
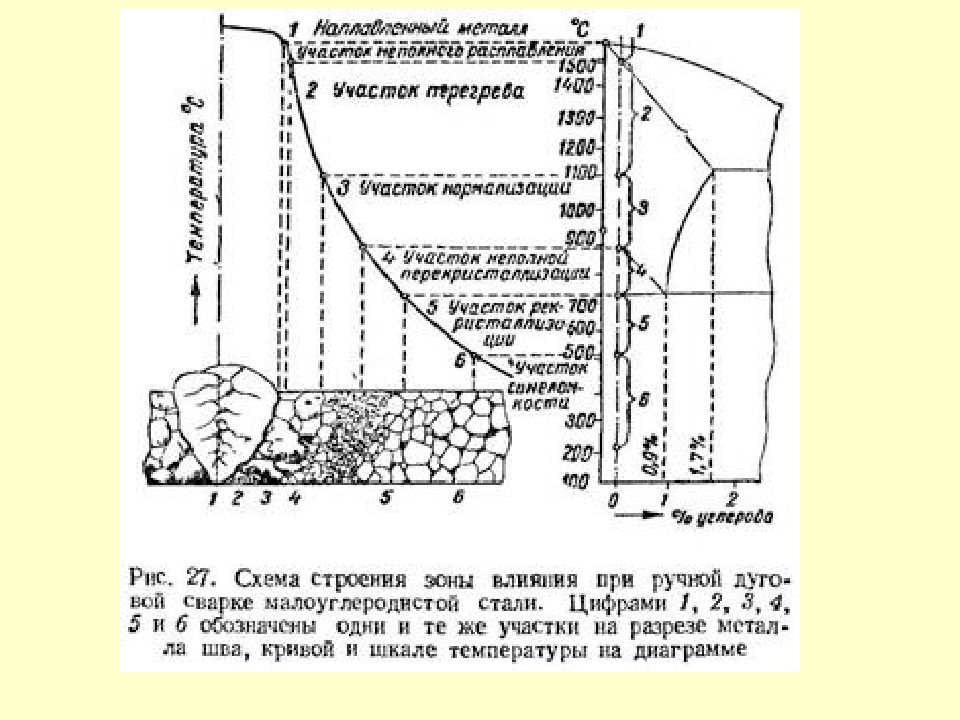
Виды сварочного пламени
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано ниже на рисунке. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «наглаз» по форме и цвету
Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода,подаваемых в зону горения
В качестве примера рассмотрим строение ацетилен-кислородное пламя.
Составляющие ацетилен-кислородного пламени: 1-ядро; 2-восстановительная зона; 3-факел пламени
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным,науглероженным и окислительным.
Нормальный (восстановительный) вид сварочного пламени
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2+ О2 = 2СО+ Н2.
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр ядра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью выхода газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны.
Восстановительная зона газового пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероживающий вид сварочного пламени
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглероживая его. Обычно науглероженное пламя применяют для сварки алюминия и наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром.Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительный вид сварочного пламени
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен :кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне.
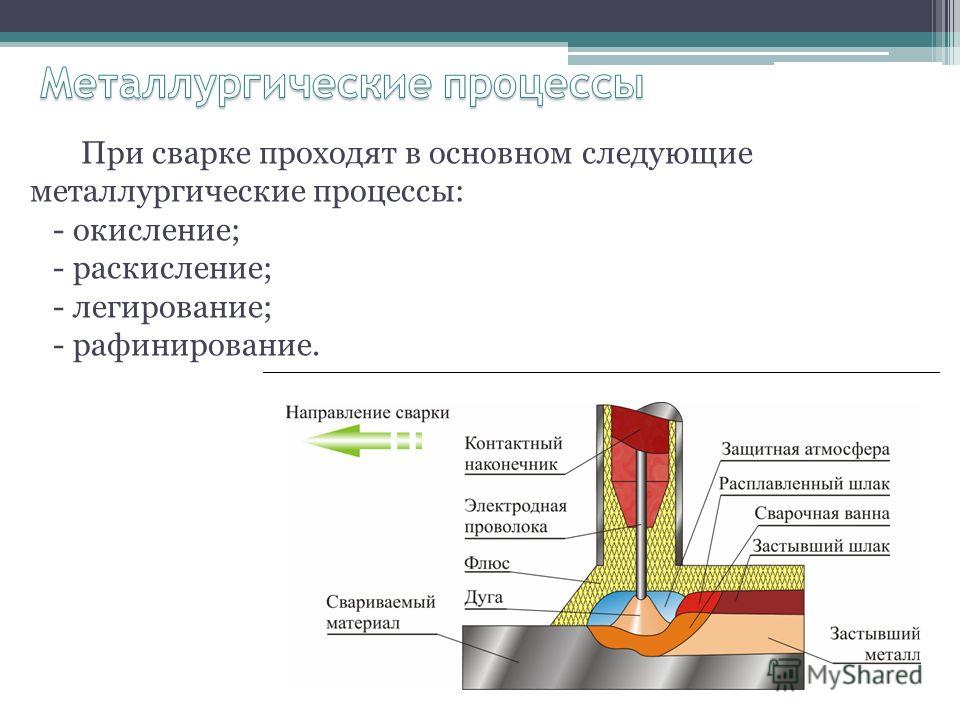
§ 47. Металлургические процессы при газовой сварке
В отличие от дуговой газовая сварка происходит с более низкими скоростями нагрева и охлаждения металла шва и сварного соединения, что способствует слиянию мелких зерен в крупные и более длительному протеканию химических реакции в сварочной ванне и между расплавленным металлом и газами сварочного пламени.
При избытке в пламени кислорода происходят интенсивные реакции окисления железа, кремния, марганца, углерода и других элементов, входящих в состав стали. Железо окисляется но реакции Fe+O→FeO, образуя закись железа, которая способна растворяться в железе в значительном количестве (см. гл. IV). Образующаяся закись железа FeO окисляет находящиеся в растворенном состоянии кремний и марганец, а также углерод, содержащийся в соединении Fe3C, по реакциям:
Окислы MnO и SiO2 могут оставаться в металле шва при его охлаждении или в лучшем случае всплывать наверх и переходить в сварочный шлак.
При уменьшении в сварочной ванне кремния, марганца и углерода удаление растворенной закиси железа FeO может приостановиться, а избыток кислорода (в виде закиси железа) в наплавленном металле поведет к ухудшению его механических свойств. Особенно понижается вязкость металла шва, поэтому соединения, выполненные газовым пламенем с избытком кислорода, не могут работать длительное время на циклическую нагрузку. Другим недостатком применения окислительного пламени является разбрызгивание металла при сварке из-за выхода из сварочной ванны образовавшегося газа СО по реакции, рассмотренной выше.
При сварке нормальным пламенем сварочная ванна и присадочный металл контактируют с газами CO и H2, образующимися во второй зоне пламени. Окись углерода СО не успевает, как правило, химически взаимодействовать с элементами стали ввиду ее малого количества.
Водород способен при высоких температурах нагрева растворяться в железе и при охлаждении сварочной ванны вновь выпадать из раствора, поступать в третью зону пламени и сгорать с образованием паров воды. Низкоуглеродистые стали при сварке нормальным ацетилено-кислородным пламенем не ухудшают этих свойств под влиянием газов CO и H2 в тех случаях, когда скорости охлаждения металла шва низкие.
Большую опасность водород, образующийся в пламени, представляет при сварке меди, алюминия и некоторых высоколегированных сталей, вызывая «водородную болезнь» (растрескивание) и пористость шва. Для сварки этих металлов требуется соблюдать соответствующие условия (см. гл. XVIII).
При сварке науглероживающим пламенем сварочная ванна контактирует с газами CO, H2 и углеродом C2. В этом случае как газ СО, так и твердый углерод С реагируют с железом, образуя карбиды железа по реакции 3Fe+С=Fe3C и 3Fe+2CO=Fe3C+CO2, т. е. происходит науглероживание металла шва.
Особенно рекомендуется применять науглероживающее пламя при сварке чугунов.
При газовой сварке зона термического влияния в сварных соединениях распространяется на ширину от 8 (малые толщины листов) до 25 мм в обе стороны от шва.
Контрольные вопросы
1. Какие зоны характеризуют ацетилено-кислородное пламя?
2. Перечислите виды ацетилено-кислородного пламени.
3. Почему окислительное ацетилено-кислородное пламя не рекомендуется при сварке сталей?
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы — плавлением и давлением.


Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.
Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ — это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.
Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.
Реакции, возникающие при проведении электродуговой сварки
Среди огромного количества реакций, которые протекают в процессе осуществления электросварочных работ, основными являются следующие:
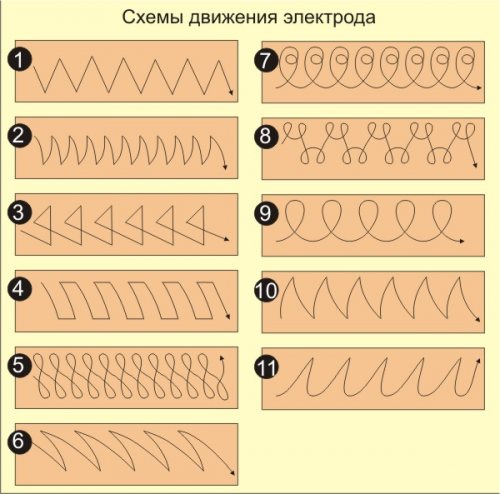
Схемы движения электрода при ручной дуговой сварке.
- диссоциация образующихся газов и химсоединений;
- окисление расплавленного металла;
- раскисление компонентов сплава;
- раскисление под действием марганца;
- раскисление под воздействием кремния;
- раскисление под влиянием титана;
- раскисление под воздействием углерода;
- взаимодействие с газообразным азотом;
- химвзаимодействие с водородом;
- взаимодействие с серой и фосфором.
Все эти химпроцессы, происходящие при сварке плавлением, в той или иной мере оказывают воздействие на качество сварного соединения.
Характеристика реакций при дуговой сварке
При диссоциации осуществляется распад сложных компонентов на отдельные атомы или составляющие части. Возникновению диссоциации способствует высокий температурный режим в зоне проведения сваривания и каталитическое действие металлического расплава. При проведении электродугового сваривания диссоциации подвергаются молекулы различных газов: кислорода, водорода и азота, дополнительно происходит распад углекислого газа, водяных паров и некоторых других.
В зависимости от условий проведения электродуговой сварки, получаемые при диссоциировании молекул водяного пара компоненты могут как восстанавливать, так и окислять компоненты сплава, присутствующие в сварочной ванне.
, присутствующий в составе флюса, также подвергается распаду. Получающийся свободный атом фтора связывает атомы водорода, препятствуя его растворению.
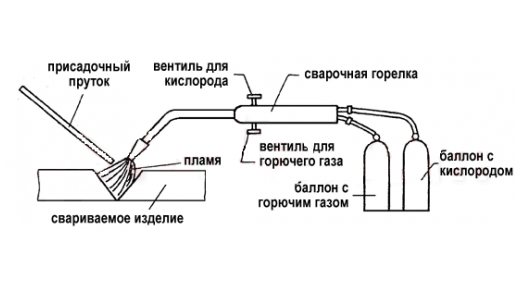
Принцип газовой сварки.
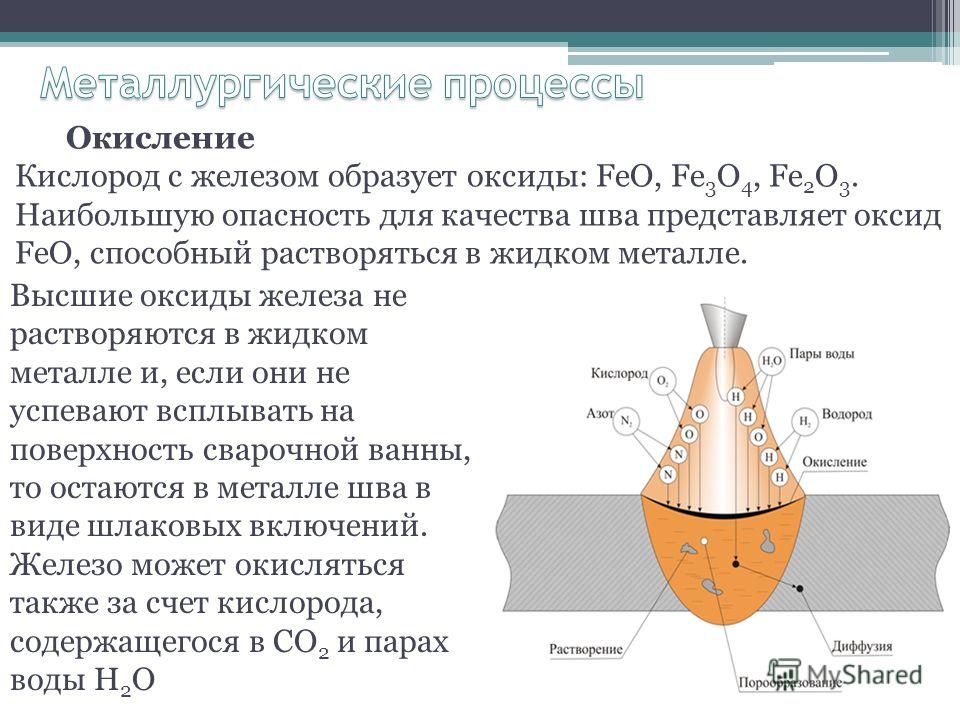
Окисление металлических компонентов происходит под влиянием газов, которые в процессе сваривания переходят в атомарное состояние. В первую очередь на процесс окисления огромное влияние оказывает атомарный кислород, получаемый из молекулярного, входящего в состав атмосферы, окисление металла снижает его качество. Дополнительно окислять атомы металла могут пары воды, которые в результате диссоциации образуют атомарный кислород. Получаемая при окислении окись двухвалентного железа, растворяясь в расплаве, резко снижает его физсвойства. При проведении дугового сваривания окислению подвергаются практически все компоненты, входящие в сталь заготовки, подвергаемой обработке.
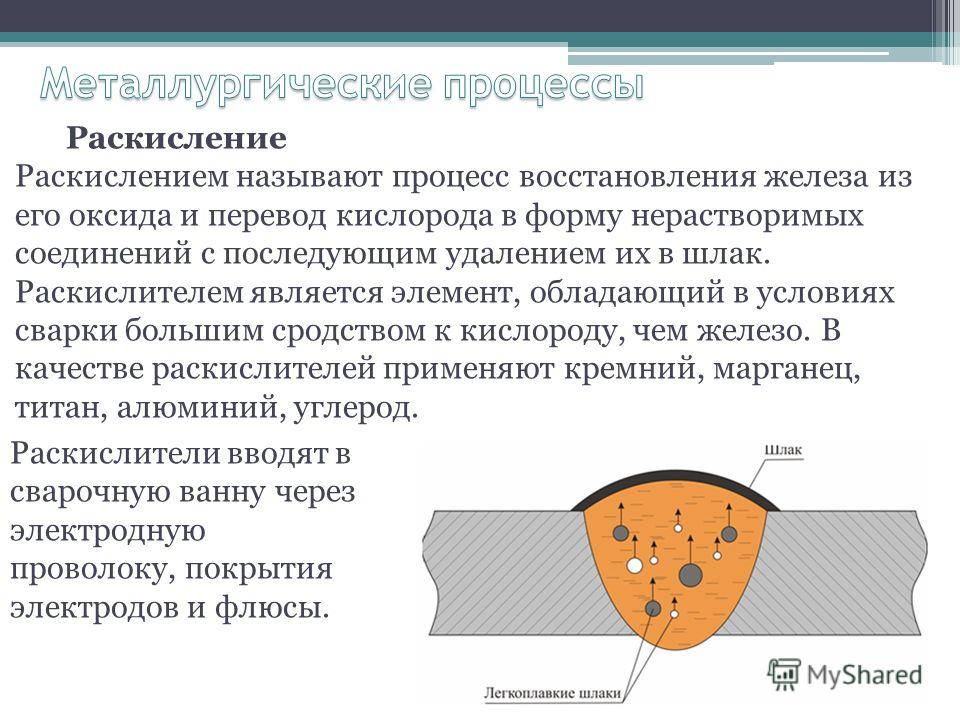
Применяемая при проведении работы защита не всегда позволяет избежать окисления, поэтому для улучшения качества шва проводят раскисление компонентов сплава. Раскисление представляет собой восстановительный процесс, при котором осуществляется восстановление железа, содержащегося в электросварочной ванне. Образуемый при раскислении кислород переводится в металле в нерастворимые химсоединения. В качестве спецраскислителей применяется марганец, кремний, титан, алюминий и углерод. Раскислители вводятся в зону сваривания через проволоку, покрытие электросварочных электродов и флюсы.
Взаимодействие с азотом в атомарном состоянии возникает в процессе распада молекулярного газа при попадании в электросварочную дугу. Это ведет к синтезу нитридов, ухудшающих качество.
Взаимодействие с серой и фосфором понижает качество электросварного шва в области сваривания.
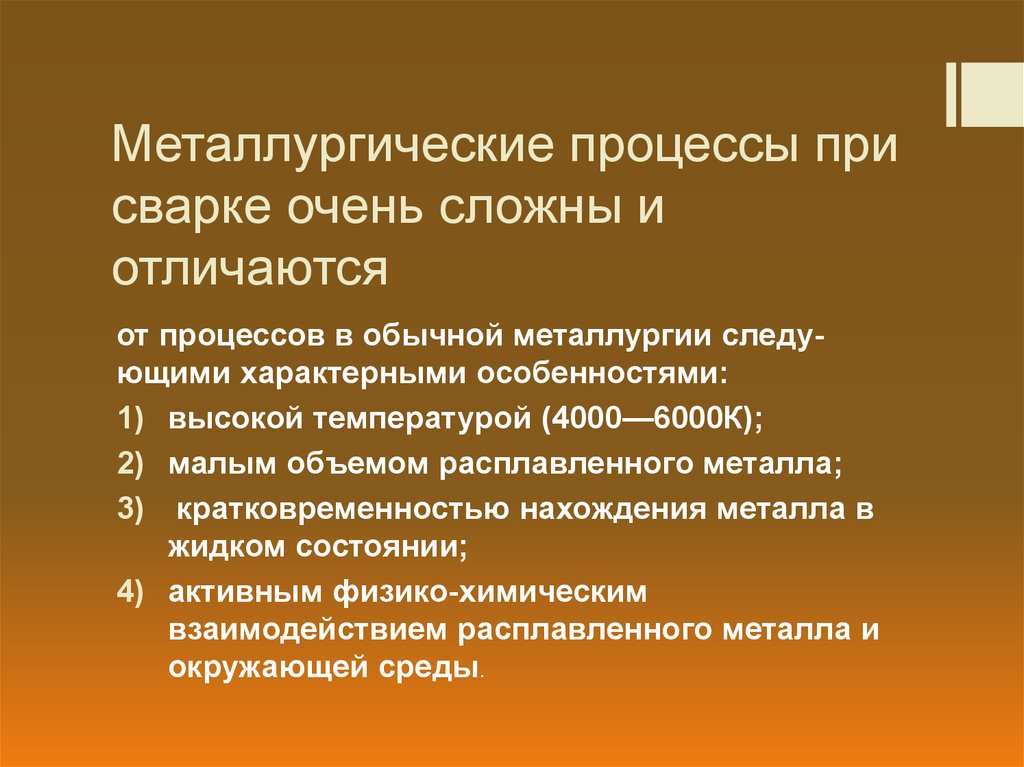
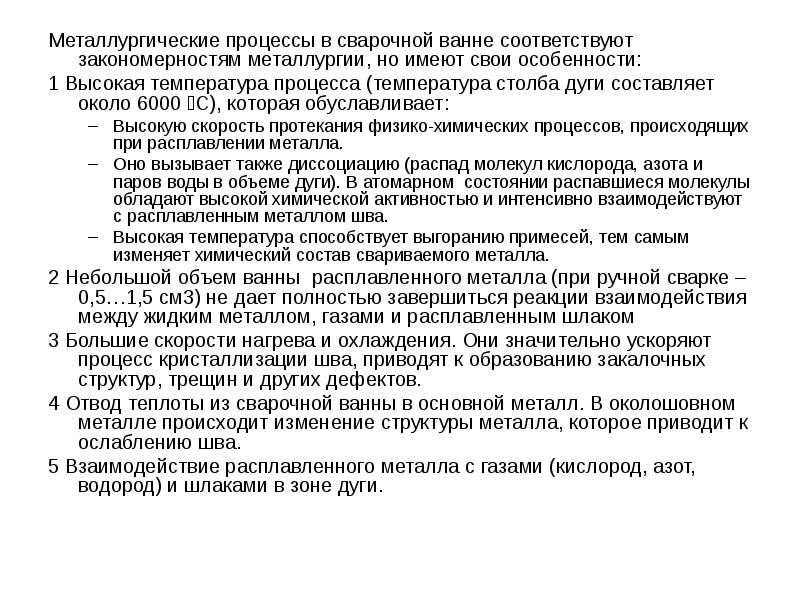
Характерные особенности процесса сварки, определяющие её сущность
Характерным отличием процесса сварки металлов, определяющим её сущность, является
создание внутрикристаллических форм связей между свариваемыми металлами или
сплавами, или между свариваемыми металлами и металлом сварного шва.
Ещё одной особенностью процесса сварки является то, что кристаллизация начинается
от пограничных зёрен, частично оплавленных. И вполне очевидно, что атомы расплавленного
металла, в процессе кристаллизации, продолжают кристаллическое строение пограничных
зёрен. Поэтому между свариваемыми металлами и металлом шва и появляется постоянное
внутрикристаллическое взаимодействие. Именно это и определяет физическую
сущность процесса сварки.
Между соединяемыми металлами и металлом шва (либо, непосредственно между соединяемыми
металлами, в зависимости от метода сварки) возникает постоянная металлическая
связь из-за образования общих зёрен и граница между металлами практически исчезает.
Образование общих зёрен в процессе сварки называется процессом взаимной кристаллизации.
А, соответственно, участок сварного соединения, на котором такой процесс происходит,
называется областью взаимной кристаллизации.
Дополнительные материалы по теме:
|
Горячие |
Холодные |
Электрошлаковая и плазменная технология
В электрошлаковой технологии дуга пронизывает сварочную ванну через расплавленный шлак, компоненты которого естественным образом участвуют в химических реакциях.
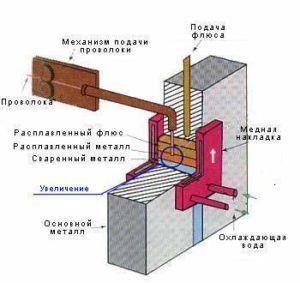 В первые мгновения металлургического процесса расплавляется флюс, через который затем проходит дуга и достигает расплавленный шлак. Система в данной технологии имеет много компонентов.
В первые мгновения металлургического процесса расплавляется флюс, через который затем проходит дуга и достигает расплавленный шлак. Система в данной технологии имеет много компонентов.
Для получения хорошего сварочного соединения нужно учитывать химические свойства каждого вещества, возможность их взаимодействия; направлять процесс в требуемое русло регулированием параметров.
Источником энергии, вызывающим расплавление в плазменной технологии, является ионизированный газ. Образование плазмы обеспечивается действием тока с большой плотностью через сдавленный газ.
Обычно используют инертные газообразные вещества, например аргон. Формируют шов электродами из вольфрама. Участие всех других веществ во время исключается.
Металлургические процессы сваривания в плазме имеют специфику. Механизмы реакций существенно отличаются от изменения атомных связей при обычных взаимодействиях. Плазменная сварка используется для получения швов очень высокого качества.
https://youtube.com/watch?v=s6HXXOPjn0w
Все виды сварки по сути происходящих технологических процессов являются разновидностью металлургических превращений. Понимание роли каждого химического компонента рабочей зоны, его влияния на результат, возможности взаимопревращений среды позволяет получить хорошее сварочное соединение.
Влияние химсостава газосварочного пламени на окислительно-восстановительные реакции
Состав газосварочного пламени оказывает огромное влияние на химические и физические процессы, происходящие в расплаве при проведении газосваривания. В составе нормального ацетиленокислородного пламени в средней его части, имеющей восстановительную среду, содержится 60% оксида двухвалентного углерода и по 20% молекулярного и атомарного водорода. Основным восстановителем железа является водород в атомарном состоянии. Образуемые при газосварке окислы кремния и марганца не проникают в жидкий металл, а всплывают на его поверхности, превращаясь в шлак. В жидком расплаве содержится большое количество разных оксидов, которые взаимодействуют между собой. Результатом таких взаимодействий является формирование химических соединений с низкой температурой плавки, что позволяет значительно легче удалить окислы из состава расплава газосварочной ванны. Окислы удаляются в виде разных шлаков.
При проведении газосваривания латуни, меди или алюминия в зону сваривания вводятся разные добавки. Раскисление проводится углеродом, оксидом двухвалентного углерода и водородом. При проведении сварки пламя обеспечивает восстановление металла и защиту расплава от кислорода и азота атмосферы.
Электронно-лучевая
Источник нагрева – энергия ускоренных электронов сфокусированного электронного луча, который формируется электронной пушкой. Процесс сварки проводится в вакуумной камере с помощью электронного луча.
Плавление металла происходит вследствие энергии, полученной в результате интенсивной бомбардировки быстро передвигающимися в вакууме электронами места сварки. Кинетическая энергия электронов после их удара о поверхность деталей превращается в тепловую. Металл плавится, и образуется сварочный шов.
Метод применяется в авиационной, космической отрасли, приборостроении.
Реакции, возникающие при проведении электродуговой сварки
Среди огромного количества реакций, которые протекают в процессе осуществления электросварочных работ, основными являются следующие:
Схемы движения электрода при ручной дуговой сварке.
- диссоциация образующихся газов и химсоединений;
- окисление расплавленного металла;
- раскисление компонентов сплава;
- раскисление под действием марганца;
- раскисление под воздействием кремния;
- раскисление под влиянием титана;
- раскисление под воздействием углерода;
- взаимодействие с газообразным азотом;
- химвзаимодействие с водородом;
- взаимодействие с серой и фосфором.
Все эти химпроцессы, происходящие при сварке плавлением, в той или иной мере оказывают воздействие на качество сварного соединения.
Характеристика реакций при дуговой сварке
При диссоциации осуществляется распад сложных компонентов на отдельные атомы или составляющие части. Возникновению диссоциации способствует высокий температурный режим в зоне проведения сваривания и каталитическое действие металлического расплава. При проведении электродугового сваривания диссоциации подвергаются молекулы различных газов: кислорода, водорода и азота, дополнительно происходит распад углекислого газа, водяных паров и некоторых других.
В зависимости от условий проведения электродуговой сварки, получаемые при диссоциировании молекул водяного пара компоненты могут как восстанавливать, так и окислять компоненты сплава, присутствующие в сварочной ванне.
, присутствующий в составе флюса, также подвергается распаду. Получающийся свободный атом фтора связывает атомы водорода, препятствуя его растворению.
Принцип газовой сварки.
Окисление металлических компонентов происходит под влиянием газов, которые в процессе сваривания переходят в атомарное состояние. В первую очередь на процесс окисления огромное влияние оказывает атомарный кислород, получаемый из молекулярного, входящего в состав атмосферы, окисление металла снижает его качество. Дополнительно окислять атомы металла могут пары воды, которые в результате диссоциации образуют атомарный кислород. Получаемая при окислении окись двухвалентного железа, растворяясь в расплаве, резко снижает его физсвойства. При проведении дугового сваривания окислению подвергаются практически все компоненты, входящие в сталь заготовки, подвергаемой обработке.
Применяемая при проведении работы защита не всегда позволяет избежать окисления, поэтому для улучшения качества шва проводят раскисление компонентов сплава. Раскисление представляет собой восстановительный процесс, при котором осуществляется восстановление железа, содержащегося в электросварочной ванне. Образуемый при раскислении кислород переводится в металле в нерастворимые химсоединения. В качестве спецраскислителей применяется марганец, кремний, титан, алюминий и углерод. Раскислители вводятся в зону сваривания через проволоку, покрытие электросварочных электродов и флюсы.
Взаимодействие с азотом в атомарном состоянии возникает в процессе распада молекулярного газа при попадании в электросварочную дугу. Это ведет к синтезу нитридов, ухудшающих качество.
Взаимодействие с серой и фосфором понижает качество электросварного шва в области сваривания.
Ключевые преимущества
При производстве деталей для продолжительной эксплуатации термообработка является обязательным этапом.
Популярность технологии обусловлена ее следующими преимуществами:
- Улучшение устойчивости к износу металлической заготовки.
- Увеличение срока эксплуатации готовых изделий и снижение количества брака.
- Повышение коррозийной стойкости.
Обработанные конструкции справляются с большими нагрузками, а срок их службы увеличивается в несколько раз.
Чередование циклов подогрева и охлаждения положительно сказывается на твердости, износостойкости и ударной вязкости. Также подобная процедура позволяет вносить структурные изменения в поверхностном слое или оказывать воздействие на часть заготовки.
Оборудование для проведения работ дешевле, чем установки механообрабатывающих и литейных предприятий.
ГОСТы
Термины, определения, требования и другие сведения, касающиеся сварки плавлением, прописаны в ГОСТах, которые обязательны к выполнению. Перечень некоторых стандартов:
- Процессы сварки: ГОСТ 11969-79 — главные положения, обозначения сварки плавлением.
- Контроль качества: ГОСТ Р ИСО 5817-2009 – уровни качества сварных соединений из стали, никеля, титана и их сплавов (без учета лучевых способов сварки).
- ГОСТ Р ИСО 3834-(1, 2, 3, 4)-2007, ГОСТ Р ИСО 3834-5-2010, ГОСТ Р 55143-2012 – сварка плавлением металлических материалов, требования к качеству.
- Дефекты соединений: ГОСТ 30242-97 – классификация, определения, обозначение.
- Методы испытаний: ГОСТ 26388-84, ГОСТ 26389-84 – методы испытаний сварных соединений на сопротивляемость образованию трещин.
Видео по теме «Трещины в металле. Учебный фильм по металлургии»
Применяемая при проведении работы защита не всегда позволяет избежать окисления, поэтому для улучшения качества шва проводят раскисление компонентов сплава. Раскисление представляет собой восстановительный процесс, при котором осуществляется восстановление железа, содержащегося в электросварочной ванне. Образуемый при раскислении кислород переводится в металле в нерастворимые химсоединения. В качестве спецраскислителей применяется марганец, кремний, титан, алюминий и углерод. Раскислители вводятся в зону сваривания через проволоку, покрытие электросварочных электродов и флюсы.
Взаимодействие с азотом в атомарном состоянии возникает в процессе распада молекулярного газа при попадании в электросварочную дугу. Это ведет к синтезу нитридов, ухудшающих качество.
Взаимодействие с серой и фосфором понижает качество электросварного шва в области сваривания.
Оборудование
Ванная сварочная технология имеет множество разнородных вариантов. Для таких работ можно применять даже простые дуговые аппараты ручного типа. Выпуски закрепляются в стальные скобы. Распространен еще и полуавтоматический метод. Сварочная ванна создается тогда внутри формы из специальной керамики. Подобное решение привлекательно:
отсутствием необходимости в накладках (и затраты на них тоже отпадают, конечно);
меньшим расходованием ресурса электродов;
созданием гармоничных швов гладкого вида.

При ванно-шлаковой методике в основном применяют формочки на базе сплавов, содержащих медь. Каркасы из металла, несущие стены, туннели, различные опорные конструкции в основном соединяют вручную. Нет особой необходимости в механизации и при сварке строительной арматуры. Съемные ванночки, в отличие от стальных, можно применять многократно. Какой-либо другой специальной аппаратуры и приспособлений не потребуется.
Сварка плавлением
Процесс сварки – это метод соединения двух и более металлических деталей путём термического плавления кромок соединяемых заготовок. Будучи в расплавленном состоянии, металл, из которого состоят заготовки, смешивается и на этом месте образуется прочное неразъемное соединение. После остывания, на месте расплавленного металла образуется так называемый сварочный шов. Этот процесс чем-то сходный с литьём, но в ограниченных размерах. Нынче сварка нашла широкое применение для соединения двух и более заготовок как в промышленных масштабах, так и при кустарном производстве металлических изделий. Также её используют в процессе ремонта разнообразных узлов, так как она позволяет провести наплавление металла там, где он сточился.

Сварочный шов
В зависимости от того, какой способ нагрева материала заготовки до точки плавления выбран, разделяют несколько видов сварки, о которых поговорим ниже.
Принципиальные схемы производства металлов
Металлургическим процессом называется получение металлов, сплавов, химических соединений металлов, а также металлосодержащих промежуточных продуктов.
Исходным сырьем для производства большинства металлов являются руды, для переработки которых разрабатывают технологическую схему металлургического передела, т.е. последовательность и оптимальные условия процессов, при которых достигаются наиболее высокие технико-экономические показатели по себестоимости и качеству металла.
Существуют сотни разнообразных технологических схем получения металлов, но принципиальная сущность всех схем одна – отделение металла от пустой породы и сопутствующих элементов. Весь комплекс операций, входящих в технологические схемы, целесообразно разделить на четыре стадии, в каждой из которых решается определенная задача:
- первая стадия – получение рудного концентрата механическими способами (дробление, измельчение, обогащение);
- вторая стадия – получение “химического” концентрата (обжиг, спекание-разложение, растворение, осаждение, плавка и пр.);
- третья стадия – получение “чернового” металла или его химического соединения (хлорирование, ректификация, экстракция, возгонка);
- четвертая стадия – получение чистого металла (химические и физические методы очистки).
На первой стадии процесса происходит отделение рудного минерала от пустой породы методами обогащения, в результате которых руда разделяется на две части: концентрат, куда переходит основное количество рудного минерала, и хвосты, состоящие главным образом из пустой породы.
На второй стадии схемы производят удаление оставшегося количества пустой породы химико-металлургическими методами. Итогом этой стадии является получение либо химического соединения данного металла, либо металлического сплава.
На третьей стадии в одних схемах получают «черновой металл (загрязненный примесями), в других – чистое химическое соединение металла, которое является исходным материалом для получения чистого металла на последней стадии.
На четвертой стадии получают чистый металл восстановлением соответствующего химического соединения или путем очистки «чернового» металла.
Получение металлов – задача трудная, и она существенно усложняется при переработке бедного или полиметаллического сырья. Наиболее сложные технологические схемы характерны для получения цветных металлов.
Принцип действия
Процесс аргонодуговой сварки практически не отличается от других аналогичных работ. Единственное отличие в защитной оболочке, которую выполняет аргоновая среда. Аргон под давлением подается в сварочную ванну, оберегая металл от негативного воздействия воздуха. Под образовавшимся куполом, швы получаются более качественными, а сварочный процесс протекает быстрее.
Смесью аргона можно сваривать специфические изделия из титана, алюминия, нержавейки. Использовать можно неплавящиеся и плавящиеся электроды. При сварке металлов из разных сплавов применяется вольфрамовый стержень. Работать можно в ручном, автоматическом или полуавтоматическом режимах.
Ручная аргонно-дуговая сварка распространена больше, чем автоматическая из-за своей относительной дешевизны. Но однозначного ответа нет, какой сваркой лучше варить, все зависит от предпочтений мастера и условий соединения деталей.