
Преимущества
Как у любого другого соединения здесь есть набор положительных моментов, которые делают его более востребованным в определенных областях. К основным преимуществам соединения относятся следующие:
- Позволяет обеспечивать соединение в труднодоступных местах, которое невозможно было бы выполнить другими способами;
- Есть возможность обварить участок соприкосновения с двух сторон, что повысит прочность;
- Может применяться для соединения как толстых, так и тонких деталей;
- Не нужно использовать дополнительные накладки, так как при наличии надежной фиксации шов можно сделать просто встык;
- Конструкция выдерживает достаточно большие нагрузки после обработки такими соединениями.
Недостатки
Здесь есть и специфические недостатки, которые затрудняют применение швов в определенных областях. К ним относятся:
- Сложность выполнения соединения, так как привариваемую деталь нужно зафиксировать, прежде чем сваривать (если это будет сделано недостаточно надежно, то геометрия конструкции будет нарушена);
- При сваривании детали с одной стороны соединения получается не очень надежным, так как воздействие на противоположную сторону действует как рычаг для излома шва;
- Очень тонкие детали становится сложно сваривать из-за неудобства и высокого риска деформации, особенно при двустороннем шве;
- Малая площадь соприкосновения не всегда позволяет обеспечить надежность соединения;
- При использовании в профессиональной сфере всегда требуется точный предварительный расчет таврового сварного соединения, чтобы при эксплуатации не произошло поломок.
Особенности таврового соединения
Оно позволяет без проблем соединять детали различной толщины, так как при соединении одна деталь служит ровной плоской поверхностью и ее толщина не имеет особого значения. Но при сваривании все же есть небольшие особенности, приваривается большая часть к меньшей или наоборот. Если приваривается более мелкая деталь, то при сваривании нужно держать электрод под углом в 60 градусов. Если наоборот, то нужно сделать так, чтобы основная масса углубления шла в более толстую часть, поэтому электрод должен находиться под углом более 60 градусов.
Если конструкцию можно поворачивать, то профессионалы советуют закрепить детали при помощи прихваток и наклонить конструкцию, чтобы сварка шла в нижнем положении «в лодочку». Это существенно повысит качество соединения, так что с ним теперь может справиться сварщик даже начальной квалификации. В промышленных масштабах используют автоматические сварочные аппараты, которые создают сварной шов Т3 и прочие разновидности без непосредственного участия человека.
Внешний вид таврового соединения
В подавляющем количестве случаев шов выполняется всего за один проход, так как тут очень важно избежать подрезов. Любой подрез у основания шва негативно влияет на его качество.»
Отличительные черты
Промышленные машины для контактной сварки – сложные системы, состоящие из множества компонентов. И важнейшими из них являются электроды. Именно они непосредственно взаимодействуют со свариваемыми металлическими поверхностями.
Как показывает реальная практика, для контактного метода лучше всего подходят медные электроды. В этом заключается особенность процесса.

Обязательной составляющей машин и аппаратов для контактного сваривания является регулятор. Именно с его помощью обеспечивают соблюдение последовательности операций, устанавливают их продолжительность, плавно регулируют фазы сварочного тока.
Также нельзя представить современные сварочные машины без реле и трансформаторов — преобразователей электричества
Преобразование принципиально важно, так как здесь требуется ток с большой силой, но низким напряжением – от 1 до 16 Вольт
Его понижение до нужных параметров происходит как раз при помощи сварочного трансформатора. Уточнить заранее оптимальное напряжение и силу электротока для конкретной толщины металла можно в инструкции к сварочному аппарату – там обязательно должны быть эти данные.
В современных сварочных машинах плюс ко всему довольно много электроники, автоматизирующей определенные рабочие процессы. Это делает управление ими максимально удобным и простым.
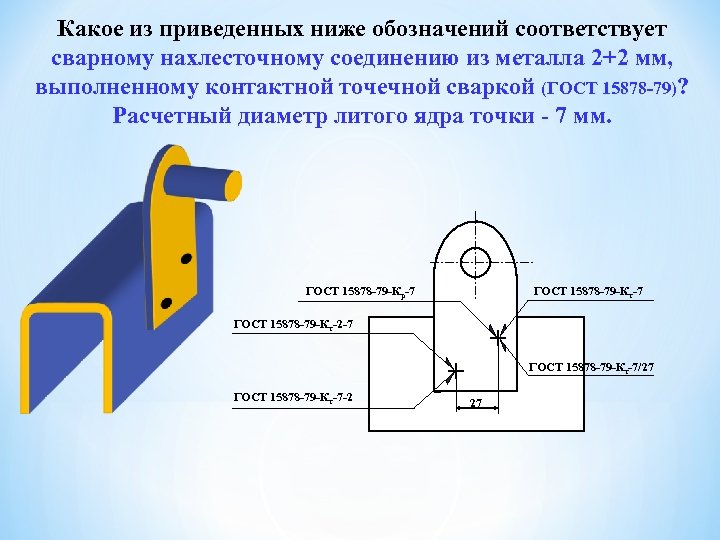
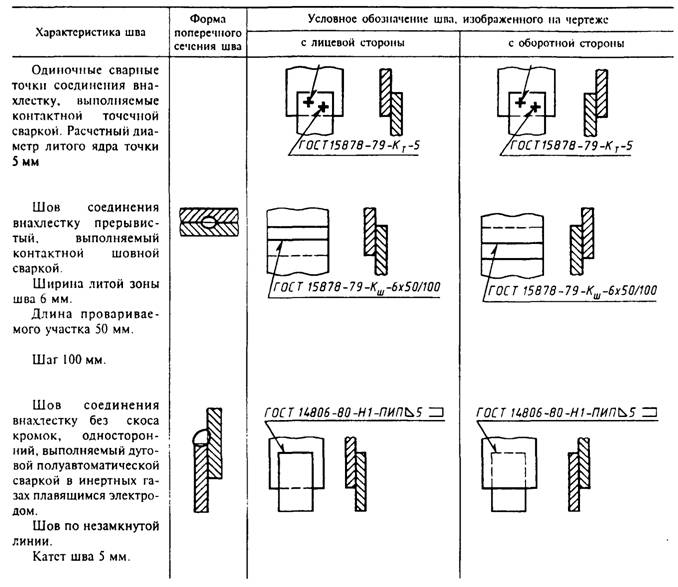
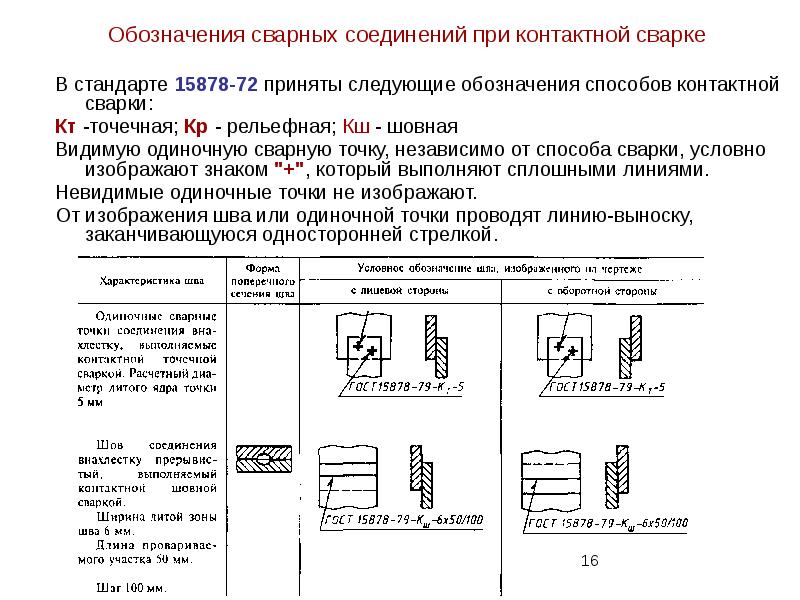
Как читать условные обозначения сварки на чертежах
Для этого возьмем конкретный пример — как он выглядит в настоящем чертеже.

Неподготовленный глаз видит здесь непонятный набор букв, цифр и прочих загадочных знаков. Подготовленный — четкий и понятный алгоритм, который упрощает работу с чертежом.
Остановимся на каждом элементе отдельно:
о — кружок в нашем случае обозначает, что шаг по замкнутой линии является круговым. А вообще здесь указывают, замкнутая это линия или монтажное соед-е. В последнем варианте — это флажок.
Односторонней стрелкой обозначают линию шва. Она же является и полкой, с размещенными на ней УО — как и в нашем варианте. Если шов находится с изнаночной стороны, то все обозначения пишут под полкой.
- ГОСТ 14771-76 — здесь указывают, каким стандартом руководствовались при использовании условных обозначений;
- Т3 — у нас тавровое соединение (обозначается буквой Т). На этом месте пишут тип соед-я и элементы его конструкции (буквенно-цифровая комбинация). В примере выше — тавровый двусторонний угловой шов без скоса кромок.
Соединения или швы еще бывают:
- стыковыми С — соединяются смежные торцы
- нахлесточными (Н) — поверхности сварки смещаются и одна перекрывает немного другую
- угловыми (У) — торцы заготовок свариваются под конкретным углом
- особыми (О) — способы, не предусмотренные ГОСТами.
- УП — способ сварки. У нас — дуговая сварка в углекислом газе.
К вариантам сварки также относят:
- автоматическую под флюсом (А) — подушки и подкладки отсутствуют
- предыдущий вариант с подушкой (Аф)
- в инертном газе вольфрамовым электродом без присадки (ИН)
- предыдущий вариант с присадкой (ИНп)
- в инертном газе с электродом, который плавится (ИП)
- предыдущий вариант только в углекислом газе (УП).
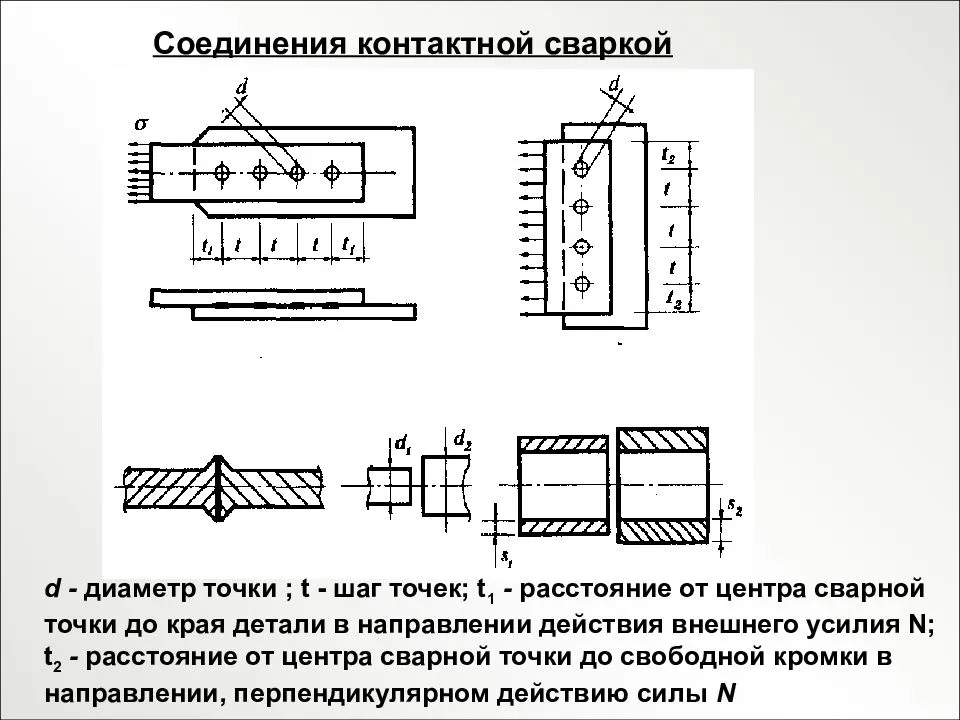
- ◺6 — описание типа и размеров элементов конструкции. В нашем примере сказано, что размер катета стыка равен 6 мм. Варианты соединения еще бывают и такими: одно- и двусторонними (SS и BS соответственно), видимыми и невидимыми (сплошная и пунктирная линии соответственно). Иногда используются нестандартные швы — в стандарте вы не найдете информации об их конструктивных размерах.
- 50 — цифра определяет длину непрерывного участка;
- Z — место отводится под характеристику соединения. У нас оно в шахматном виде;
- 100 — цифра описывает соед-е или его компоненты. В нашем случае — шаг со значением 100 мм.
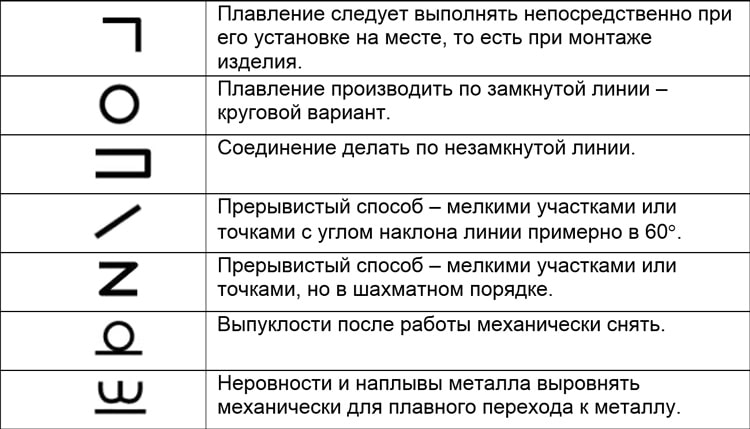
Последний значок в виде подчеркнутого кружочка означает, что поверхности стыка нужно выровнять.
В конце списка условных обозначений могут идти такие знаки:
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка — это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение — прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка — это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 — это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 — значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 — показатель чистоты поверхности лицевой стороны, Rz80 — обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.

Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод — расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Машиностроение
Сообщение от Alexey-murzin: Так получается, что варить катетом 8 с 2х сторон нельзя чтоли? Когда шов двухсторонний, то максимальное значение катета — толщина наименьшей детали пополам (8/2=4), так ? Нет, не так. Варить можно восьмеркой с обоих сторон. Если в этом, конечно есть необходимость или шов подбирается конструктивно. (Но вообще то для швов желателен поверочный расчет зависимости от величины и характера нагрузки)
Сообщение от zebs: А у Вас, для начала, проходят по нормам расстояния между болтами с ребром?
А где на них можно взглянуть на эти нормы? Аналогичные машины просматривали. Так же делают. Единственное требование чтобы расстояние между отверстиями под болты было не менее 50мм.
Сообщение от Alexey-murzin: А где на них можно взглянуть на эти нормы?
Нормы — ключ должен проходить. В Анурьеве, например, есть рекомендуемые размеры.
Сообщение от Alexey-murzin: Но расчет показывает чем выше катет тем выше прочность.
Катет в очень большой мере зависит от типа сварки и сварочного материала. Если варите ручной дуговой ваш шов — 8мм с двух сторон, чтоб получить шов, равнопрочный основному металлу.
Alexey-murzin
, вопрос интересный, на форуме полно заводчан и кмдэшек, ответьте нам уже четко и ясно
На мой взгляд, вопрос задан несколько с другой стороны, Вам как конструктору надо чтобы шов был
Сообщение от Vavan Metallist: равнопрочный основному металлу
Так укажите, монтажный шов с разделкой кромок или подваркой корня
Если это заводской шов, то на заводе такой шов проплавят с одной стороны легко и он будет равнопрочен
Вообще это дело технолога, а по-русски вообще сварщика — как он захочет так и сделает, либо с одной стороны, либо в с двух, либо еще разделку фасок сделает
Сообщение от Сеченов: Alexey-murzin
, вопрос интересный, на форуме полно заводчан и кмдэшек, ответьте нам уже четко и ясно
На мой взгляд, вопрос задан несколько с другой стороны, Вам как конструктору надо чтобы шов был
Так укажите, монтажный шов с разделкой кромок или подваркой корня
Если это заводской шов, то на заводе такой шов проплавят с одной стороны легко и он будет равнопрочен
Вообще это дело технолога, а по-русски вообще сварщика — как он захочет так и сделает, либо с одной стороны, либо в с двух, либо еще разделку фасок сделает
Ну раздел кромок они делать не будут это точно, для них это дополнительная трудоемкость. Они будут так проваривать. Я посмотрел еще пару тем подобных. И решил назначить двухсторонний шов Т3 с катетом 6. Толщина ребра 8. Я считаю, что данного катета будет достаточно для прочности. А 8 катет тут будет лишний по причине опять той же прочности и того, что там рядом расположена шайба с гайкой.
Что касается того что это дело технолога и сварщика, то возможно, но на чертежах, то приходится указывать мне. А потом их высылать на завод. Сварщик наварит как захочет, то тут это ты точно подметил))
Сообщение от Alexey-murzin: И решил назначить двухсторонний шов Т3 с катетом 6. Толщина ребра 8.
И правильно сделал: шов равнопрочен с основным металлом. А если ещё будет шов с усилением.
Сообщение от Alexey-murzin: решил назначить двухсторонний шов Т3 с катетом 6. Толщина ребра 8. Я считаю, что данного катета будет достаточно для прочности

Не факт. Повторяю еще раз: от способа сварки и сварочного материала зависит. Не поможет также просто разделка кромки и подварка корня — нужен еще и контроль, тогда гарантия равнопрочности. Правда я ориентируюсь на строительные нормы, может у машиностроителей как-то по другому принято.
Сообщение от Vavan Metallist: Не факт. Повторяю еще раз: от способа сварки и сварочного материала зависит. Не поможет также просто разделка кромки и подварка корня — нужен еще и контроль, тогда гарантия равнопрочности. Правда я ориентируюсь на строительные нормы, может у машиностроителей как-то по другому принято.
Ну сварка по ГОСТ 14771-76 Материал сталь 09Г2 с пределом текучести 295 мПа
Сообщение от Сеченов: Вообще это дело технолога, а по-русски вообще сварщика — как он захочет так и сделает, либо с одной стороны, либо в с двух, либо еще разделку фасок сделает
Эт дело не технолога, это дело конструктора. Какой шов конструктор заложит, такой и должен быть. И ответ — сварщик там как захочет, так и сделает — не канает — это брак.
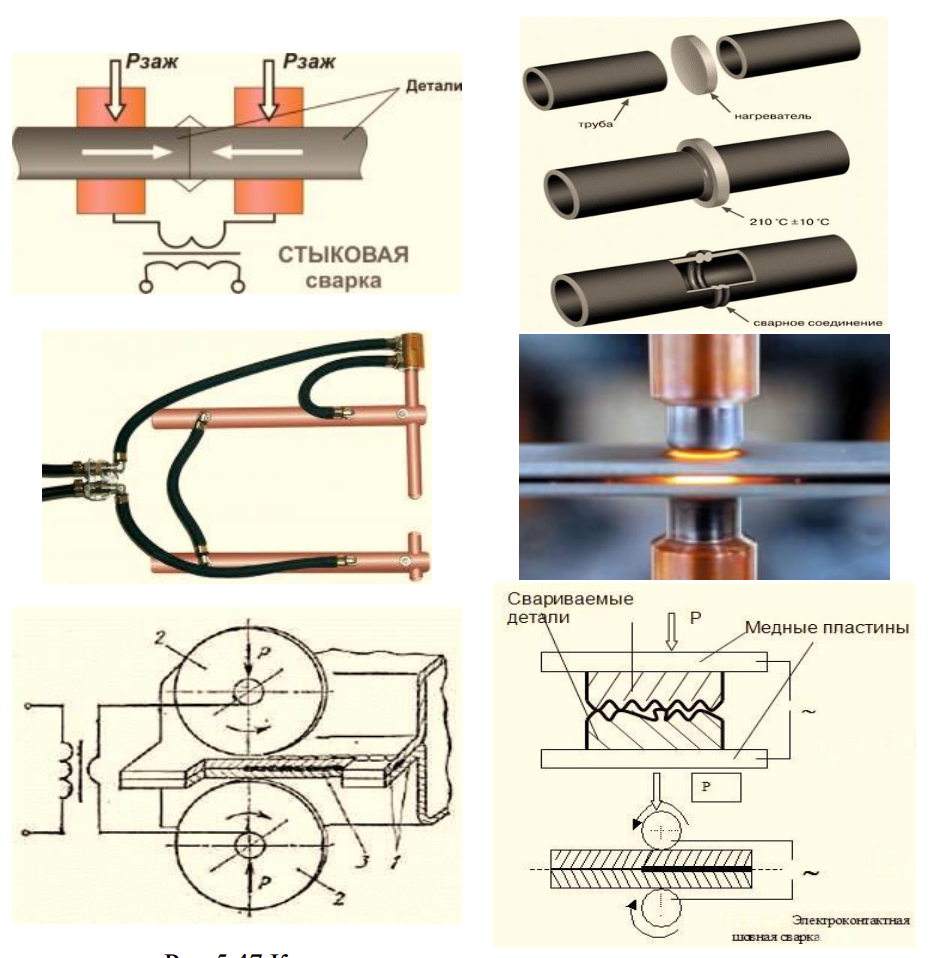
Машины и аппараты
Машина стыковой сварки, как показывает практика, используется чаще всего для соединения полиэтиленовых и иных труб, выполненных из полимерного материала.
Аппарат стыковой сварки полиэтиленовых труб свою высокую популярность приобрел из-за безопасности, надежности, возможности работы с трубами различного размера.
А еще сварка стыковых швов, таким образом, легко удовлетворит даже самые высокие запросы к качеству.
Видео:
Сварочные машины для стыковой сварки труб активно используются при прокладке газо и водопроводов.
Ручная и полуавтоматическая машина стыковой контактной сварки подходит для монтажа трубопроводов среднего и низкого давления.
Расходные и дополнительные элементы машин
В сварочном производстве к категории расходных материалов относят штучные электроды и сварочную проволоку, присадочные прутки и керамические подкладки, то есть, те материалы и изделия, запас которых необходимо пополнять по мере того, как они расходуются в процессе применения. В случае КС расходными материалами являются только электроды, поскольку из-за локализации сварочной ванны не требуются присадки и нет нужды в газовой защите зоны сварки.
В отличие от электродуговой сварки в процессе КС плавятся не сами электроды, а соединяемые детали.
Функции электродов, применяемых в машинах КС, более разноплановые, чем у электродов традиционной дуговой сварки. К числу главных «обязанностей» электродов КС относят следующие:
- замыкание электрического контура с целью подачи тока к сопрягаемым деталям;
- расплавление деталей в месте соприкосновения;
- передача механического усилия для поджатия деталей;
- отвод тепла от сварного узла;
- участие в передвижении свариваемых заготовок при шовной сварке.
Интенсивные термодеформационные воздействия на электроды приводят к быстрому износу их рабочей поверхности, поэтому к материалам электродов для КС предъявляются повышенные требования к прочности, износостойкости и устойчивости к химической агрессии со стороны атмосферного воздуха и материала деталей.
Электроды должны эффективно отводить тепловую энергию от места контактной сварки. Практика показала, что для оказания необходимого сжимающего усилия и оптимального режима проводки электрического тока в зоне контакта, электроды должны иметь определенную геометрическую форму рабочей поверхности, контактирующей с заготовками.
В зависимости от химического состава изделий, свариваемых по технологии КС, рекомендуются следующая геометрия рабочей поверхности электрода:
- для КС низкоуглеродистых сталей – плоская поверхность;
- для сварки легированных и высокоуглеродистых сталей, меди и алюминия – сферическая поверхность.
Чаще используют медные сплавы, в которых легирующими элементами служат хром, цинк, кадмий, цирконий, бериллий, магний
Электроды могут быть прямыми и фигурными, сложной изогнутой формы. Для шовной сварки электроды имеют форму ролика.
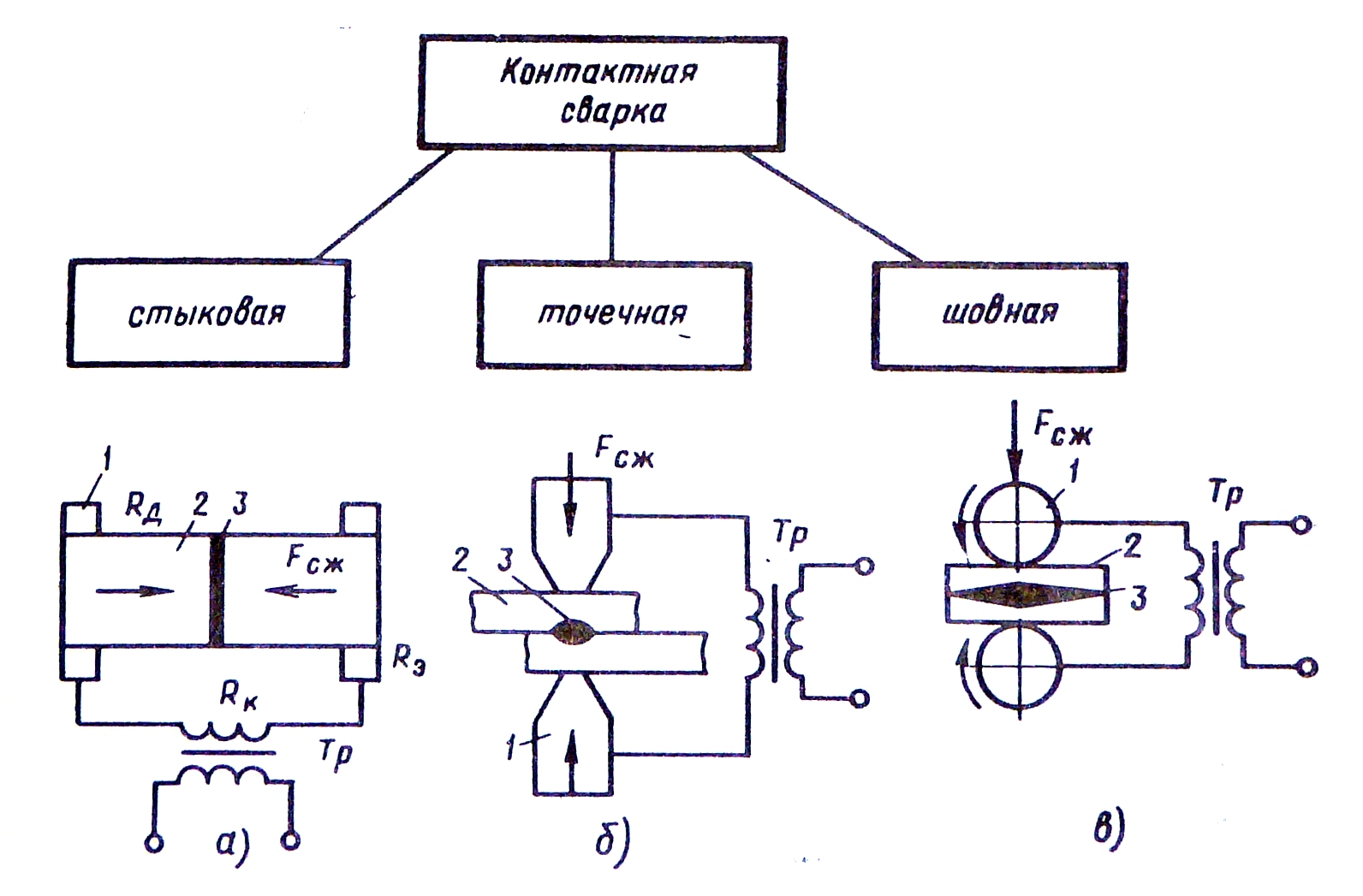
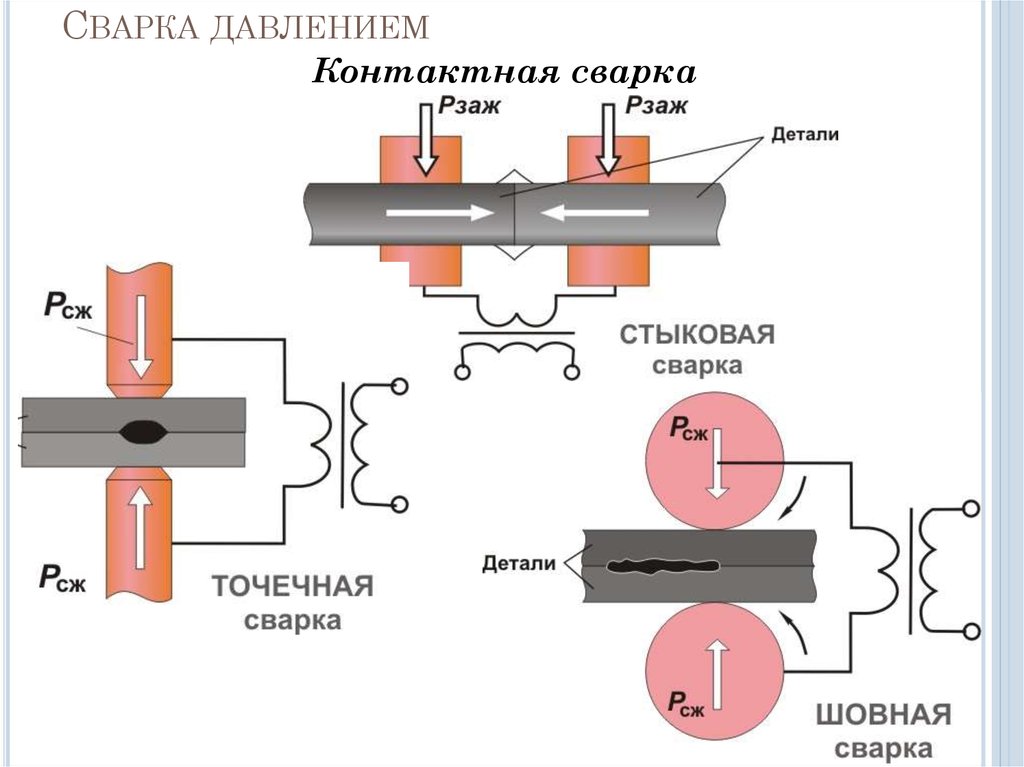
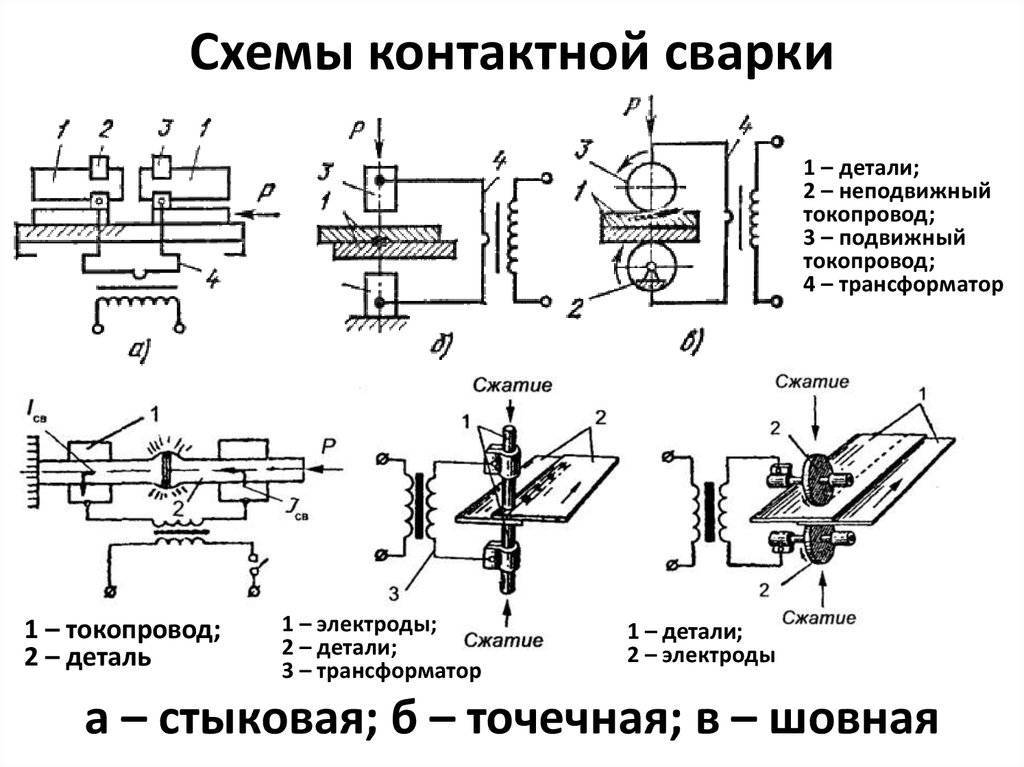
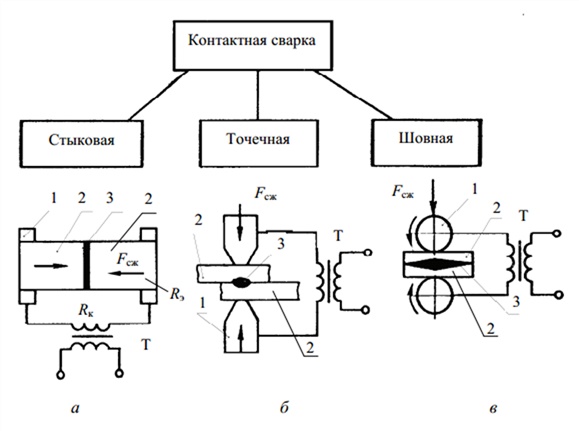
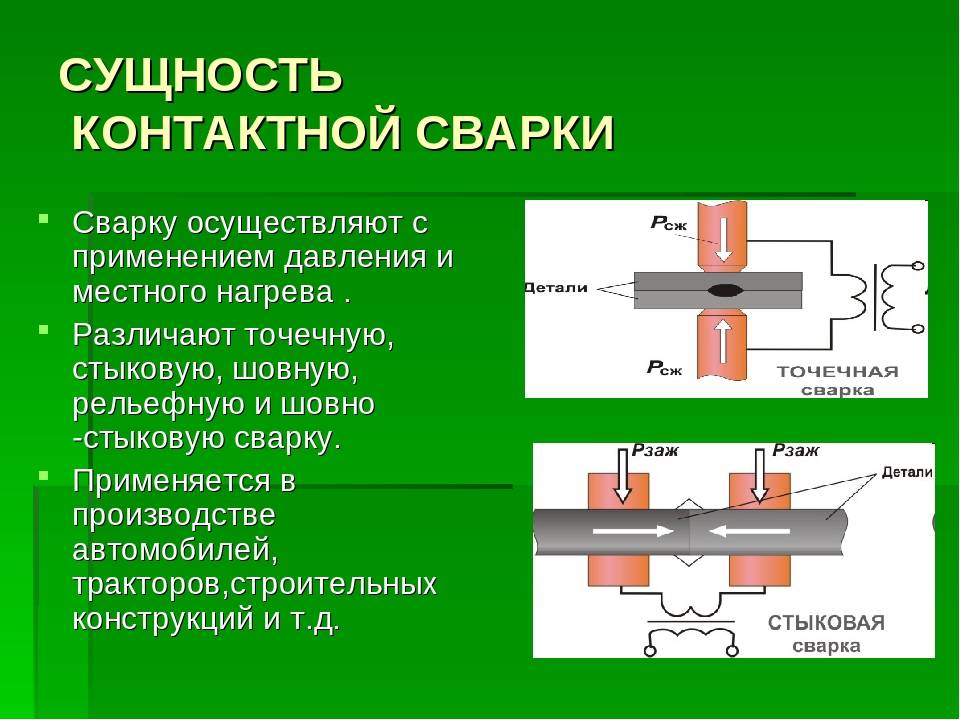
Разновидности процесса контактной сварки
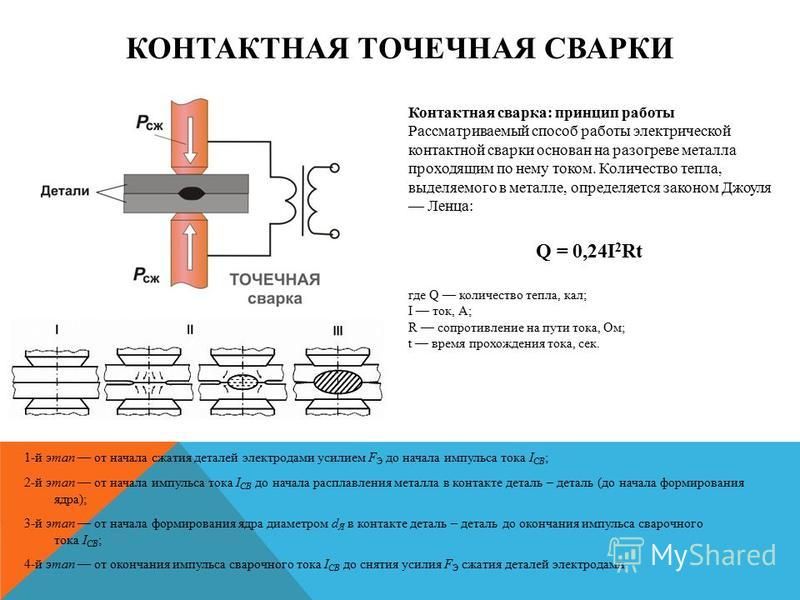
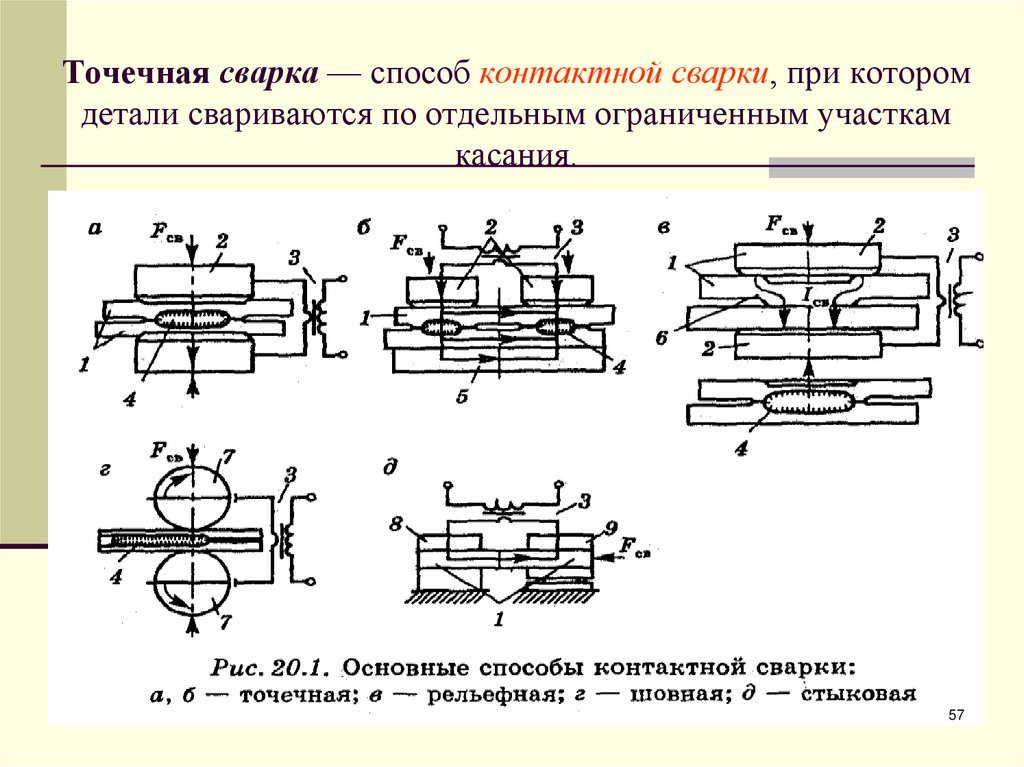
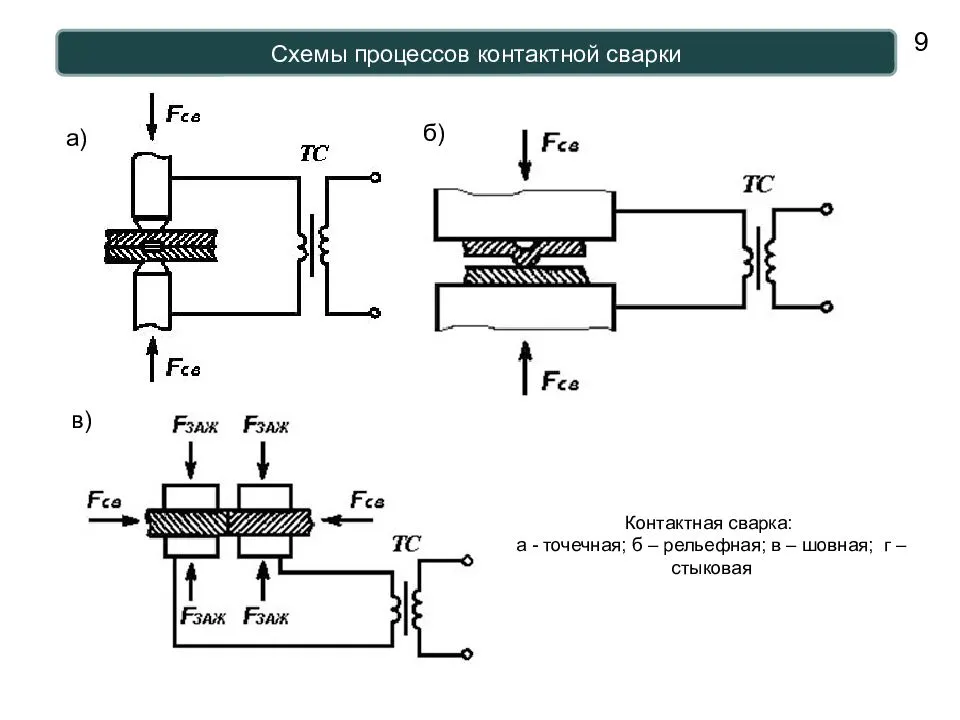
Точечная сварка
- Точечная сварка
- способ контактной сварки, при котором детали свариваются по отдельным ограниченным участкам касания (по ряду точек).
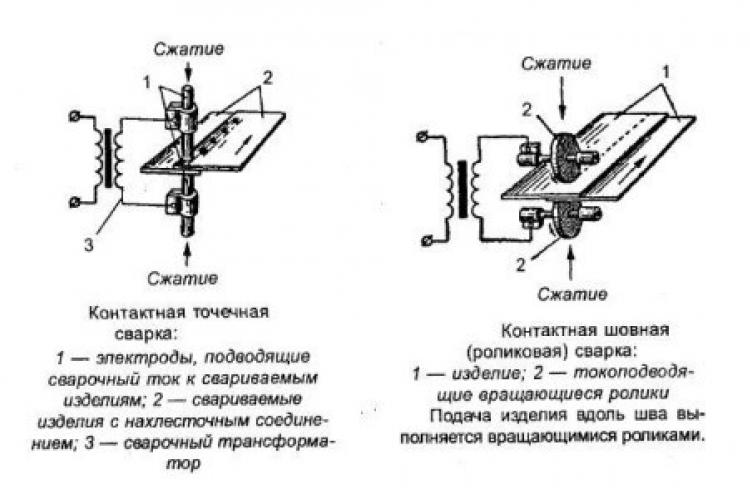
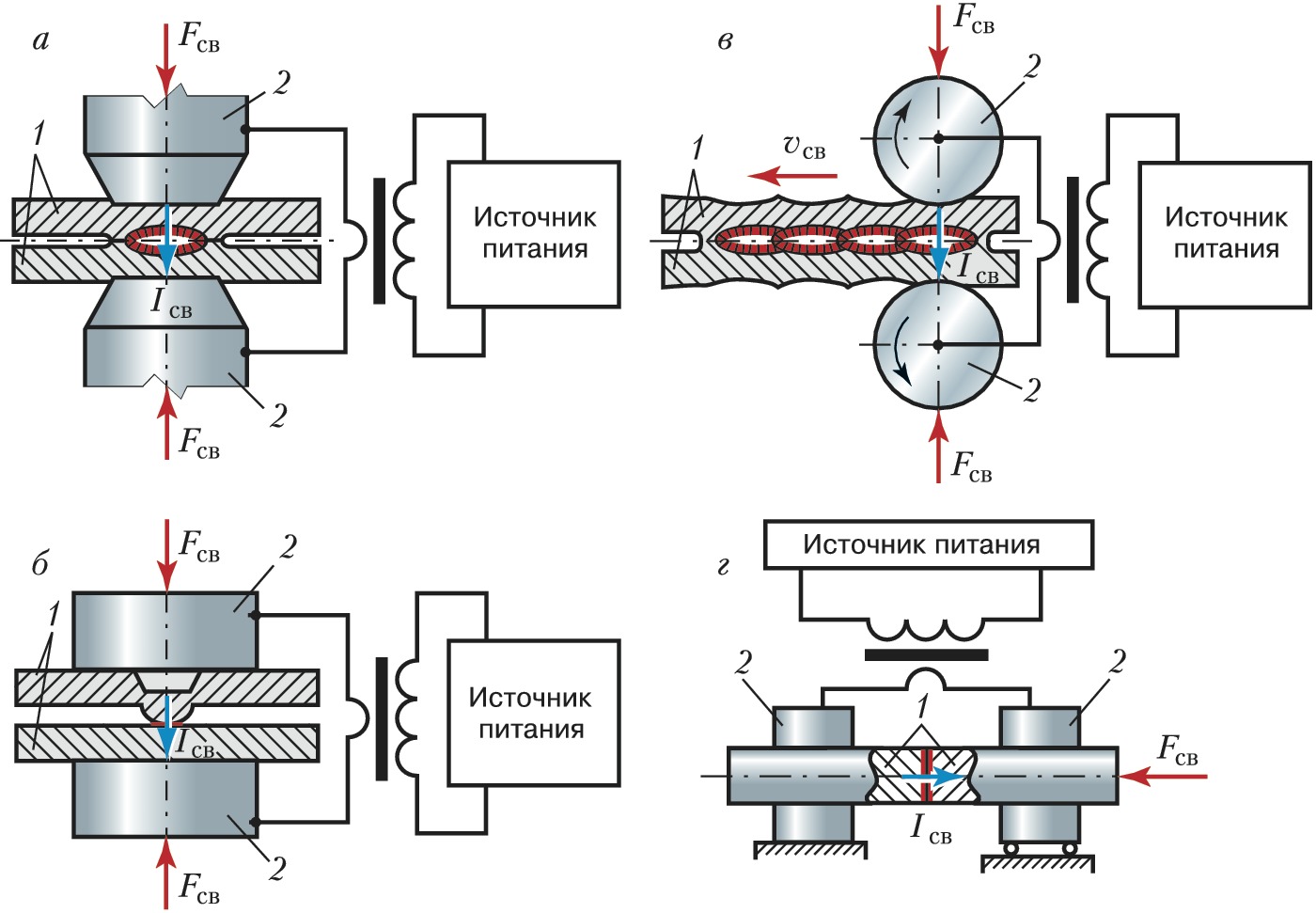
При точечной сварке детали 1 собирают внахлестку, сжимают между электродами 2, к которым подключен источник электрической энергии 3 (например, сварочный трансформатор). Детали нагреваются при кратковременном прохождении сварочного тока до образования зоны взаимного расплавления деталей 4, называемой ядром. Нагрев зоны сварки сопровождается пластической деформацией металла в зоне контакта деталей (вокруг ядра), где образуется уплотняющий поясок 5, надежно предохраняющий жидкий металл от выплеска и от окружающего воздуха. Поэтому специальной защиты зоны сварки не требуется.
После выключения тока расплавленный металл ядра быстро кристаллизуется, и образуются металлические связи между соединяемыми деталями. Таким образом, образование соединения при точечной сварке происходит с расплавлением металла.
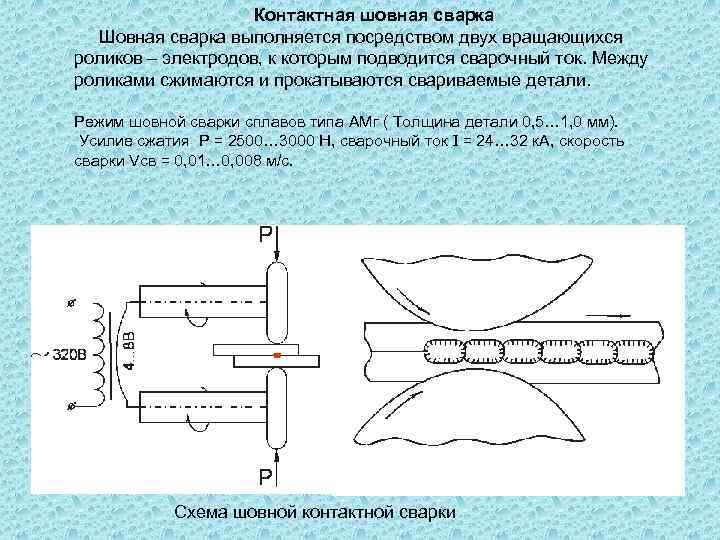
Шовная сварка
- Шовная сварка
- способ получения герметичного соединения (шва) путем образования ряда перекрывающихся точек.
Подвод тока и перемещение деталей осуществляют с помощью вращающихся дисковых электродов – роликов 2. Как и при точечной сварке, детали 1 собирают внахлестку и нагревают кратковременными импульсами сварочного тока от источника 3 в результате чего образуется ряд перекрывающихся точек 4.
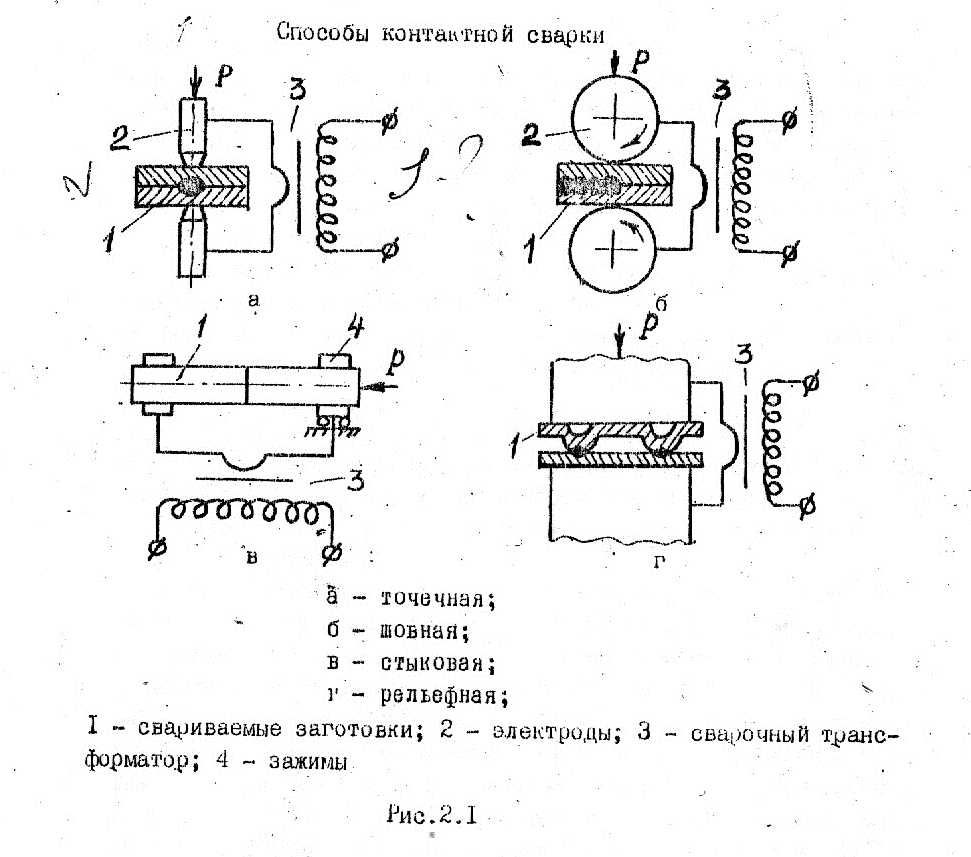
Рельефная сварка
- Рельефная сварка
- одна из разновидностей точечной сварки.
При этом на поверхности одной из деталей 1 предварительно формируют выступ – рельеф, который ограничивает начальную площадь контакта деталей. В результате в этой зоне повышаются плотность тока и скорость тепловыделения. При нагреве рельеф постепенно деформируется; на определенной стадии процесса сварки формируется ядро, как при обычной точечной сварке. Сжатие деталей 1 и подвод к ним сварочного напряжения осуществляется при помощи плит 2.
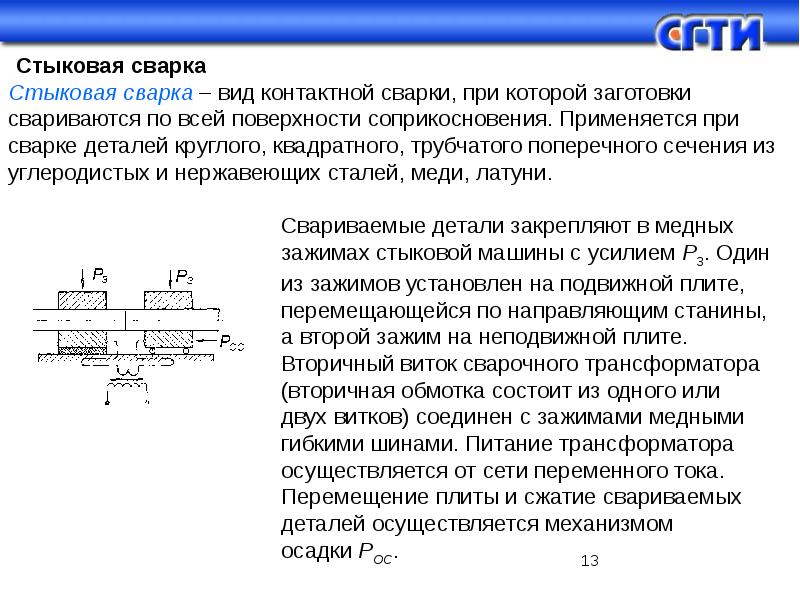
Стыковая сварка
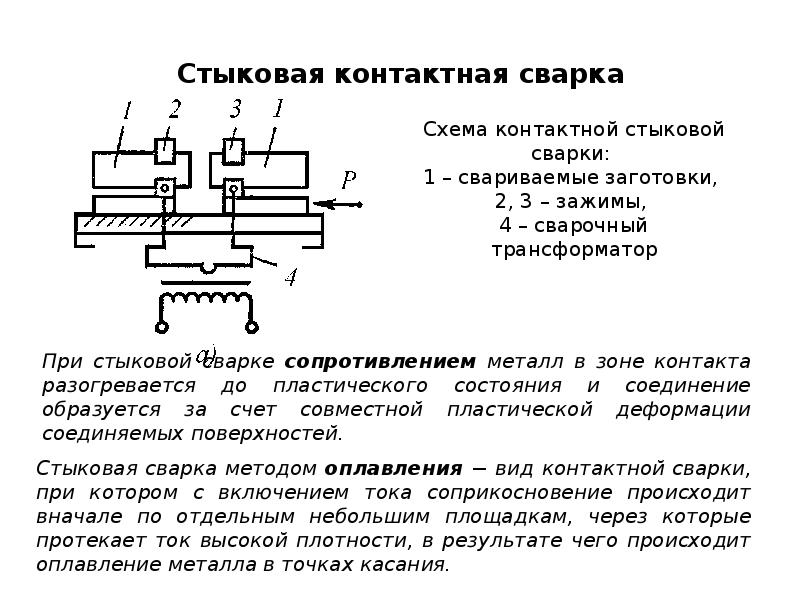
- Стыковая сварка
- способ контактной сварки, когда детали соединяются по всей площади касания (по всему сечению).
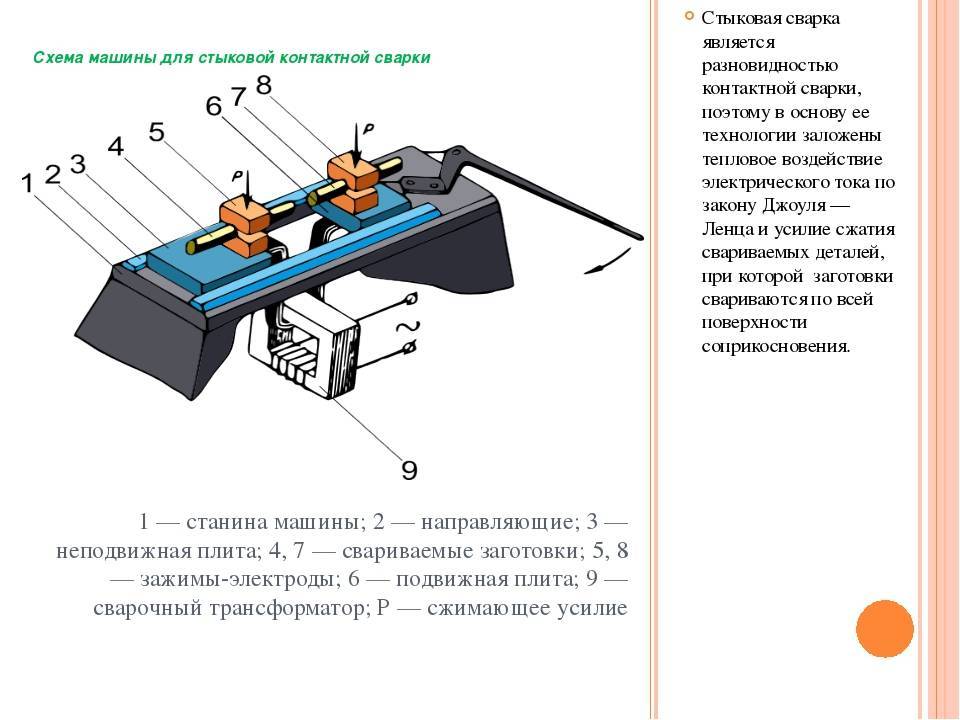
Детали 1 закрепляют в токоподводящих зажимах 2 и 4, один из которых (4) подвижен и соединен с приводом усилия сжатия машины. Напряжение к деталям подают от источника 3.
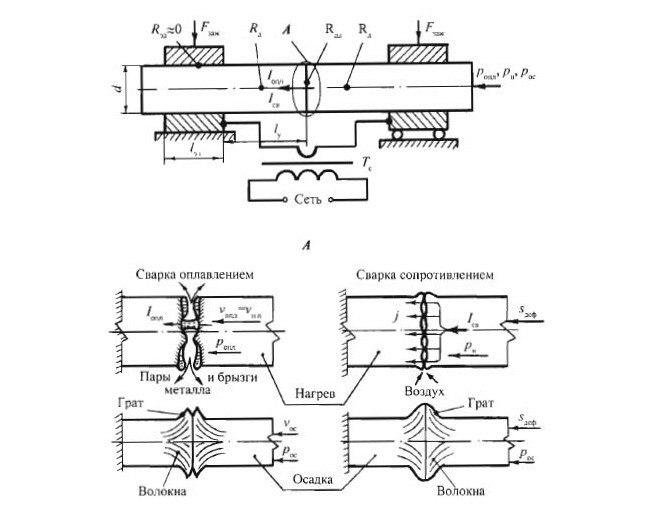
При стыковой сварке сопротивлением детали предварительно сжимают усилием и включают в сеть сварочный трансформатор. По деталям протекает сварочный ток, и происходит постепенный нагрев стыка деталей до температуры, близкой к температуре плавления. Затем сварочный ток выключают и резко увеличивают усилие осадки деталей, которые деформируются в стыке. При этом из зоны сварки частично выдавливаются поверхностные пленки, формируется физический контакт, и образуется соединение.
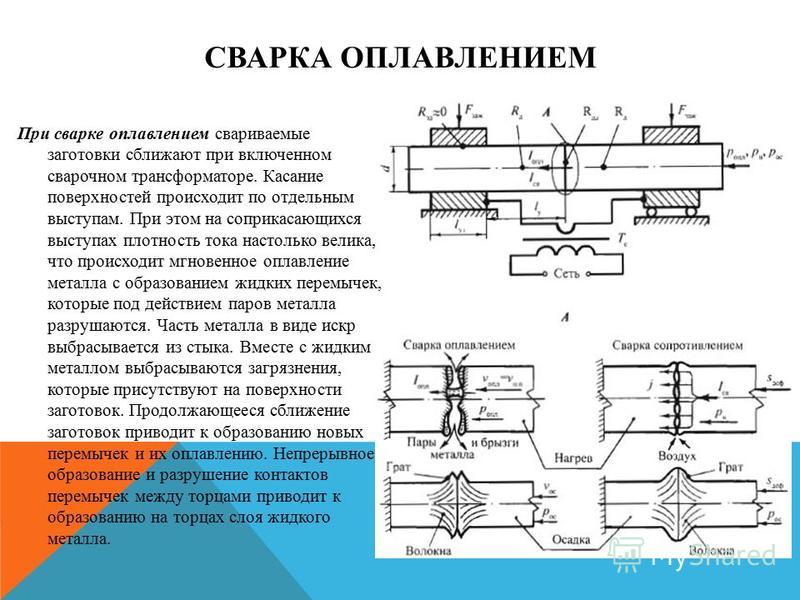
При стыковой сварке оплавлением вначале на детали подают напряжение от сварочного трансформатора, а затем их сближают. При соприкосновении деталей в отдельных контактах вследствие большой плотности тока металл контактов быстро нагревается и взрывообразно разрушается. Нагрев торцов деталей происходит за счет непрерывного образования и разрушения контактов – перемычек. К концу процесса на торцах образуется сплошной слой жидкого металла. В этот момент резко увеличивают скорость сближения и усилие осадки F деталей; торцы смыкаются, большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливается из зоны сварки, образуя утолщение – грат. Сварочный ток выключается автоматически во время осадки деталей. Для более равномерного нагрева деталей по сечению и получения однородных свойств соединений в ряде случаев до начала оплавления торец подогревают током способом сварки сопротивлением.
Шунтирование тока. Шунтирование тока проявляется в протекании части тока вне зоны сварки, например, через ранее сваренные точки при двухсторонней точечной сварке или через одну из деталей при односторонней сварке, при шовной сварке, при стыковой сварке изделий замкнутой формы. Шунтирование в значительной мере нарушает симметрию электрического поля и может привести к уменьшению плотности тока. Токи шунтирования обычно снижаются в процессе сварки за счет нагрева шунта и снижения сопротивления электрод-электрод.
Общие сведения о сварке
В современном машиностроении широко применяют соединения деталей, выполненные с помощью сварки. Сварка успешно заменяет поковки, отливки, клепаные соединения, упрощая технологию изготовления деталей и узлов, снижает трудоемкость и стоимость изготовления изделия, а также уменьшает его вес.
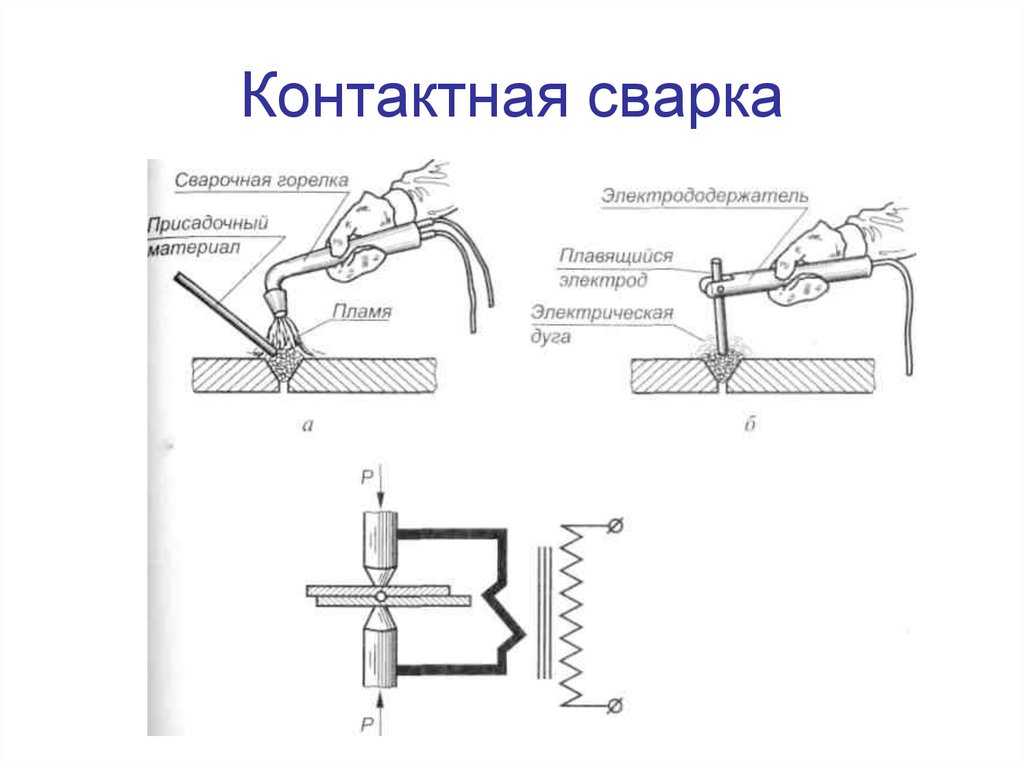
В зависимости от процессов, происходящих при сварке, различают сварку плавлением и сварку давлением.
Сварка плавлением характеризуется тем, что поверхности кромок свариваемых деталей плавятся, взаимно перемешиваются и, остывая, образуют прочный сварной шов неразъемного соединения. К такой сварке относятся газовая и электродуговая сварки.
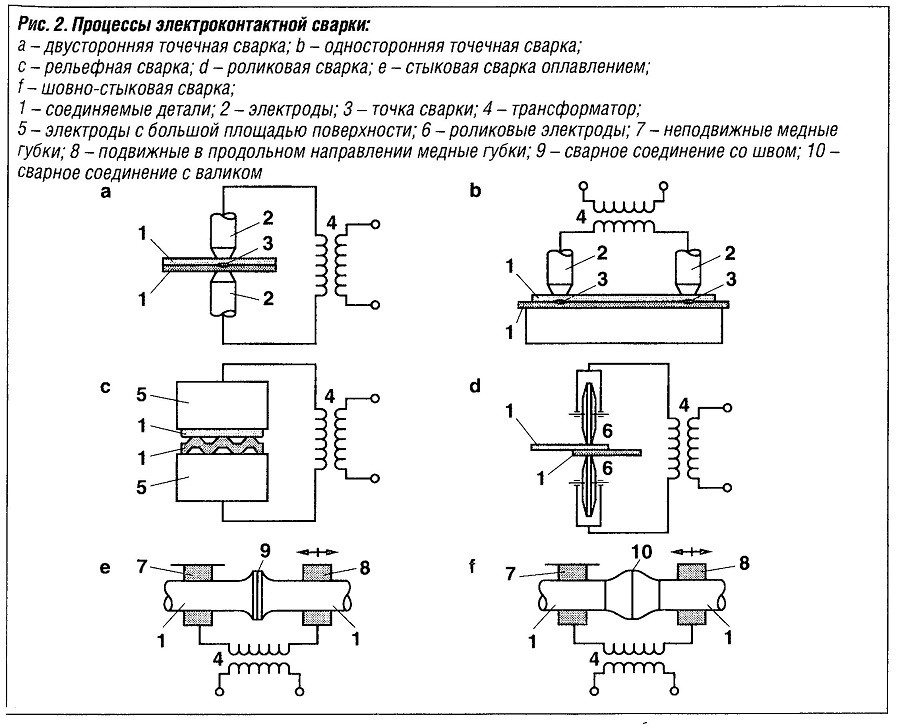
При газовой сварке горючий газ (например, ацетилен), сгорая в атмосферном кислороде, образует пламя, используемое для плавления. В зону плавления вводится присадочный пруток, в результате плавления которого образуется сварной шов (рис. 2, а).
Газовая сварка применяется для сварки, как металлов, так и пластмасс (полимеров).
При электродуговой сварке источником тепла является электрическая дуга, которая возникает между кромками свариваемых деталей и электродом. Дуговая сварка может осуществляться неплавящимися (угольными или вольфрамовыми) электродами (рис. 2, б), либо плавящимися (рис. 2, в) электродами.
В случае использования неплавящихся электродов в зону возникающей дуги вводится присадочный пруток, который плавится и образует сварной шов.
Дуговая сварка плавящимися электродами не требует введения присадочного металла — сварной шов образуется в результате плавления самого электрода.
Электродуговая сварка применяется только для сварки металлов и их сплавов.
Сварка давлением осуществляется при совместной пластической деформации предварительно нагретых поверхностей свариваемых деталей. Деформация происходит за счет воздействия внешней силы, прижимающей участки поверхности свариваемых деталей друг к другу.
Сварка давлением осуществляется, как правило, одним из видов контактной электросварки: точечной (рис. 3, а), шовной – роликовой (рис. 3, б) и др.
Помимо упомянутых способов в современном машиностроении применяются и другие способы сваривания деталей (электрошлаковая, в инертном газе, ультразвуковая, лазерная, индукционная и др.).
По способу осуществления механизации технологического процесса различают ручную, механизированную (полуавтоматическую) и автоматическую сварку.
Для пояснения способов сварки и параметров сварных соединений на чертежах стандарты ЕСКД устанавливают соответствующие условные обозначения.