
Зачем гнуть арматуру
Создание угловых соединений простым пересечением прямых элементов является технологической ошибкой. Такие конструкции не укрепят, а ослабят фундамент, поспособствуют его расслоению.

Верным решением будет согнуть стыкующиеся прутья и уложить их внахлест. Размер такого углового нахлеста делается не меньше 80 см.
Место изгиба должно быть округлым, а радиус закругления составлять примерно 10–15 диаметров конструкции.
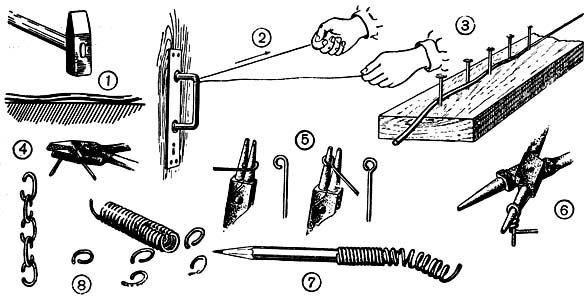
Гнутые арматурные прутки используют и в качестве соединений тех конструкций, на которые действуют силы растяжения и сжатия: лапки, крюки, хомуты, скобы, крепежные элементы.
Станки с ЧПУ для гибки проволоки: разновидности и основные характеристики
Технологически передовыми являются станки с числовым программным управлением. Они позволяют получать детали сложной формы. Для изменения формы гибки и размера изделия меняют программу на компьютере.
Различают несколько типов станков, работающих по компьютерным программам:
- С одной гибочной консолью. На таком агрегате изготавливают несложные по форме изделия. Длина развертки ограничена 1 м.
- С двумя консолями. С их помощью получают металлоизделия сложных конфигураций с большой длиной развертки. Работа производится с проволокой, нарезанной на мерные длины. Гибка осуществляется во встречных направлениях. На двухконсольных станках можно получать закрытые изгибы.
- Объемной гибки. 3D-изгибание позволяет изготавливать сложные объемные формы. Минусом такой технологии является высокая стоимость агрегатов и их неспособность обеспечить высокую производительность. На таких станках изготавливают бесшовные изделия, к которым будут предъявляться высокие требования по прочности во время эксплуатации.
Оборудование для выполнения волочения проволоки
Волочение проволоки происходит на станке, оборудованном специальным инструментом – волоком с отверстием, которое называется «глазком». Отверстие имеет постепенно уменьшающееся сечение, через которое протягивают заготовку.
Конструкция оборудования зависит от особенностей тянущего механизма:
- Станок для волочения, в котором металл наматывают на барабан и снимают в виде мотка или катушки. Барабанные машины бывают однократными и многократными.
- Агрегат, обеспечивающий прямолинейное движение заготовки. Устройства этой группы разделяются на цепные, реечные и винтовые.

Основной рабочий инструмент станка для производства проволоки – волока. Он состоит из двух элементов: непосредственно волоки и обоймы. Такая конструкция обусловлена условиями эксплуатации и материалом, из которого сделана фильера. Ее изготавливают из качественных твердых сплавов, которые устойчивы к истиранию, расколу и механическому воздействию. Инструмент станка условно разделен на четыре рабочие зоны:
- входная;
- смазочная;
- деформирующая;
- калибрующая.
 Волоки для волочения проволоки
Волоки для волочения проволоки
Волоки бывают монолитными и составными из нескольких сопряженных частей. Сборная конструкция экономичнее монолитного механизма по расходу электроэнергии.
Во время волочения проволоку укладывают в стальную обойму, которая служит изделию защитой от излишнего сжимания.
На многих больших предприятиях калибровочные цеха оснащены разноплановыми станками под всевозможные виды продукции.
Как сделать пружину своими руками из проволоки и на производстве: описываем досконально

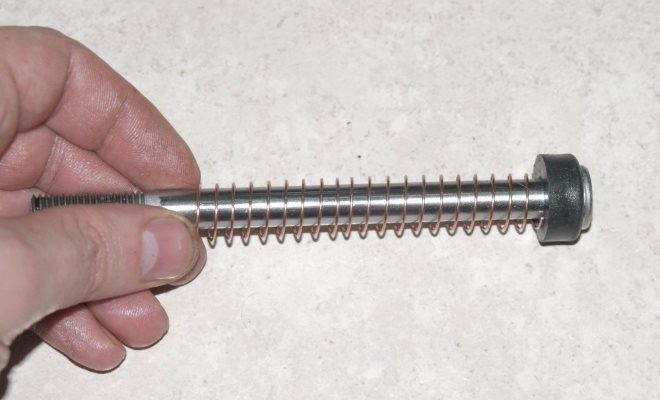
Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
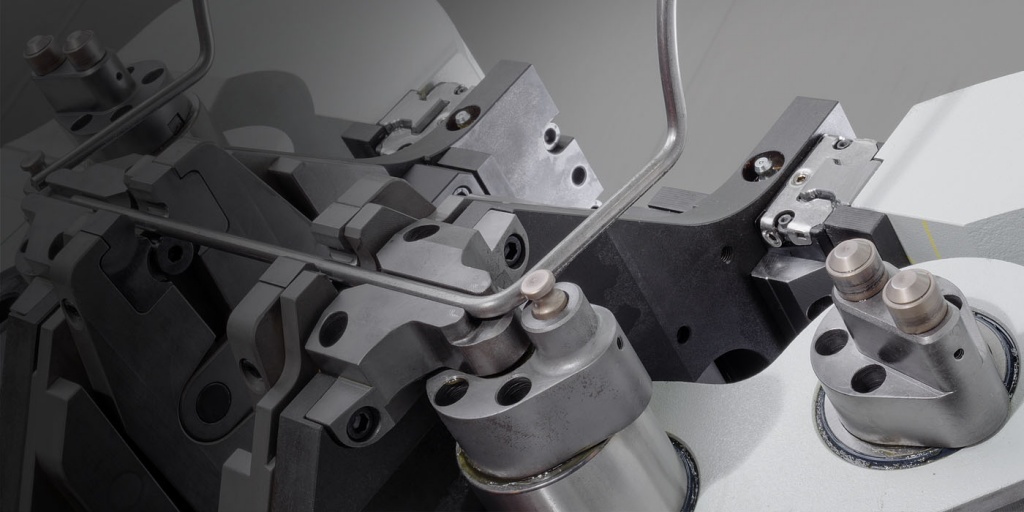
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение.
Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно.
Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Так же есть специальный софт для расчета всех параметров:
Типичные ошибки
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
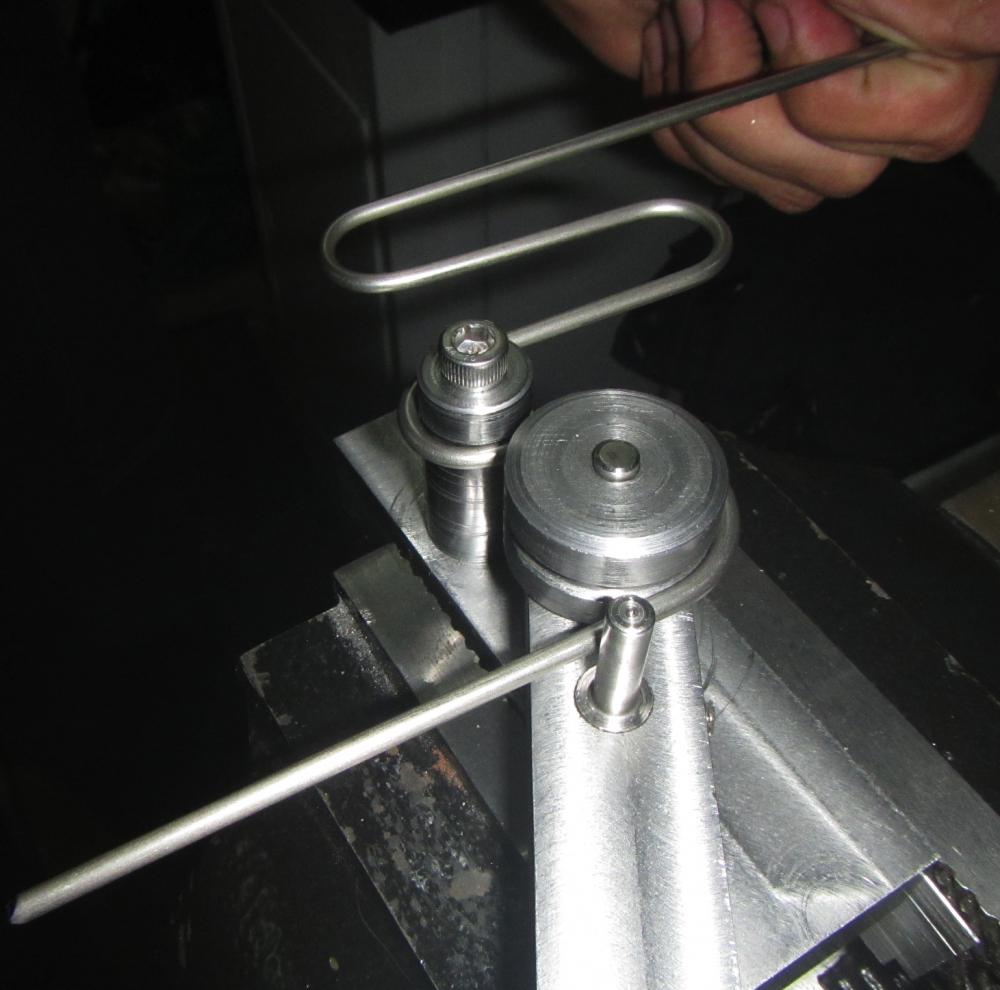
Зажимаем проволоку на оправке с помощью винта.
Теперь нам необходимо создать натяжение стальной струны перед намоткой.
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).


![Станок для гибки проволоки своими руками [инструкция, видео]](https://takorest.ru/wp-content/uploads/8/8/f/88f175015d89bffa2e4c952acdd7633b.jpeg)



Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Гибочные станки для арматуры, проволоки, листового металла и труб предлагает . На нашем сайте представлены не только технические характеристики, но и видео гибочных станков и фото готовых изделий, что позволит лучше понять процесс производства. Если Вы не нашли нужного оборудования на сайте, пришлите ТЗ на почту, мы подберем станок под Ваши задачи.
Типы проволокогибочных станков
В зависимости от технологии выделяют несколько типов проволочных станков:
- изготавливающие детали из бухты;
- сгибающие из металлического прутка;
- сгибающие обкатным способом;
- сгибающие способом проталкивания;
- аппараты с чпу.

Станки, изготавливающие проволоку из бухты
Указанный тип агрегата применяется для серийного производства. Подобные проволокогибочные аппараты имеют высокую производительность и экономичность по сравнению с другими.
Процесс изготовления проволоки проходит несколько этапов:
- берется размотчик;
- в нем фиксируют бухту с проволокой;
- на проволоку оказывают действие сразу два механизма, один из которых плоскостной, другой — роликовый;
- проволока становится прямым прутом;
- прямой проволочный прут помещается в гибочный участок аппарата;
- на выходе получается деталь, имеющая нужную форму;
- готовое изделие отрезается специальными механическими ножницами.
Подобный гибочный станок в состоянии выпускать только определенный вид готового изделия. Это обусловлено наличием в нем приспособлений, заранее настроенных на изготовление деталей, имеющих определенную форму.
Агрегаты выпускают простые по форме детали и не предлагают их широкого разнообразия. Число операций по сгибанию на подобных станках ограничено пятью.
Аппараты, сгибающие проволоку из металлического прутка
Указанный аппарат считается более технологичным по сравнению с предыдущим. Станок проводит дополнительную обработку готового изделия, чего не делает агрегат из бухты.
Аппарат позволяет делать штамповку и резьбу на проволочных изделиях.
Указанный тип станка имеет два основных недостатка:
- отличается низкой производительностью;
- требует установки вспомогательного устройства подачи заготовок, отличающегося сложностью конструкции.
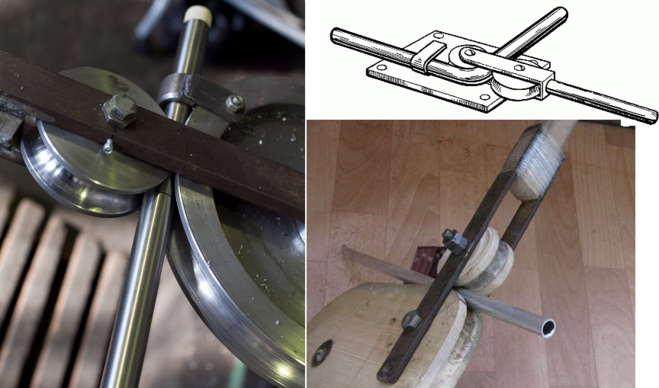
Устройства, сгибающие обкатным способом
Устройства данного типа предназначены для изготовления деталей круглой формы. Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Устройство позволяет регулировать пружинный шаг и угол сгибания детали. Это обеспечивается благодаря положению обкаточных роликов касательно вала.
Данный ручной станок для гибки изготавливает только один тип продукции. Чтобы изменить вид и форму выпускаемой продукции, потребуется предварительная замена приспособлений для гибки. Необходимо будет выполнить пусконаладочные работы.
Агрегаты, работающие способом проталкивания
Метод проталкивания применяется для проволоки, которой необходимо придать форму сложной геометрической фигуры.
Процедура проталкивания основывается на поступательном движении металлического материала через профилегибочное устройство. Заданную форму детали придают обкатывающие ролики. Вместо профилегибочного устройства станка может использоваться пружинонавивочное устройство.
Оборудование, на котором возможна гибка проволоки данным способом, отличается сложностью и требует специальных познаний.
Аппараты с числовым программным управлением
Прогресс в станкостроении позволил внедрить агрегаты с чпу, с помощью которых стала возможна гибка проволоки.
Агрегаты с чпу имеют высокую производительность труда. При необходимости изменить форму и вид выпускаемой продукции достаточно только сменить производственную программу на компьютере.
Преимущества применения станков для гибки проволоки с ЧПУ
Проволокогибочные станки данной группы управляются оператором с компьютера. Это обеспечивает возможность поворачивания гибочных консолей внутри трехмерного пространства в различных последовательностях. Применение такого класса оборудования в разы повышает производительность предприятий. Чтобы изменить или задать параметры гибки, нужно только ввести сведения в программу. К другим преимуществам техники с ЧПУ относятся:
- высокая скорость выполнения поставленных задач;
- предельная простота обслуживания;
- безопасность для работников;
- безупречная точность гибки;
- универсальность применения (оборудование настраивается под диаметр проволоки и материал ее изготовления);
- бесперебойное функционирование в круглосуточном режиме.
Обслуживание оборудования и техника безопасности
При работе с промышленным оборудованием нужно соблюдать технику безопасности:
- Перед работой с сотрудниками проводится инструктаж.
- В механизированных станках для запуска рабочих механизмов применяется электронное управление. Таким образом снижается риск получения травмы при работе.
Важно периодически смазывать подвижные элементы машинным маслом, чтобы увеличить срок эксплуатации листогиба.
Станки для гибки металла, используются как на предприятиях, так и в частных мастерских. При выборе оборудования нужно учитывать размеры и толщину обрабатываемых заготовок
От этого зависит вид, размер и характеристики станка.
Как согнуть стекло?
В сети сегодня можно встретить много советов о правильной отделке оргстекла и даже посмотреть руководство на видео. Но для систематизации информации лучше сначала прочитайте нашу инструкцию. Если желаете в домашних условиях согнуть полимерное стекло, то для этого потребуется следующие инструменты и оборудование.
Необходимое оборудование и способы сгибания
Перед тем как работать с оргстеклом, нужно вырезать готовую деталь или изделие, его края. Брать гнутое оргстекло лучше термоустойчивыми перчаткам.
Для того чтобы согнуть стекло в домашних условиях, понадобится его нагреть. А это значит, нужно найти приспособление, способное быстро разогреть необходимый участок. Для нагревания стекла подойдут различные приспособления, начиная от свечей и заканчивая паяльником. Все зависит от площади нагрева, например, мелкие кусочки оргстекла можно нагреть, просто прокипятив их в воде, для более крупных деталей без инструмента не обойтись. Рассмотрим самые из них простые и удобные.
- Нагревание стекла можно осуществить с помощью фена строительного. Если ваш материал превышает 5 мм то нагревать его будем с двух сторон. Перед тем как нагревать стекло нужно подготовить какой-нибудь шаблон для сгиба, станок из дерева или просто будем сгибать его, например, о поверхность края стола. Итак, направляем фен на нужный для обогрева участок. Убедившись, что наш материал стал мягче, сразу придаем ему форму, не дождавшись его остывания. Нужно загибать в противоположную сторону от нагретой стороны. А если вы греете обе стороны, значит, внешний угол должен быть согнут в последнюю очередь. После того, как полимерное стекло согнуто, нужно его оставить на некоторое время в сторону для остывания.
- Проволока из нихрома может послужить для нагрева поверхности стекла. Для такого процесса нужно стекло закрепить на краю верстака или стола, а под ним проложить проволоку от листа на 5 мм. – получаем самодельный термогибочный станок. Нихром подключается к трансформатору и нагревается, после нагрева проволоки полимерное стекло начнет провисать. Не стоит «помогать» стеклу сгибаться, это грозит возникновением внутренних напряжений.
- Иногда сгиб не должен произойти по всей плоскости периметра или нужно согнуть стекло под 90 градусов. В этом случае можно воспользоваться паяльником. Отмечаем карандашом участок и проводим по нему паяльников, немного расплавляя поверхность. Загнуть стекло нужно до момента остывания.
- Иногда стекло требуется не просто согнуть, а придать ему округлую форму. Для таких целей понадобится определенный остаток трубы, вокруг которой будет закручиваться наш материал. В этом случае лучше воспользоваться паяльной лампой.
В том случае, если вам нужно будет согнуть значительную площадь искусственного стекла, то мастера советуют потренироваться на небольшом участке. С помощью любой технологии сгиба можно украсить свой дом красивыми поделками из оргстекла.
Те из начинающих мастеров, кому предстоит работать с органическим стеклом, задаются вопросом, как согнуть оргстекло в домашних условиях без ухудшения его технических характеристик.
Оргстекло является популярным материалом, который применяется при проведении отделочных работ в помещениях и при отделке мебели.
Оргстекло является популярным материалом, который применяется при проведении отделочных работ в помещениях и при отделке мебели. Используя этот материал, можно придать уникальность любому интерьеру. Из оргстекла в домашних условиях можно с легкостью изготовить рамки для фотографий и прозрачные корпуса для различных устройств.
![Станок для гибки проволоки своими руками [инструкция, видео]](https://takorest.ru/wp-content/uploads/9/c/9/9c944c4dba4a9f4b0ed9d0f48f54e3ad.jpeg)


Применение этого материала обусловлено наличием у него целого комплекса преимуществ по сравнению с обычным стеклом. Основными являются следующие:
- невысокая плотность по сравнению с силикатным стеклом;
- материал является менее хрупким благодаря наличию аморфной структуры;
- высокая устойчивость к атмосферному воздействию;
- высокая ударопрочность;
- полимер является безосколочным материалом;
- высокий показатель прозрачности;
- наличие возможности изменять форму заготовки.
Все эти свойства определили широкую популярность в использовании этого материала как в быту, так и в промышленности.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки.
Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
- Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
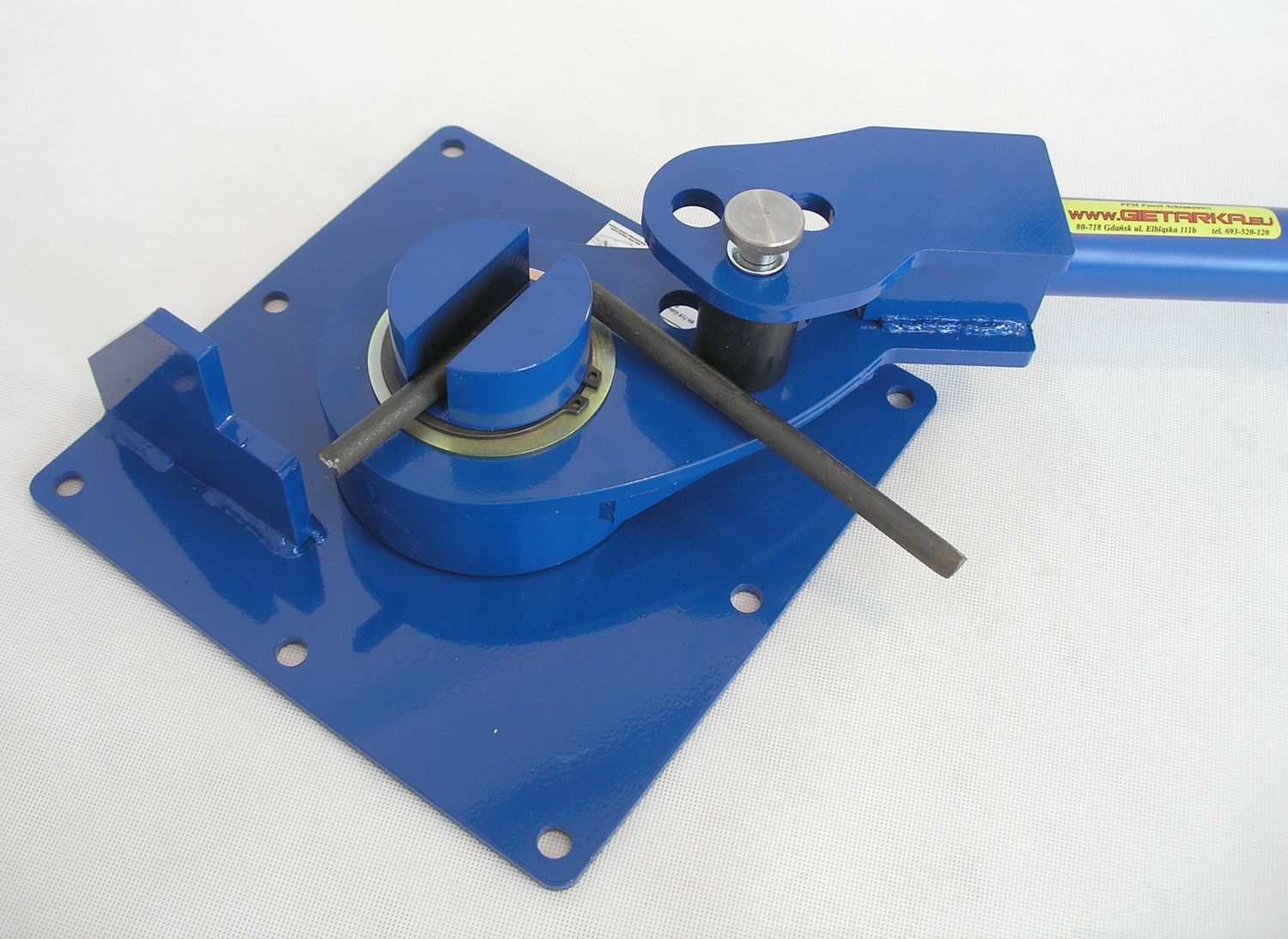
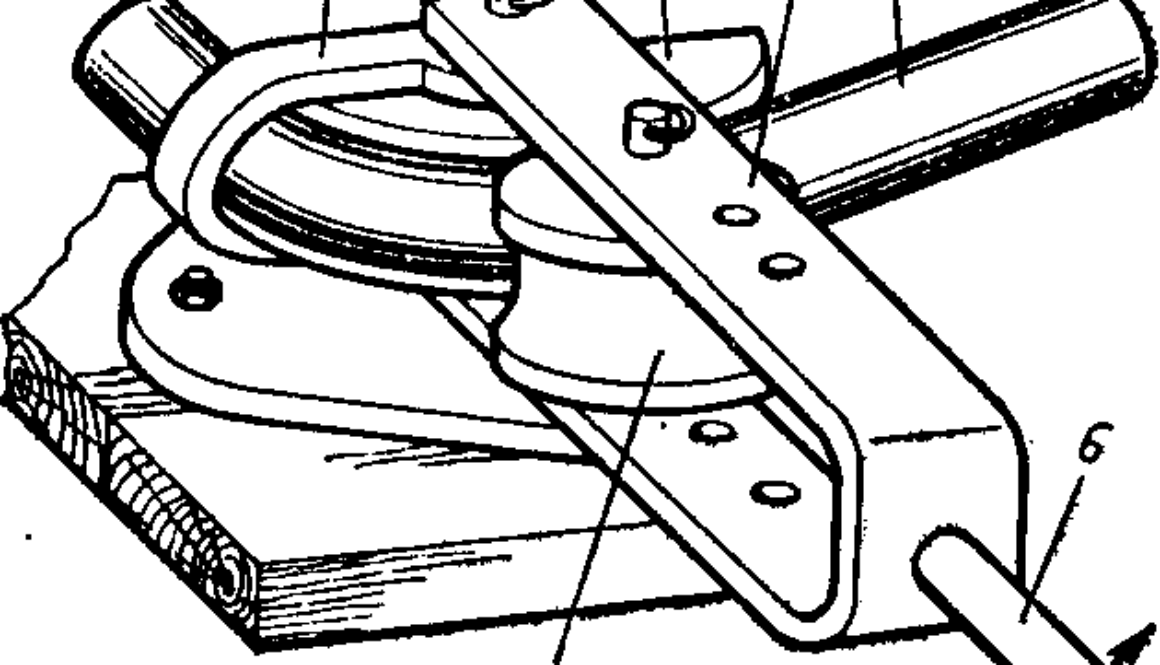
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания.
Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
Техники работы
- Различные техники плетения помогают создавать самые разнообразные изделия. Среди всего многообразия методов работы с проволокой можно выделить несколько базовых техник:
- Декоративное плетение с добавлением бисера и стекляруса. Можно создавать различные интересные поделки из бисера и проволоки. В отличие от лески, которая может порваться, проволочная основа хорошо держит форму и хорошо гнется в любую нужную сторону.
- Техника закручивания в виде спирали и прочих завитушек позволяет смастерить уникальные изделия. Появление такой техники кручения дало толчок к ювелирным изыскам. Из серебряной и золотой проволоки стали плести дорогие украшения и предметы роскоши.
- Ганутель предполагает смешивание проволоки с шелковыми нитями для создания разнообразных поделок цветов с использованием жемчуга, бисера, страз или драгоценных камней.
- Техника филиграни позволяет изготавливать ажурные предметы интерьера и украшения.
Опытные мастера в своей работе могут иногда использовать несколько техник для изготовления одного изделия. Они специально используют такое решение
Здесь важно только не перегружать результат в итоге
Ручные гибочные станки и приспособления

Механизация коснулась и профессии арматурщика, которая всегда считалась одной из самых сложных и ответственных в сфере строительства. Ежедневно представители этой специальности выполняют армирование бетонных конструкций, используя жесткие прутья из стали. Такой процесс характеризуется повышенной трудоемкостью.
Управляется станок для гибки арматуры одним-единственным оператором. Рабочему требуется лишь задавать режим обработки изделий, а все остальное выполняет его механический гибочный агрегат, функционирующий в автоматическом режиме.
Машины для гибки активно используются следующими предприятиями:
- домостроительными комбинатами;
- заводами по изготовлению конструкций из железобетона;
- компаниями, занимающимися монолитным строительством;
- комбинатами по выпуску металлических петлей, скоб, хомутов и иных изделий сложной формы.
Станок для гибки арматуры разумно применять в тех случаях, когда он эксплуатируется каждый день для выполнения большого объема работ. С его помощью производится обработка:
- металлических полос;
- прутков из стали с резьбой;
- арматурной и углеродистой стали;
- сортового проката.

Любой гибочный агрегат достойного качества обеспечивает высокую производительность и безопасность выполнения работ, получение точного сгиба, а также позволяет оператору выбирать способ управления аппаратом (от ножной педали либо вручную).
Небольшие строительные компании могут использовать ручной станок для гибки арматуры, более крупные предприятия, как правило, эксплуатируют гибочное оборудование, оснащенное электроприводом. Популярны, кроме того, и машины, в которых имеется возможность выполнять, как автоматическую, так и ручную гибку.
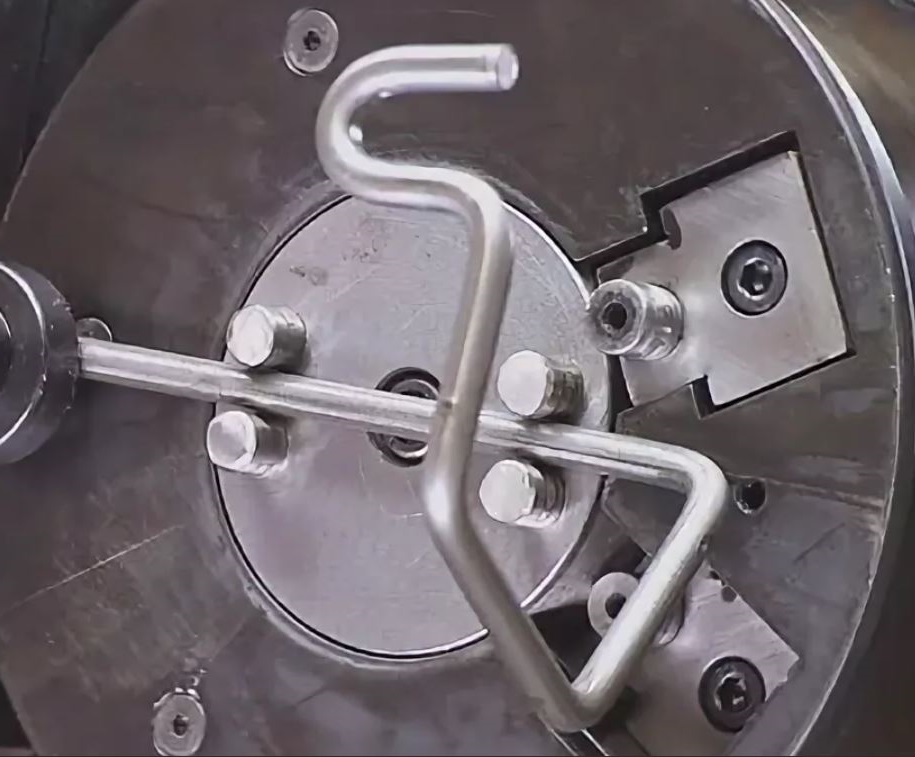
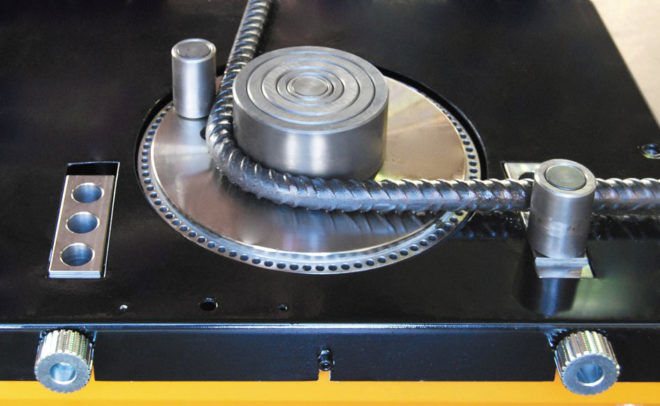
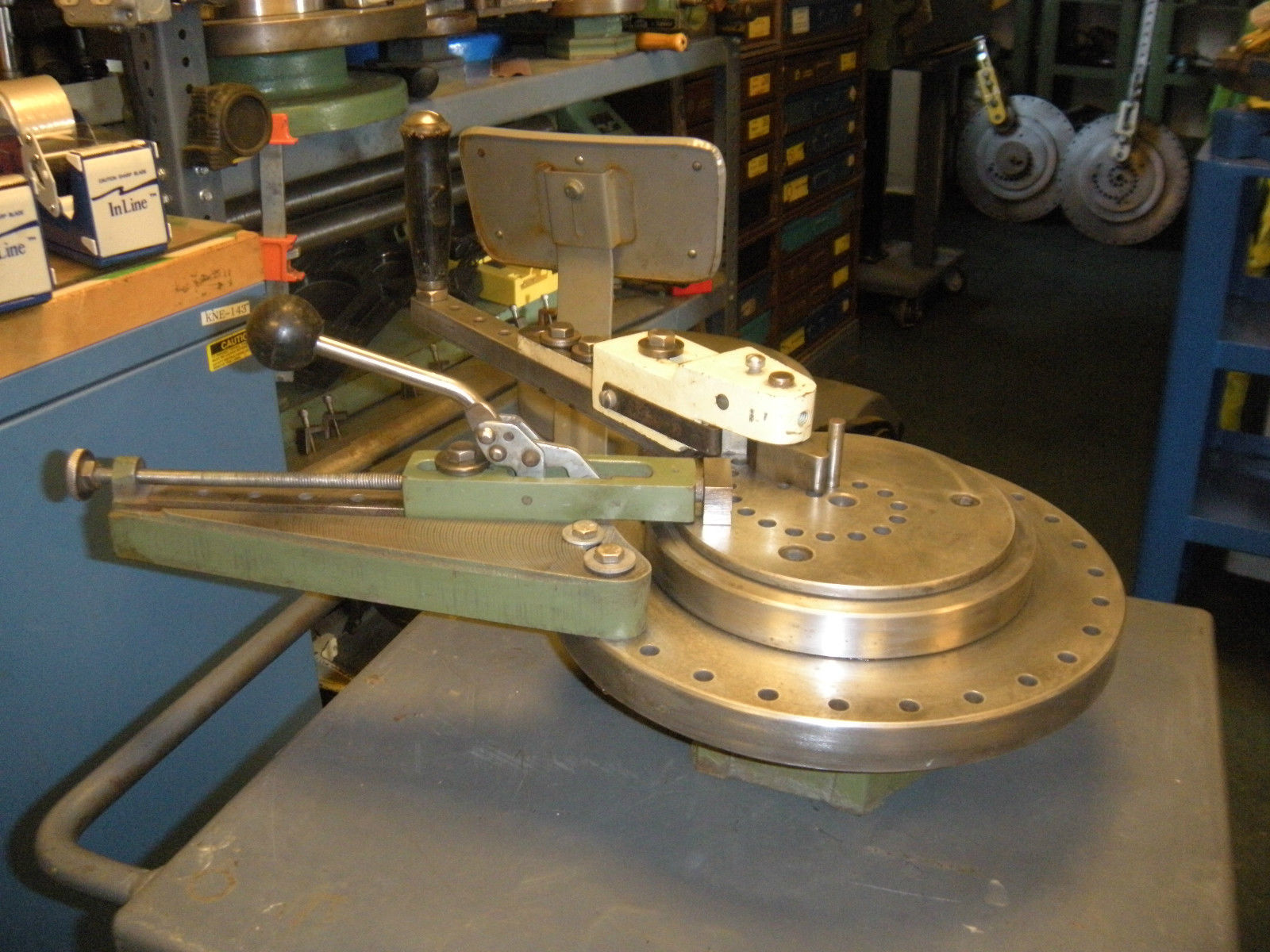
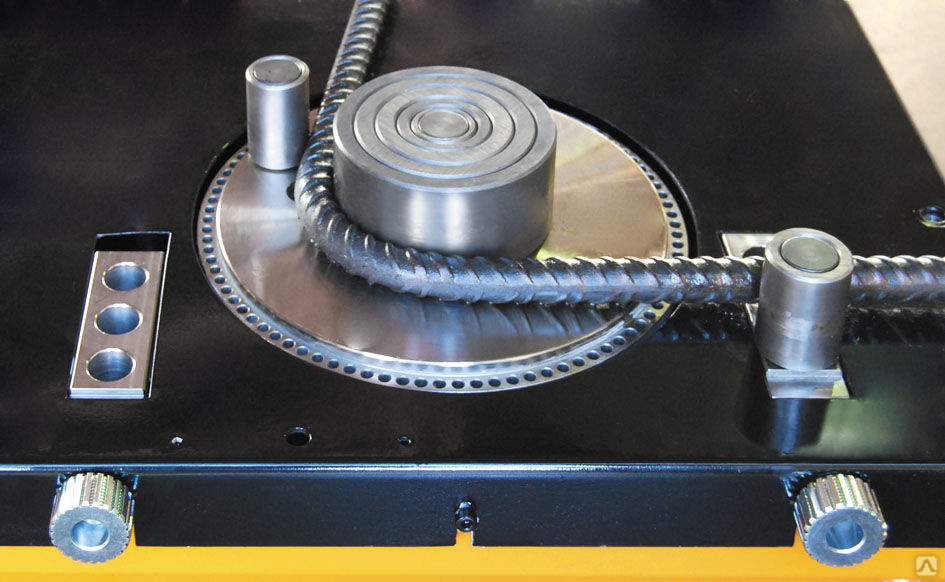
На отечественном рынке представлены станки различных производителей (и российских, и зарубежных). Они могут характеризоваться разными техническими показателями, но их конструкция и принцип работы остаются неизменными. Любой станок для гибки арматуры имеет три ролика – гибочный, центральный, упорный.
Первые два вращаются в любую сторону (влево, вправо), они монтируются на рабочем диске гибочной машины. А вот упорный ролик предназначен для удержания обрабатываемого изделия, поэтому он крепится около рабочего диска неподвижно. Непосредственно процесс сгибания изделия осуществляется вокруг центрального ролика.
Гибочный станок, оснащенный электрическим двигателем, может иметь разную мощность, конструкцию привода, геометрические габариты и вес. Такое разнообразие позволяет строительным организациям приобретать те установки, которые идеально подходят для них. Гибочный агрегат с электродвигателем может иметь мощность от 1,5 до 5,5 киловатт. Он состоит из далее указанных узлов:
- корпус;
- привод;
- механизм для уменьшения количества оборотов двигателя (иными словами – редуктор);
- панель управления;
- гибочное устройство (упорная рейка, диск, ролики, дополнительные приспособления).
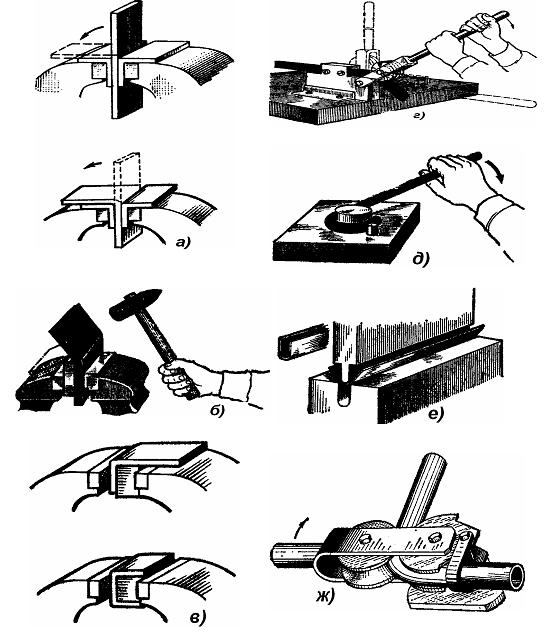
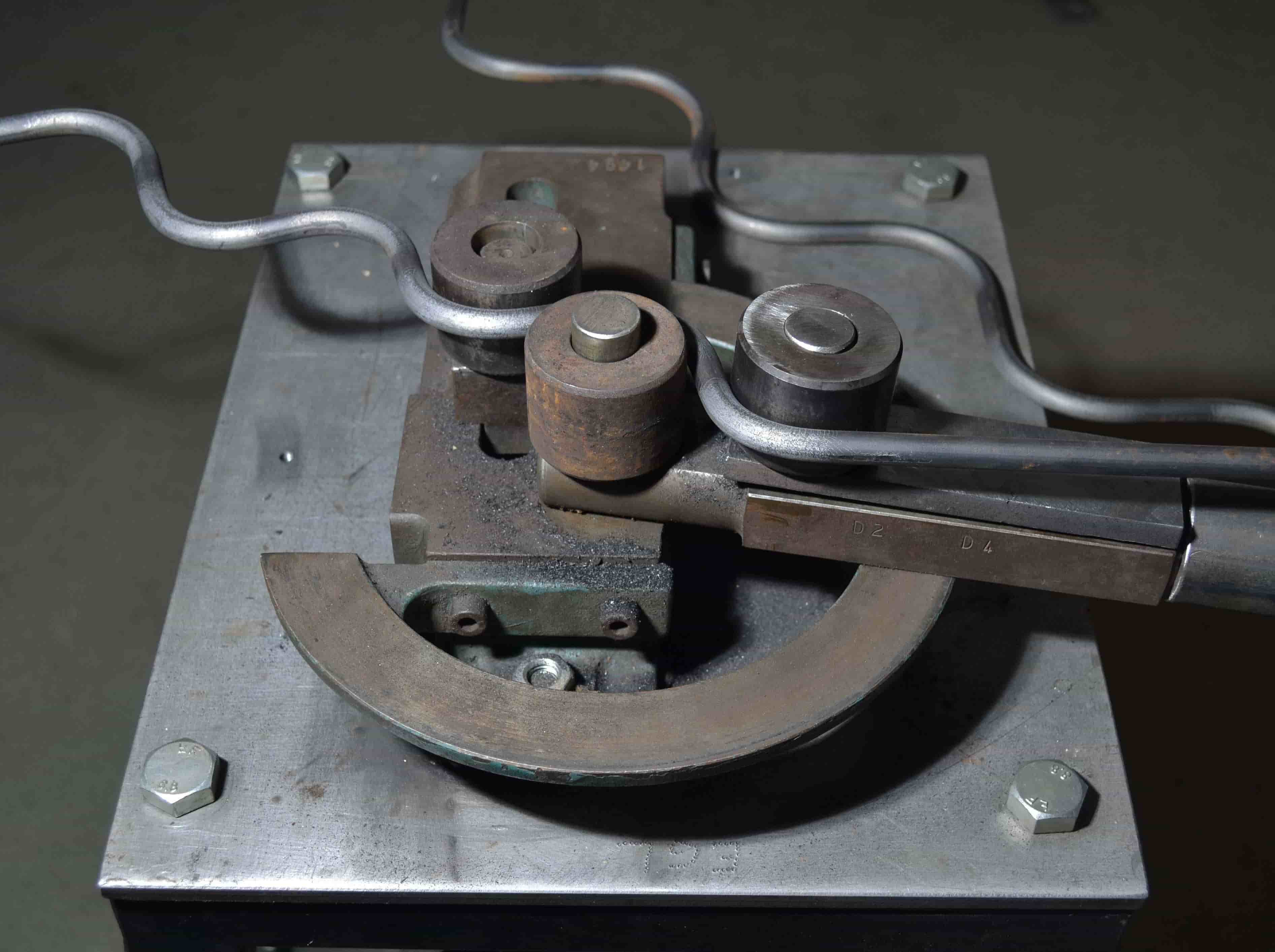
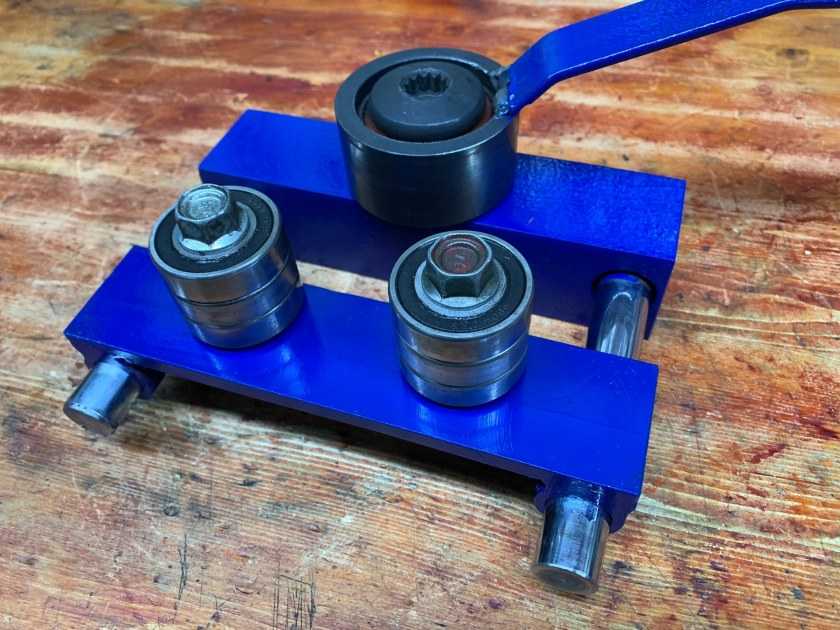
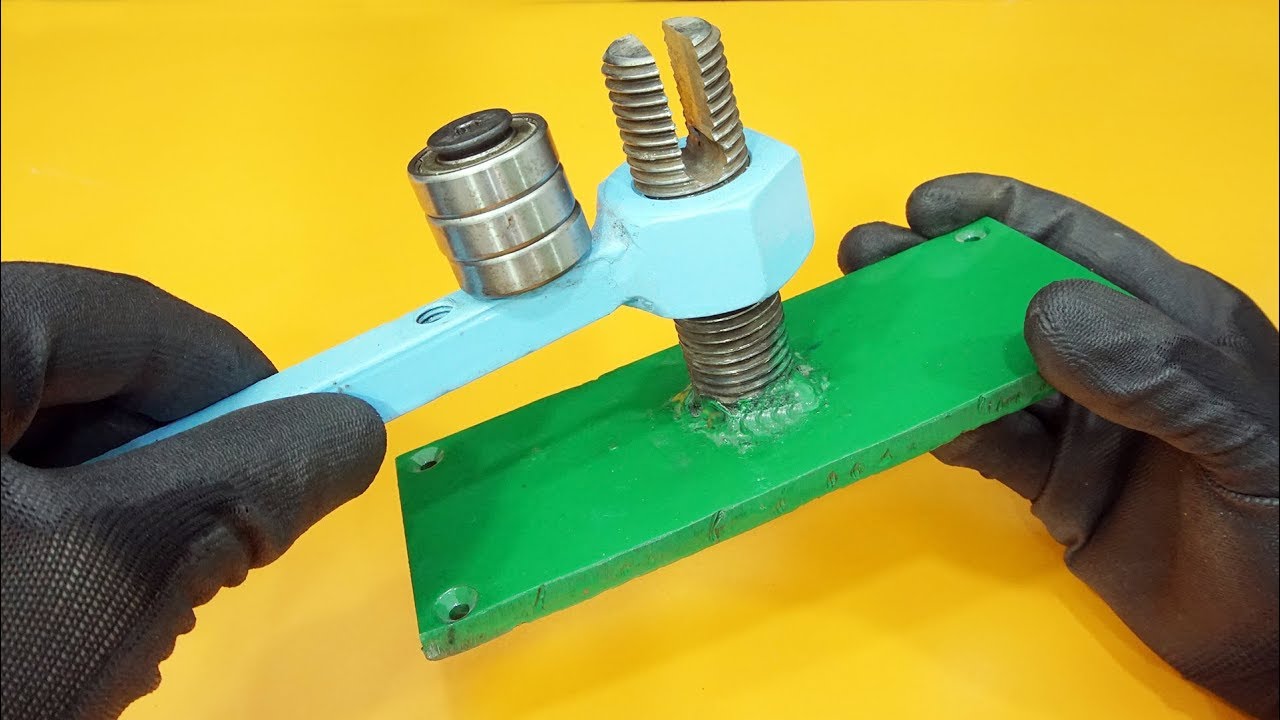
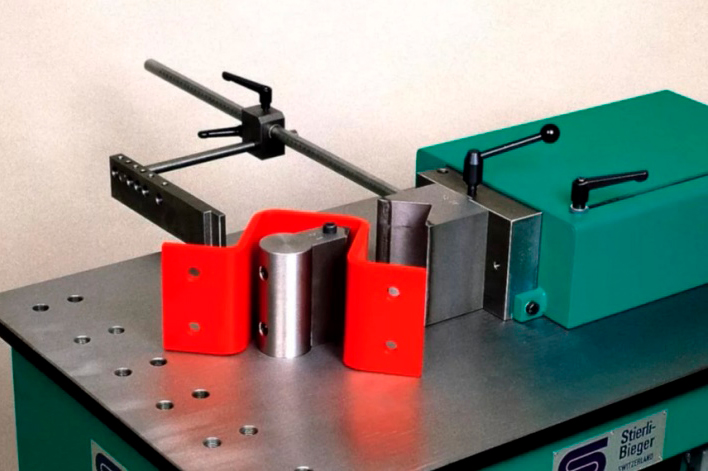
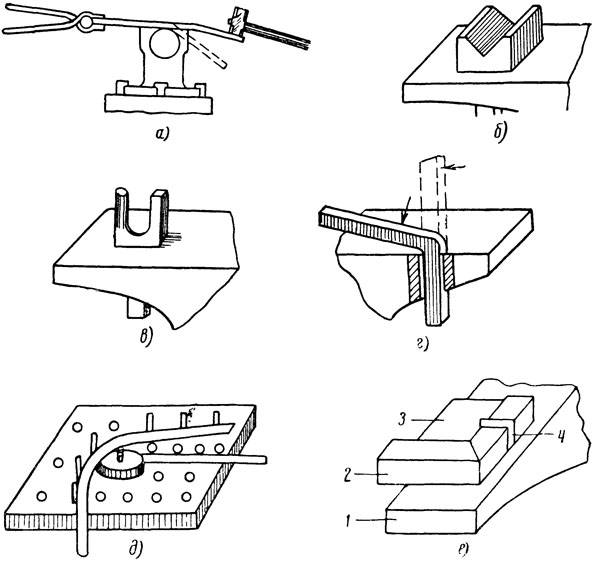
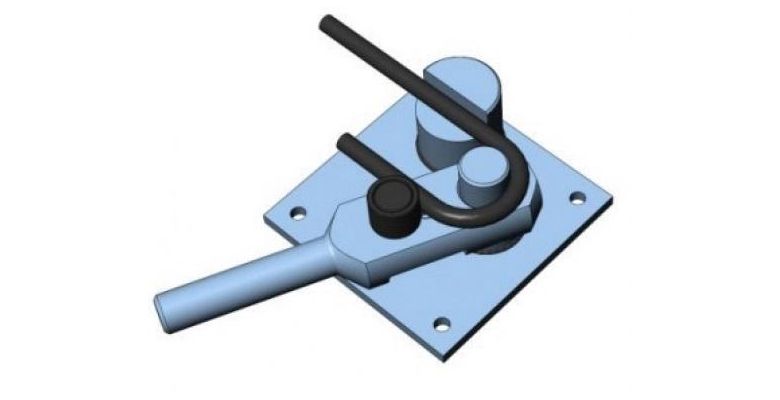
Конструкция самодельного гибочного устройства несложная. Малогабаритное приспособление для гибки арматуры включает следующие части:
- рабочий стол, выполненный в виде стальной пластины толщиной 6–8 мм;
- зафиксированные на основе упоры, которые ограничивают перемещение стержня;
- поворотный рычаг с прижимным роликом, деформирующим стальные прутки.
Возможна также простая конструкция, состоящая из автомобильного домкрата, к которому прикреплен пуансон, и вертикальной стойки с закрепленными на ней подвижными опорами. Этот вариант устройства является переносным. Механизм позволяет легко изогнуть арматурный стержень, который касается подвижных роликов и изгибается при перемещении домкратного штока.
Диаметр
Если диаметр проволоки не более 2 мм, то пружину можно сделать, не применяя термическую обработку. Для этого необходимо таким образом разогнуть проволоку, чтобы она стала абсолютно ровной, а затем с усилием намотать ее на оправку.
Что касается диаметра оправки, то он должен быть немного меньше, чем внутренний диаметр пружины, который вы хотите получить. Это необходимо для компенсации упругой деформации. Скорее всего, придется несколько раз разгибать и свивать пружину, попробовать оправки нескольких размеров, чтобы подобрать нужный диаметр. Между витками пружины сжатия расстояние должно быть немного большим, чем уже у готовой пружины. Два крайних витка должны хорошо и плотно прилегать друг к другу.
Если же диаметр пружины, которую вы хотите использовать как исходный материал больше 2 мм, то, прежде чем начинать с ней работу, ее нужно подвергнуть отжигу. Потому что без этой процедуры такую толстую проволоку невозможно выпрямить и навить.
В первую очередь нужно правильно подобрать материал для будущей пружины – это половина успеха. В производстве используются сплавы цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2 и т.д.) или специальные стали (углеродистые или легированные)
Если же вы решили сделать пружину самостоятельно, самым подходящим материалом для этого станет другая пружина нужного размера (обращать внимание нужно на диаметр проволоки, из которой она изготовлена). Отжиг лучше всего проводить в специальной термической печи
Если же вам не удалось найти такую, то используйте кирпичную или металлическую
Разведите огонь на березовых дровах и в угли положите пружину. Подождите, пока она не раскалится докрасна, и пусть она продолжает лежать в печи до полного ее охлаждения. После такой процедуры отжига проволока станет пригодной для навивания. Выпрямите ее и намотайте на оправку. Делайте это так, как описано выше. При процедуре изготовления пружины витки навивайте вплотную друг к другу. Теперь закалите пружину, чтобы она не потеряла форму. Для этого ее необходимо нагреть до температуры 830-870 градусов и опустить в трансформаторное масло (можно использовать и веретенное). Естественно, что вы не сможете по приборам отслеживать нужную температуру, поэтому определяйте ее визуально по цвету нагретого металла. При температуре 830-900°С металл имеет светло-красный цвет. Если такой оттенок появился – пружина дошла до нужного состояния. После закалки нужно сжать пружину до сжимания витков и оставить ее, не разжимая, на 20-40 часов. Затем сточите на точильном агрегате концы пружины и изделие готово. Смотреть статью о заневоливании пружин.
Читать также: Обработка металла под давлением
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
![Станок для гибки проволоки своими руками [инструкция, видео]](https://takorest.ru/wp-content/uploads/0/b/8/0b8f4d5e8ee123cce381fcf7a0164d5a.jpeg)

![Станок для гибки проволоки своими руками [инструкция, видео]](https://takorest.ru/wp-content/uploads/7/3/a/73aaf6de73b751948b8a7497f9b38e8f.jpeg)


Профессиональное оборудование
Если для гибки проволоки своими силами используют лишь самые простые приспособления (тиски, плоскогубцы), то для массовой промышленной обработки материала пускают в действие профессиональные станки (например, для производства колец для ключей, или пружин для ручек).
Станок для гибки проволоки, имеющий одну гибочную консоль, является одним из самых простых и дает возможность создавать гнутые изделия простой формы. Длина развертки в данном случае не должна превышать 1000 мм.
Материал разрезается на необходимые куски, затем производится его деформация с двух концов одновременно.
Такое оборудование позволяет создавать изделия, имеющие большое количество изгибов. Станки, имеющие только одну консоль, данную работу выполнить уже не могут.
Также на двухконсольных станках можно сделать фигуры с закрытыми изгибами.
Гибку проволоки на так называемых 3D станках в наше время все более и более популяризуют.
Сделать объемную пространственную гибку можно, применяя поворотную гибочную консоль, которая управляется автоматизированной системой.
К сожалению, такая обработка материала стоит довольно дорого, поэтому в основном детали создают, используя простую плоскую гибку, а после при необходимости производят автоматическую сварку отдельных частей.
Но за счет сварочных швов, изделия становятся более хрупкими и недолговечными, поэтому их стоимость относительно бюджетная.
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Оборудование для производства проволоки + видео
Станы для мокрого волочения, как правило, работают по технологии скольжения, и могут совмещаться со станами сухого волочения любой кратности. Их оборудуют независимыми синхронизированными электродвигателями в разных модификациях.
Также широко применяются прямоточные станы для сухого волочения, которые отличаются наиболее современной конструкцией. Преимущественно используется такие станы для производства проволоки небольшого диаметра из высоко-, низкоуглеродистой и нержавеющей стали. Главные отличительные черты стана – это компактность, отсутствие ремней и шкивов между приводами и барабанами, бесшумность работы, отсутствие вибраций. Конструкционный дизайн является главной особенностью таких станов. Благодаря прочности и устойчивости рамы, стан можно полностью транспортировать, отсюда минимум временных затрат на установку и прокладку кабелей.
Прямоточные станы сухого волочения отличаются горизонтальным расположением барабанов. Такие станы, как правило, используются для производства проволоки из низко-, высокоуглеродистых сталей, а также из нержавеющих сталей. Преимущества такого оборудования – высокая надежность, эргономичность и простота в эксплуатации конструкции, которая при монтаже не требует специального фундамента. Также в установке применена высокоэффективная система охлаждения барабанов и предлагается опциональное оборудование.
Разнообразные размоточные устройства для катанки также пригодятся для производства проволоки.
Видео как делают катанку из меди:
Также в сфере производства широко применяются крутильные машины сигарного типа, машины двойной скрутки и бугельного типа.
Гибка при помощи оборудования
Гибка проволоки востребована в производственных масштабах. Это более касается больших промышленных городов, например, в Москве необходимость в данном процессе обработки материала довольно высока.
Станочное оборудование выполняет обработку разными способами:
- Метод «из бухты». Принцип работы: проволока из установленной бухты подается в требуемый блок станка.
- Распространен метод обкатки проволоки. Специальный инструмент и внешний ролик изгибают и придают требуемый радиус.
- С помощью станка с ЧПУ, действия совершаются автоматически, что эффективно расходует время.
- Универсальное оборудование – станок одноконсольный. Заготовка сгибается строго последовательно.
- Правят материал иногда при использовании правильного двухплоскостного блока или же рамки.
Выбор оборудования прямо зависит от желаемого вида и формы готовой детали, изделия.