
Как выбрать?
Слесарный верстак своими руками: изготовление, чертежи, модели Зиг-машина может применяться в широком диапазоне. Например, при помощи устройства можно обработать кромку металла на изделии, также можно выполнить гофрирование листа, его отбортовку, нанесение рёбер жёсткости, в том числе и для трубы, резку и закат вальцов.
Чтобы устройство работало без сбоев, нужно его правильно выбрать. Для этого в первую очередь необходимо изучить характеристики рассматриваемого изделия. При этом обязательно учитывайте то, с каким металлом вы собираетесь работать, а также количество заказов.
Как уже стало понятно, вам необходимо смотреть на один главный критерий – толщину обрабатываемого материала, а также на вылет роликов. Помните, что толщина металлической поверхности – самый важный вопрос. Например, ручной станок способен обработать изделие, которое имеет толщину не более 1 мм, а электростанок может справиться с металлом, имеющим толщину около 2 мм и более.

Обязательно обратите внимание на вылет роликов. Что это такое? Между формирующими роликами и упорной пластиной имеется некое расстояние. Этот параметр и называется вылет роликов
Именно этот фактор отвечает за глубину обработки металлической поверхности или трубы. Чем больше вылет роликов, тем больше технических возможностей у станка
Этот параметр и называется вылет роликов. Именно этот фактор отвечает за глубину обработки металлической поверхности или трубы. Чем больше вылет роликов, тем больше технических возможностей у станка.
Тип привода также имеет значение.
У ручных станков есть свои преимущества. Они компактны, мобильны, удобны в использовании, имеют небольшую цену. Им не нужно электричество. С их помощью можно обработать тонколистовое изделие. Они используются на высоте, то есть непосредственно на крыше при изготовлении необходимых комплектующих для формирования кровли. Недостатки также имеются. Валы вращаются вручную, и специалист быстро устаёт. Работать можно только с тонким материалом, и данные изделия требуют установки исключительно на горизонтальной поверхности.
Зиг-машины с электроприводом – это мощное производство. Некоторые из таких единиц могут справиться с металлической поверхностью, имеющей толщину 8 мм. Конструкция довольно устойчива. Здесь валы вращаются при помощи электродвигателя. Такой станок позволяет изменить скорость работы. Обрабатываемые изделия имеют отличное качество.
Безопасность – это ещё один плюс. Все работы выполняются с пульта управления или педальным способом. Естественно, подобное устройство имеет высокопроизводительный характер. Среди недостатков можно выделить высокую стоимость и обязательное снабжение станка электричеством. Между прочим, Россия, как производитель, может предложить довольно качественные модели, которые ничем не отличаются от зарубежных.
Классификация и конструктивные решения зиговочных станков
Такое оборудование (часто называемое также зигмашинами) различают по следующим признакам:
- По типу привода. Выпускаются зигмашины с электроприводом, и с ручным приводом.
- По количеству пар роликов для зигмашин – с двумя (ИВ2714, ИВ2716) и четырьмя.
- По способу управления – педалью или с применением кнопочной станции.
- По мощности и толщине обрабатываемого металла. На ручных станках (например, на станке зиговочном ручном модели Stalex RM08) нельзя выполнять зигование заготовок толще 1…1,2 мм, в то время, как на приводном оборудовании выполняется обработка стали и большей толщины – до 4 мм.
- По наличию или отсутствию узла реверсирования привода на зигмашине (в первом случае можно выполнять калибрующую зиговку рельефа, которая часто требуется при обработке продукции, сделанной из высокоуглеродистых сталей). Подобные возможности оговариваются в паспорте.
Наиболее популярными моделями зигмашин с электроприводом являются двухроликовые машины серии ИВА 27_ _ с горизонтальным расположением шпинделей. Зиговочные станки электромеханические производятся в соответствии с техническими условиями ТУ 2-041-94, и включают в себя следующие узлы:
- приводной электродвигатель;
- двухступенчатый редуктор типа рм;
- опорного вала;
- промежуточной зубчатой передачи;
- пневмоцилиндра (или гидроцилиндра), управляющего перемещением верхнего рабочего ролика;
- рычажного привода нажимного вала;
- пары роликов;
- механизма упора (для зиговки штучных заготовок);
- узла подачи.
- системы управления (педаль, кнопка).
Устройство зиг-машины
Зиговочная машина электромеханическая действует так. При включении двигателя крутящий момент через понижающий редуктор и промежуточную передачу передаётся на нижний опорный ролик, на который до упора подаётся заготовка, предварительно прошедшая через узел правки. При включении рычажной системы с пневмоприжимом оснастки последняя подаётся до контакта с поверхностью заготовки, после чего упор откидывается, и датчик движения включает силовую подачу полосы в отрегулированный зазор. Производится формообразование рельефа, соответствующего профилю инструмента. При необходимости работ по калибровке полученного профиля вращение двигателя реверсируют, либо выполняют повторную зиговку, несколько уменьшая значение рабочего зазора. Для извлечения готового изделия из рабочего пространства зигмашины достаточно вернуть инструмент в своё верхнее положение посредством включения цилиндра на обратный ход.
Зиговочная машина ИВ2716 может работать в составе поточной линии профилирования, работают в автоматическом режиме, причём в качестве исходной заготовки используется лента или длинная полоса металла. Для облегчения съёма готовой детали станок дополнительно оснащается либо рулонным наматывателем, либо качающимися рычагами сброса, управление которыми производится от кулачков, устанавливаемых на свободном конце опорного вала.
| Модель | Максималь-ная толщина обрабатывае-мого металла, мм | Вылет станины, мм | Максима-льная скорость зиговки, м/с | Минималь-ная скорость зиговки, м/с | Суммарная мощность привода, кВт | Дополнитель-ные возможности |
| ИВ 2714 | 2,5 | 400 | 0,283 | 0,045 | 4,35 | Рольганг, устройство для круговой резки |
| ИВ 2716 | 4,0 | 500 | 0,283 | 0,055 | 5,3 |
По типу
Ручные от 15 000 q
от 419 BYN от 71 668 KZT от 13 282 KGS от 82 905 AMD от $170 от 144 €
Электрические
от 79 000 q
от 2 210 BYN от 377 454 KZT от 69 955 KGS от 436 635 AMD от $899 от 761 €
Промышленные
от 306 752 q
от 8 585 BYN от 1 465 631 KZT от 271 632 KGS от 1 695 429 AMD от $3 491 от 2 958 €
Для дымоходов
от 2 051 786 q
от 57 423 BYN от 9 803 236 KZT от 1 816 879 KGS от 11 340 295 AMD от $23 353 от 19 787 €
Вертикальные
от 1 087 632 q
от 30 439 BYN от 5 196 601 KZT от 963 110 KGS от 6 011 381 AMD от $12 379 от 10 489 €
Ролики RAS
от 8 727 q
от 244 BYN от 41 696 KZT от 7 727 KGS от 48 234 AMD от $99 от 84 €
Ролики BRI Svarcove
от 7 431 q
от 207 BYN от 35 504 KZT от 6 580 KGS от 41 071 AMD от $84 от 71 €
Ролики TTMC
от 2 540 q
от 71 BYN от 12 135 KZT от 2 249 KGS от 14 038 AMD от $28 от 24 €
Описание технологии
Для создания рельефного изображения на металлическом листе малой толщины применяется современное оборудование – зиговочная машина. Она снабжена специальными валиками, которые в процессе оставляют особые канавки (зиги). Они могут быть как плоскими, так и иметь необходимый объем.

С помощью зигмашины выполняется несколько операция, в том числе:
- резка;
- рифление;
- отбортировка.
В зависимости от мощности, оборудование может обрабатывать металлические листы разной толщины. Наименее мощные – ручные зиг-машины, они способны выполнять операции для металла с толщиной от 0,3 до 1 мм. Электрические наносят рельеф на более толстые листы – до 2 мм.
Для зиговки используют три типа станков:
- ручные зиг-машины;
- оборудование с электроприводом;
- гидравлические механизмы.
Сам принцип работы во всех трех типах оборудования одинаков, различается лишь мощность и производительность. Есть и еще один параметр, который важен при выборе станков – расположение валов, на которые надевают рабочие ролики с нужным типом рельефа. Валы могут располагаться горизонтально, вертикально или наклонно.
Сама по себе операция нанесения зиг на поверхность металла несложна, но ее исполнение требует аккуратности и соблюдения технологии, ведь от правильности проведения обработки зависит дальнейшая прочность изделия.
Процесс нанесения рельефа в поэтапном исполнении выглядит так:
- на рабочую поверхность с нижним валиком укладывают заготовку, поднятый верхний вал с надетым роликом опускают сверху;
- деталь фиксируют специальными прижимными винтами;
- для надежной фиксации и более глубокого продавливания рельефа применяют специальный упор;
- для обработки прочным стальных листов большой толщины применяют мощные электрические и гидравлические станки;
- при нанесении рельефа на листы мягкого металла (алюминия, медных сплавов) увеличивают расстояние между канавками-зигами и их радиус;
- валы, вращаясь в противоположном направлении по отношению к роликам, оказывают давление на заготовку, в результате чего и появляются углубления рельефа.
Если рельеф недостаточно ярко выражен после первого проведения операции, ее повторяют несколько раз. Зиговка металла считается оконченной только в случае получения достаточной глубины рельефа.
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно
Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
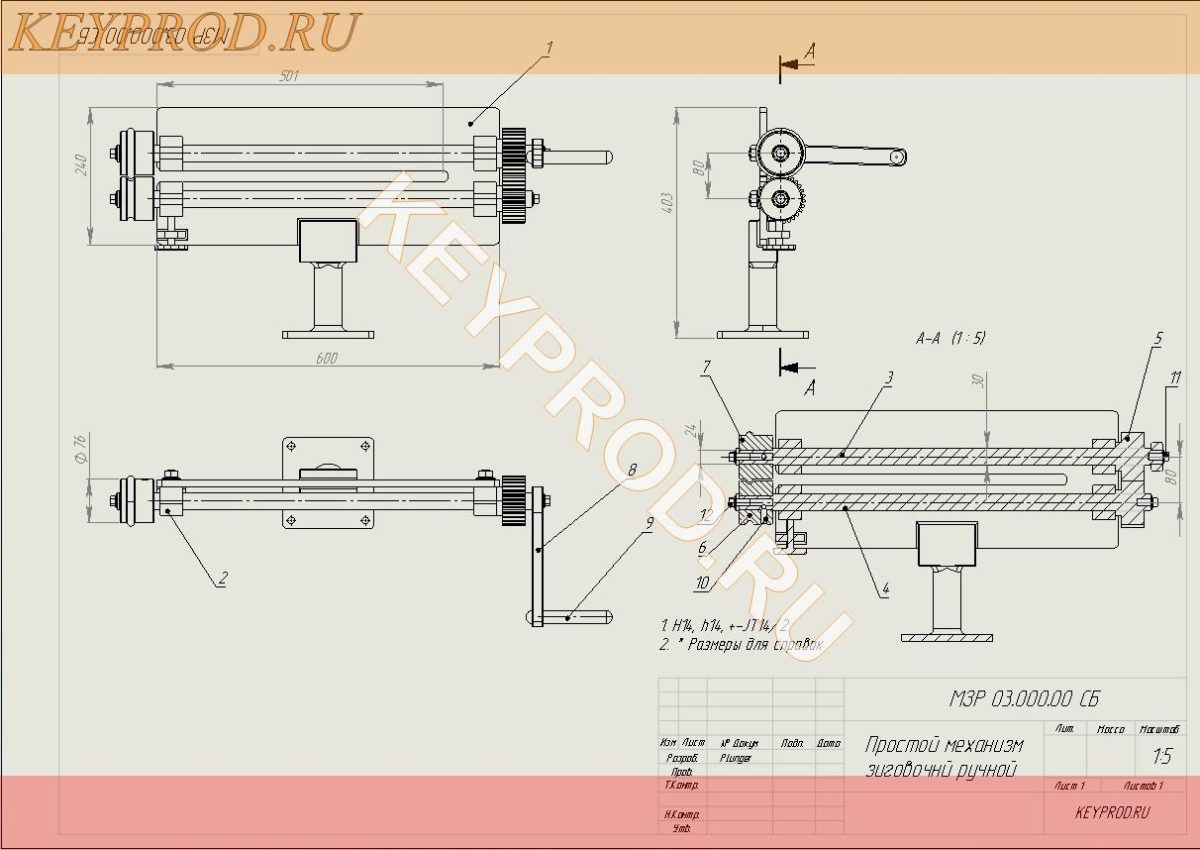
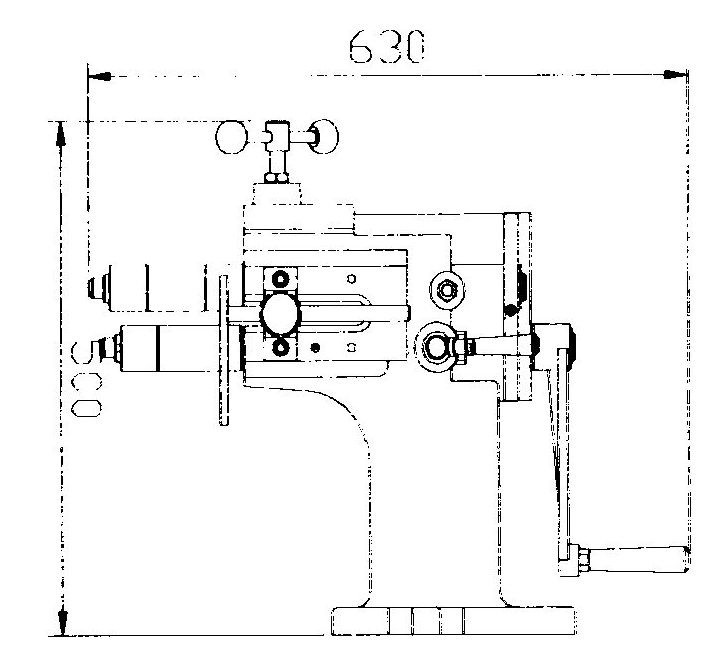
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
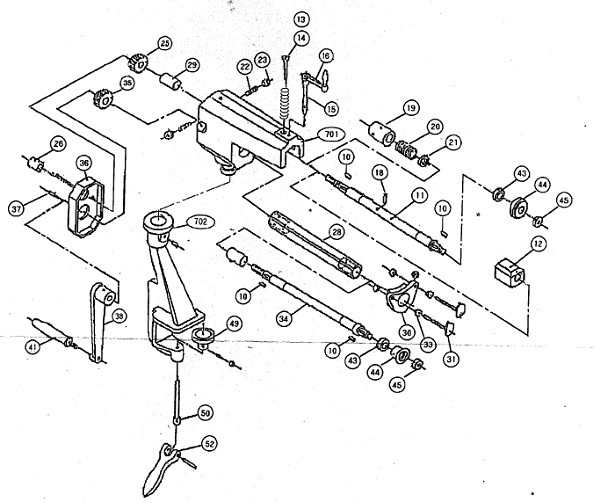
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
- корпус устройства с защитным кожухом;
- кронштейн;
- хвостовик цилиндрической формы;
- два рабочих вала;
- стопорный болт;
- винт, оснащенный откидной ручкой;
- устройство пружинного типа;
- элементы зубчатой передачи;
- непосредственно сами ролики.
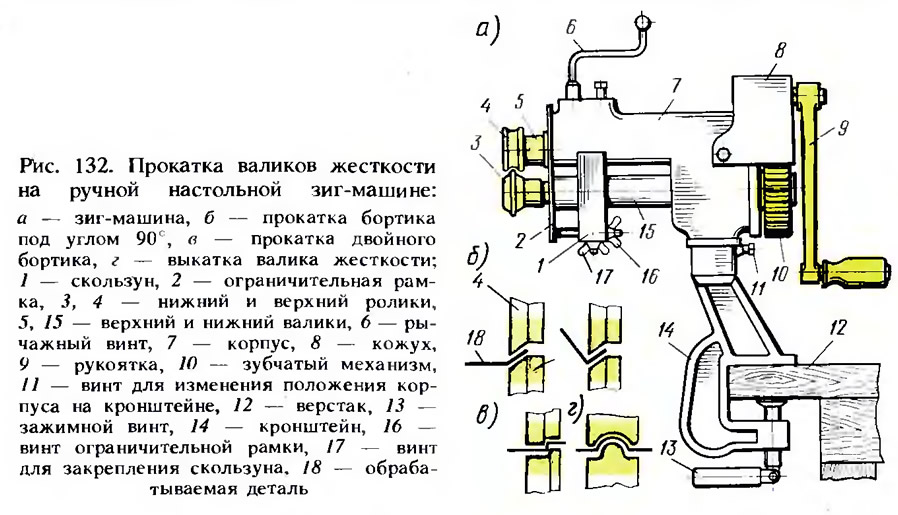
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
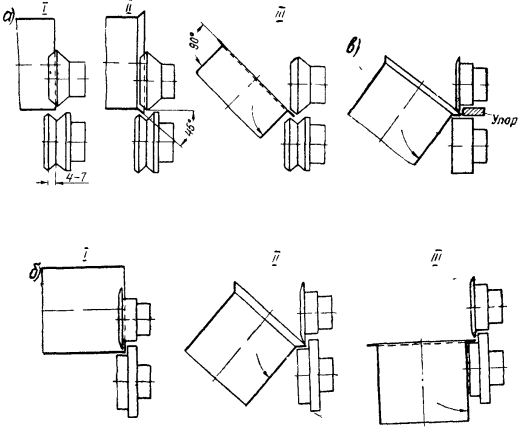
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
- на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
- обрабатываемый край детали устанавливается на нижний ролик;
- при помощи вращения рукоятки на край заготовки опускается второй ролик;
- вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.
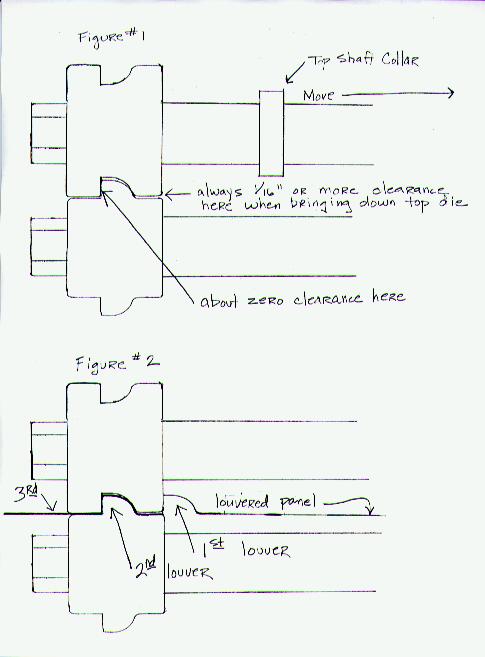
При медленной загрузке основные чертежи и рисунки этой страницы можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
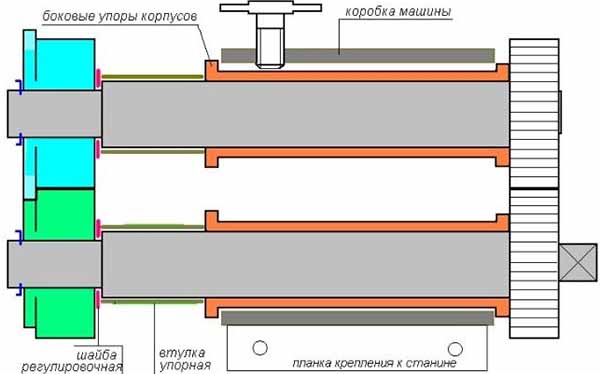
Предлагается наиболее доступный для самостоятельного изготовления, успешно апробированный вариант. Качество обработки заготовок, надёжность и долговечность вполне сопоставимы с заводскими аналогичными механизмами. Усовершенствовать эту конструкцию можно включив в схему подшипниковые узлы, резьбовые крепления зубчатых колёс и роликов, механизм подъёма верхнего вала и т. д. Корпус верхнего вала имеет возможность вертикального хода 10 – 12 мм при заправке обрабатываемой детали. Корпус нижнего вала крепится в коробке машины неподвижно. Боковые упоры корпусов вала предотвращают их осевое смещение в коробке машины.
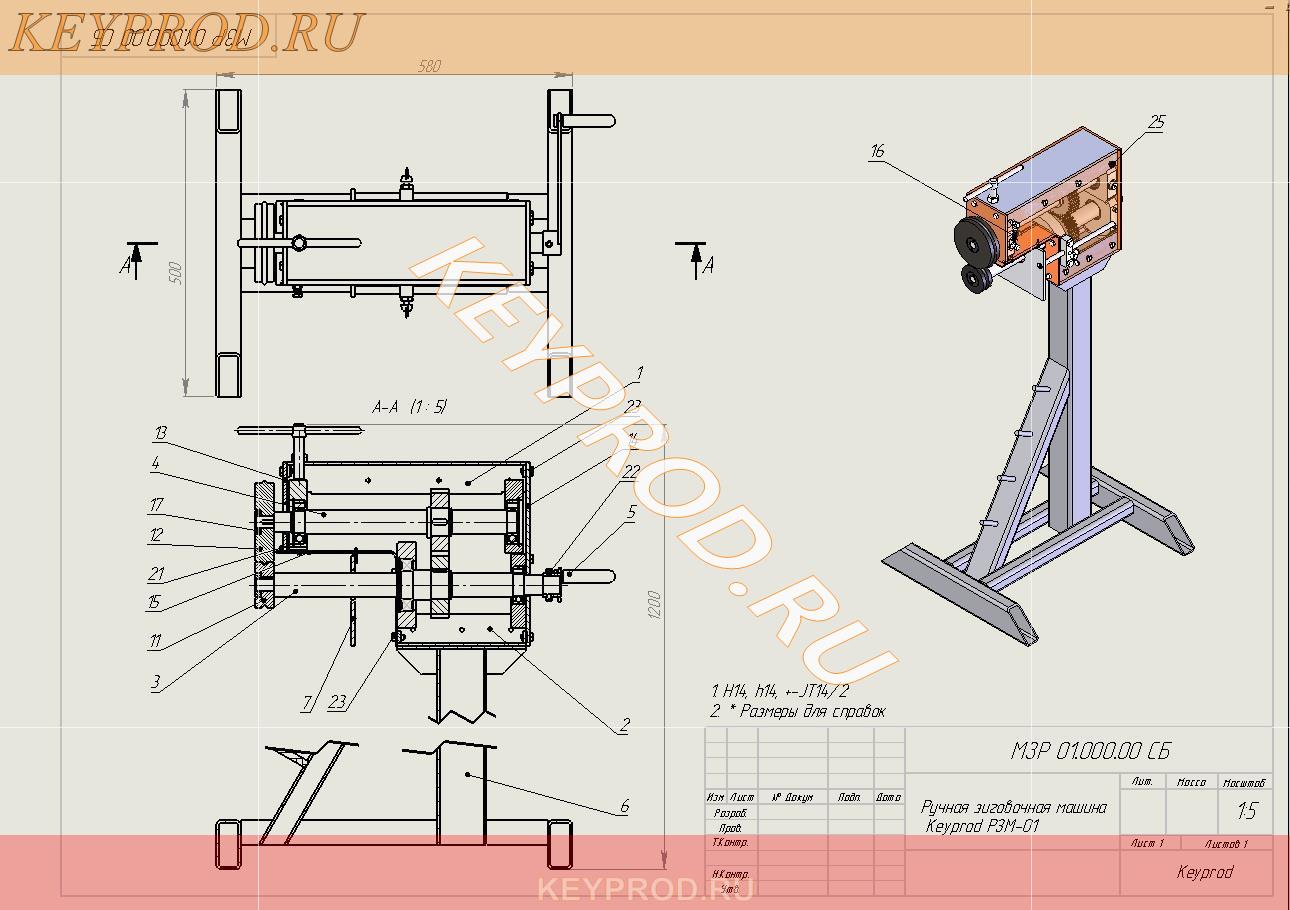
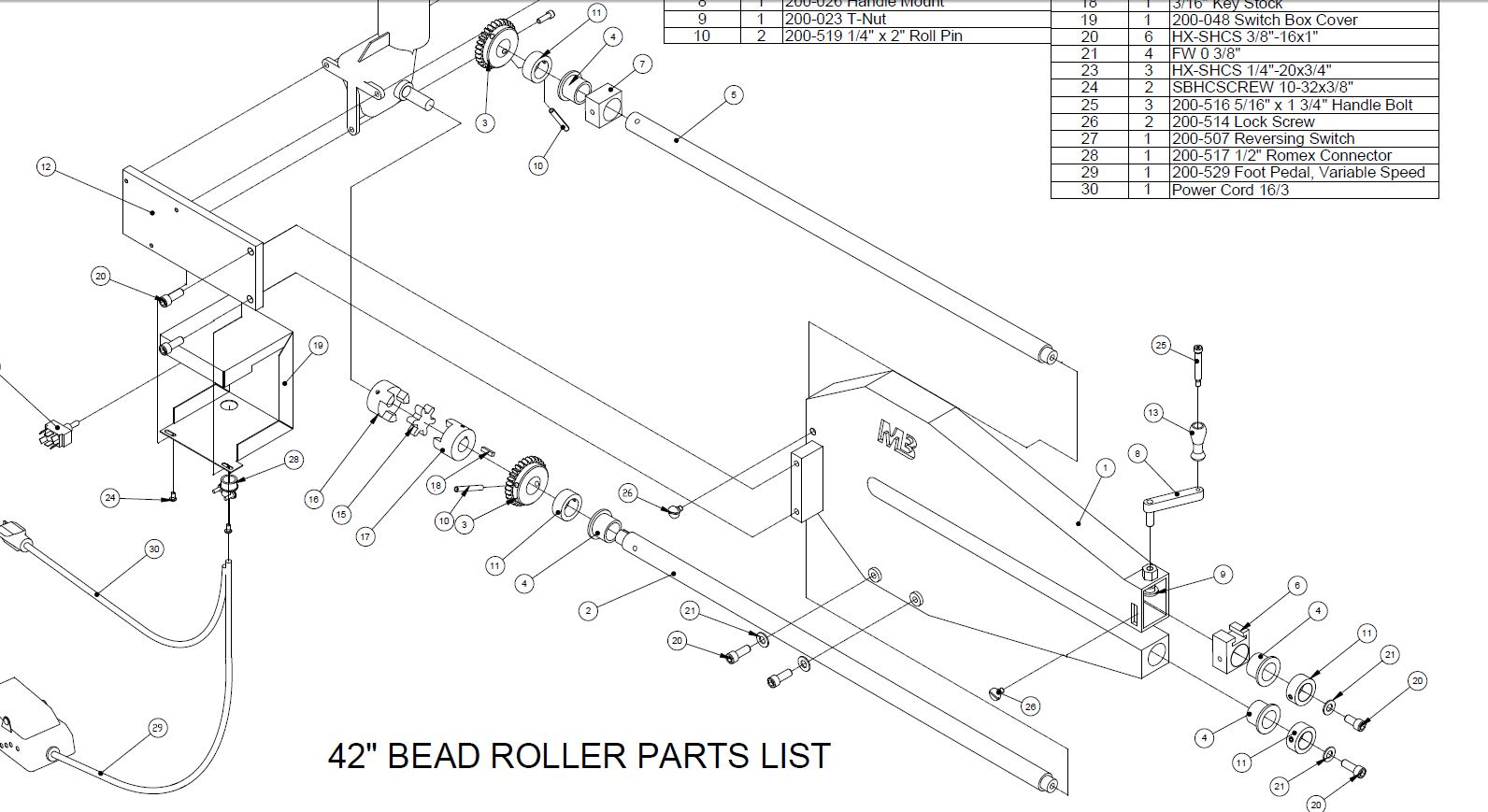
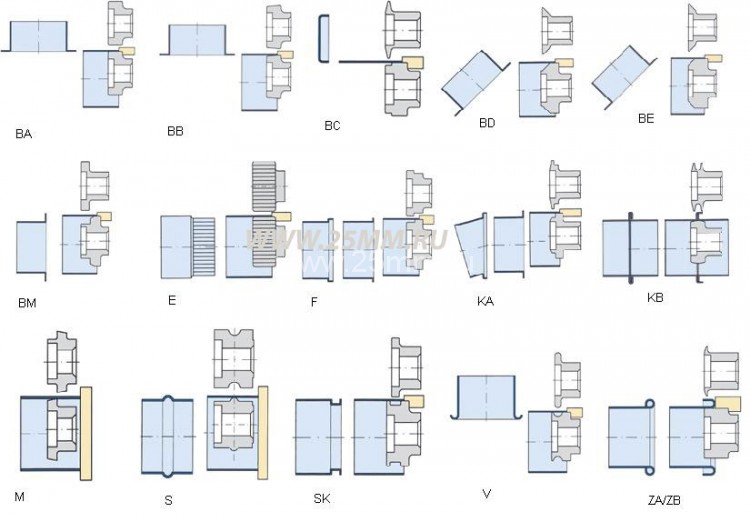
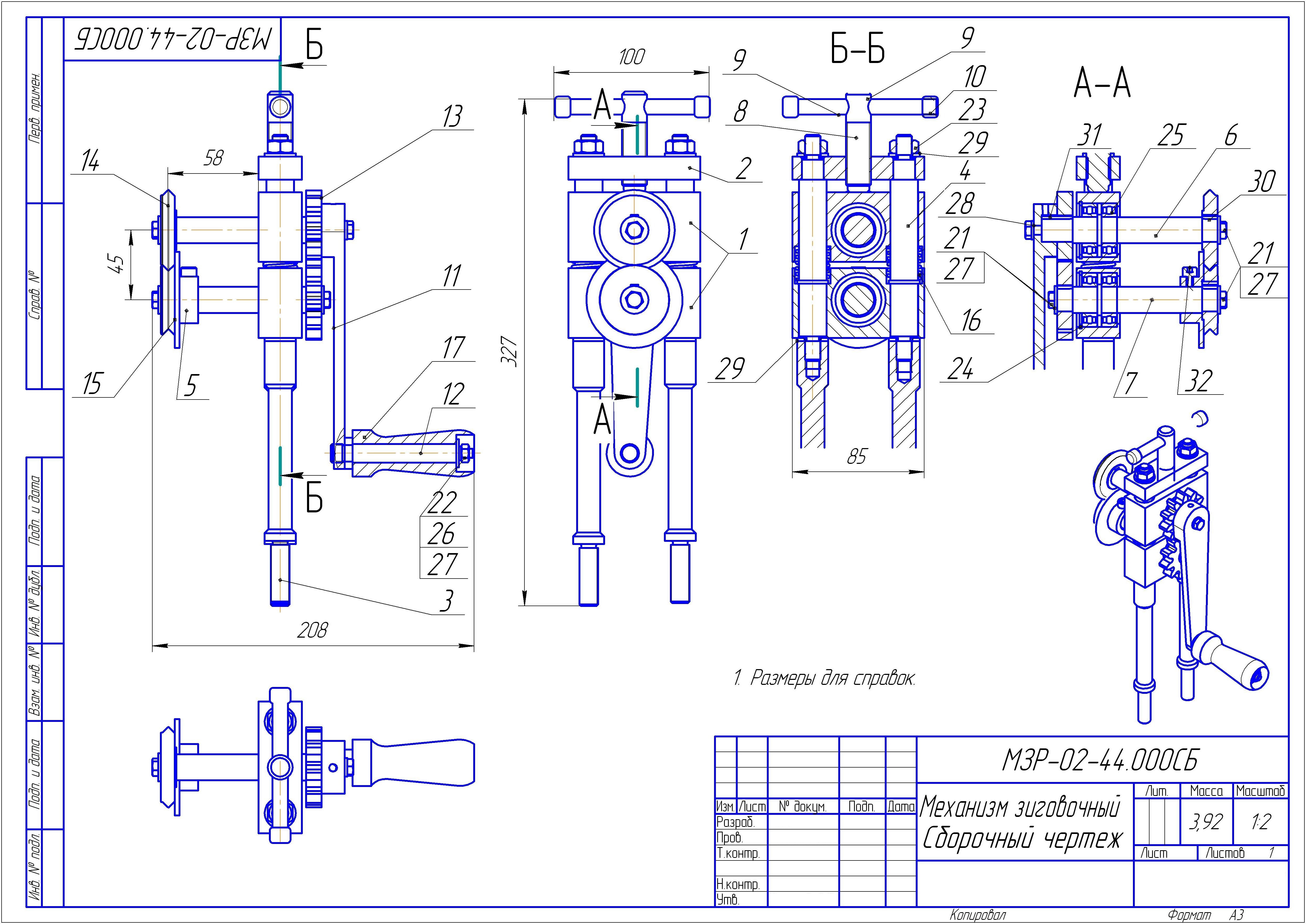
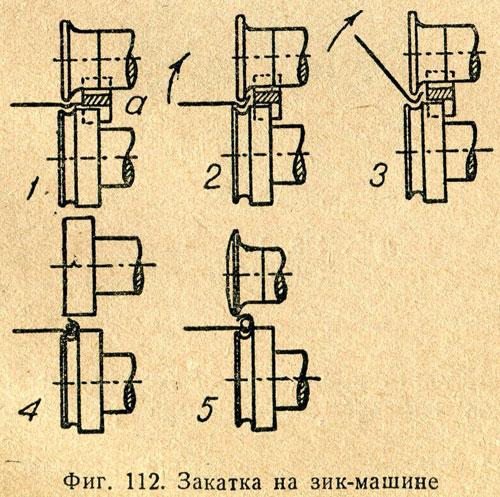
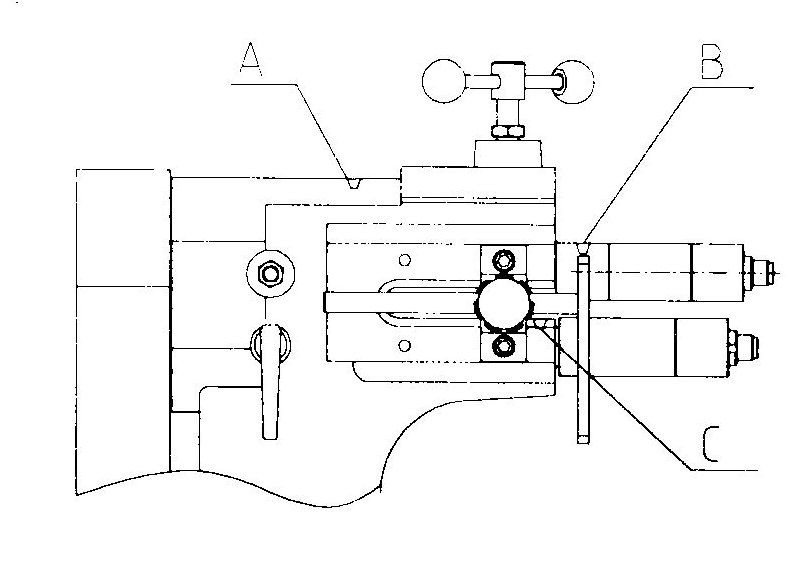
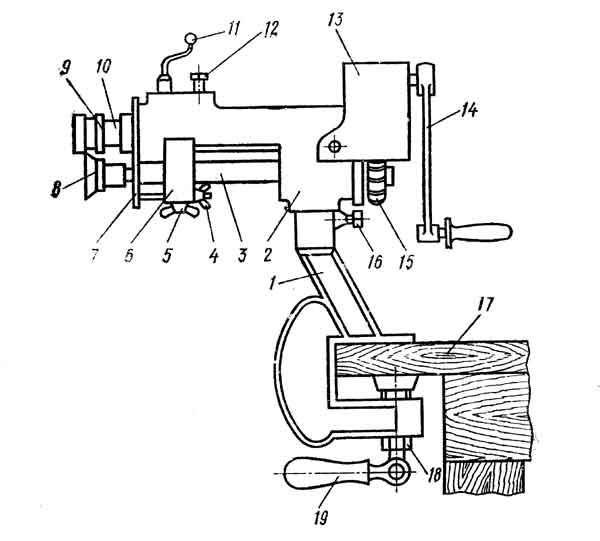
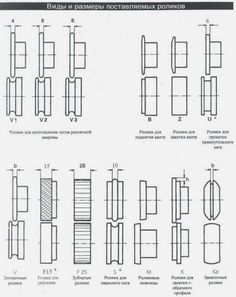
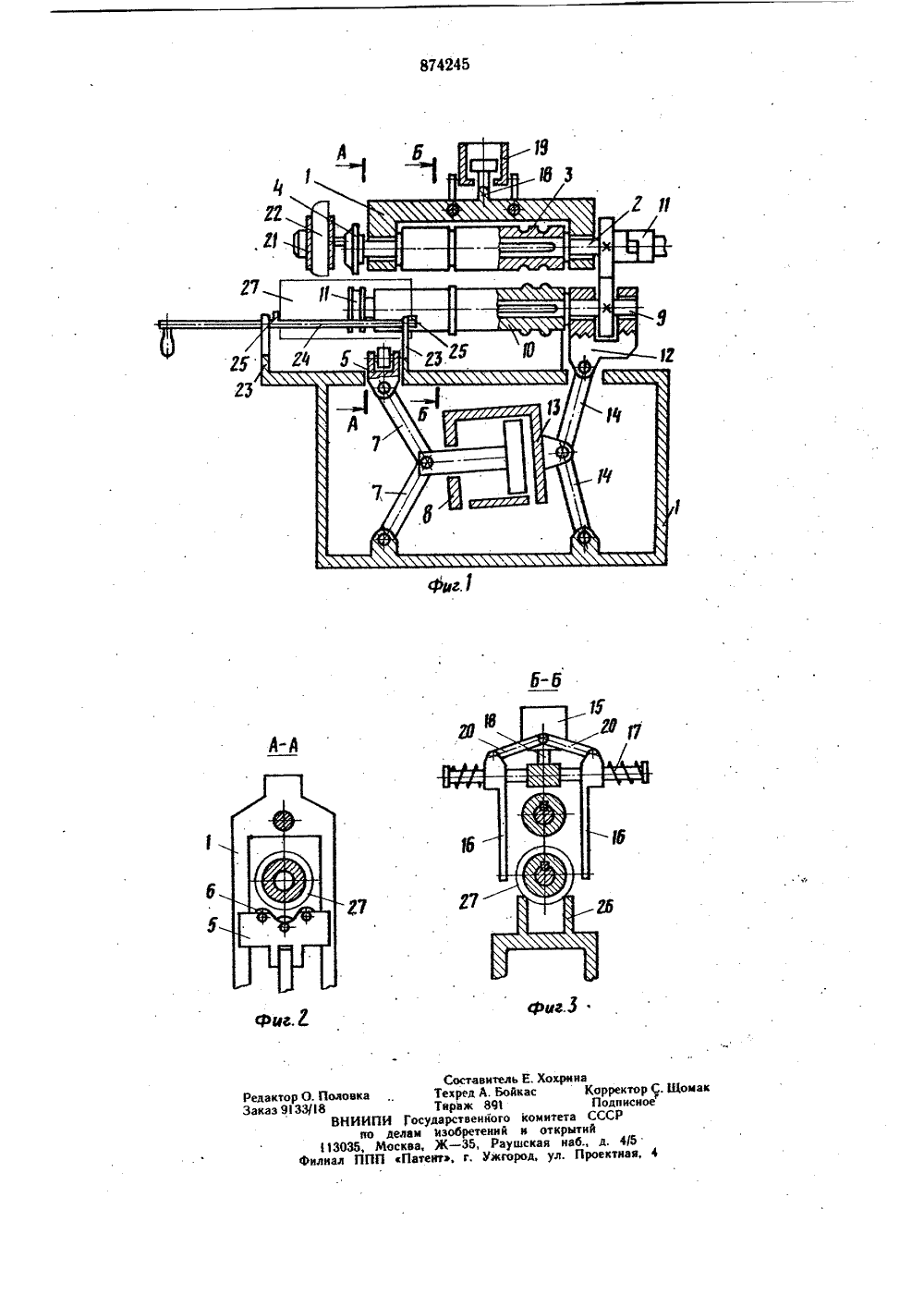

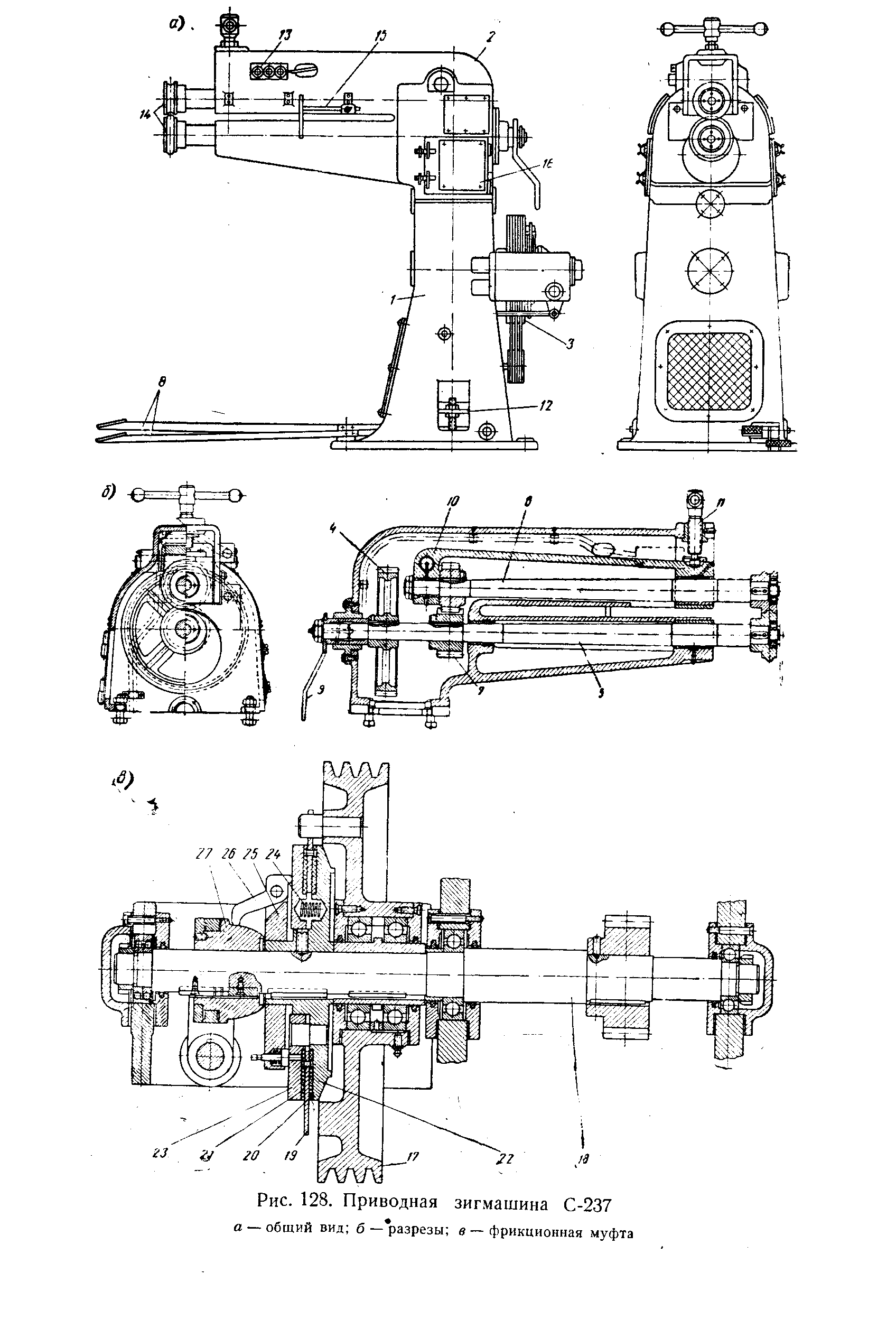
Схема зиг-машины.
Втулки упорные исключают осевое смещение валов в своих корпусах. Сменные шайбы позволяют регулировать рабочий зазор в роликовой паре.
Зубчатые колёса подобрать диаметром около 60 мм.
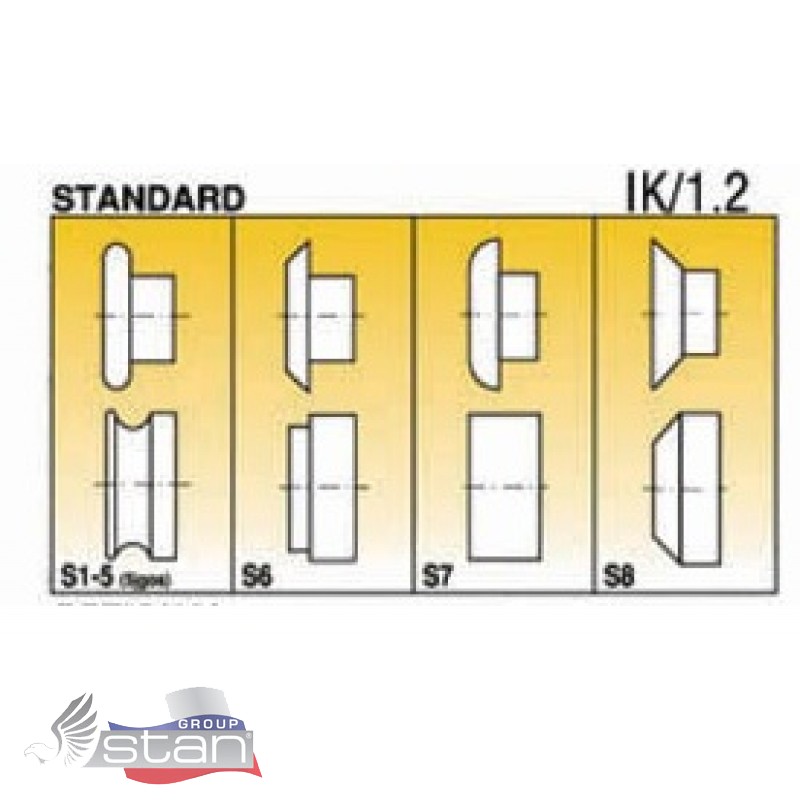
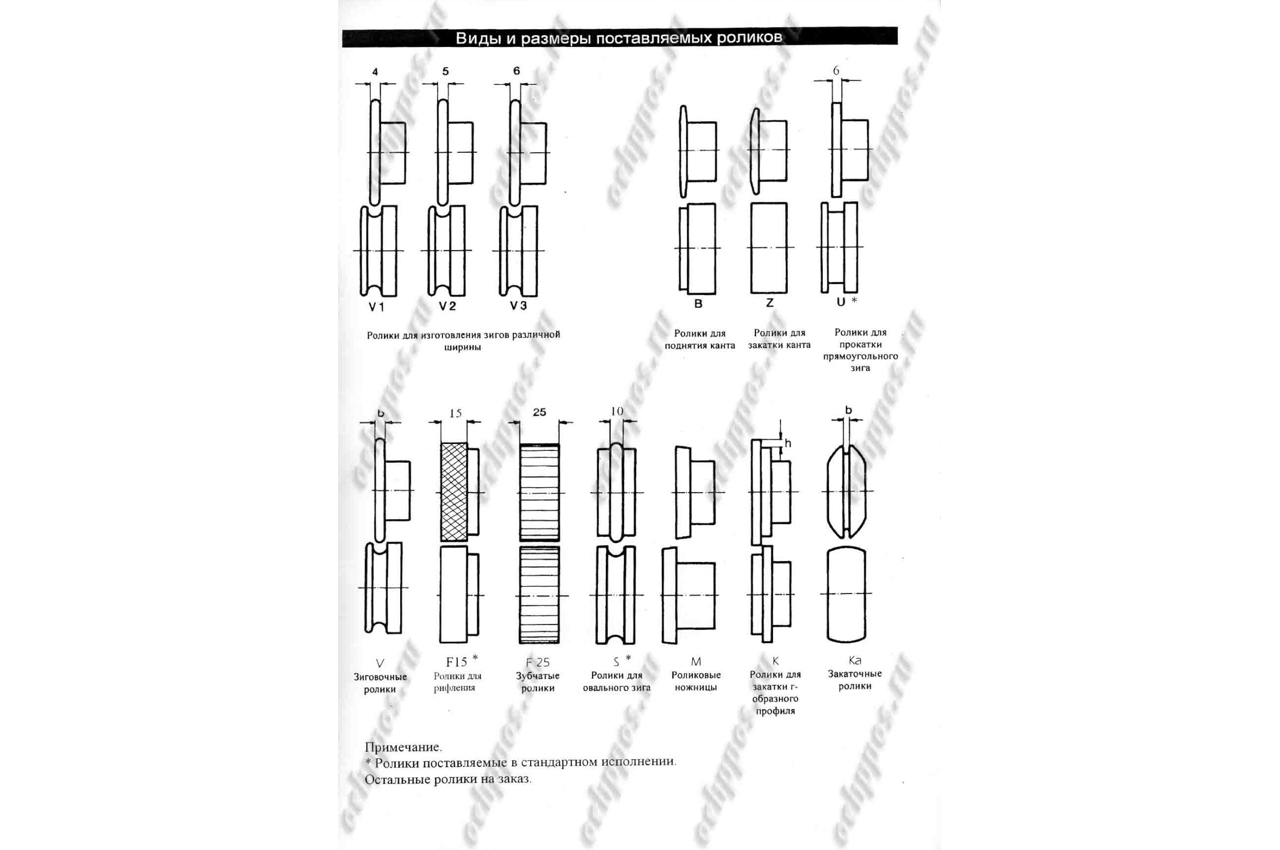
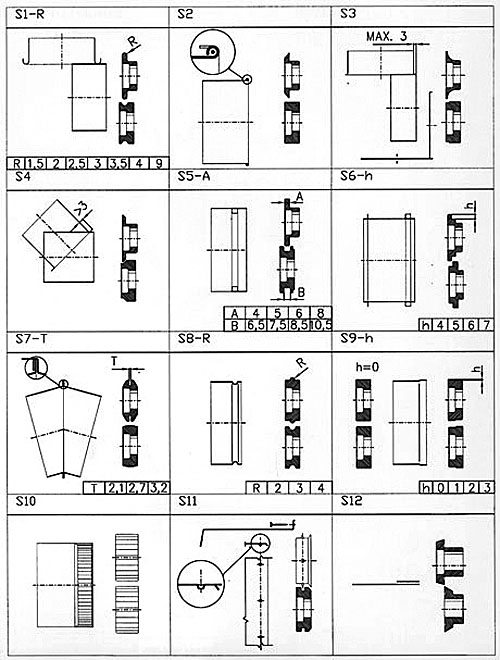
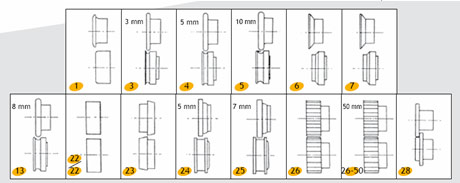
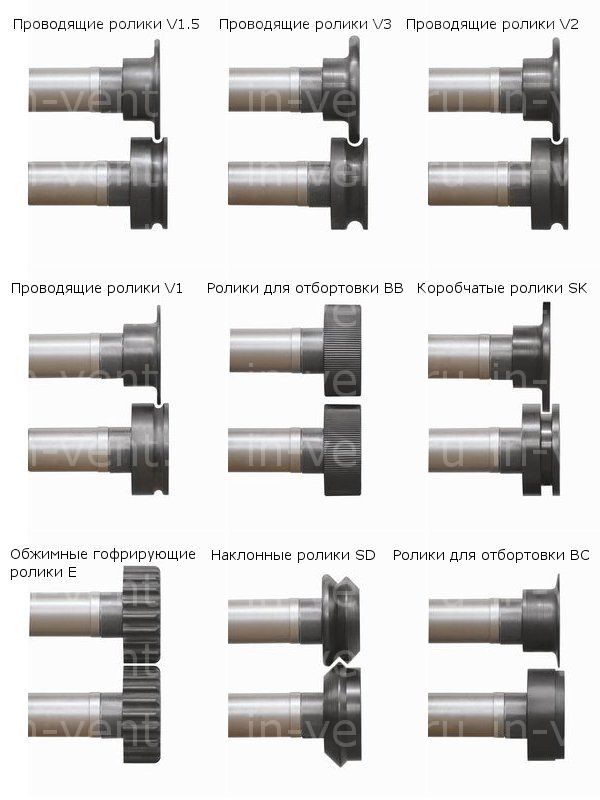
Виды роликов для зиг машин
ролики для зигмашины
Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой. Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
- BS, F — выполняют двойной фальц вертикального замка с высотой отбортовки от 4 до 12 мм, она подбирается с учетом толщины материала;
- BB — выполнение отбортовки кромок врезок различной формы, включая тройники, а также для загиба короткого фальца вертикального замка;
- KB — осаживание вертикального замка. Фальцы замка выполняются на вальцах ВВ, ВS и F. Они применяются для соединения отводов и переходов вертикальных фальцев, деталей водосливов и воздухоотводов;
- BD — выполняют отбортовку кромок труб круглого сечения большой длины;
- ZB, ZA — закатывают по кромке трубы проволоку. Предварительно кромка подгибается на роликах V. Эта процедура необходима для увеличения жесткости труб из тонких листов металла, она производится исключительно на зигмашинах;
- AV — сопряжение врезок в вентиляционные заготовки винтовым способом, обеспечивает герметичность;
- DIN 71550 — выполняет полукруглые ребра на заготовках труб небольших поперечников для крепления гибкого шланга. Минимальный поперечник трубы составляет 1 см, работает по любым видам металла. Такой тип вальцов совместим не со всеми типами оборудования;
- M — выполняют отрезание заготовок труб по поперечнику. В комплекте с держателем из листов вырезает кольца.
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно
Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
- корпус устройства с защитным кожухом;
- кронштейн;
- хвостовик цилиндрической формы;
- два рабочих вала;
- стопорный болт;
- винт, оснащенный откидной ручкой;
- устройство пружинного типа;
- элементы зубчатой передачи;
- непосредственно сами ролики.
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
- на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
- обрабатываемый край детали устанавливается на нижний ролик;
- при помощи вращения рукоятки на край заготовки опускается второй ролик;
- вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.
Зиговочный станок представляет собой специальное устройство, предназначенное для выполнения зиговки. Зиговка – это относительно простой процесс, который выполняется над деталями из листового металла и заключается в нанесении на эти детали сплошных выступов и углублений.
Вместе с тем для его полноценного осуществления необходимо специальное устройство – ручной или автоматический зиговочный станок. Современный рынок предлагает множество подобных станков самых разных модификаций. Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию.
Изготовление в домашних условиях
Если вы не желаете покупать заводскую зиговочную установку, то можно сделать ее своими руками. Такой вариант подойдет тем, кто работает с металлом в домашних мастерских и в ограниченных объемах. Для промышленных предприятий самостоятельно изготовленное оборудование лучше не использовать.
Одним из преимуществ самодельного станка является его простота и дешевизна в изготовлении. Все основные детали можно легко найти в своем хозяйстве или приобрести на рынке. Конечно, количество и характер деталей зависит от типа устройства, которое вы собрались сделать. Существует несколько вариантов производства зиг-машины в домашних условиях. Мы предлагаем один из них.
Для создания устройства вам следует подготовить следующие детали:
- Кронштейн.
- Рабочие валы (2 штуки).
- Хвостовик цилиндра.
- Корпус устройства.
- Защитный кожух.
- Устройство с пружиной.
- Стопорный штырь.
- Детали зубчатой передачи.
- Винт с откидной рукояткой.
- Ролики.
Закрепить устройство можно посредством специального винта, но сделать это следует таким образом, чтобы хвостовик механизма заходил в кронштейн. Корпус аппарата необходимо зафиксировать в одном положении с помощью стопорного штыря. С помощью рукоятки можно регулировать перемещение валов аппарата.
Ролики самодельной зиг-машины приводятся в действие при помощи другой рукоятки и посредством зубчато-ременной передачи. При создании собственного станка обязательно проследите за тем, чтобы элементы передачи были закрыты специальным кожухом.
Такой элемент строения обязательно сделает работу оператора более безопасной. Для детального ознакомления посмотрите соответствующие видео, в которых на просторах интернета нет недостатка.
Видео: ЗИГ машина самодельная ручная.
Устройство и принцип работы
Зиг машина состоит из нескольких элементов:
- нижнего, верхнего вала;
- рукоять для вращения валов (у ручных машин);
- винта для регулировки;
- роликов, с помощью которых происходит обработка деталей;
- шестерней, передающих вращательное усилие между подвижными валами;
- корпуса из ударопрочных материалов;
- литой станины для устойчивого удержания станка.
Независимо от того, оборудуется установка электрическим приводом или нет, значительных изменений в конструкции, рабочем процессе нет. Зиговка проводится в несколько этапов:
- Детали закрепляется между подвижными роликами.
- Валы совмещаются, чтобы надежно удерживать обрабатываемую заготовку.
- Оператор начинает вращать рукоять или запускает электрический привод.
За валом начинает вращаться заготовка. Углубления формируются под давлением выступов на роликах.

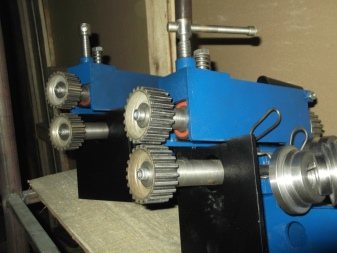
Устройство станка (Фото: Instagram / stankoprom)
Преимущества
Независимо от типа зиговочного оборудования все они обладают своими преимуществами, которые позволяют проводить необходимые работы с высоким уровнем качества. К ним относится:
Если взять ручную зигмашину, то она экономная, поскольку не требует никаких финансовых затрат, кроме физической силы
Также ее мобильность позволяет производить работы в удобном для этого месте без использования электроэнергии.
Кроме этого, небольшие габариты механизма позволяют использовать минимальное количество площади для ее размещения.
При ее помощи можно изготовлять различные рифления на поверхности листового металла качественно, тем самым повышая его прочность.
Что касается стационарных зиг станков, то они также не занимают много места, но отсутствует мобильность такого оборудования.
Непосредственно одним из достоинств считается тот факт, что при помощи зиговки можно соединять детали изделий без использования сварки или других подобных способов.
Качество производимых изделий соответственно выше, и что немаловажно можно использовать материал более твердой структуры, но обладающего достаточно высокой пластичностью, что, в свою очередь, позволяет проводить работы без повреждения листового материала.
Помимо этого, повышается эстетический вид изделия.. В любом случае такое оборудование позволяет изготовить детали с необходимым рифлением, особенно если учесть, что на сегодняшний день разновидностей зигового нанесения рельефа на листовой материал имеется большое количество
В любом случае такое оборудование позволяет изготовить детали с необходимым рифлением, особенно если учесть, что на сегодняшний день разновидностей зигового нанесения рельефа на листовой материал имеется большое количество.
Что касается недостатков, то единственным из них является то, что при выполнении ручной зиговки листового металла потребуется прилагать достаточно много физического труда, но это никаким образом не влияет на качество выполняемой работы.
Изготовление станка в домашних условиях
Покупать профессиональный зиговочный станок стоит, если работать с листовым металлом приходится часто. Для редких домашних работ экономичнее будет собрать станок в домашних условиях самостоятельно. Для этого нужно найти подходящие чертежи в интернете или книгах, а также необходимые детали. Для простейшего аппарата потребуются:
- корпус аппарата;
- ограничительный щиток;
- колеса для зубчатой передачи;
- кронштейн;
- рабочие валы;
- формирующие ролики;
- цилиндр-хвостовик.
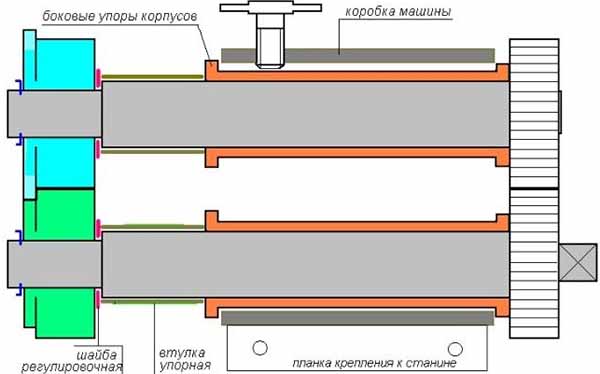
Схема зиговочного станка
План сбора оборудования
Корпус изготавливают со съемной крышкой и защитным кожухом из металла толщиной до 5 мм. Его высота зависит от размера валов, плюс нужно учесть расстояние между ними. Чтобы свободно поднимать прижимной вал, понадобится не менее 2,5 см.
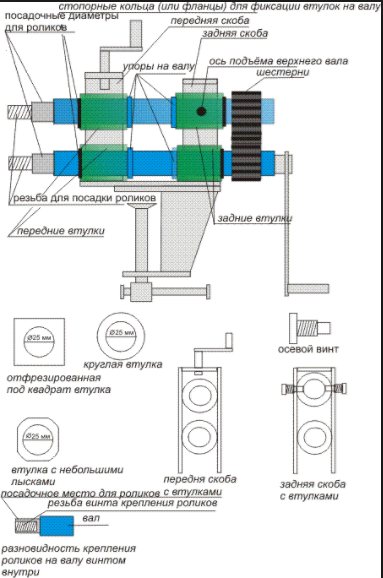
Сборочный чертеж
Для закрепления устройства понадобится станина высотой около 25 см и шириной по размеру корпуса. Ее делают из двух пластин металла, сопряженных в T-образной форме. Крепление аппарата производится специальным стопорным винтом, цилиндрический хвостовик должен войти в чашку кронштейна, вокруг которого поворачивается корпус машины.
Зубчатые колеса обычно берут от старых мотоциклов. А валы вытачивают под их внутренний диаметр. В нижнем рабочем валу нужно просверлить отверстие для ручки. Саму ручку можно сварить или использовать деталь от обычной мясорубки. Под передний подшипник прижимного вала подставляют подвижную опору для более простой выемки материала.
Роликовые детали придется вытачивать самостоятельно. Тем, кто часто применяет зиговочное оборудование, стоит подобрать для этих элементов закаленную сталь. Стоит сразу выточить несколько пар разного профиля. После вытачивания их нужно будет хорошо отполировать. Главный поперечник каждой детали обязан соответствовать расстоянию между центрами колес с зубцами при рабочей сцепке.
Отверстия под роликовые элементы высверливают в центре ограничительного щитка из металла. В среднем его длина составит 18 см, ширина – 12 см, толщина – 3 мм. Ролики фиксируют шплинтами, под которым сверлятся отверстия. При этом учитывается длина самих роликов и толщина шайб. Шплинты реально заменить шпильками либо даже обычными гвоздями.
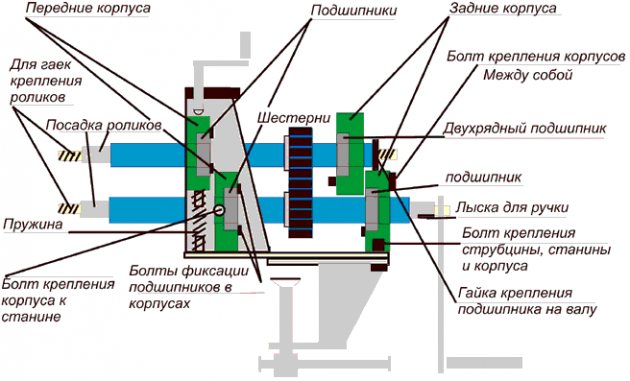
Принципиальная схема и описание самодельной зигмашины
Электрический зиговочный станок
В домашних условиях можно создать и электрический зиговочный станок. Механическая часть аналогична ручному изделию, но вращение роликов будет осуществляться с помощью электрического привода. Станок оснащают редукционным двигателем с мощностью в 200 B и 15 оборотов в минуту. Соотношение червячного редуктора – до 1:100. Приводить оборудование в движение можно с помощью педали, например, от старой швейной машины.
Зиг-станок позволит соединять металлические элементы в тех случаях, когда сварка невозможна или неэкономична. Производить зиговку в домашних условиях довольно просто и для этого не требуется специальных знаний либо дополнительных расходных материалов.