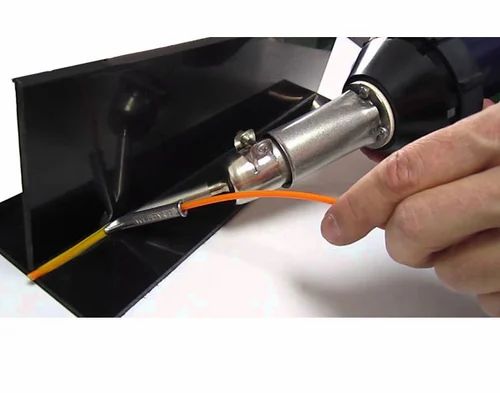
Ручной фен или пистолет
Совместно с подобным оборудованием применяют расходный материал – пруток, который укладывают между соединяемыми элементами. После этого шов нагревают строительным феном. Устройство напоминает бытовое приспособление, используемое для сушки и укладки волос. Температура и мощность промышленного фена выше. Благодаря этому кромки свариваемых элементов расплавляются, образуется однородная масса. Затвердевая, она скрепляет детали.
Температура воздушной струи регулируется автоматически или вручную. В комплект входят насадки, помогающие соединять пластиковые элементы встык или внахлест. Конфигурация сопла выбирается в зависимости от типа пластика, толщины деталей, опыта работы сварщика.
Экструдер
Прибор похож на пистолет, на конце которого установлена насадка для фиксации присадочного прутка или трубки.
Экструдер – это машина для непрерывной переработки полимерного сырья.
Принцип действия основывается на:
- нагревании расходного материала до полужидкой консистенции;
- выведении массы в место соединения деталей;
- затвердевании расплава с последующим формированием шва.
С помощью экструдера можно сваривать элементы любой толщины за один проход. Производительность устройства выше, чем у фена. Главный недостаток – невозможность сварки изделий из разных типов пластика. Это объясняется разницей в температурах плавления. Перед началом работы края деталей очищают от следов грязи и жира, способных ухудшить качество шва.
Рекомендуем к прочтению Как паять медные трубы самому
Контактная сварка
Оборудование выдает кратковременные тепловые импульсы, применяемые в сочетании с давлением. Устройства используются на производственных площадках, где выпускают сваренные полимерные листы.