
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
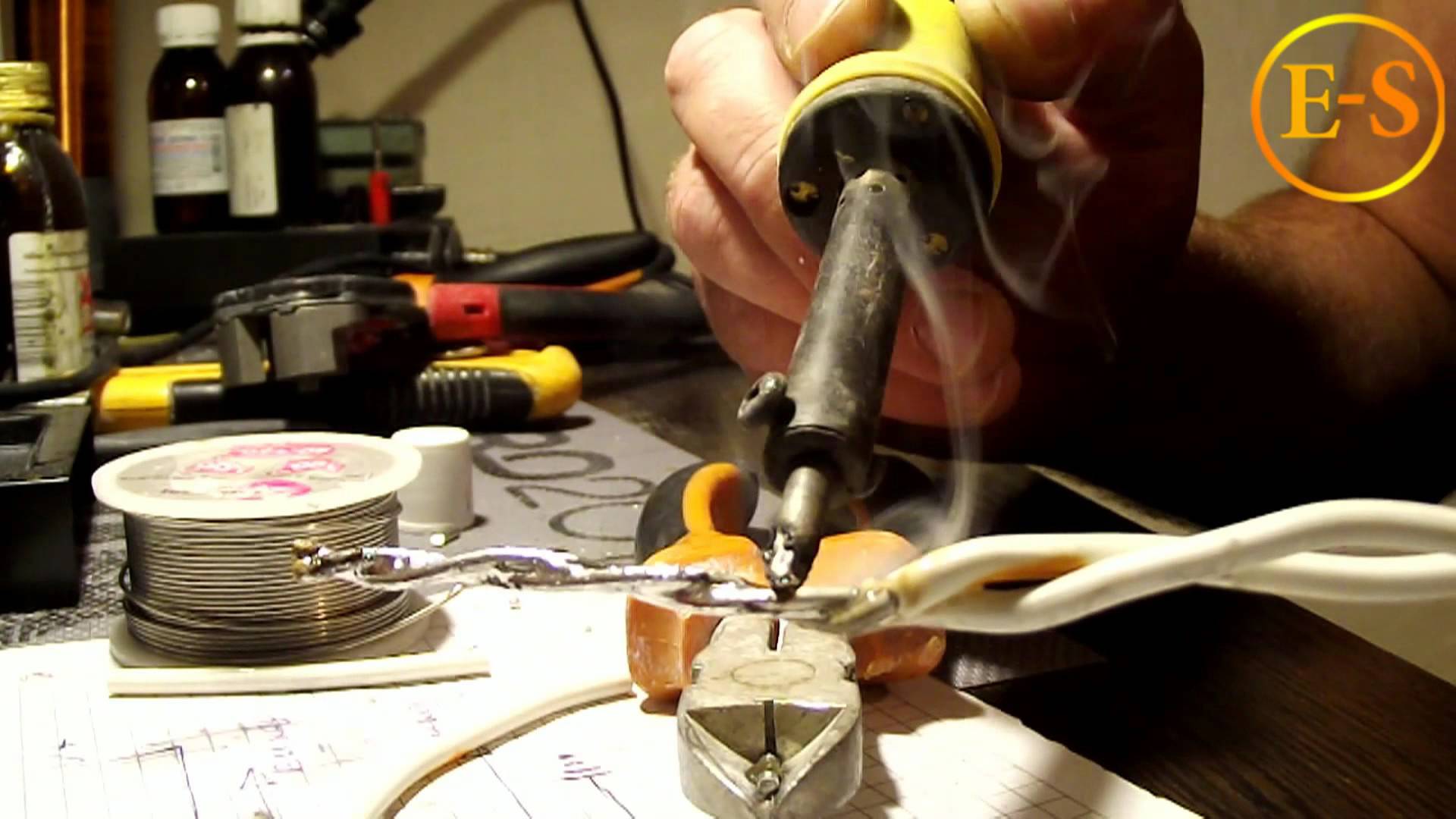
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
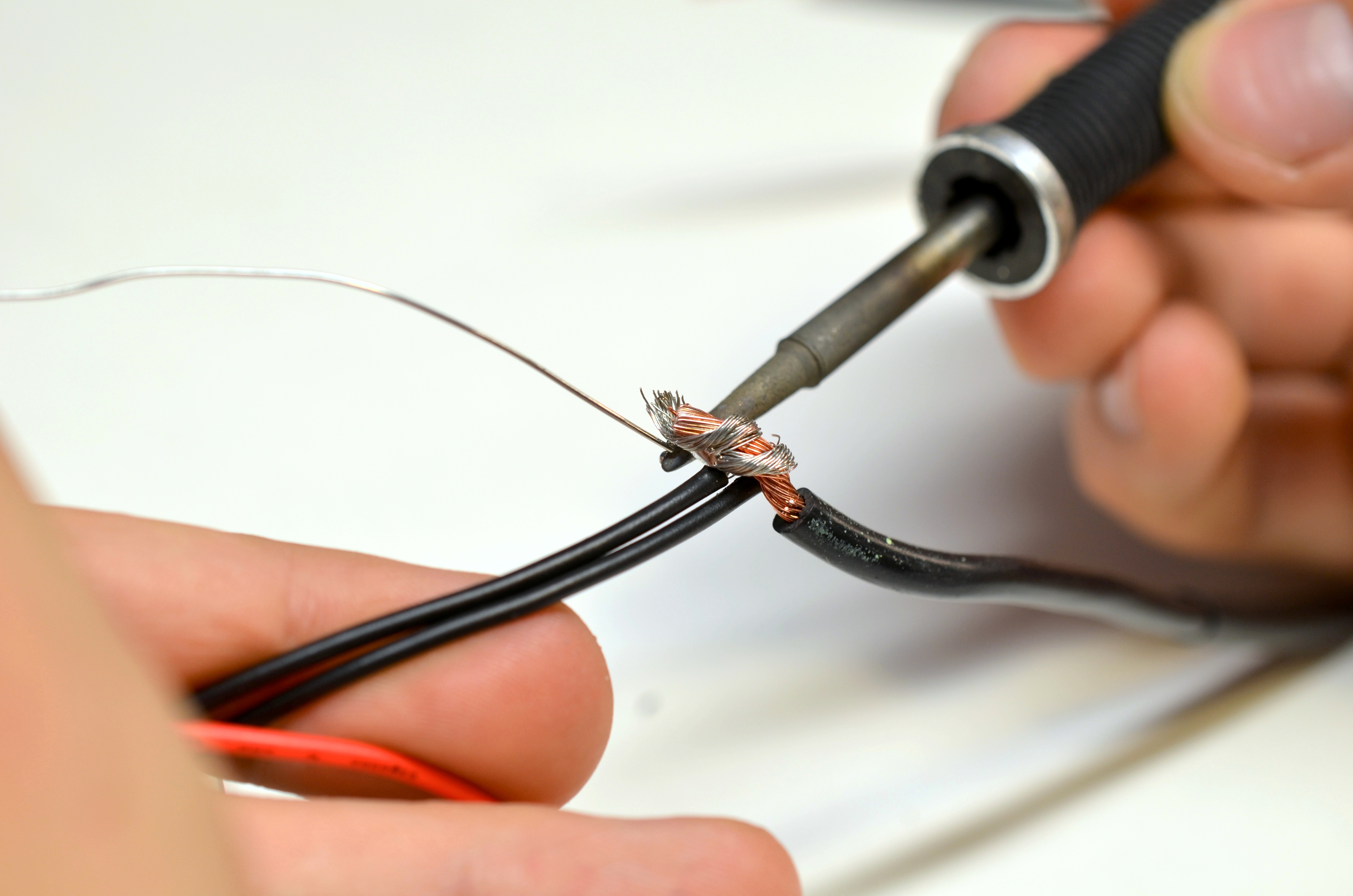
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
ELEMENT 937D 15288

Китайский Элемент — разновидность паяльной станции, используется для ручного демонтажа или монтажа мелких радиоэлементов. Диапазон нагрева неплохой, в отличие от предыдущих экземпляров – от 200 до 480 градусов. Температура плавно регулируется. Основные сведения об аппарате:
- мощность – 45 Вт;
- форма жала – прямая;
- есть возможность смены жала;
- форма наконечника – конус.
Прибор не может похвастаться обилием функций и возможностей, но отлично подойдет для подарка и последующего использования в быту.
Для любительского уровня выполнен паяльник очень хорошо. Цена адекватная и радует гарантия. Коннектор не выпадает, так как он завинчен. Стальная оболочка защищает нагреватель. Позволяет активно работать.
Провод сделан из силикона, но если случайно коснется жало к нему, то он будет плавиться.
Плохо себя показывает прибор с большими площадками, мощности не хватает. 45 Вт чувствуется только на медных жалах, а остальные ощущаются на 30-35 Вт. Подставка не очень хорошо фиксирует устройство. В комплекте есть тонкие наконечники, но их мало (могло бы быть больше).
Аксессуары
Подставки для паяльника и катушек припоя
Удобное приспособление, на которое ставят горячий паяльник в случае необходимости. Конструкция не отличается особой сложностью, поэтому многие мастера предпочитают изготавливать подставки самостоятельно.
Выпускают сборные конструкции, состоящие из катушки и подставки. Средняя стоимость таких приспособлений составляет 35-40 $.
Зажимы и держатели

Для работы с платами сложной формы существуют специальные держатели с фиксаторами. Они позволяют зафиксировать заготовку в неподвижном положении. Зажим для пайки с лупой, типа «третья рука» изготавливают из качественного анодированного алюминия или инструментальной стали.






Максимальные размеры детали ограничены расстоянием между осями фиксаторов.
Лупы с подсветкой на струбцине
Лупы с подсветкой для пайки на струбцине представляют собой приспособление, оснащенное мощной лампой дневного света и увеличительным стеклом, с оптической силой 2-3 диоптрии.
Стоимость таких приборов может достигать 100 $, поэтому их применяют преимущественно в профессиональных мастерских по ремонту электронного оборудования.
Дымоуловители и прочее

Процесс пайки сопровождается выбросом мелких частиц и вредных газов, образующихся при нагреве флюса. Дымоуловители предназначены для очистки и фильтрации воздуха в зоне выполнения работ. Лучшие модели поглощают до 99 % паяльного дыма, что позволяет находиться вблизи соединяемых деталей без угрозы для здоровья. Воздух и вредные вещества проходят через сменный фильтр, который рекомендуют менять через каждые 1000 часов эксплуатации.
Стоимость дымоулавливателей достаточно высока, поэтому опытные мастера предпочитают изготавливать вытяжки для пайки своими руками.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Чем и как лудить/паять?
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.

Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Теперь понадобится твердая канифоль и мягкий, достаточно тугоплавкий припой (см. далее): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльник в сеть. По мере выкипания флюса при прогреве жало погружают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в данном случае не совсем хорош, он для пайки мелких деталей.
Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.
Рекомендации по использованию паяльника
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом
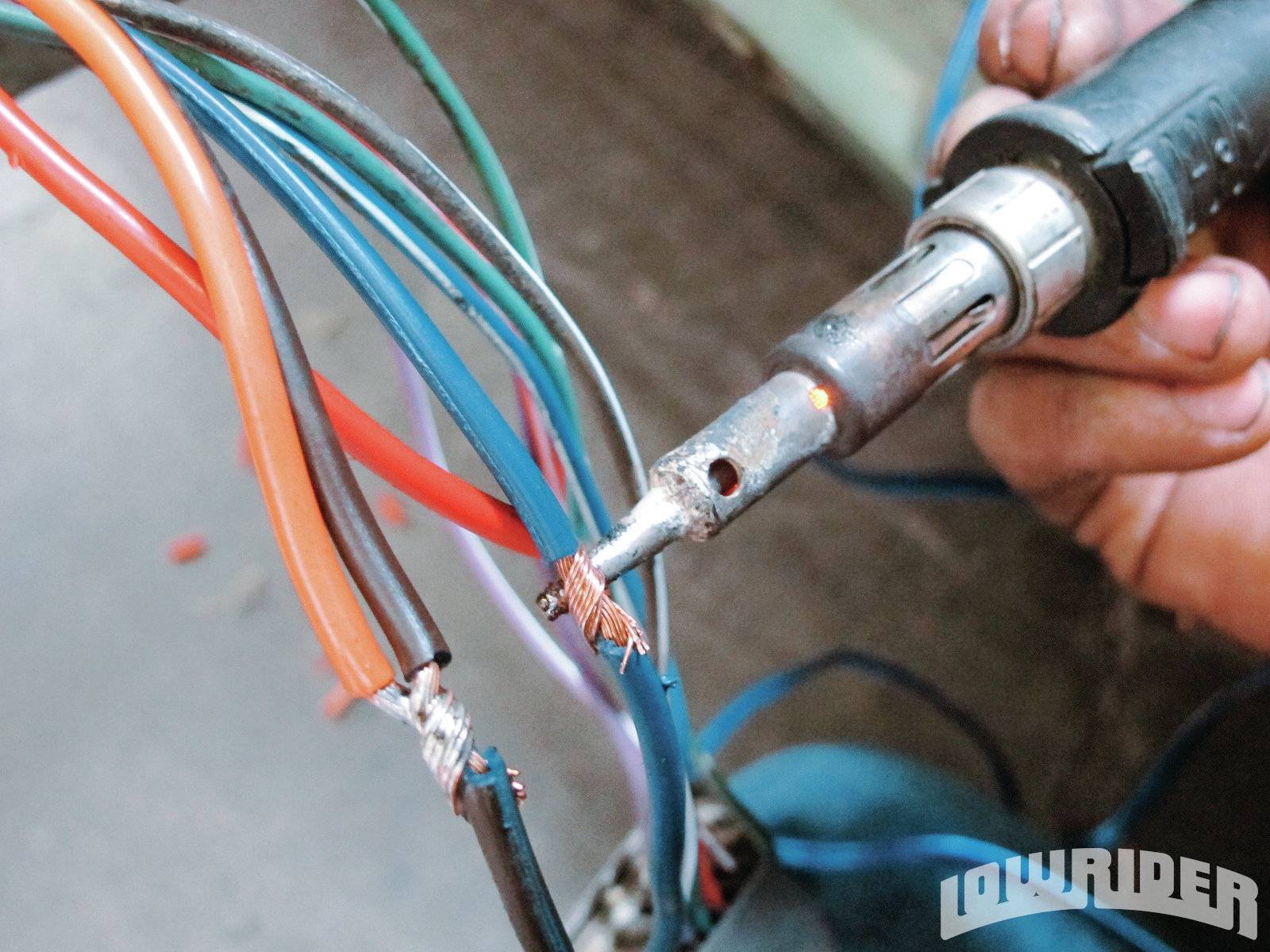
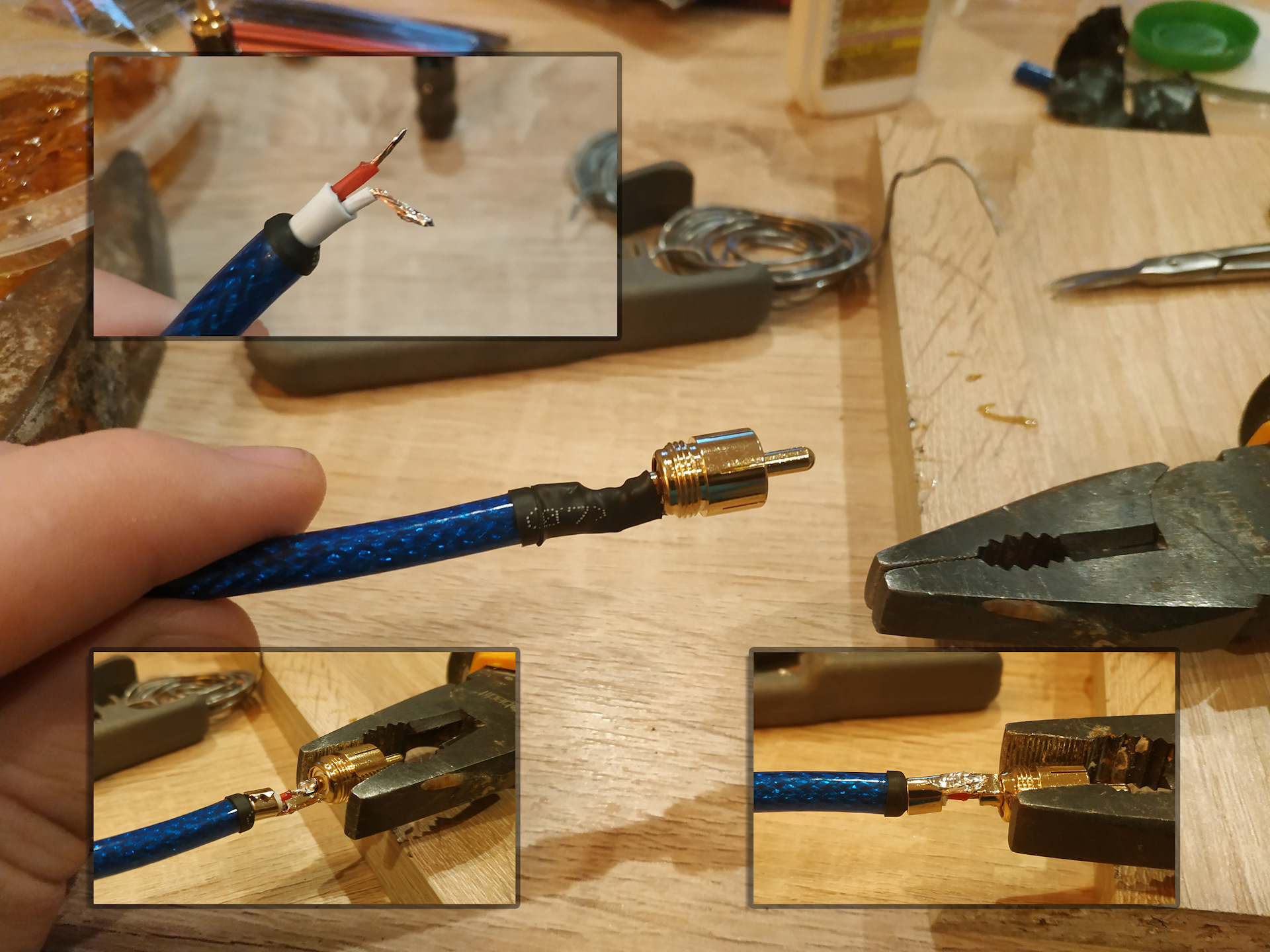
Пайка проводки
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором
Тут важно стряхивать излишки с проводов. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
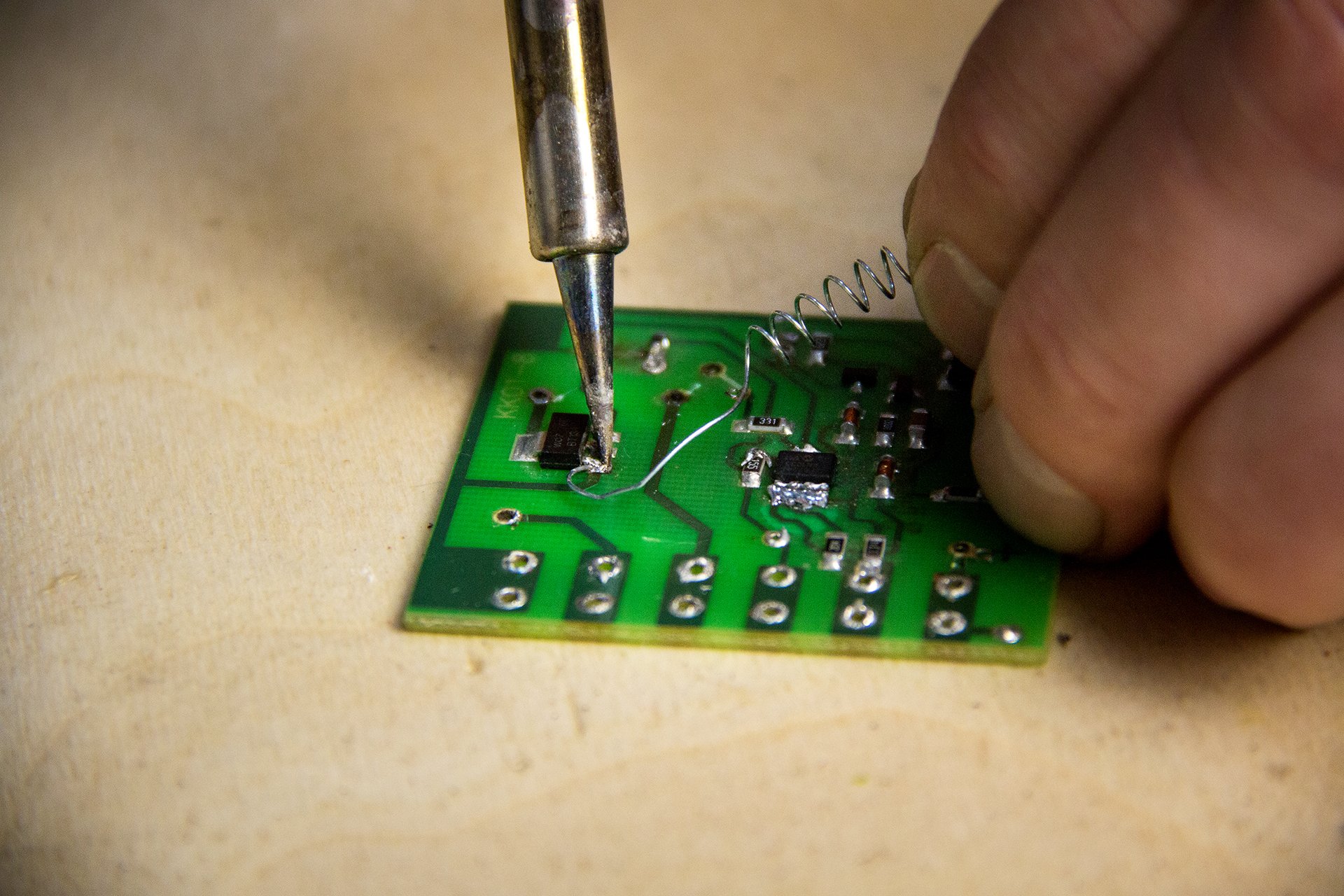
Ремонт электроники
Правильный подход достижим только опытным путем
Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент
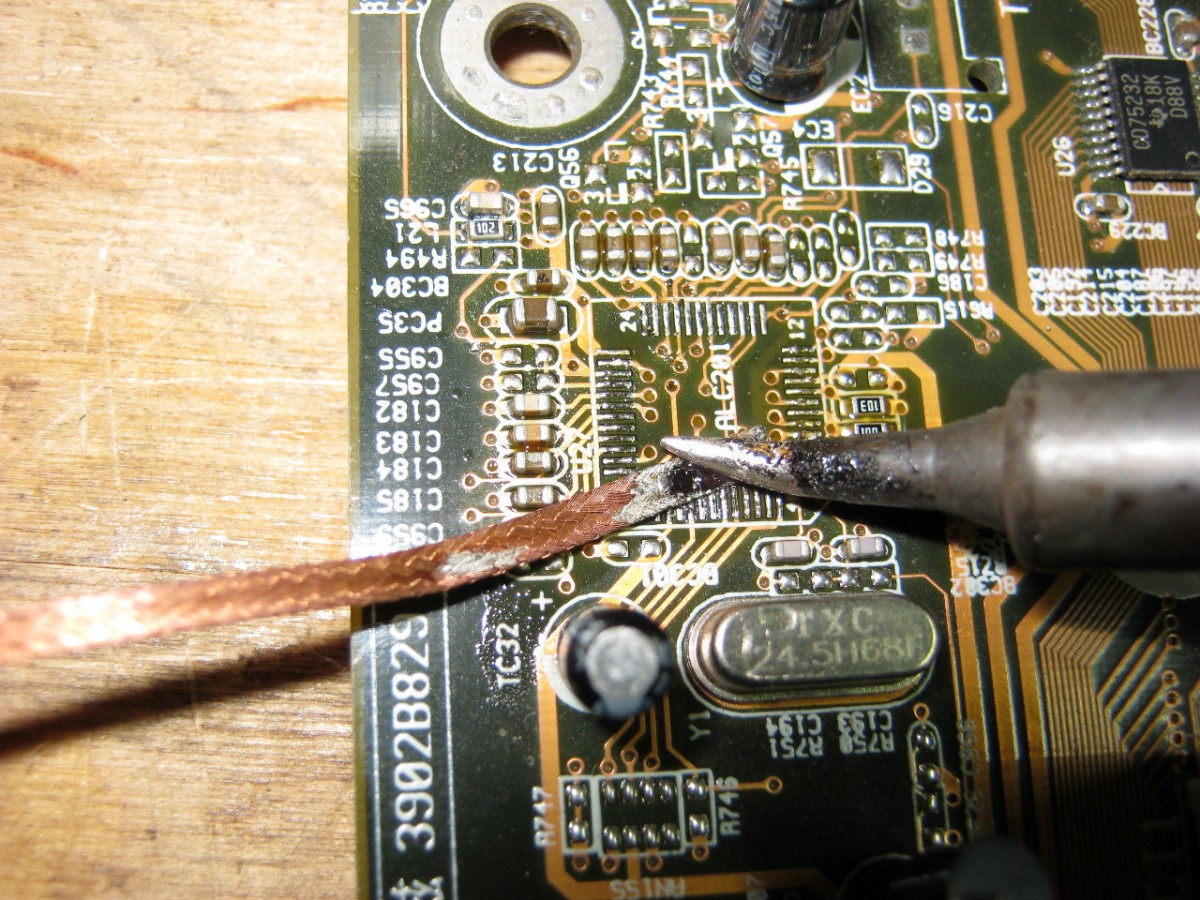
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).

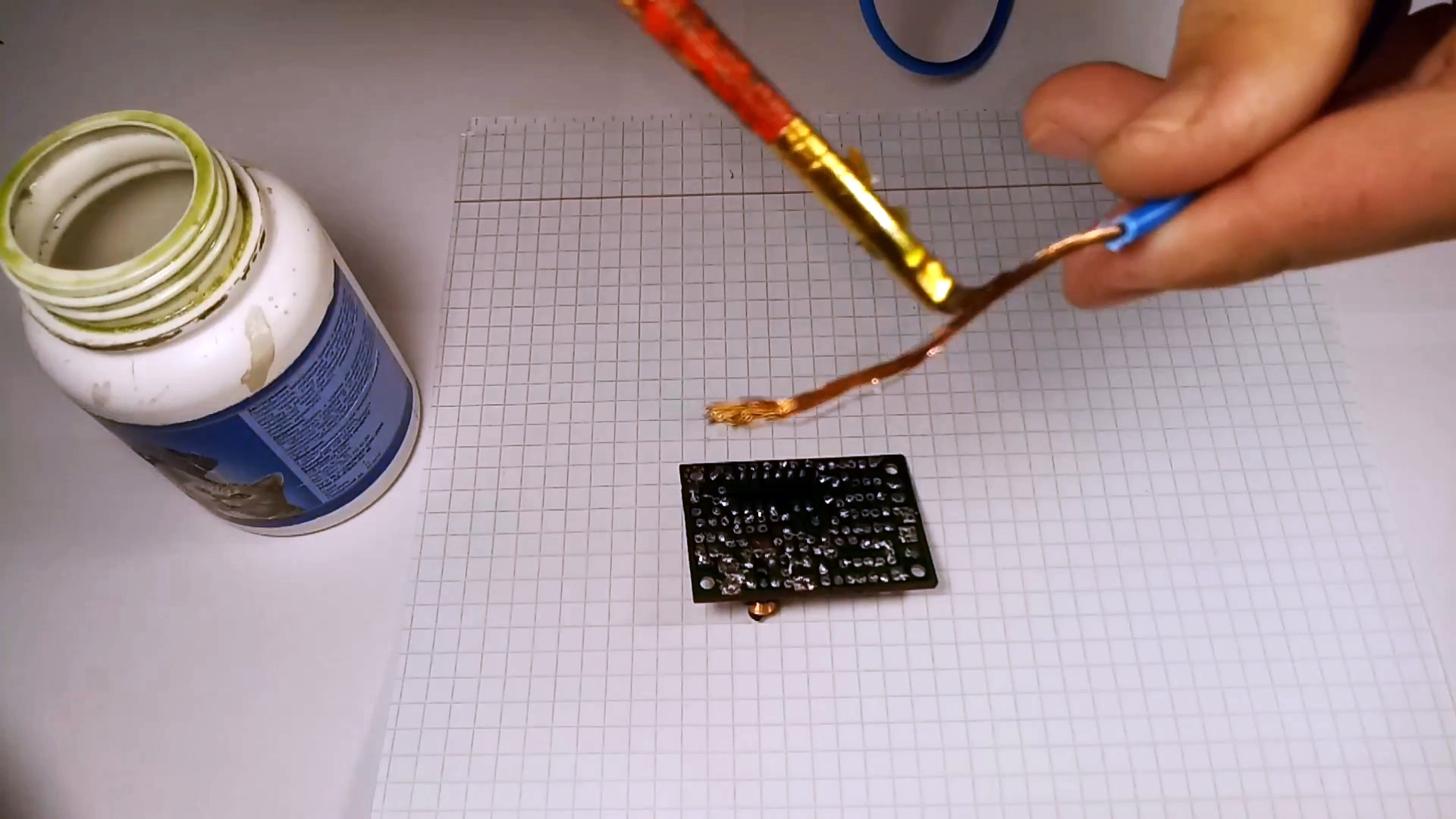


Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
 Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
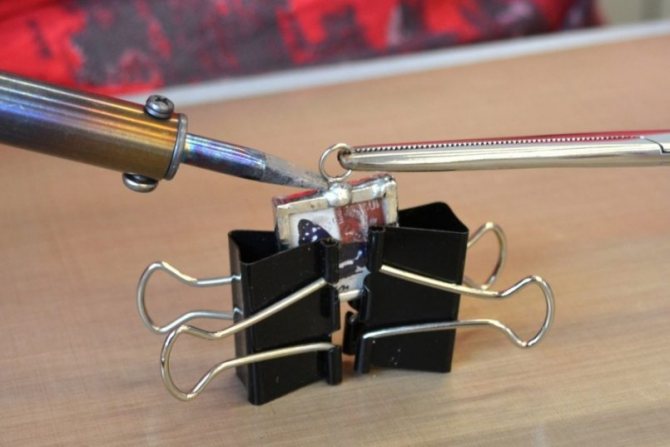
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап — лужение. Оно выполняется в местах фиксации
Важно подойти к этому процессу со всей тщательностью
Затем — свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты
- Фиксируемые детали должны оставаться в неподвижном состоянии до полного застывания. Если этим пренебречь, припой раздробится на множество кристаллов. Придется все делать заново.
- Чтобы олово постоянно находилось в жидком состоянии, достаточно контакта жала с любой увлажненной точкой.
- Если наблюдается прилипание, это указывает на недостаток мощность. Следует либо увеличить нагрев, либо воспользоваться инструментом с более внушительными показателями.
- Крупные детали нужно постоянно поддерживать в нагретом состоянии. Для этого часто используют газовую горелку.
- Когда подразумевается работа с чувствительными к нагреву деталями, смешивайте обычный припой с легкоплавким.
- Пользоваться нужно только исправным оборудованием. Только такой подход позволит обеспечить безопасность.
Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник, которые вы сможете использовать.
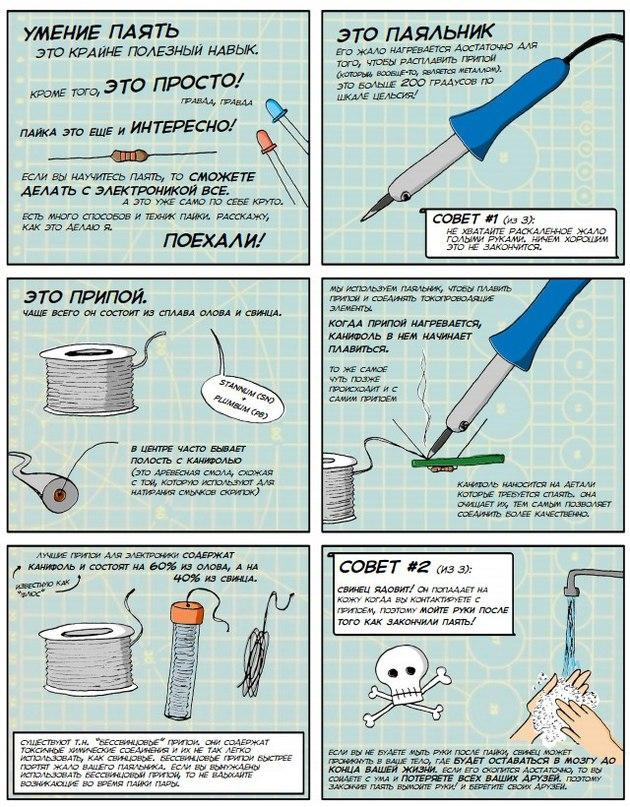
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.
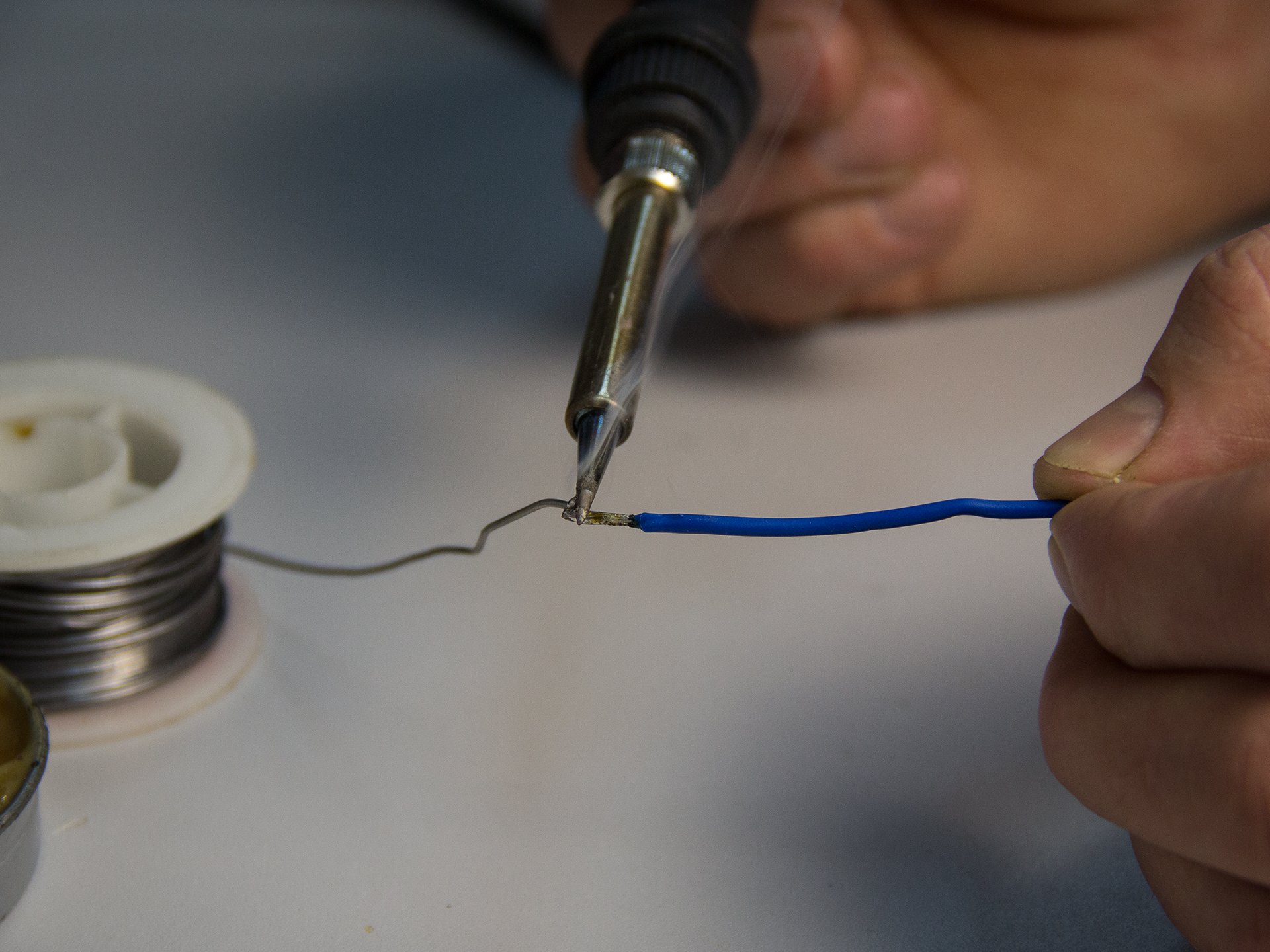
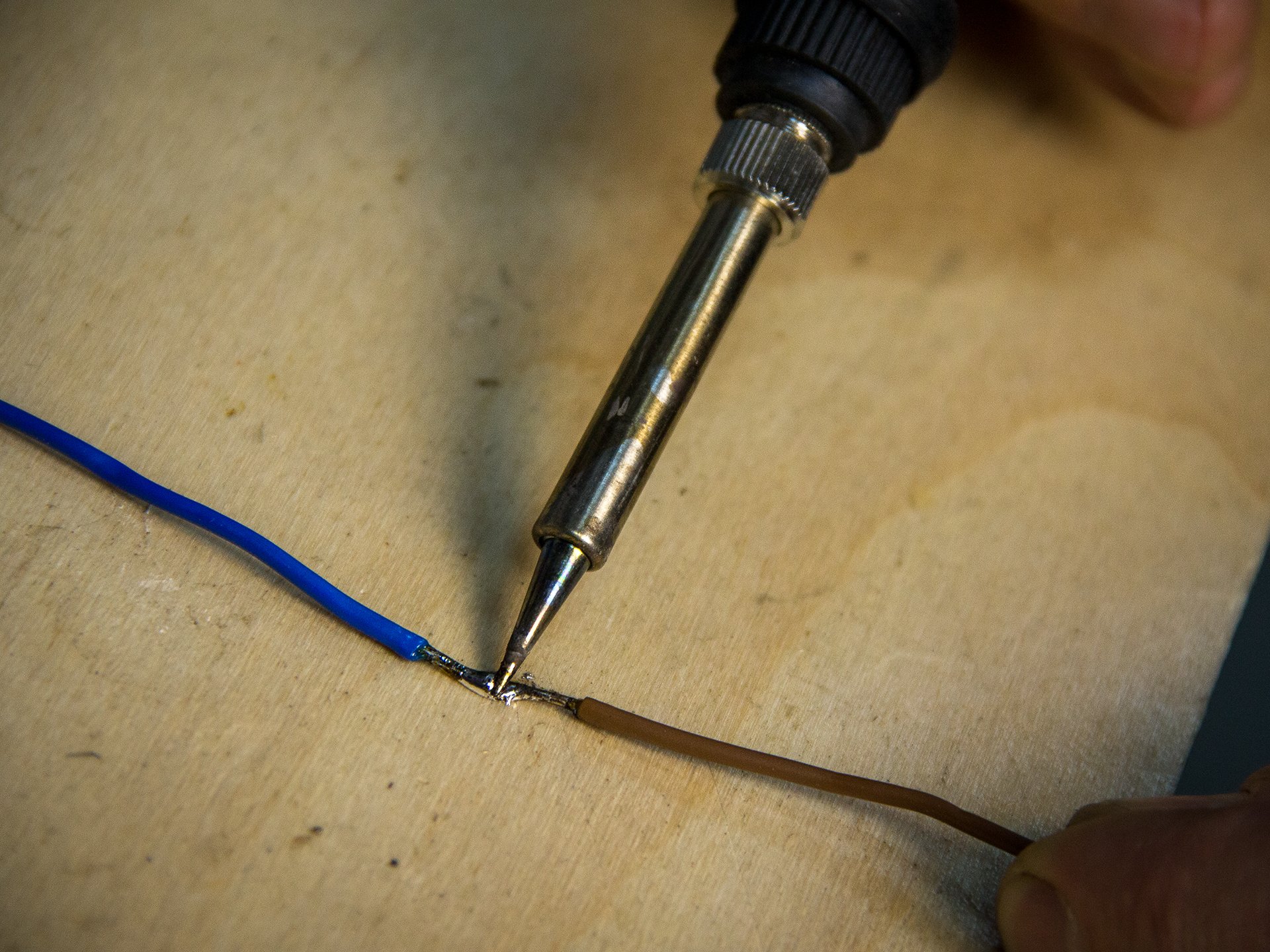
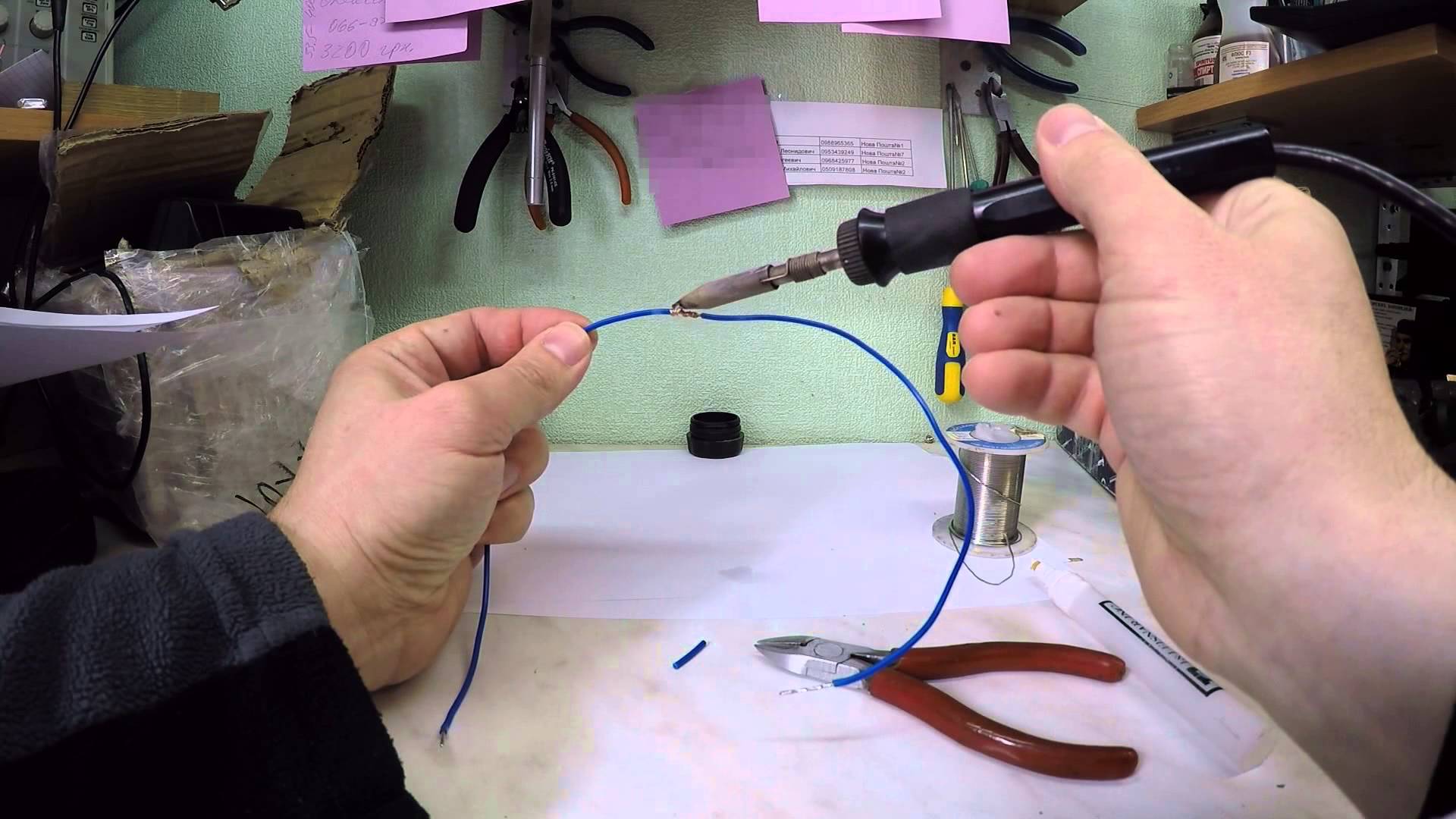
Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Правильный уход
Качественный паяльник — инструмент недешевый, и он, как и любой другой инструмент, требует тщательного ухода. Основные правила ухода за ним:
- Не рекомендуется включать паяльник со снятым жалом, так как это приводит к перегреву элемента и значительно сокращает срок службы инструмента
- Перед первым использованием нужно покрыть жало качественным флюсом и облудить его.
- После завершения работ необходимо тщательно чистить наконечник и облудить его, это поможет быстро разогреть инструмент при следующем использовании.
- На жало паяльного средства во время пайки нужно периодически наносить припой, так его наконечник прослужит вам дольше.
Способы получения

Паяльный флюс получают из сока сосны. Канифоль можно получить из других деревьев хвойных пород, но в ней будет больше примесей. Сосновую живицу очищают, выгоняя с нее нагревом воду и скипидар. В результате получается твердое вещество, куски неправильной формы. Канифоль сорта Живица самая чистая, в своем составе не имеет жирных кислот.
Для изготовления Экстракционной канифоли используют бензин. В нем растворяют смолу, затем состав фильтруют, удаляя примеси. После этого растворитель выпаривают. Получается канифоль оранжевого или светло коричневого цвета. Она уступает по качеству Живице, поскольку кислотное число у нее выше.
При изготовлении сульфатного мыла выделяют побочный продукт – Таловую канифоль. Состав ее зависит от используемых материалов и технологии обработки.
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.

Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.

Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.

KVT XZ-1

Газовый паяльник рекомендован для использования в труднодоступных местах, из-за своей мобильности и компактности. В комплекте к девайсу идет:
- защитный колпачок;
- рефлектор;
- 4 насадки для пайки;
- пластиковый кейс;
- губка для снятия припоя.
Аппарат имеет пьезоэлектрическую систему зажигания. Работает на высокоочищенном бутане (как для зажигалок). Используется в трех режимах:






- паяльник;
- фен для термоусадки;
- газовая горелка.
Максимальная температура в первом случае – 580 градусов. В режиме горелки, пламя нагревается до 1300 °С.
В режиме фена – 550 градусов. Агрегат имеет кнопку защиты от ненамеренного включения. Работает на полном баллоне – 120 минут. Вес – 120 грамм.
Удобно сделана возможность просмотра остатка газа. По сравнению с огромными конкурентами, очень удобный и практичный. Радует комплектация. Имеет складную ножку, из-за чего не нужно переживать, куда деть горячий девайс.
С другой стороны, включается паяльник долго и хитро-мудро. Не хватает флюса в комплекте. Неудобная блокировка запуска. В режиме фена работает не очень: долго греется и не справляется с функциями.
как правильно паять. — DRIVE2
Мне на работе и дома иногда приходится заниматься пайкой. Казалось бы, что в этом деле может быть сложного, но умение хорошо паять, это действительно мастерство, которое приходит только с помощью практики. В этом деле много секретов. Все они, конечно, для меня недоступны, но кое- чем я с вами тут поделюсь.Первый и основной секрет, это правильное использование припоя и флюса. Припой, это легкоплавкий сплав, которым спаивают провода, выводы деталей, различные штекеры. Самый лучший припой, естественно чистое олово. Но оно дорого стоит и применяют его очень редко. При пайке радио деталей в основном применяются оловянно-свинцовые припои, которые по прочности спаивания мало чем уступают чистому олову. Раньше их обозначали тремя буквами – ПОС – припой оловянный свинцовый, за которым идёт двузначное число, определяющее содержимое олова в процентах, например: ПОС-40, ПОС-60. Для обычной пайки простому любителю подойдёт ПОС-60, или любой припой, который продают намотанным на пластмассовые катушки, или на метраж.Флюс – противоокисляющие вещества. Применяются для того, чтобы подготовленные к паянию места деталей или проводов не окислялись во время паяния. Без флюса припой не прикрепится к поверхности металла. У флюсов есть большая разновидность. Для ремонта металлической посуды применяют паяльную кислоту, это раствор цинка в соляной кислоте. Радиодетали таким флюсом паять не рекомендуется, так как со временем он разрушит пайку. Для радиодеталей применяют флюсы, не содержащие кислот, например, канифоль. Да, обычная сосновая канифоль.Для пайки в труднодоступных местах советую пользоваться специальным флюсом. Его можно приготовить самому: канифоль следует измельчить в порошок, затем добавить борный спирт или глицерин. Помешивая раствор палочкой, подсыпают канифоль до образования густой кашеобразной массы. Этот флюс лучше наносить кисточкой или тонкой палочкой. Его так же можно купить. Называется он ЛТИ.Следующий секрет, это чистота жала паяльника и его накал. Грязным жалом паять тяжело, припой будет плавиться, но к жалу приставать не будет. Жало необходимо зачистить и залудить – покрыть тонким слоем припоя. То есть, погрузите разогретое жало в канифоль, затем троньте им припой. В процессе пайки жало будет покрываться окислительным налётом тёмного цвета, который будет мешать паянию. В общем, жало следует периодически зачищать и лудить.Третий секрет, или условие паяния, это чистота спаиваемых поверхностей. Они должны быть зачищены до блеска. Зачищенный проводник нужно положить на канифоль и прогреть паяльником. Канифоль быстро расплавится, а припой, который будет на паяльнике растечётся по проводнику. Тут главное не переусердствовать, так как многие детали нельзя сильно нагревать.Четвёртый секрет – это правильное соединение проводов и хорошее прогревание места спаивания деталей. Если нужно спаять два провода, плотно сдавите или скрутите их. Это место обработайте флюсом и дотроньтесь паяльником с каплей припоя на конце жала. При прогреве припой растечётся и заполнит промежутки между проводниками. Плавными движениями паяльника распределите припой равномерно по всему месту спаивания. Продолжительность паяния не должна превышать пяти секунд. Припой быстро твердеет и прочно соединяет детали. Тут есть ещё небольшой секретик. Не стоит быстро сдвигать с места спаянные детали хотя бы в течении 10 секунд.
Всем спасибо за то что уделили минутка.
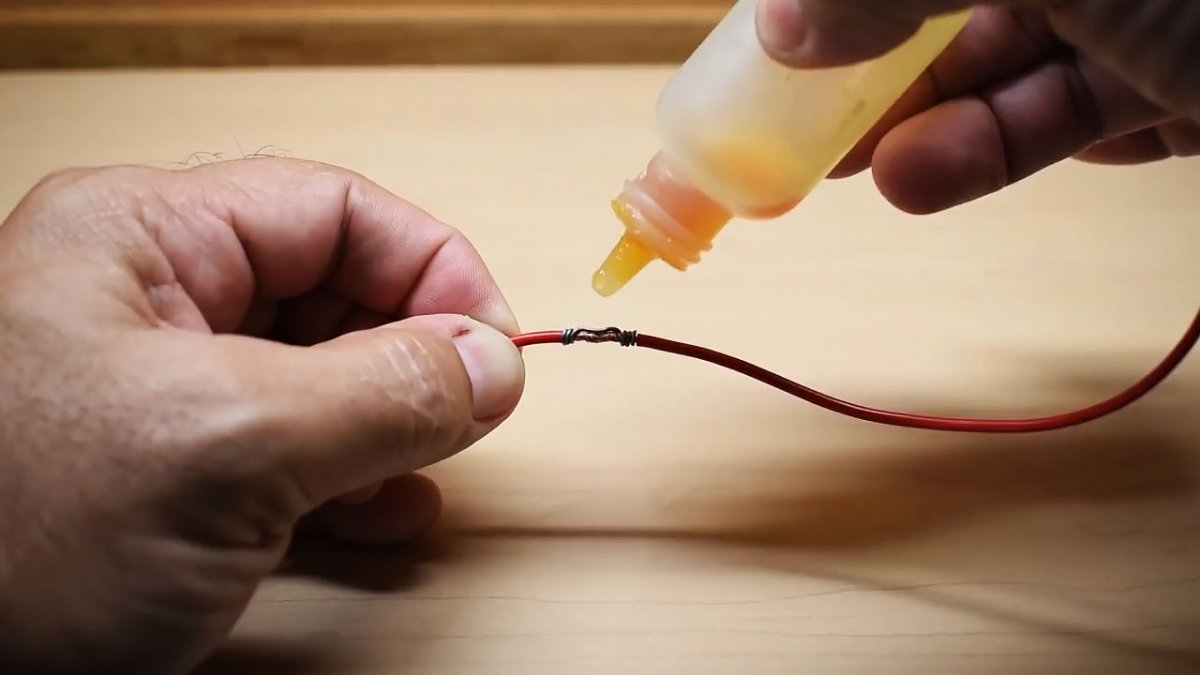
Пайка в домашних условиях
Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Перед тем как приступить к пайке, необходимо зачистить поверхности деталей, которые будут сцепляться между собой, при помощи напильника или наждачной бумаги. Затем их необходимо обезжирить при помощи растворителя или очистить, используя бензин, и смазать флюсом.
Флюс — вещество, с помощью которого с поверхности металла удаляются оксидные плёнки, другие загрязнения и излишний жир. Кроме того, флюс предохраняет металлы от возможного окисления. В качестве такого флюса часто используется особое вещество — канифоль.
В основном флюс из канифоли используется для пайки в домашних условиях. При проведении производственной пайки смола используется в меньших количествах, по сравнению с флюсами из других веществ.
Благодаря свойству канифоли растворять при нагреве оксиды олова, а также меди и свинца, это вещество может быть использовано в электротехнических работах как особый природный флюс — компонент, обладающий противоокислительными свойствами. Благодаря такой характерной особенности, это вещество способно очищать поверхности металла при проведении пайки. С его помощью также улучшается растекание и практически нивелируется поверхностное натяжение вещества, используемого в качестве припоя.
Для того, чтобы была обеспечена высокая технологичность процесса применения флюса при пайке выпускается несколько типов таких компонентов, выполненных на основе колофонской смолы (они могут быть твёрдыми, жидкими и гелеобразными):
- Твёрдый флюс. Такой тип компонента для спайки и лужения деталей используется уже довольно долгое время и является самым популярным. Он имеет как свои очевидные достоинства, так и недостатки. К последним можно отнести то, что используя твёрдый флюс трудно соблюдать точность при нанесении его в труднодоступные места спайки.
- Флюс на основе спиртового раствора. Такой компонент является универсальным. Его можно использовать при спаивании как мелких, так и крупных деталей. Основным преимуществом такого метода является лёгкий способ его нанесения при помощи кисточки.
- Флюс из канифоли на основе геля. Вязкая консистенция геля позволяет быстро наносить вещество на поверхность. С помощью геля легче обрабатывать самые труднодоступные места поверхности деталей, которые будут подвергаться спайке. При этом обеспечивается максимально точное дозирование вещества флюса. Гель не высыхает слишком быстро, по сравнению со спиртовыми флюсами и более податлив, чем твёрдый флюс из канифоли.