
Технология
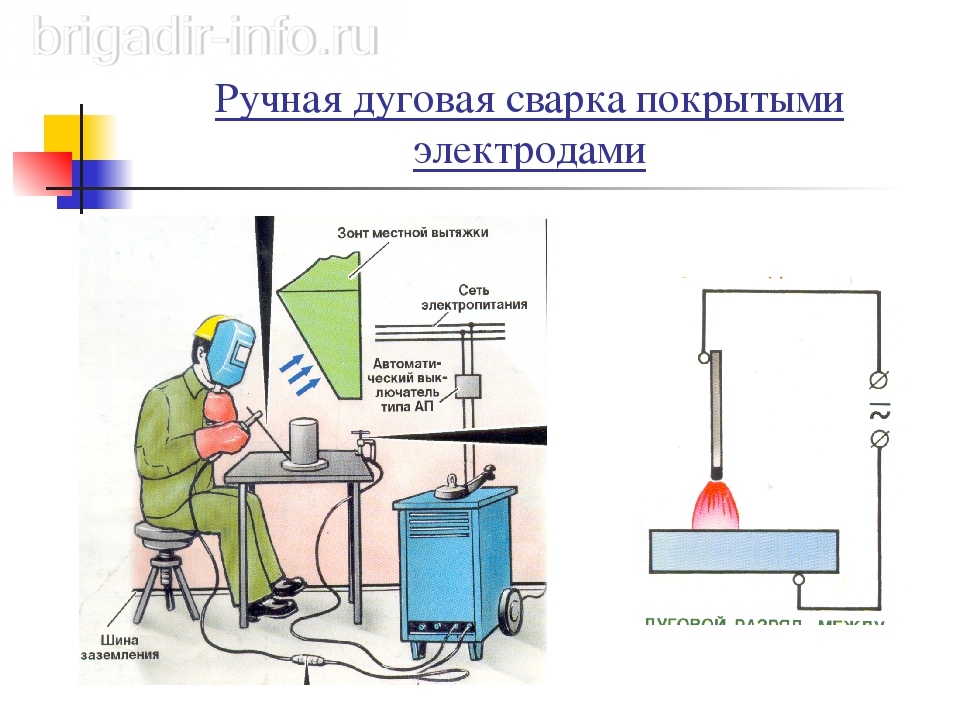
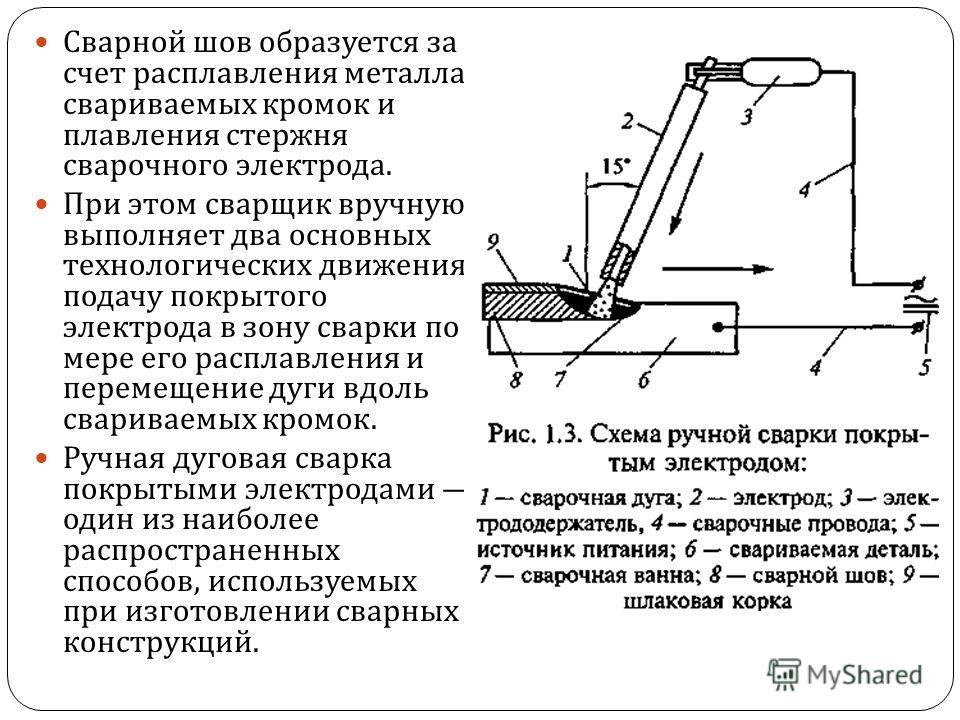
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
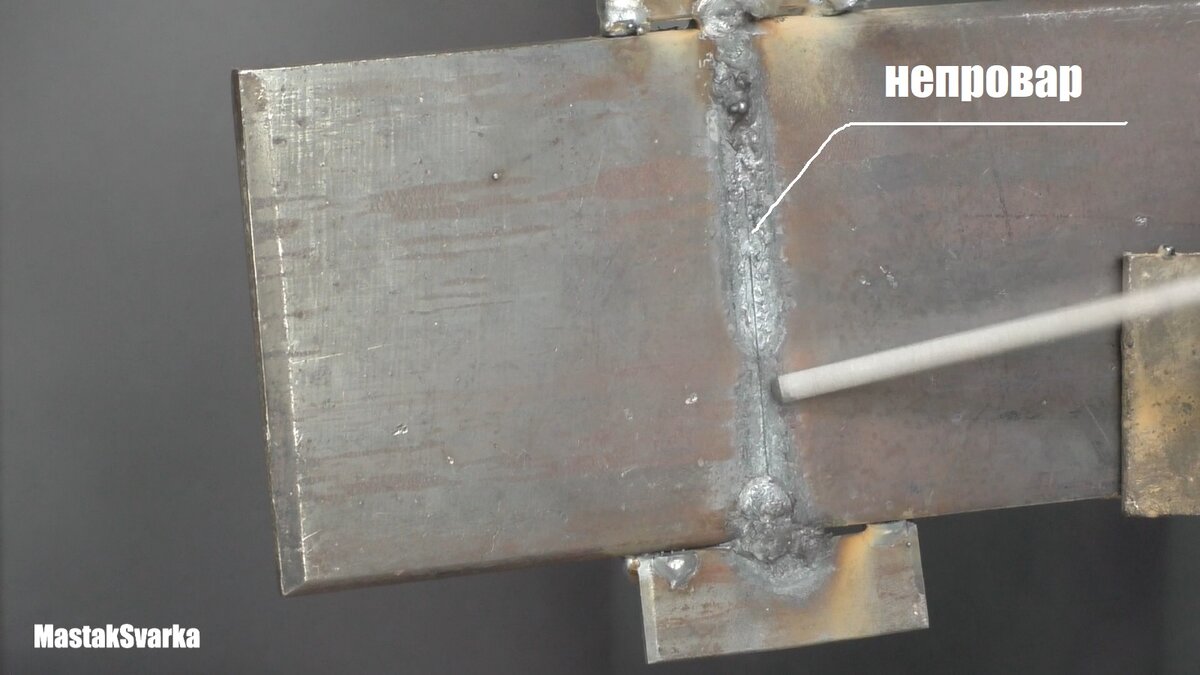
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно: Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание
Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза
Многослойная и многопроходная сварка
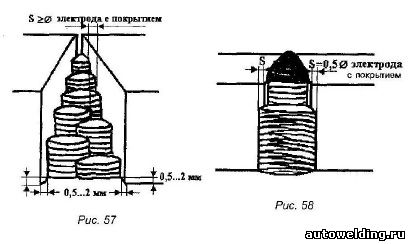
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 57). После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков. В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
-
Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. -
Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. -
Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
-
Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. -
Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. -
Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. -
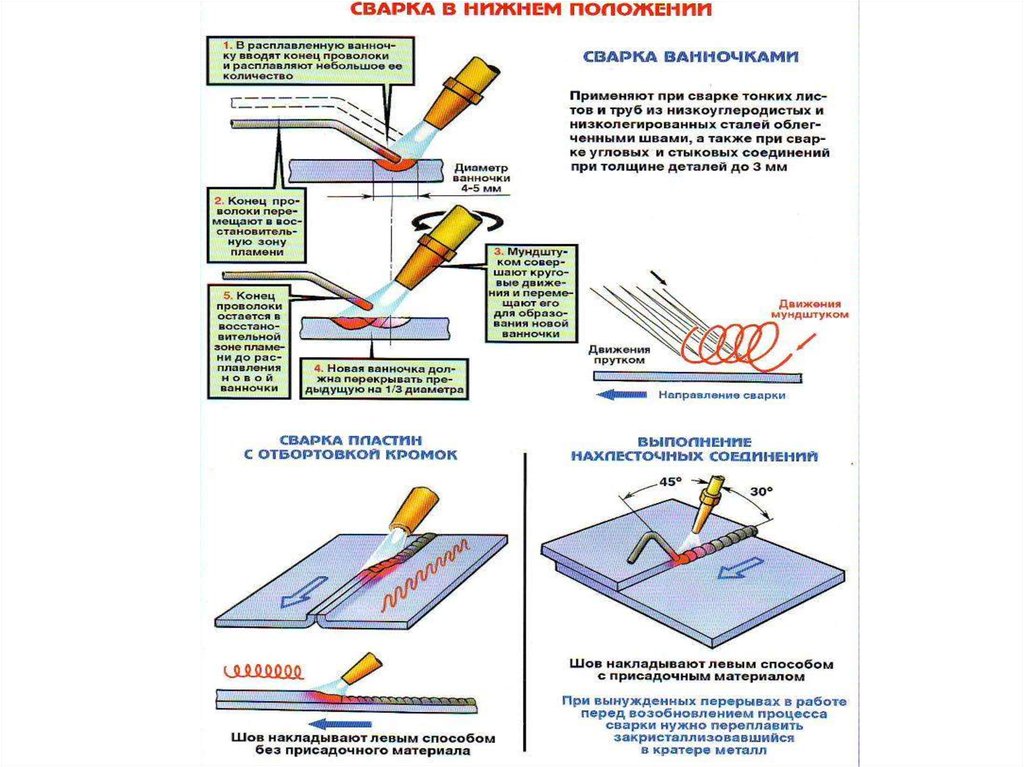
Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.





Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
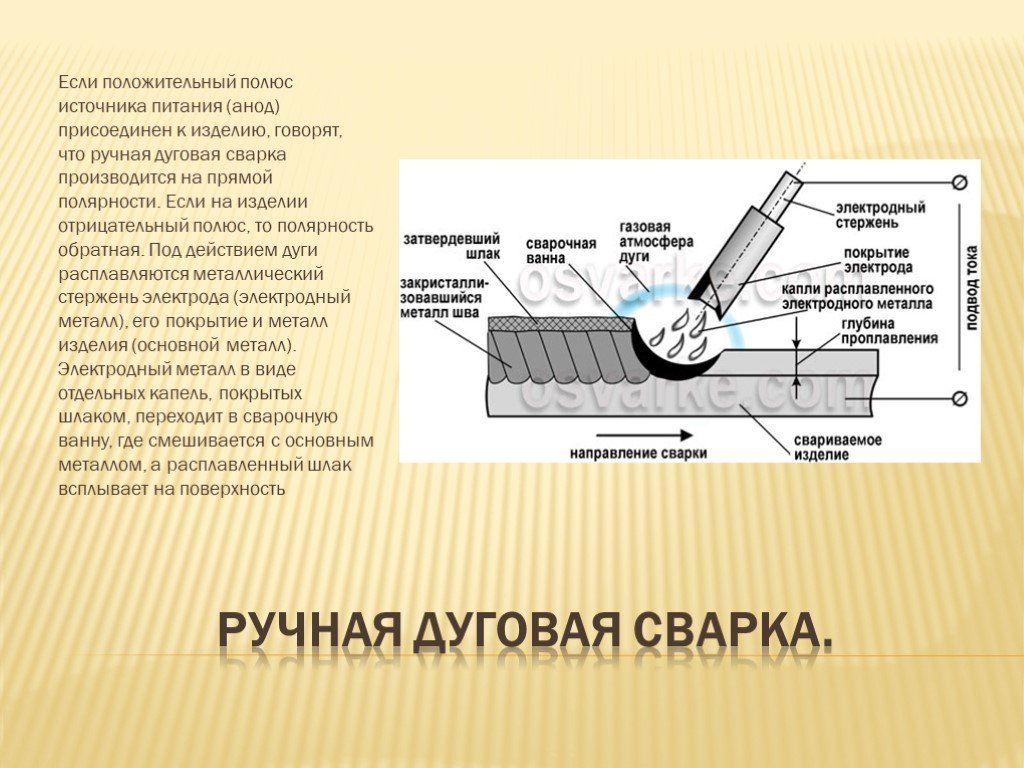
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Выбор электрода
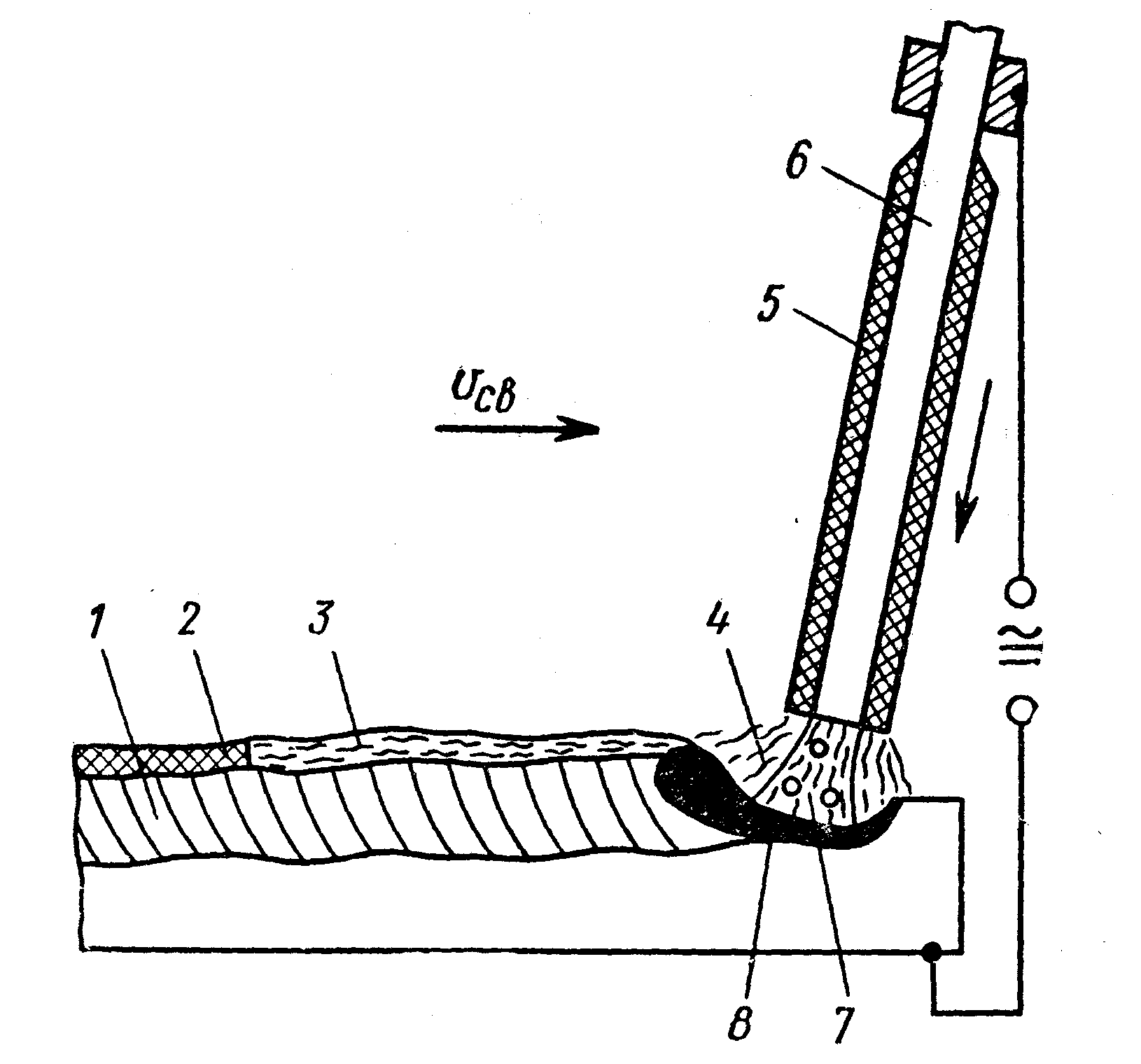
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Как правильно варить?
Многие начинающие сварщики сталкиваются с проблемой, когда не получаются швы. Ванна очень сильно брызгает и налипшие капли металла повсюду, шов получается измученный, ярко выраженной неровной геометрической формы со шлаком, который очень трудно отделяется, даже если бить по нему очень сильно молотком. Почему так получается? Обычно новички приобретают рутиловые электроды и держат до неприличия огромную дугу, и расстояние от торца плавящегося электрода до сварочной ванны постоянно меняется на длине сварочного шва. Отсюда и вытекает основное правило сварщика, без освоения которого в профессии делать нечего, так как вы никогда не получите хороший шов: дуговой промежуток должен быть постоянным.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.




Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Техника безопасности
Следует помнить, что сварка – это опасный процесс, поэтому необходимо использовать защитные средства. Щиток с защитным стеклом необходим для защиты глаз от ярких вспышек дуги и лица от расплавленных брызг. Одежда должна быть плотной, защищающей от расплава. На руках должны быть плотные защитные перчатки. Необходимо учитывать наличие электропроводящих частей, которые должны быть надежно изолированы. Работы запрещено производить вблизи легковоспламеняющихся материалов.
Электросварка – это один из самых распространенных и эффективных видов сварки. Сваривать металл в простых конструкциях вполне под силу любому человеку.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов
Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Обучающее видео по дуговой сварке
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.

Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
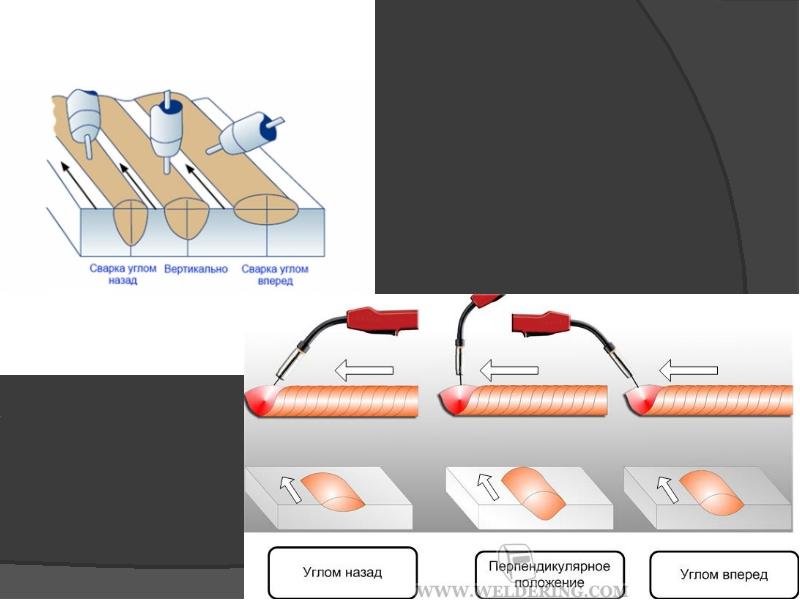
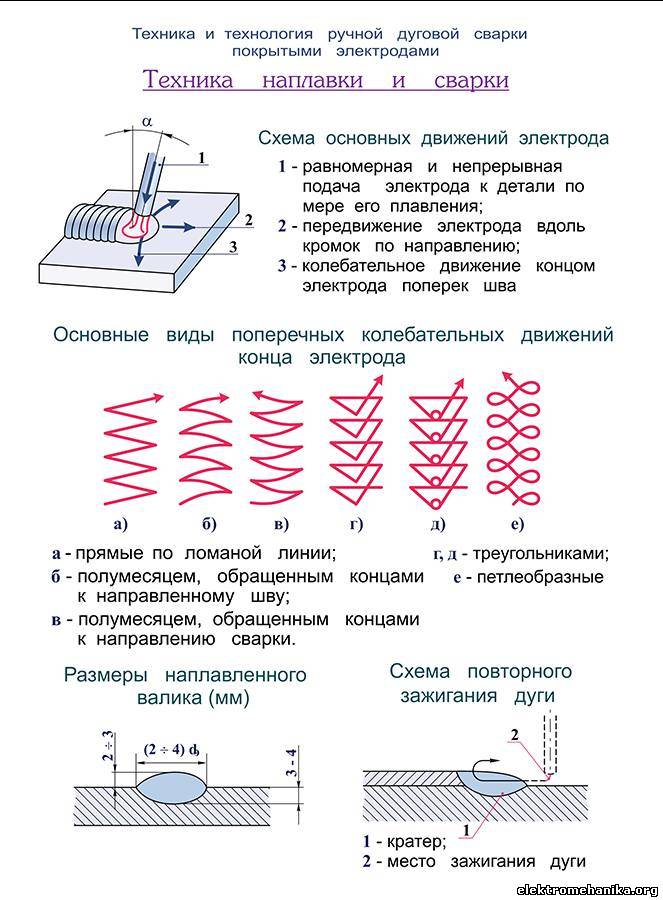
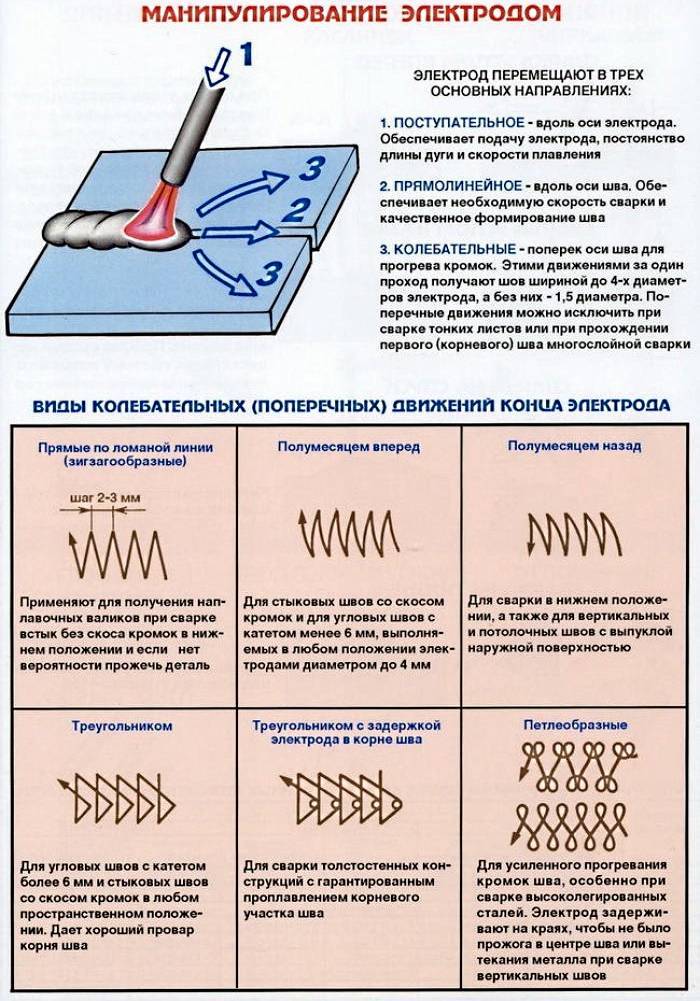
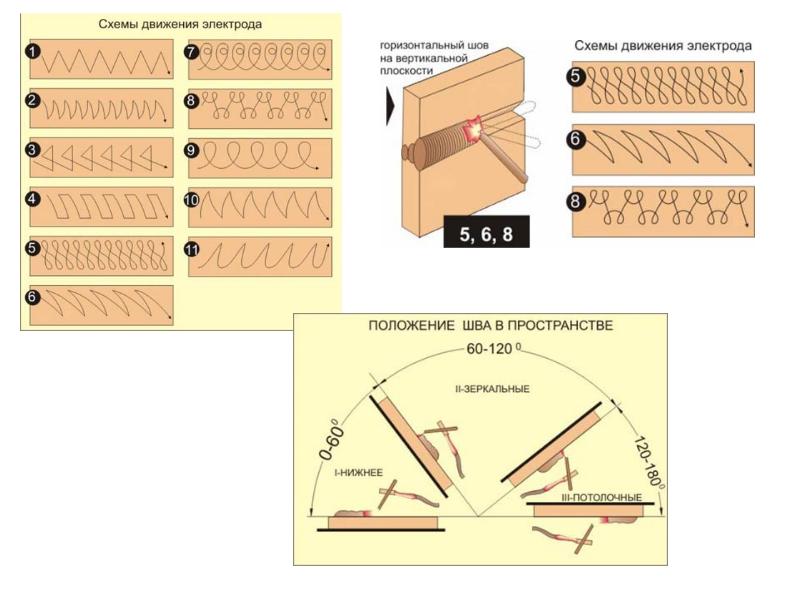
Способы ведения электрода
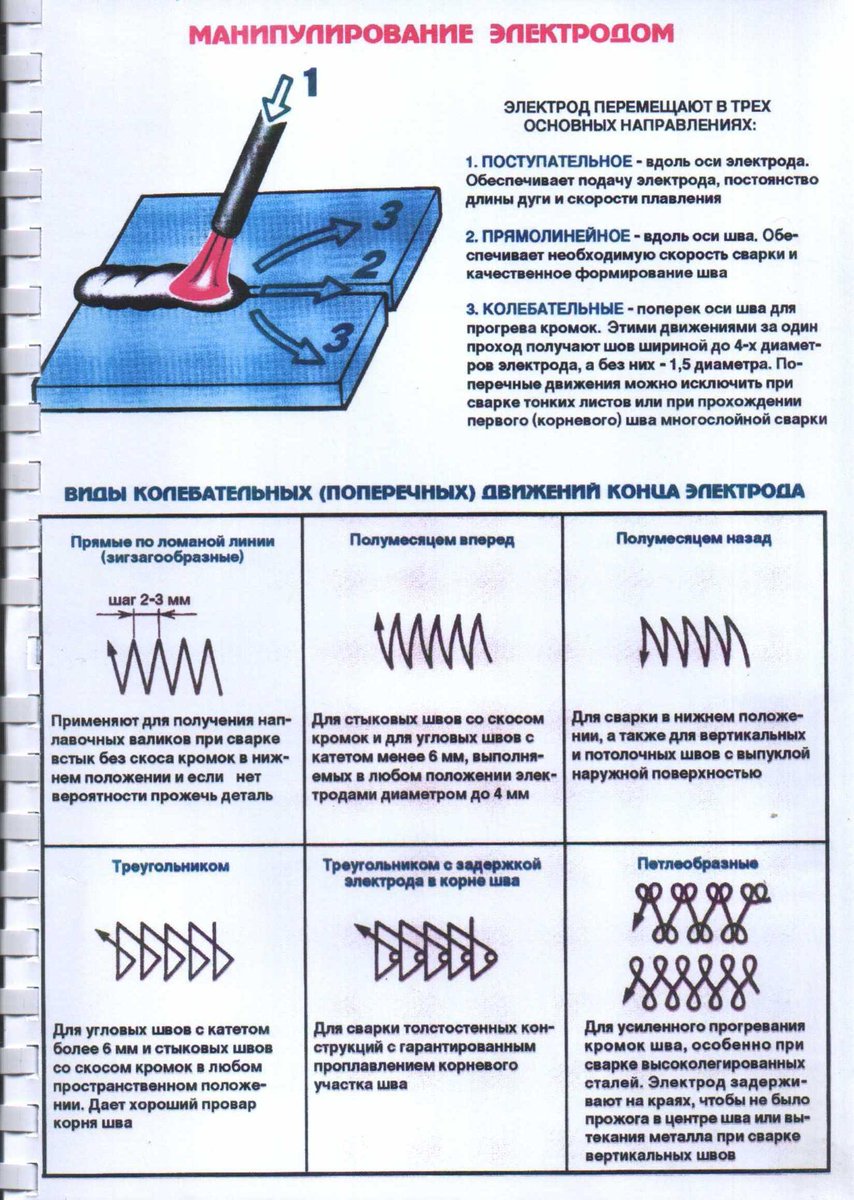
Недочёты, возникшие от удержания неправильного угла наклона, можно исправить, если в точности соблюдать технику ведения сварки. Существует три основных способа ведения электрода при сварке:
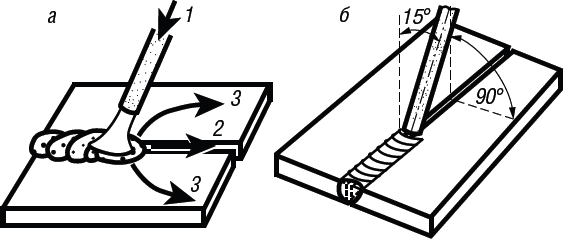
- По ломаной зигзагообразной линии. Таким способом можно соединять заготовки без наличия скоса кромок. Используется при сварке изделий, толщина которых не превышает 6 мм. Высококачественные швы выходят, если проводить работу встык и в нижнем положении.
- Круговые или эллипсоидные движения. Данный способ используется для соединения конструкций из легированных сталей, при этом шов должен находиться в вертикальном положении. Такой метод гарантирует хороший прогрев свариваемых деталей.
- Движения треугольником. Чаще всего используется при соединении труб с неповоротным стыком. Свариваемые детали должны быть толщиной более 6 мм. Данный метод позволяет тщательно проварить корень шва и гарантирует необходимый прогрев средней части шва.
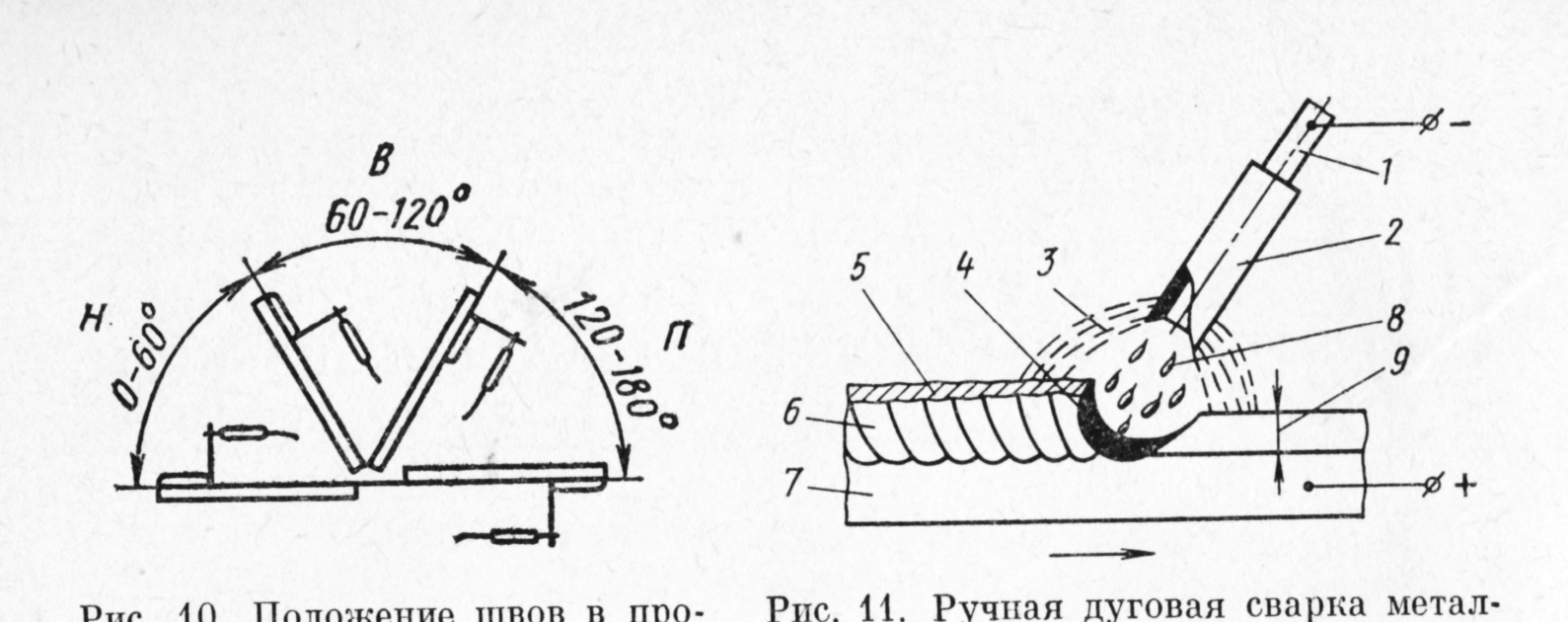
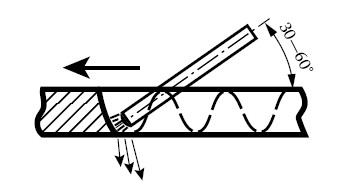
Угол расположения электрода при сваривании
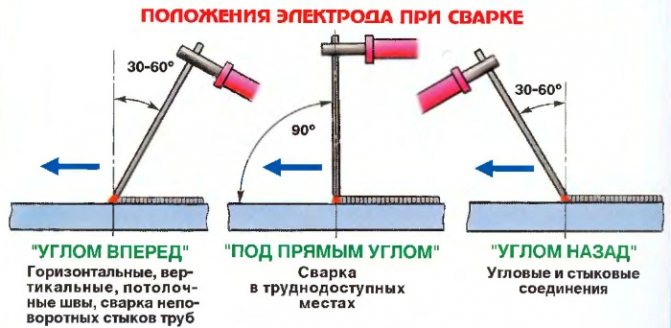
Положения электрода при сварке.
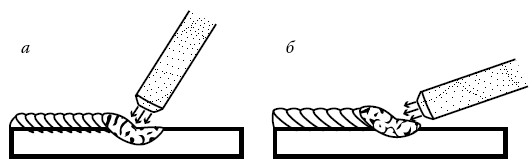
Угол наклона и положение электрода при сварке определяют, как быстро металл будет прогреваться. В основном электрод держится под углом в 45-90° к горизонтали. А самым удобным большинство сварщиков считают угол в 75°.
Оптимальное решение в подборе угла наклона основывается на выборе шва, который планируется для изготовления. Чем больше угловая вертикаль, тем глубже будет плавление металла, а шов гораздо меньше будет выпирать. Это происходит из-за того, что дуга производит давление на металлическую ванну и дает ей растекаться по краям. Находясь под наклоном, электрод с помощью силы дуги приподнимает шов и делает его более выпуклым.
Для качественного выполнения работ применяется короткая дуга. Если электрод выставлен перпендикулярно, металлическая ванна образовывается и растекается довольно быстро. Чтобы уменьшить провар на тонкой пластине, кладется ограниченное количество металла для малого шва. Если электрод держать под наклоном, тепло будет уходить из металлоконструкции и позволит уменьшить скорость электросварки для формирования швов. А если его наклон слишком большой, сварочный материал не прогреется, ванна будет узкая, а шов будет выпирать, и вы потеряете управление по краям. Для большинства подогнанных стыковых частей можно поддерживать постоянный угол наклона, чтобы получался плотный шов. Однако в некоторых ситуациях необходимо будет менять положение электрода при сваривании. Чтобы заполнить зазоры, можно будет сделать уклон более сильным, замедляя перенос металла и удерживая размер шва. Потом поднять электрод, чтобы закончить шов. Чтобы сохранять правильное расположение угла, требуется практика. При электросварочных работах нужно поддерживать свободное и расслабленное состояние.
Конструкция, которую планируют соединить методом сваривания, имеет свойство располагаться в разных плоскостях – это зависит от технологических требований выполнения данных работ. От их расположения в пространстве напрямую зависит сварное соединение и направленность шва, что позволяет подобрать специалиста в этой области и выяснить наилучший метод сваривания.
Положение пространственных кромок, которые в первую очередь подготавливаются для последующего соединения в единую конструкцию различных металлических образцов, определяет расположение швов при сварке. Существуют четыре главных положения сварочных работ: нижнее, потолочное, вертикальное и горизонтальное.
Возможные ошибки, которые не дают зажечь дугу
Таблица характеристик элктрода.
Бывает, что зажечь дугу становится очень сложно. Это зависит не только от того, какое положение инструмента во время работы вы примите, есть и другие причины.
Причины, по которым не получается зажечь дугу:
- Плохой контакт «массы». Надо проверить правильно ли вы ее установили.
- Наличие на металле краски не дает возможности зажечь дугу. Если слой краски небольшой, то его можно пробить путем резкого удара. После образования дуги будет создаваться высокая температура, краска начнет выгорать и уже не будет помехой. Лучше очистить от краски место шва, так вам будет работать намного проще.