
Токарь-карусельщик — это
Машиностроительная отрасль не представляет своего бытия без такого специалиста, как токарь-карусельщик. Он специализируется на изготовлении предметов цилиндрической и конусной формы, на поверхности которых имеются различные отверстия, пазы, тот или иной тип резьбы. Работает такой специалист на карусельном станке, функционирующем от высокого напряжения. В агрегате имеются детали из металла, которые раскалены и быстро вращаются
Поэтому соблюдению правил техники безопасности отводится особое внимание

Принцип работы: обработка детали осуществляется посредством взаимодействия вращающейся заготовки и режущего инструментария, который двигается с заданном скоростном режиме под соответствующим углом.
Токарь-карусельщик – это специалист, в обязанности которого входят:
- обработка заготовок сложного типа на специализированной технике;
- обтачивание высокой степени точности;
- расточка отверстий;
- обточка поверхностей, имеющих форму цилиндра или конуса посредством использования нескольких режущих инструментов;
- нарезка разнотипной резьбы;
- обработка заготовок плазменно-механическим способом;
- обработка катаных колес цельного типа по четко установленным размерам после обкатки.
Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
Особенности технического обслуживания и ремонта токарного станка ТВ 6
В работе станка важную роль играет клиноременная передача. Для ее безаварийной работы важным является регулярный контроль величины натяжения ремня. Такая несложная сервисная операция позволит увеличить ресурс оборудования и поможет получить максимальную мощность на валу электродвигателя главного привода. Если клиновидные ремни плохо натянуты, восстановить это достаточно просто. Для этого несколько ослабляют гайки салазок двигателя, выставляют требуемое усилие натяжения (до 10 кг на каждую ветвь ремня) и снова зажимают соединения с гайками.
В случае, если при эксплуатации станка возникла сильная вибрация шпинделя, за этим стоят две основные причины. Первая – несколько раскрутились его винты, что достаточно легко устранить. Вторая – поломка подшипников в опорных узлах, замену которых способен выполнить только квалифицированный и опытный специалист. Также во время обмера подшипников в них могут быть выявлены завышенные зазоры. Устраняют эту неисправность шлифовкой торцов их колец или регулировкой момента затяжки с помощью пары гайка-контргайка.
Проект ТВШ-3 — Станки серии ТВ-х
Спасибо за поздравление! А видео про микростаночек случайно встретил, надо узнать, что это за чудонабор.
Продолжу повествование
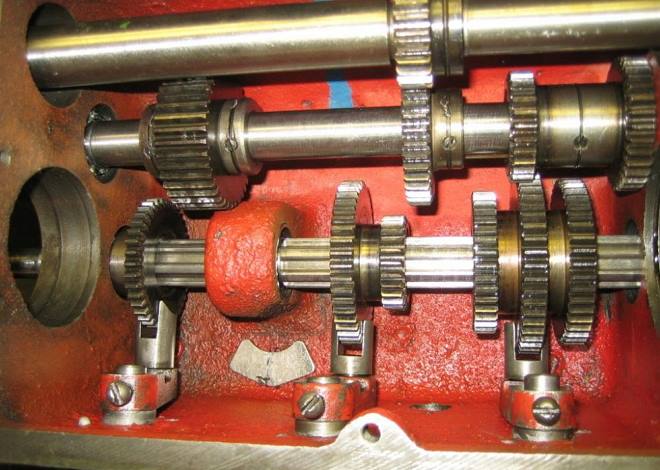
ОЧИСТКА И ДЕФЕКТОВКА
Занесли станок в мастерскую, установили, отметили. Подключать не стали, ибо очевидно, что для нормальной работы станок необходимо как минимум почистить и смазать. А если по-хорошему, то и выяснить причины тяжкого перемещения по осям, продиагностировать узлы на возможные скрытые дефекты. К сему и приступили. Выяснилось, что:
— отсутствует один зуб на валу-шестерне, а остальные изношены
— рейка побита и имеет неравномерный износ
— фартук имеет трещину (вероятно включили на автоподаче маточную..) всё как обычно :-((
— в резцедержке пару болтов выкрутить не получилось, распёрло их
— малая продольная либо люфтит, либо клинит ну и, само собой, познакомилась с патроном.
Порадовало, что червяк, червячное колесо, постель червяка, маточная гайка, шестерни коробки подач и передней бабки оказались в хорошем состоянии. Нет худа без добра.
Керосин, ветошь, щётки, ацетон, краскосмывка и упорство привели вот к такому результату:
Очистили — это хорошо, теперь можно и нужно покрасить. Но чем? Почитал форум и пришёл к выводу:
— Hammerite — доступно, красиво, но боится СОЖ
— Эпоксидная эмаль — крепко, малодоступно (мин. партия 25кг.), боится солнца
— Порошковая окраска — дорого, крепко, ничего не боится.
Долго думал, и решил использовать третий вариант. Подкупило отсутствие минусов и богатая цветовая гамма RAL. Маляр показал ещё палитру итальянских порошковых красок, такие цвета… Ни разу не видел, красота! Но, увы, под заказ мин. партия краски 20кг коробка и стоит дороже станка, да и куда её потом девать. Как выяснилось позже, очищать до металла было не нужно — в любом случае везут на пескоструйку. Посмотрел я на станину после пескоструйки, аж не узнал — почти белая! Обидно только за напрасные трудозатраты и +1 в копилку мудрости. Надо сказать, что станки в полимерке красят не часто. Жду теперь, когда позвонят, чтобы забрать. А тем временем покрасил раму из швеллера, на которую опираются чугунные тумбы, Хаммеритом. Отличная краска, надо сказать, рекомендую!
www.chipmaker.ru
Конструкция
ТВ 6 токарный станок заключает в себе следующее части:
- узел регулирования режимов;
- тумбы, расположенные спереди и сзади;
- экран для защиты;
- корыто для поступления смазочной жидкости;
- передняя и задняя бабка;
- станочный фартук;
- несущая рама;
- электрические компоненты;
- гитара;
- защитный кожух.
Узел регулирования режимов приводится в действие шестеренками передаточного узла, заключает в себе:
- 2 вала;
- 5 шестеренок с различными характеристиками;
- блок-шестеренки;
- валик хода;
- муфты;
- гайку в форме круга;
- переключающую рукоять;
- крышку слива.
Рукоять на передней стороне регулировочного узла дает возможность устанавливать показатели создаваемой на детали резьбы.
Рукоятка, которая находится на панели узла подач, позволяет включать валик хода. Невозможно одновременно включить винт и валик хода. Подобное ограничение присутствует в станках, использующихся на производстве. Смазывание всех частей коробке подач (шестеренок, соприкасающихся деталей) осуществляется благодаря масляной жидкости, которая подается из корыта посредством особых фитилей.
Тумба, расположенная спереди, имеет форму буквы «П». Ее жесткость усилена особыми ребрами, располагающимися вверху и внизу. Сзади монтирован электропривод станка, спереди – клавиша, управляющая реверсивным включением. Подобное устройство имеет тумба, находящаяся сзади. На ней установлен щиток с электрическим оборудованием.






Задняя бабка, располагающая отверстием посадки под конус Морзе, заключает в себе:
- основную часть;
- узловой корпус;
- соединяющие винты;
- пиноль;
- шпоночный винт;
- маховик, управляющий передвижением пиноли;
- рукояти для закрепления пиноли и задней бабки.
Задняя бабка дает возможность передвигать пиноль на 6,5 см.
![]()
Несущая рама станка, посредством которой все части конструкции объединяются и сохраняют изначальное расположение, обладает коробчатым видом, имеет несколько окон. На ней размещены 2 направляющие призмы. Сама рама удерживается на паре тумб.
Одной из самых важных частей станка ТВ 6 считается фартук, состоящий из:
- 4 шестеренок (по 2 червячных и реечных);
- рукоятей управления;
- маховика, управляющего ручной подачей;
- маточной гайки;
- валика хода, предназначенного для продольной подачи суппортного элемента;
- вала.
Суппортный элемент станка ТВ 6М включает в себя 4 каретки. Эта часть устройства предназначается для того, чтобы фиксировать резец, перемещать его при обрабатывании детали. Держатель резца, в котором закрепляется инструмент, находится на четвертой каретке. Она может передвигаться продольно по направляющим третьей каретки. Поворотной считается 3-я каретка, закрепляющаяся на второй, а вторая фиксируется на первой, передвигающейся поперечно.
Для передачи кручения от коробки скоростей коробке подач применяется специальный агрегат, который называется гитарой. Главной деталью гитары считается кронштейн с установленными шестеренками. Сменять шестеренки нельзя, ввиду этого передаточный индекс, обеспечиваемый гитарой, считается константным и равняется одной четвертой.
Назначение оборудования
Рассматривая назначение токарного станка, следует уделить внимание тому, что он является учебным. Несмотря на это, точение по металлу может проводится с высокой степенью точности
Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
- Производитель рекомендует проводить время от времени натяжение ремня. Подобная профилактика позволяет добиться максимальной мощности и производительности на протяжении длительного периода.
- Для наладки достаточно провести ослабление гайки, после чего изменяется положение электрического двигателя. Устройство расположено на салазках, поэтому шкивы не смещаются относительно друг друга.
- Довольно распространенной проблемой можно назвать то, что во время работы возникает серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.
В целом можно сказать, что модель не характеризуется высокой производительностью.
Именно поэтому модель в большинстве случаев устанавливается в учебных заведениях для получения требуемых навыков. При необходимости может проводится производственная деятельность.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТВ-6
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.
Основные узлы и органы управления станка ТВ-6
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.
Устройство передней бабки
Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.
Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.
Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.

Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении. Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.
Коробка скоростей станка ТВ-6
Переделка питания электродвигателя станка ТВ 6 на 220 В
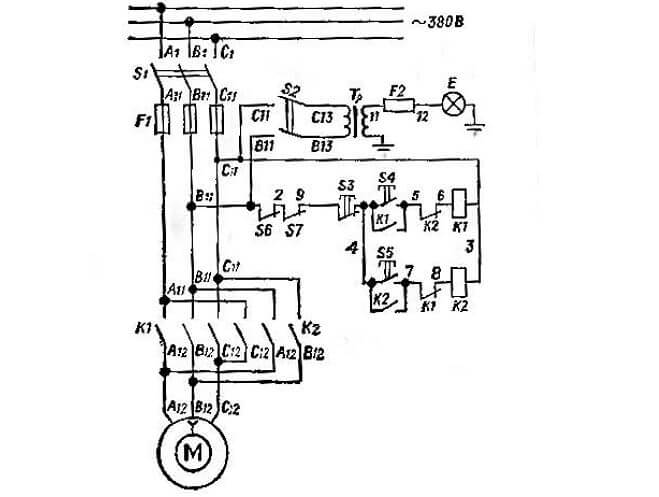
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же. Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе. Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
( 1 оценка, среднее 5 из 5 )
Технические характеристики
 Использовать это оборудование можно только для обработки изделий из стали и цветных металлов. Запрещено использовать материалы, выделяющие мелкодисперсную пыль и летучие соединения, вредные для здоровья. Токарный станок ТВ-6, технические характеристики которого достаточно скромные, идеально подходит не только для учебных мастерских.
Использовать это оборудование можно только для обработки изделий из стали и цветных металлов. Запрещено использовать материалы, выделяющие мелкодисперсную пыль и летучие соединения, вредные для здоровья. Токарный станок ТВ-6, технические характеристики которого достаточно скромные, идеально подходит не только для учебных мастерских.
Габариты станка небольшие: длина 144 см, ширина 11 см, высота 47 см. Весит 300 кг. Такие параметры позволяют устанавливать его даже в небольшом помещении.
К важным характеристикам такого оборудования относится высота его центральных участков в зависимости с опорной частью поверхности резца. От этого зависит, какие резцы можно использовать в работе. У этой модели токарного станка она составляет 12 мм, поэтому резцы для неё подходят с шириной и высотой державки не более 12×12 мм.
https://youtube.com/watch?v=Xq1H0f2A37s
Максимально допустимые размеры обрабатываемых деталей:
- Ø 8 см — если обработка происходит над суппортом;
- Ø 20 см — если деталь обрабатывается над станиной;
- длина заготовок возможна для обработки на этом станке только до 35 см;
- наибольшая длина протачивания до 30 см.
Установленный на станке суппорт имеет такие параметры:
- поперечное перемещение имеет допустимый показатель до 100 мм;
- продольное перемещение имеет допустимый показатель до 300 мм;
- самая большая величина для перемещения резцовых салазок — 85 мм. Вместе с резцедержателем они могут поворачиваться под углом в 45 градусов;
- установленный на станке суппорт позволяет делать нарезки метрической резьбы трех видов;
- продольное передвижение суппорта осуществляется путём трехступенчатой регулировки подач;
- наибольшее количество подач — 0,12 об/мин.
Шпиндель, входящий в оснащение станка, обладает такими параметрами:
- Прямое и обратное вращение осуществляется с максимальной частотой до 700 об/мин.
- Имеет шесть ступеней регулировки для его прямого вращения.
- Сквозное отверстие для прутка имеет диаметр не более 12 мм.
- Следует учесть, что блокировка рукояток узла и система его торможения в этом станке не предусмотрена.

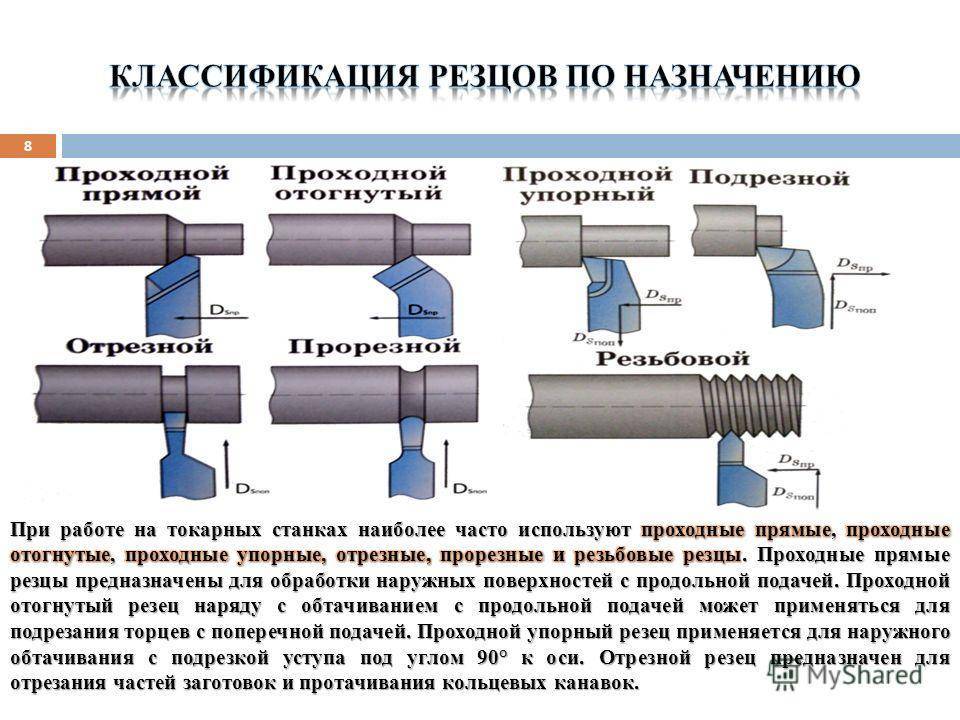

Особенности профессии токаря-расточника
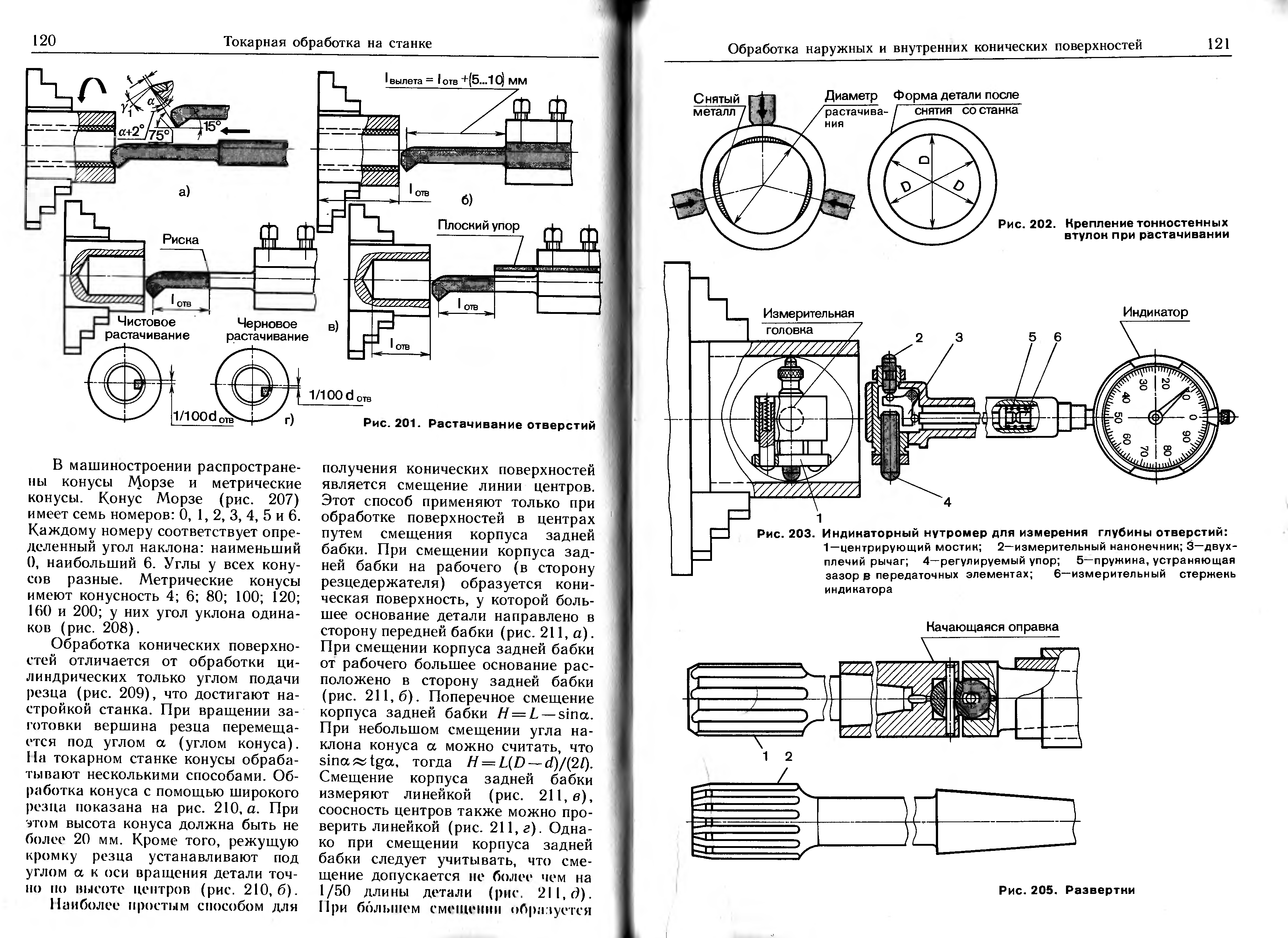
Токарь-расточник – это важный человек на предприятии. Главной его задачей является обработка элементов – заготовок, из которых в последующем собираются разнообразные детали. Сырьем может выступать древесина, металл, органическое стекло, пластмасса и т. д.

Специалист определяет скорость резания и глубину деталей. Определенный режущий инструмент выбирается в зависимости от индивидуальных характеристик (свойств) сырьевого материала и параметров резца. Расточник фиксирует деталь и начинает ее обработку. На выходе должна получится заготовка, размеры которой полностью соответствуют заданным параметрам, указанным на чертеже и в техническом задании. Только в таком случае работа токаря-расточника считается продуктивной и эффективной, а в остальном – бесполезный труд.
В своей работе расточник задействует не только станочный механизм, но и измерительные инструменты сложного типа. К последним можно отнести индикаторы, микрометры.
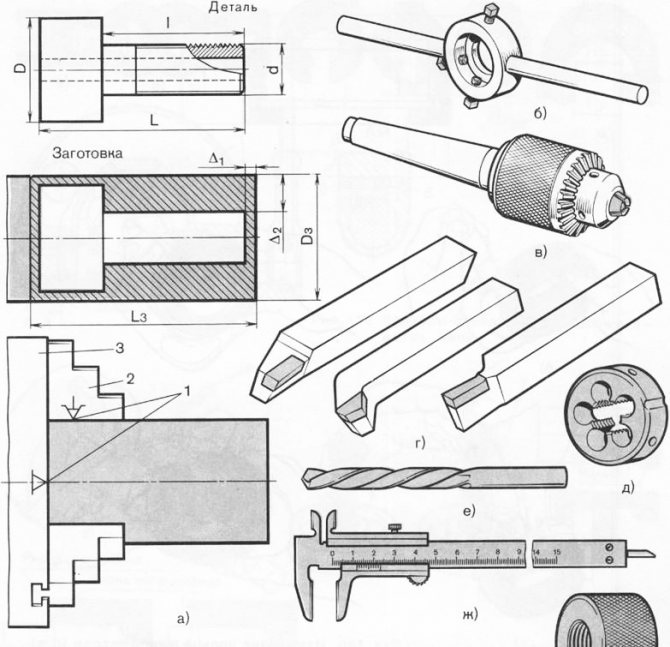
Назначение и область применения
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
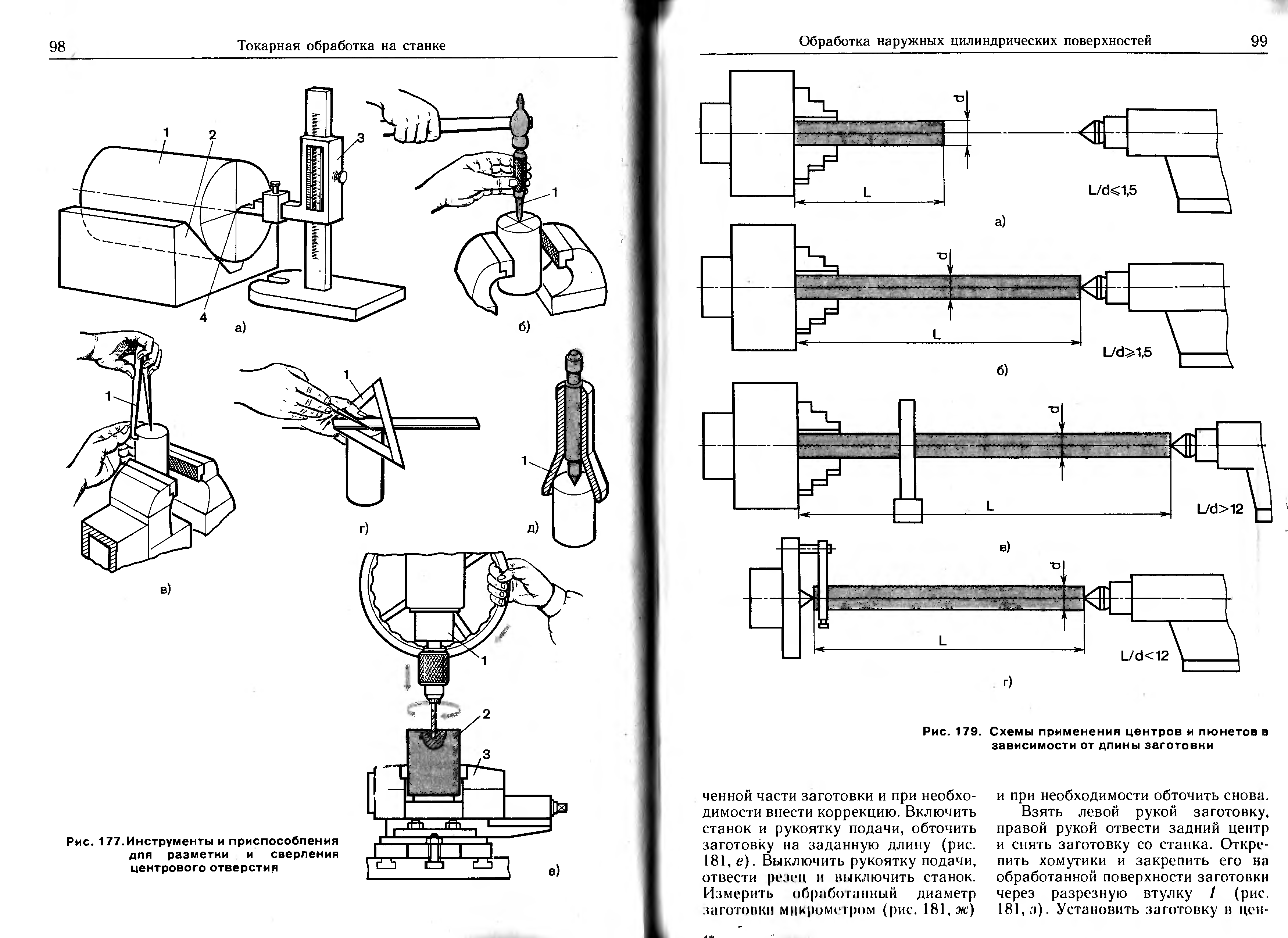
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь,
- обрезка торцов деталей,
- отрезание некой части с целью придания детали нужной формы,
- спиральная винтовая нарезка,
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Комплектация токарного станка ТВ-6
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель;
- механизм, передающий движение рабочим элементам;
- рабочий орган, представленный в виде шпинделя и система управления.
Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.
Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение;
- сливного устройства;
- фитинга;
- рукоятки;
- подвижного вала;
- блок-шестерни.
Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.
Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент;
- рычаги управления.
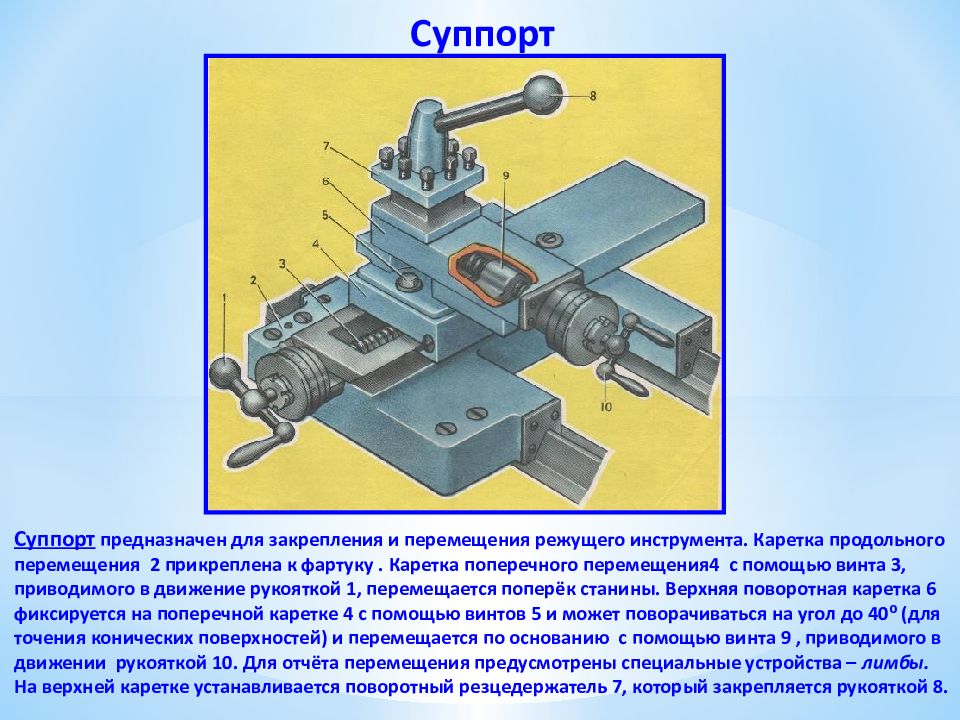
Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.
В его состав входят:
- три салазки – продольные, поперечные и верхние;
- резцедержатель.
Продольная каретка прикреплена к фартуку. Она двигается механически либо при помощи рукоятки по направляющим станины. Поперечные салазки перемещаются вручную. Верхние закреплены на поворотной плитке. С их помощью производится заточка конических поверхностей, что достигается за счет изменения угла до 40 . Ее перемещение выполняется вручную.
Бабка
На станке ТВ-6 предусмотрены бабки – передняя и задняя. Основное различие между ними заключается в том, что последняя свободно двигается по направляющим станины.
Передняя бабка расположена на левой стороне станины, основными элементами которой являются шестерни. Они передают вращательное движение на обрабатываемую деталь, которая жестко закрепляется в головке. Их функциональное назначение заключается в производстве смены режима скоростей, для чего используется переключатель.
Задняя бабка расположена в правой части станины. Она удерживает обрабатываемую деталь в заданном положении. При производстве работ по сверлению отверстий функция задней бабки видоизменяется – осуществляет подачу обрабатываемой детали на сверло. В ее верхней части установлен пиноль, способная перемещаться при помощи маховика и фиксироваться.
Назначение и область применения
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Подача станка
Для механической подачи на станке есть специальная коробка. Управление осуществляется двумя рукоятками, расположенными ниже пульта управления коробкой передач. Первая рукоятка (расположенная левее) имеет три положения, которые дают возможность нарезки трёх различных шагов резьбы и получения трех вариантов подачи суппорта.
Вторая рукоятка позволяет активировать вращение ходового винта или вала. В конструкции коробки подач имеется муфта, которая предотвращает возможность одновременного включения винта и вала. Для изменения направления вращения используется рукоятка, установленная на пульте управления коробкой скоростей.
Смазка коробки подач ТВ-6 осуществляется фитилями из емкости, расположенной в верхней части коробки. Во время работы станка необходимо визуально контролировать наличие масла в этой ёмкости. Излишки смазки сливаются через резьбовую пробку, расположенную в самой нижней части коробки.
Обслуживание коробки ТВ-6 заключается в замене масла и устранении осевых перемещений ходового винта. Для этого на выходном валу имеются две гайки круглой формы. Замена масла выполняется по аналогии с коробкой передач – раз в три месяца. Ходовые винт и вал необходимо смазывать ежедневно. Предварительно их необходимо прочистить от стружки.
Оглавление

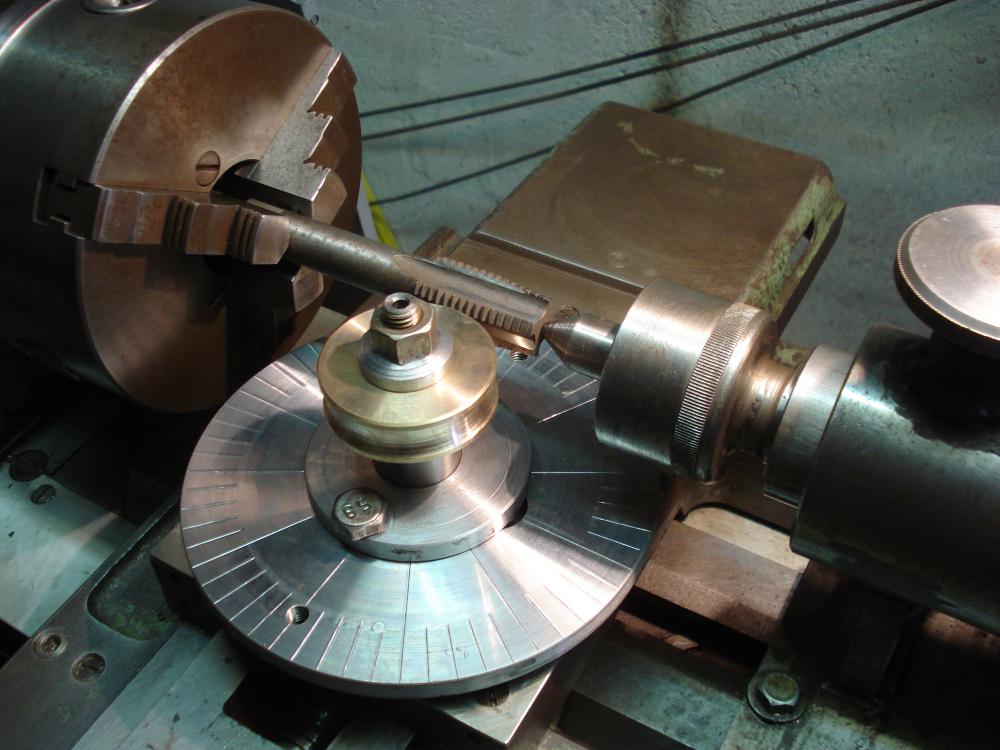
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
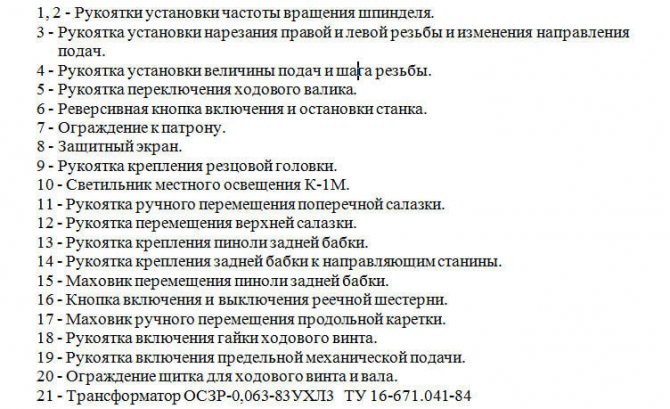
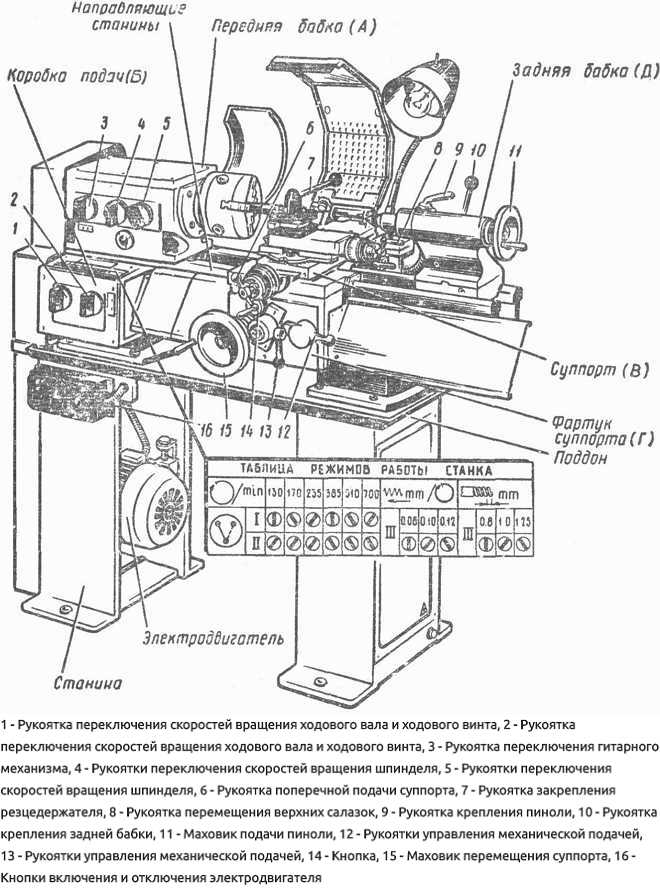
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
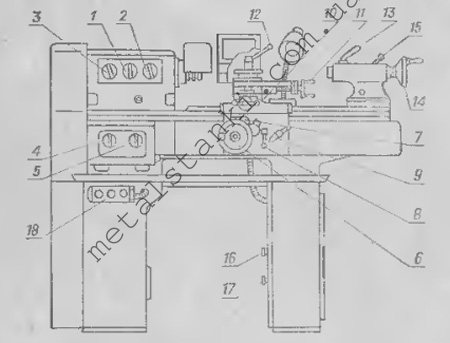
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
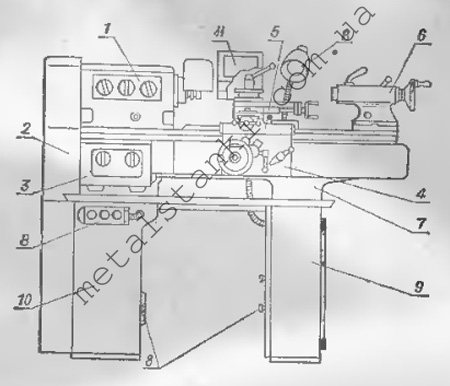
фото:устройство токарного станка
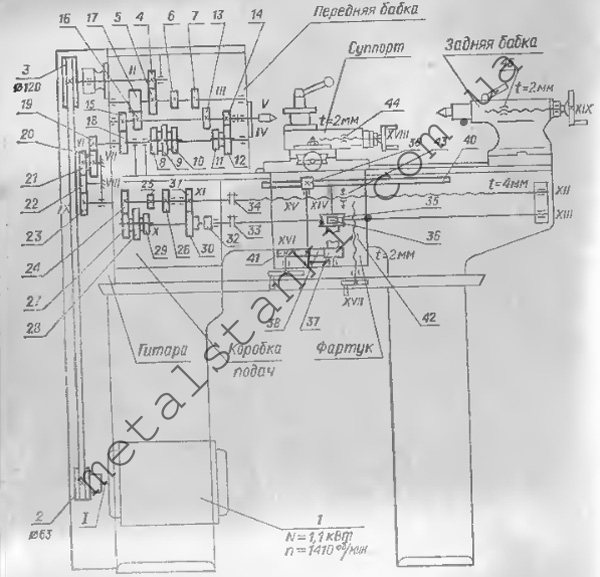
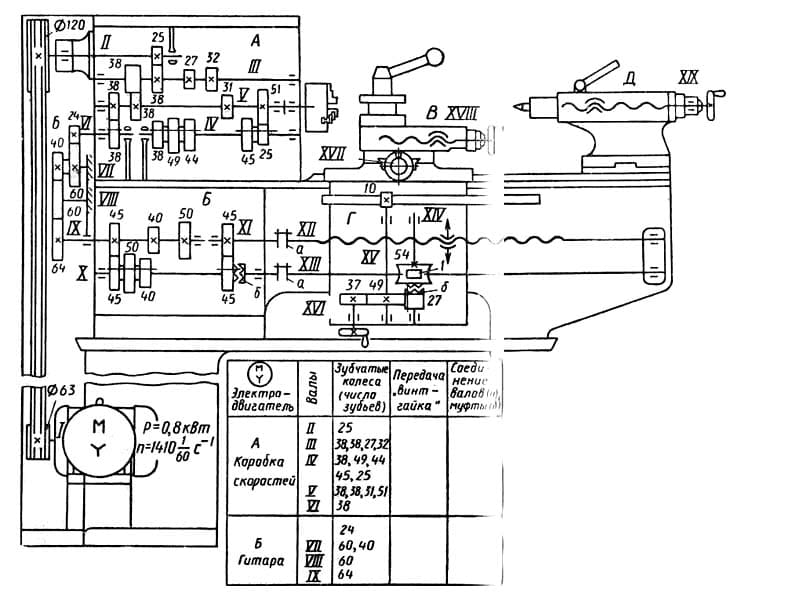
фото:кинематическая схема токарного станка
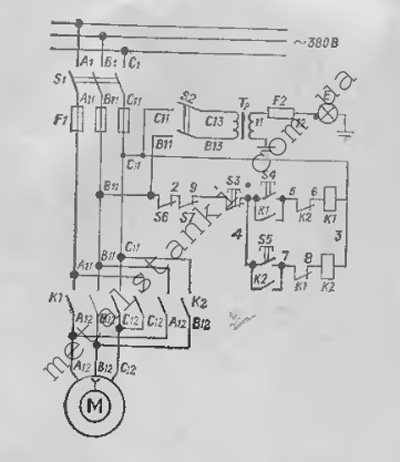
фото:электрическая схема токарного станка
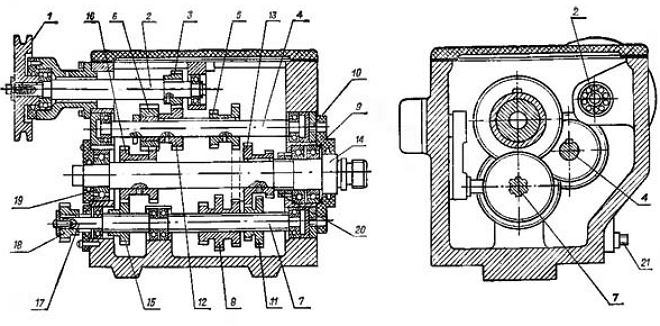
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.


Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
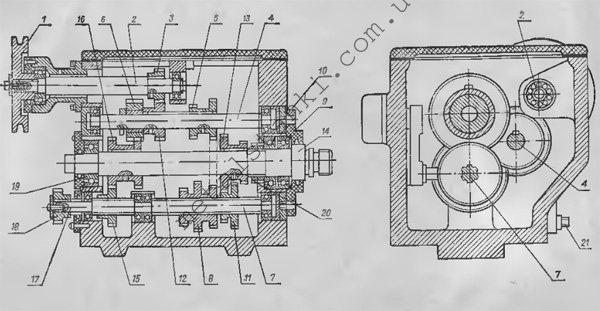
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
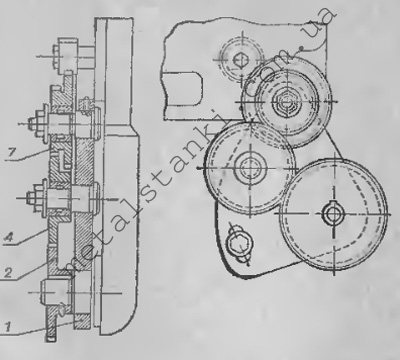
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
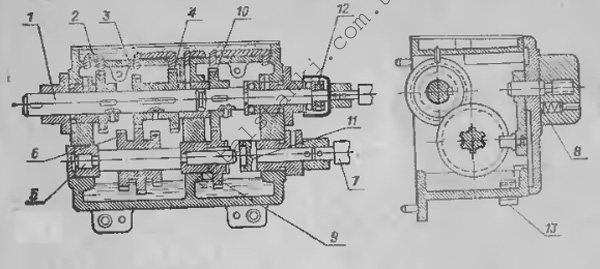
фото:коробка подач токарного станка
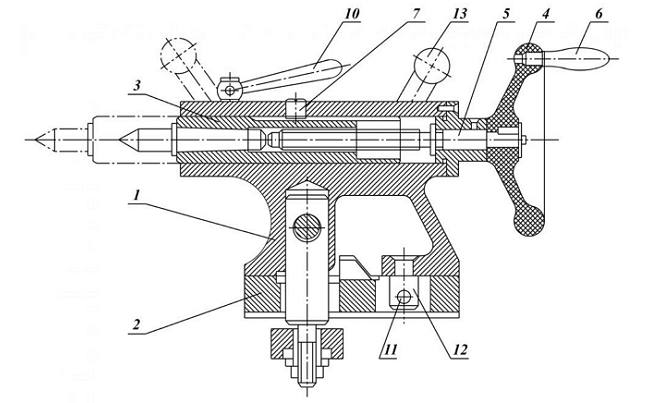
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
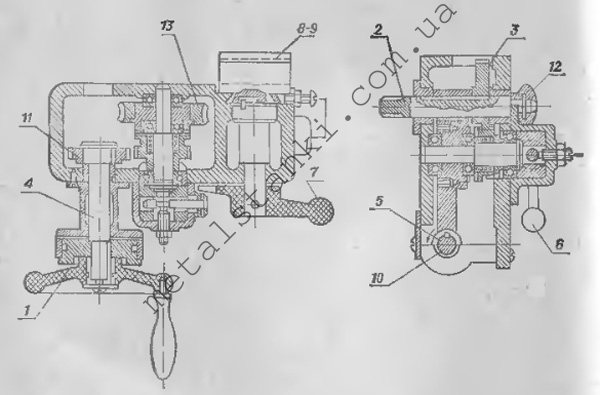
фото:фартук токарного станка
Использование устройства
Хоть данное оборудование для точения, соответственно с описанием, и считается учебным, посредством него возможно достигать отличной точности и осуществлять довольно непростые токарные процедуры. Ввиду этого эти станки часто покупают владельцы домашних мастерских.
В приводе устройства применяются клиноременные передачи. Нужно следить за тем, чтобы ремни были постоянно натянуты. Это даст возможность максимально задействовать мощность привода, намного увеличить эксплуатационный период передачи. Если ремни слабо натянуты, их можно отрегулировать. Для этого необходимо немного открутить гайки, которые соединяют салазки с мотором, установить нужное натяжение (десять килограмм на 1 ветку ремня клина).
Довольно часто в ТВ-6 возникает неполадка, заключающаяся в вибрировании шпиндельного элемента. Она может появиться из-за того, что соединяющие винты ослабли. Если вы подтянули гайки шпинделя, а вибрирование продолжается, значит, сломались подшипники.
Если в подшипниках появились промежутки, избавиться от них возможно, отшлифовав торцевые части колец компенсации или отрегулировав гайки. Устранить данными методами возможно только маленькие промежутки, относящиеся к радиальному/осевому типу.
ТВ-6, как и всякий иной станок, нужно регулярно технически обслуживать и ремонтировать. Лишь в этом случае он проработает долгий срок, даст возможность обрабатывать заготовки с высокой точностью.