
Станок токарно-карусельный одностоечный 1512. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1512 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1512 является наиболее распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Основные технические характеристики токарно-винторезного станка 1512
Изготовитель — Краснодарский станкостроительный завод имени Седина. Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1250 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр планшайбы — Ø 1120 мм
- Наибольший вес обрабатываемой заготовки — 3200 кг
- Частота вращения план-шайбы — 5..250 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 16,5 т
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
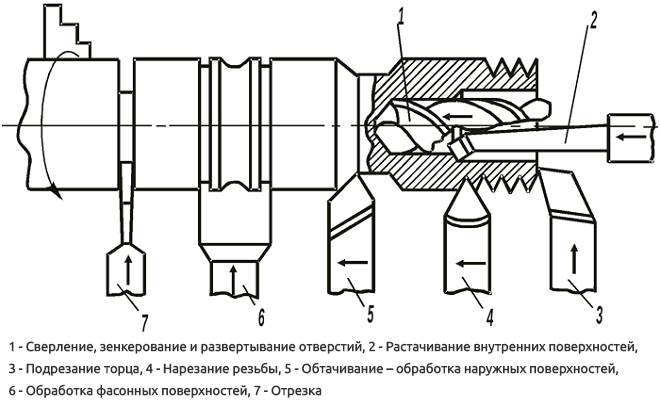
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Модификации станка токарно-карусельный одностоечный 1512
1512.000, 1512-1, 1512-2, 1512.300, 1512.400 — станок токарно-карусельный универсальный одностоечный1512Ф1, 1512ПФ1, 1512Ф1.041, 1512Ф1.300, 1512Ф1.323, 1512Ф1.400, 1512Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1512Ф2, 1512Ф3, 1512Ф3.271, 1512Ф3.471, 1512МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Какой токарный станок по металлу купить: рекомендации по выбору
Чтобы не зря вложить деньги, нужно знать, как выбрать токарный станок. Для домашней мастерской или гаража подойдёт малогабаритное оборудование с небольшой мощностью. Рекомендации по выбору:
Питание станка. Для домашних условий лучше выбирать модель, которую можно подключить к сети 220 вольт.
Наличие регулировки скоростей вращения шпинделя. Желательно чтобы эта функция присутствовала в выбираемой модели.
Масса до 80 кг. Этого веса будет достаточно для неподвижности станка во время обработки заготовок. Такие машины можно самостоятельно передвигать по мастерской.
Габариты. Размеры оборудования должны быть меньше свободного пространства в помещении
Важно оставить пространство для беспрепятственного доступа к любой части машины.
Наличие гарантии и возможности сдать станок в сервис при поломке.
Литая станина. Она должна изготавливаться из прочных материалов, чтобы выдерживать постоянные нагрузки.
Чтобы узнать устройство оборудования можно посмотреть схему токарного станка. На ней будут указаны ключевые узлы, соединительные элементы и механизмы для настройки.

Маленькие габариты станка
Наиболее популярные модели станков
Домашние мастера для собственного использования выбирают токарные станки по металлу от производителей JET и OPTIMUM. Эти компании считаются наиболее популярными в соотношении цены и качества. Они выпускают модели как для собственных мастерских, так и для заводов. Средняя цена на оборудование JET достигает 150000 рублей. За станок от компании OPTIMUM в среднем придётся заплатить около 250000 рублей.
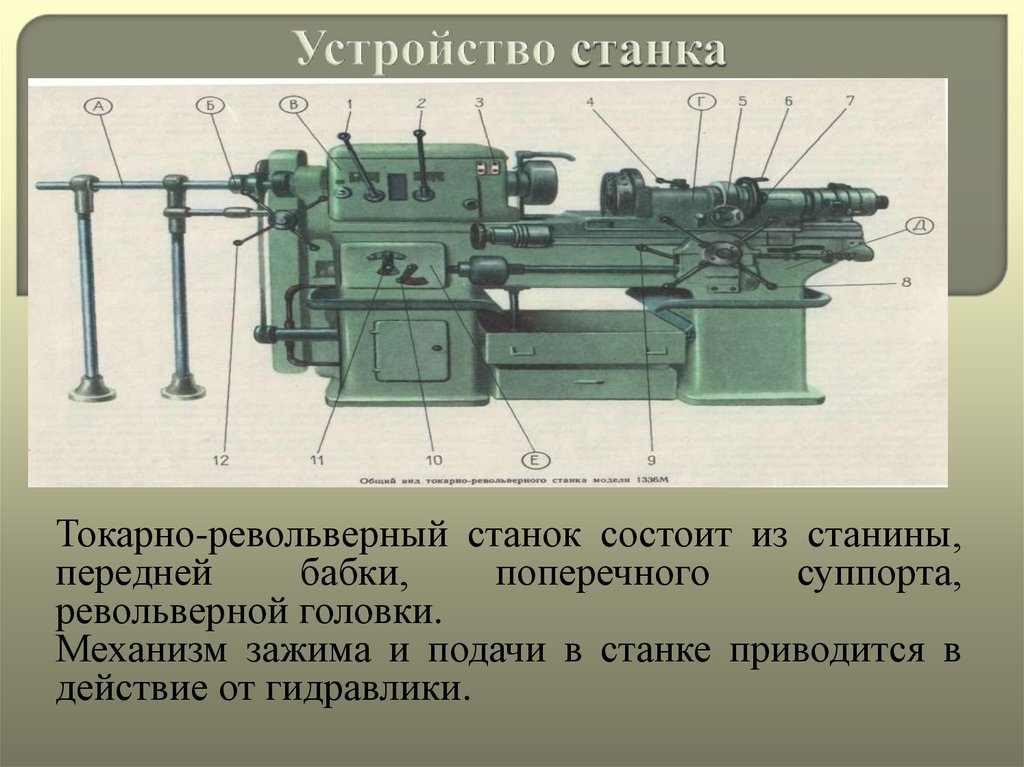
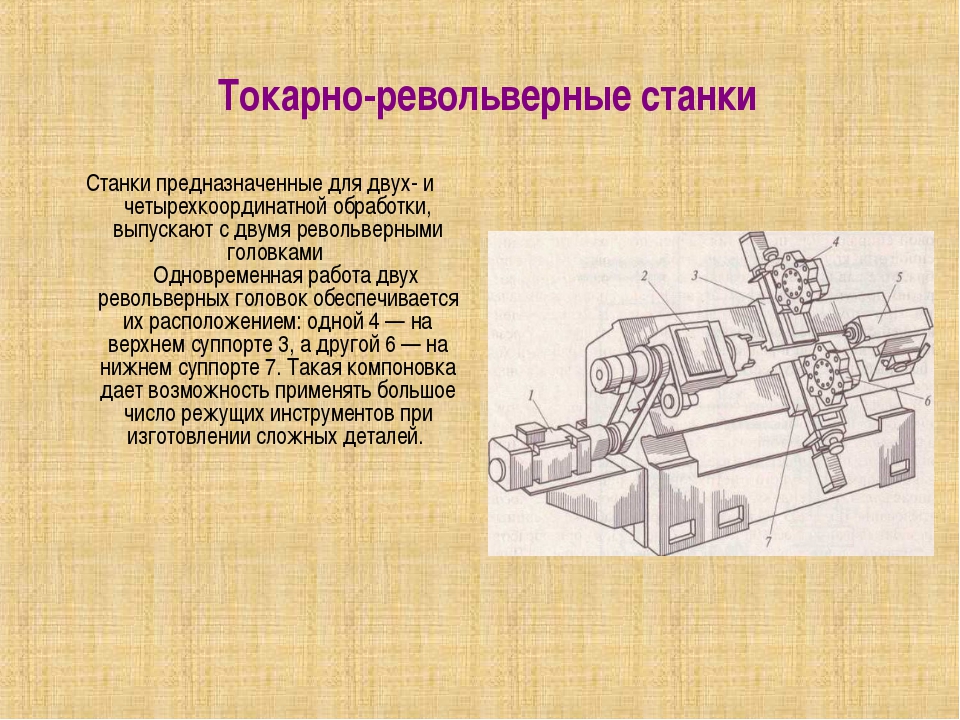
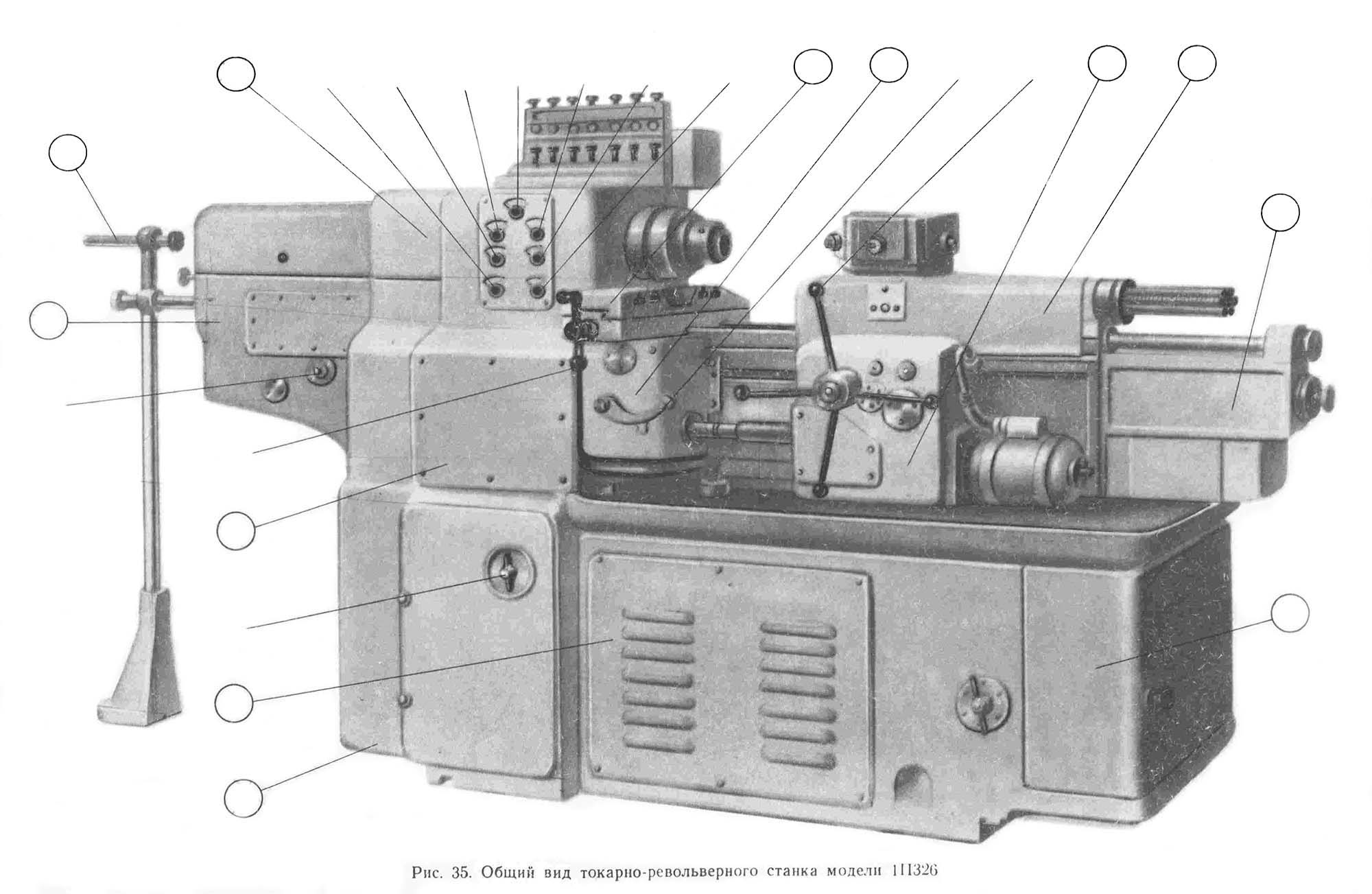
Токарно-револьверные станки с ручным управлением
Токарно-револьверные станки используются в серийном производстве для выпуска деталей тяжелой конфигурации из штучных заготовок или прутка. Исходя из этих факторов станки делятся на патронные и прутковые.
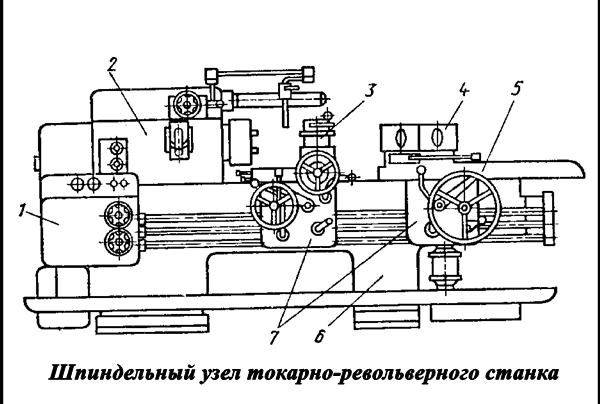
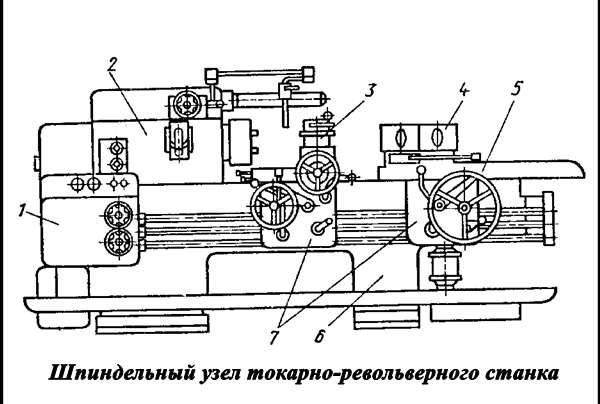
 Структура токарно-револьверных станков
Структура токарно-револьверных станков
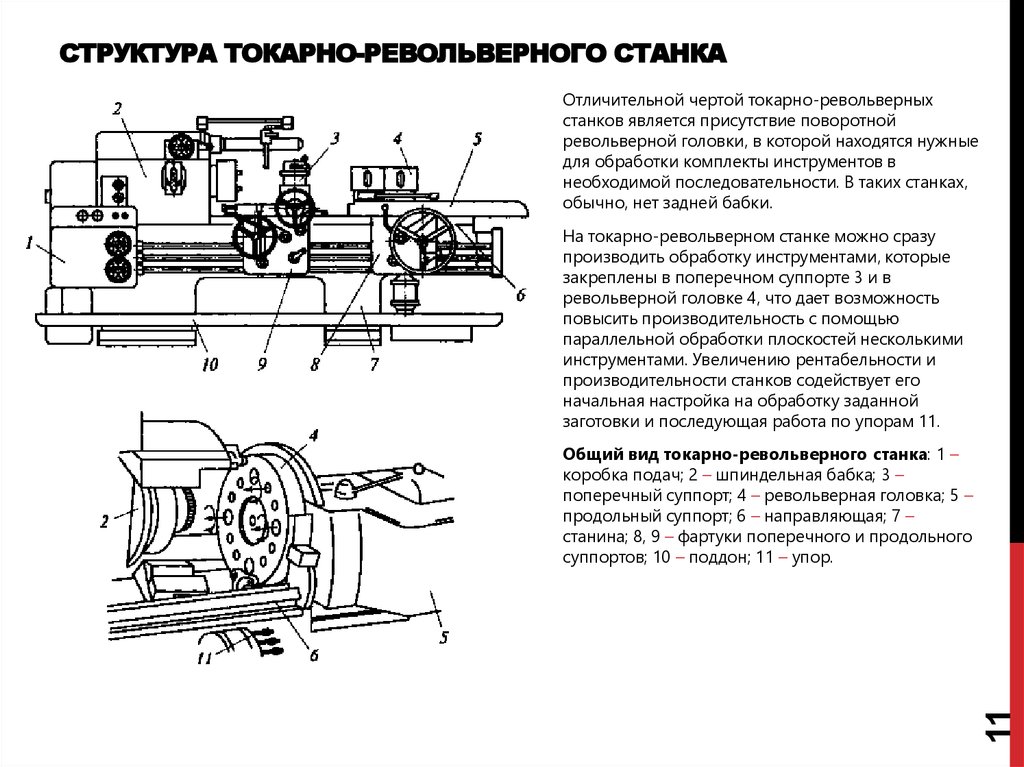
Отличительной чертой структуры токарно-револьверных станков есть присутствие поворотной, изредка линейно перемещаемой револьверной головки, в которой находятся нужные для обработки комплекты инструментов в необходимой последовательности. В таких станках, обычно, нет задней бабки.
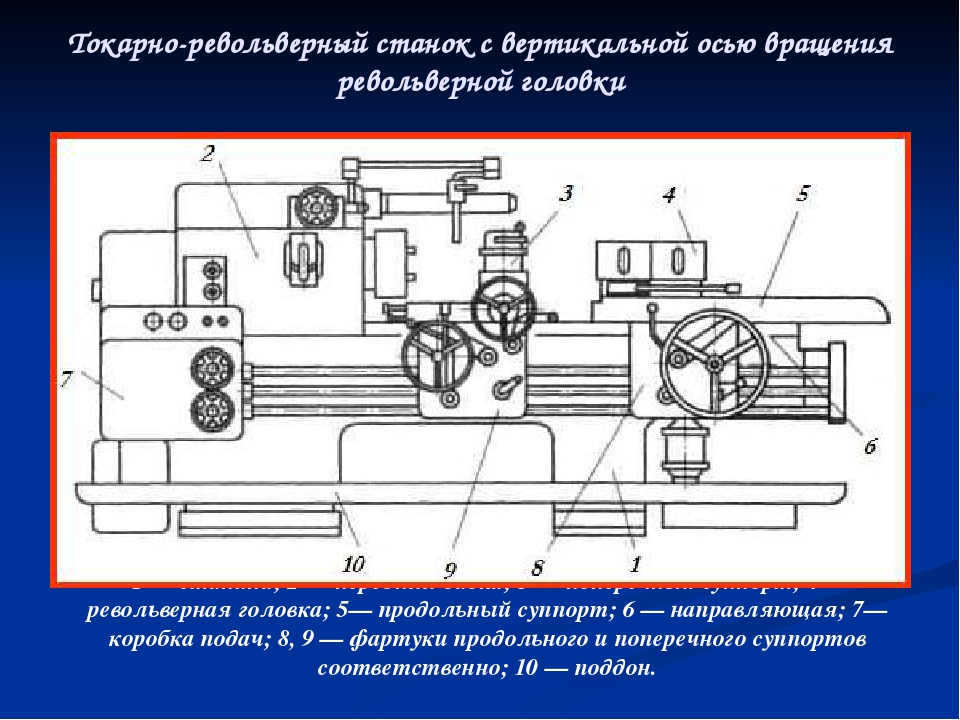
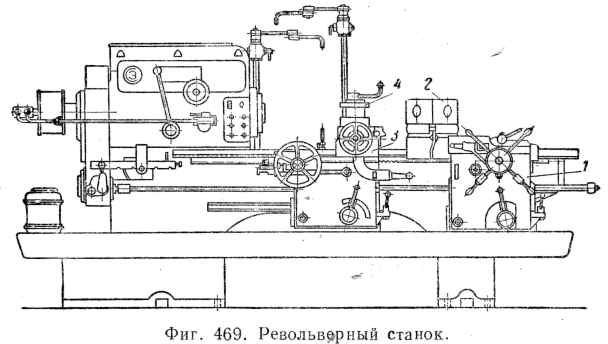
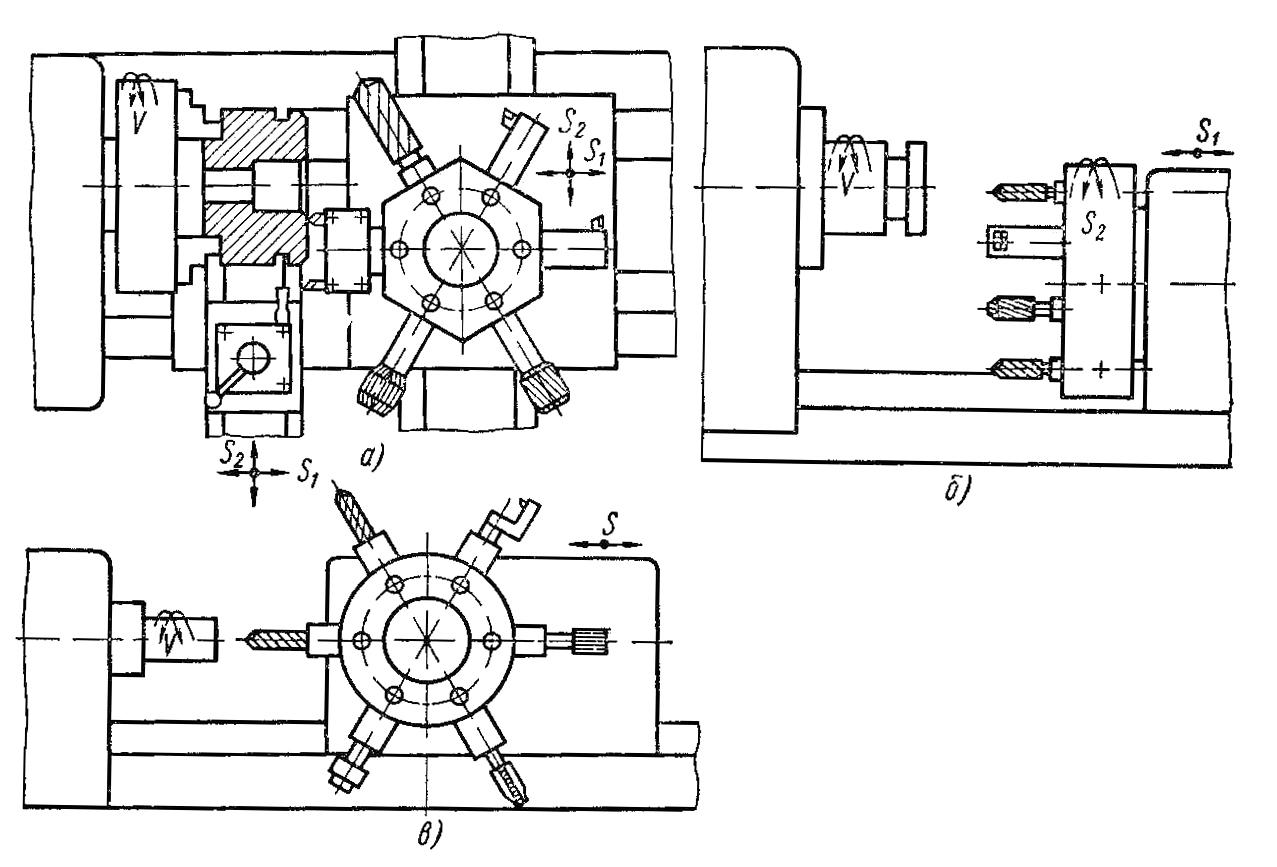
Местонахождение оси поворота револьверной головки 4 определяет компоновку токарно-револьверных станков: с горизонтальной осью и вертикальной осью револьверной головки.
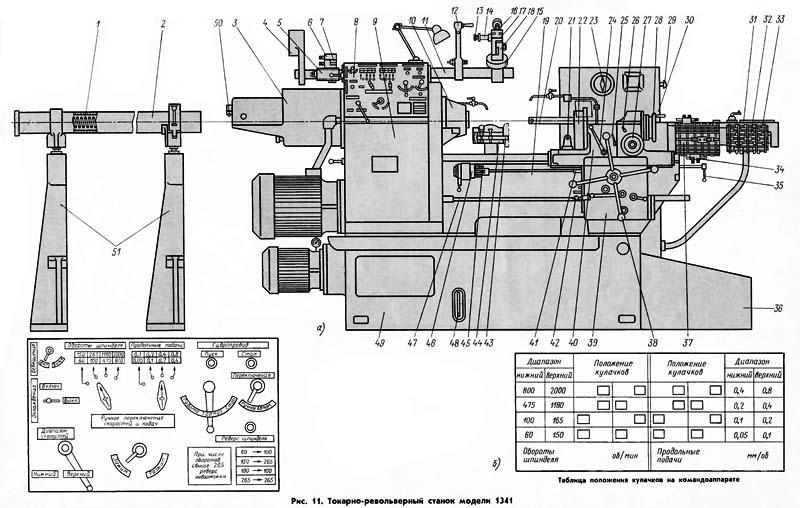
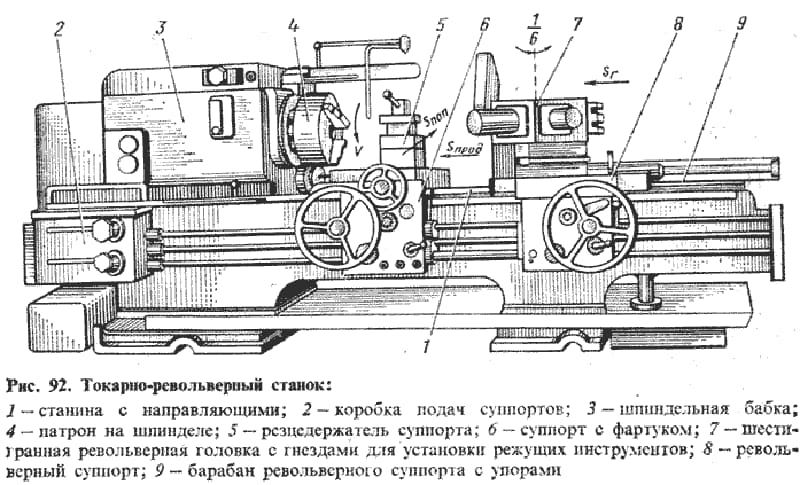
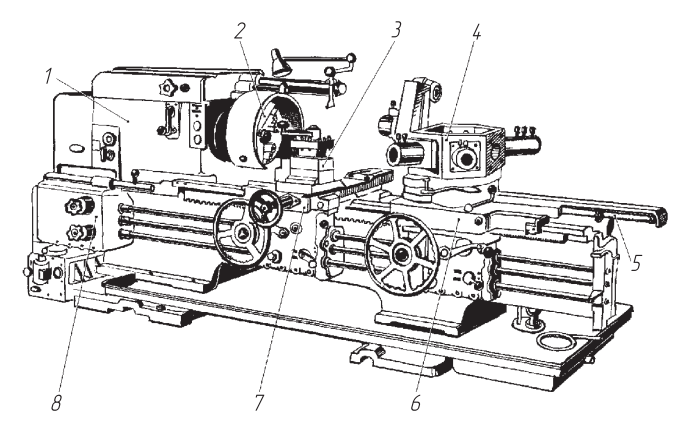
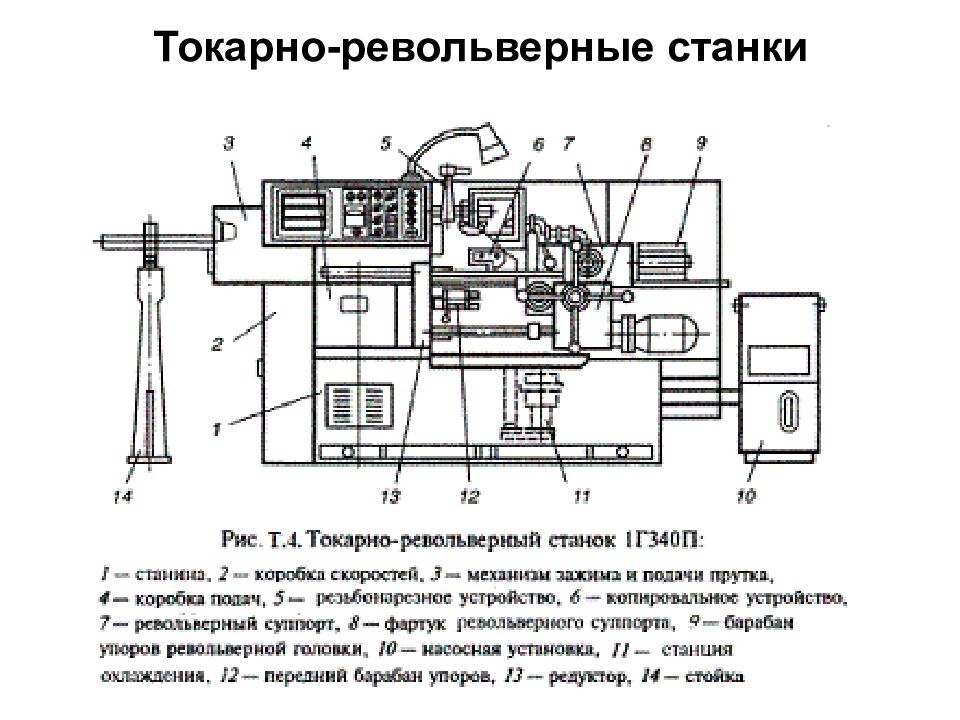
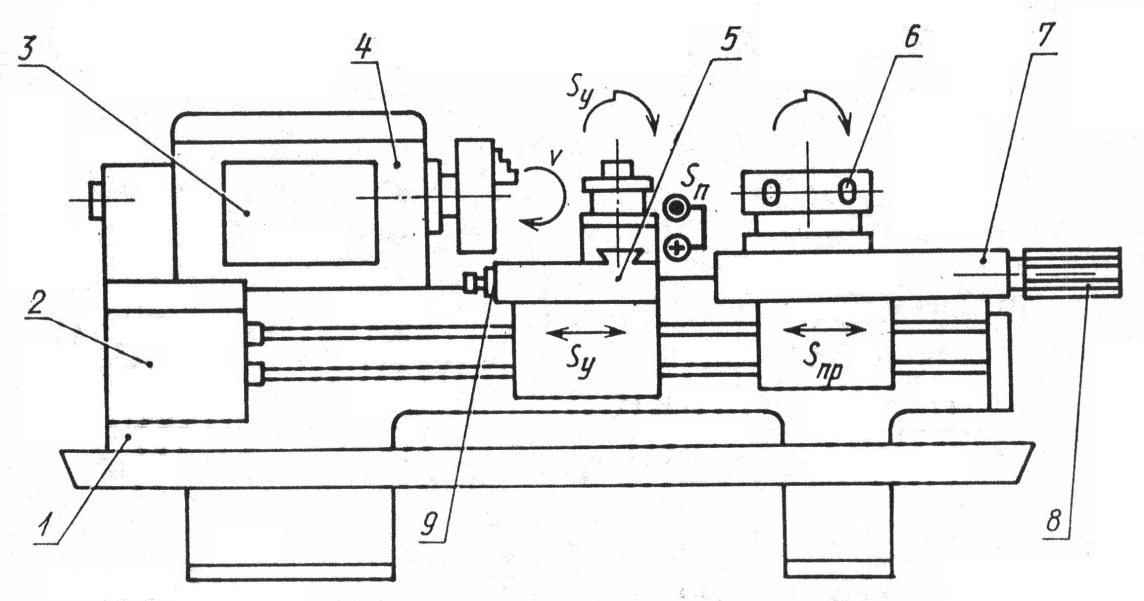
Суппорты, которые сообщают инструменту движение подачи 3 и 5 передвигаются по направляющим 6 станины, шпиндельная бабка 2 крепится на станине 7. Поддон 10 используется для сбора стружки. Рукоятки управления находятся на фартуках 8 и 9. 1 — коробка подач; 2 — шпиндельная бабка; 3 — поперечный суппорт; 4 — револьверная головка; 5— продольный суппорт; 6 — направляющая; 7— станина; 8, 9 — фартуки поперечного и продольного суппортов; 10 — поддон; 11 — упор.
На токарно-револьверном станке можно сразу производить обработку инструментами, которые закреплены в поперечном суппорте 3 и в револьверной головке 4, что дает возможность повысить производительность с помощью параллельной обработки плоскостей несколькими инструментами. Увеличению рентабельности и производительности станков содействует его начальная настройка на обработку заданной заготовки и последующая работа по упорам 11.
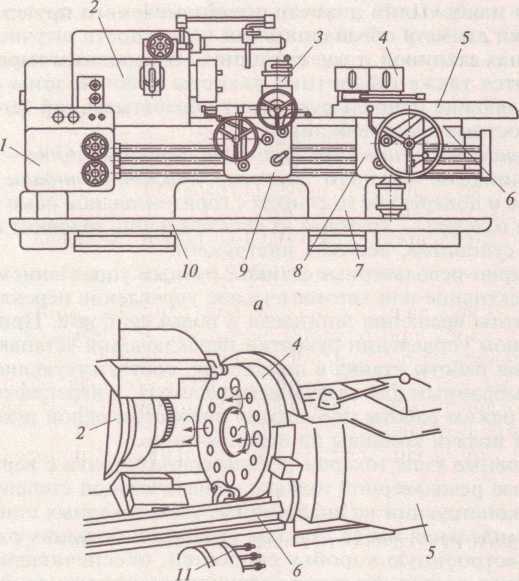
Схема: Токарно-револьверный станок
Виды токарно-револьверных станков
По форме револьверные головки делятся на призматические и цилиндрические (чаще всего шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, которые расположены на специальной оправке.
Основные параметры
Главными параметрами токарно-револьверных станков есть максимальный диаметр обрабатываемого прутка и максимальный диаметр обрабатываемой плоскости штучной заготовки над суппортом и над станиной. К основным параметрам включают также габаритные размеры рабочей зоны станка, которые определяют максимальную длину обрабатываемой детали, и скоростные характеристики.

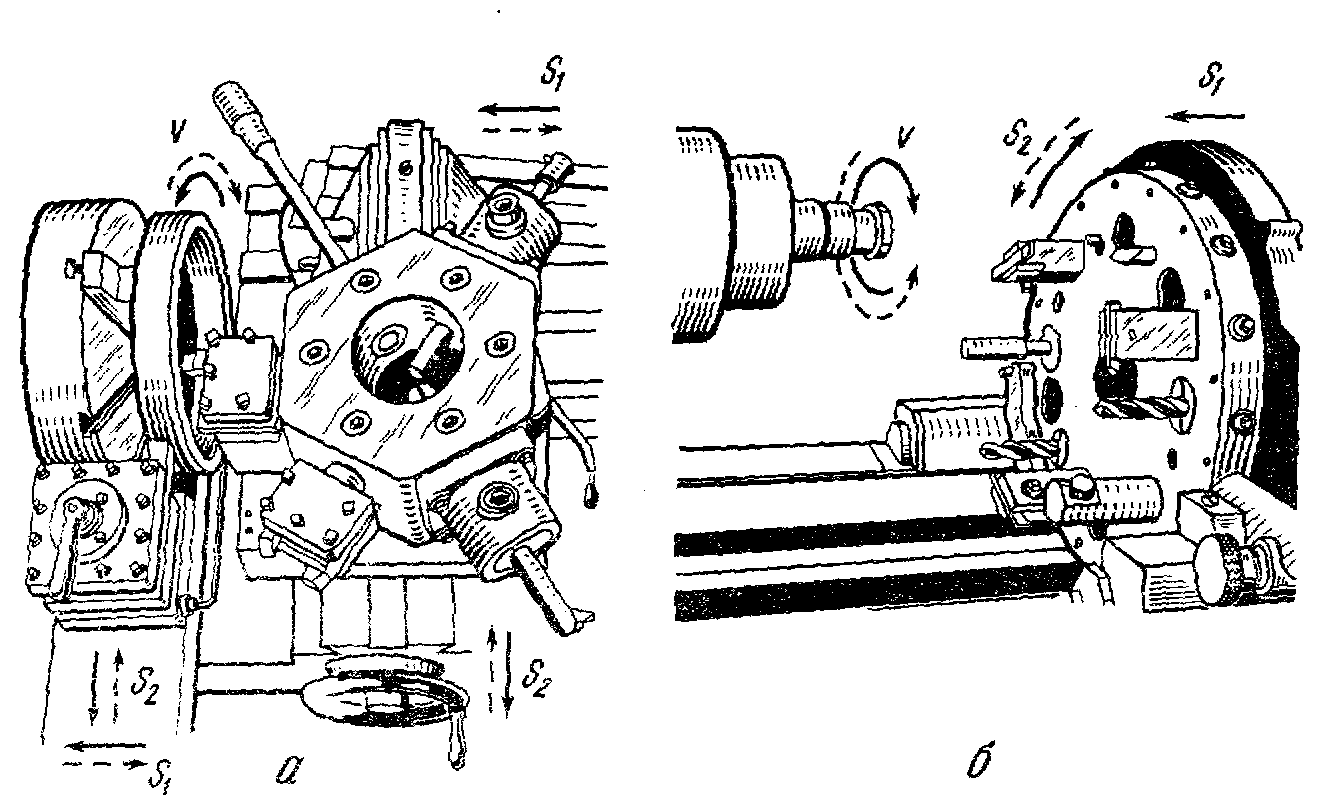
Главное движение
Главное движение в токарно-револьверном станке — движения подачи: поперечное и продольное (в станках с горизонтальной осью револьверной головки — круговое за счет вращения головки) передвижение суппортов, которые несут инструмент; движение шпинделя, который несет заготовку.
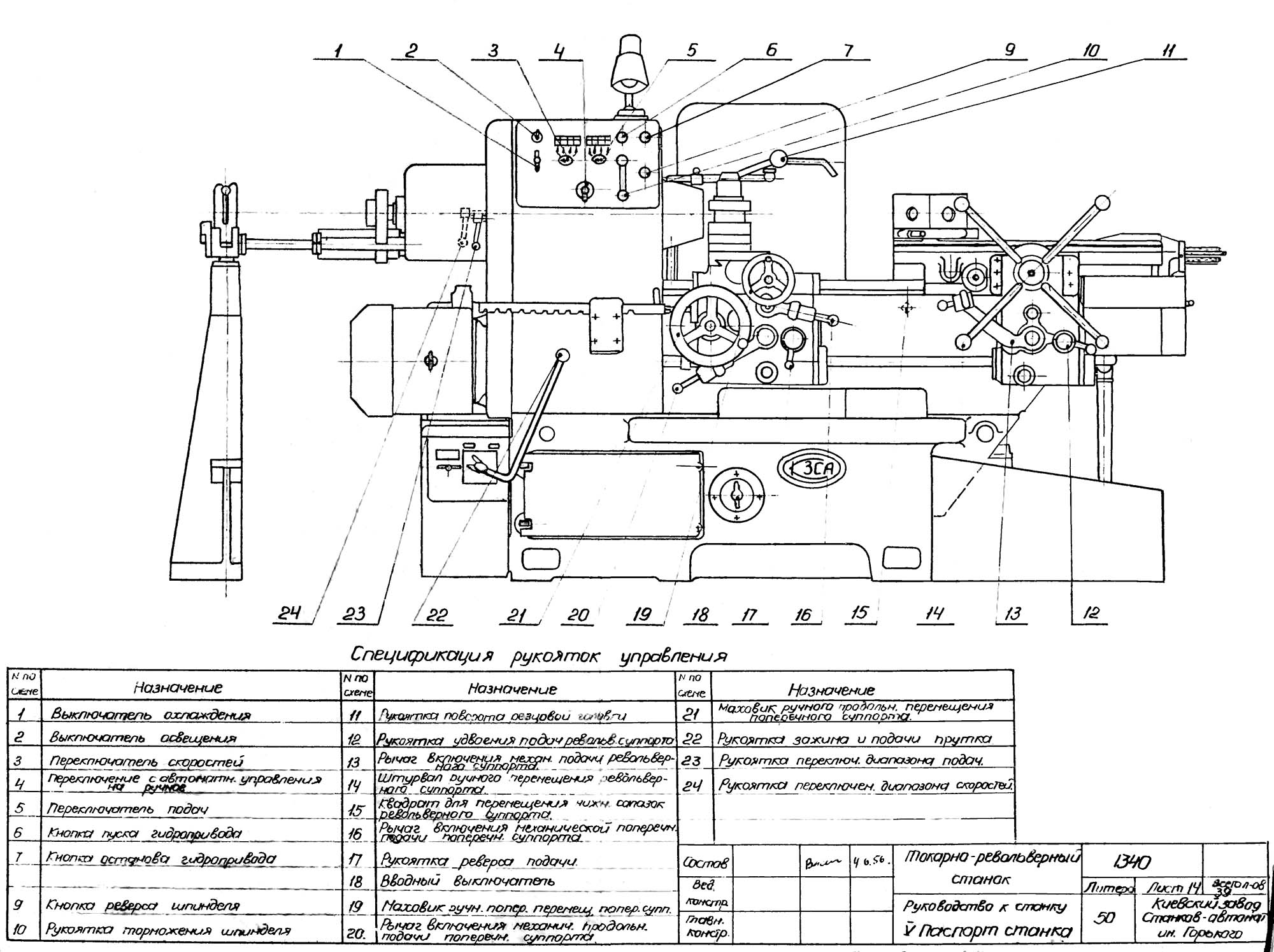
Токарно-револьверные станки с ручным управлением имеют автоматическое или преселективное управление переключением частоты подач суппорта и движения шпинделя. При преселективном управлении рукоятки переключения настривают во время работы станка в положения, которые соответствуют режимам, выбранным для следующего перехода, а переключение на новый режим работы осуществляется поворотом одной рукоятки в момент подачи команды на переключение.
Основные узлы
Основные узлы токарно-револьверного станка с вертикальной осью револьверной головки в главной степени такие же по конструкции как узлы токарных станков.
Шпиндельная бабка станков больших и средних размеров имеет встроенную коробку скоростей, которая обеспечивает в сравнении с таким же узлом токарного станка малый диапазон регулирования и малое число ступеней частоты вращения шпинделя. В шпиндельной бабке станков небольшого размера устанавливается только шпиндель. Частота вращения шпинделя настраивается с помощью редуктора, который устанавливается в основании станка и связанного со шпинделем ременной передачей.
Коробка подач 1 по структуре проще коробки подач токарно-винторезных станков, так как токарно-револьверные станки обладают меньшим диапазоном настройки частоты вращения и меньшим числом ступеней подач. Помимо этого, в коробке подач нет элементов, которые требуются для нарезания резьбы резцом с помощью ходового винта.
Токарно-револьверный станок с ручным управлением считается универсальным станком. На таком станке можно производить детали из прутка и из штучных заготовок, которые закрепляются в патроне. Станок оборудуется гидравлическим приводом для зажима и подачи прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок осуществляется с помощью прилагаемого к станку специального патрона.
Резцы для токарных станков
От того насколько износостойкими являются резцы, которые вы используете для токарной обработки изделий напрямую зависит качество полученных изделий. Надёжная технологическая оснастка позволит справиться даже со сложной производственной задачей, делая её простым и удобным занятием.
Предлагаем вам наборы резцов, в которые в зависимости от комплектации включены следующие виды инструментов:
- Отрезные резцы. Эта технологическая оснастка необходима для того, чтобы отделить готовую деталь от заготовки, а также выполнить такие производственные операции, как проточка канавок и вырубка пазов;
- Проходные резцы. Используются для выполнения обработки внешних цилиндрических поверхностей. Отогнутый проходной резец позволяет заниматься обработкой торцов при поперечной подаче;
- Подрезные резцы необходимы для проточки ступенчатого профиля обрабатываемой детали, подрезки торцов. Благодаря данной технологической оснастки вы сможете заниматься обработкой внешних цилиндрических поверхностей;
- Канавочные резцы. Применяются для проточки внутренней канавки;
- Расточные резцы для сквозных и глухих отверстий. Расточка выполняется в несколько приёмов с образованием на торце ступенчатой поверхности;
- Резьбовые резцы нужны для создания резьбового соединения.
При подборе данной технологической оснастки необходимо учитывать множество параметров:
Важно, чтобы подбор материала и геометрических размеров режущей части рассматриваемого инструмента был оптимальным и в точности соответствовал поставленной производственной задачи;
Державка отличалась достаточной виброустойчивостью;
Режущая часть инструмента должна отличаться износоустойчивостью. Необходимо учитывать максимальное время её работы.. Вы можете купить резцы для токарных станков обратившись к нашему менеджеру
Рассматриваемая технологическая оснастка выполнена в соответствии с ГОСТом, что подтверждено соответствующими сертификатами
Вы можете купить резцы для токарных станков обратившись к нашему менеджеру. Рассматриваемая технологическая оснастка выполнена в соответствии с ГОСТом, что подтверждено соответствующими сертификатами.
Для получения подробной информации позвоните по номеру, который указан на сайте. Опытный менеджер поможет подобрать качественное токарное оборудование, а также технологическую оснастку к нему.
ONLINE трансляция из демозала Metal Master
Техника безопасности
Перед работой с оборудованием необходимо пройти медицинскую комиссию. Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
- Выполнять только ту работу, которая вам предоставлена, и только безопасным способом.
- Работать только на том оборудовании, в работе с которым у вас имеются специальные навыки.
- Работать только в специальной униформе, которая выдается перед началом работы.
- Работнику должны обеспечить широкое пространство для работы.
- Перед работой требуется проверка исправности аппарата.
- Ни в коем случае не пытаться ремонтировать устройство самостоятельно. Не трогать внутренний механизм станка
- На рабочем месте не должно находиться лишних предметов.
- Обрабатываемая деталь должна быть прочно закреплена.
- Не прикасаться к обрабатываемому материалу.
- Не прикасаться к заготовкам во время работы.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Настройка
Настройку станка производят при запуске серии одинаковых деталей. Она предусматривает:
- разработку:
- технологии изготовления детали;
- карты наладки;
- карта предусматривает изображение детали, инструмента после завершения обработки (по каждому переходу);
- производят подбор необходимого инструмента, оснастки, державок (при необходимости их проектируют, изготавливают);
- выверяют расположение инструмента после установки, обеспечивающей получение нужного размера по эталонной детали;
- устанавливают кулачки командоаппарата на места, позволяющие включить/отключить заданные по техпроцессу:
- обороты шпинделя;
- величину подачи;
- проводят аналогичные действия по оснастке, инструменту на следующей позиции головки согласно очередности операций;
- регулируют гидравлику, обеспечивающую операции закрепления, подачи прутка;
- производят окончательную наладку станка по полученным результатам обработки 2 деталей.
https://youtube.com/watch?v=_yb2NaWntls
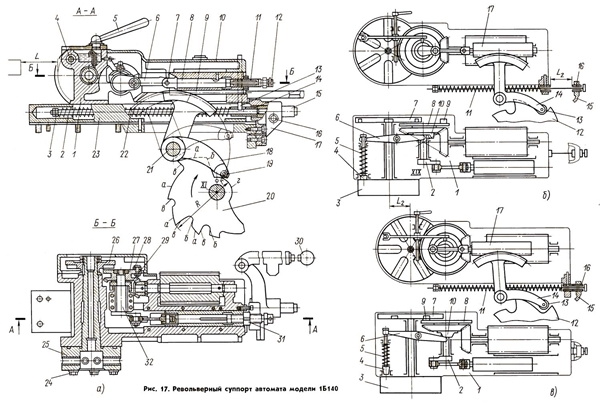
Гидроцилиндр зажима станков 1Г340, 1Г340П
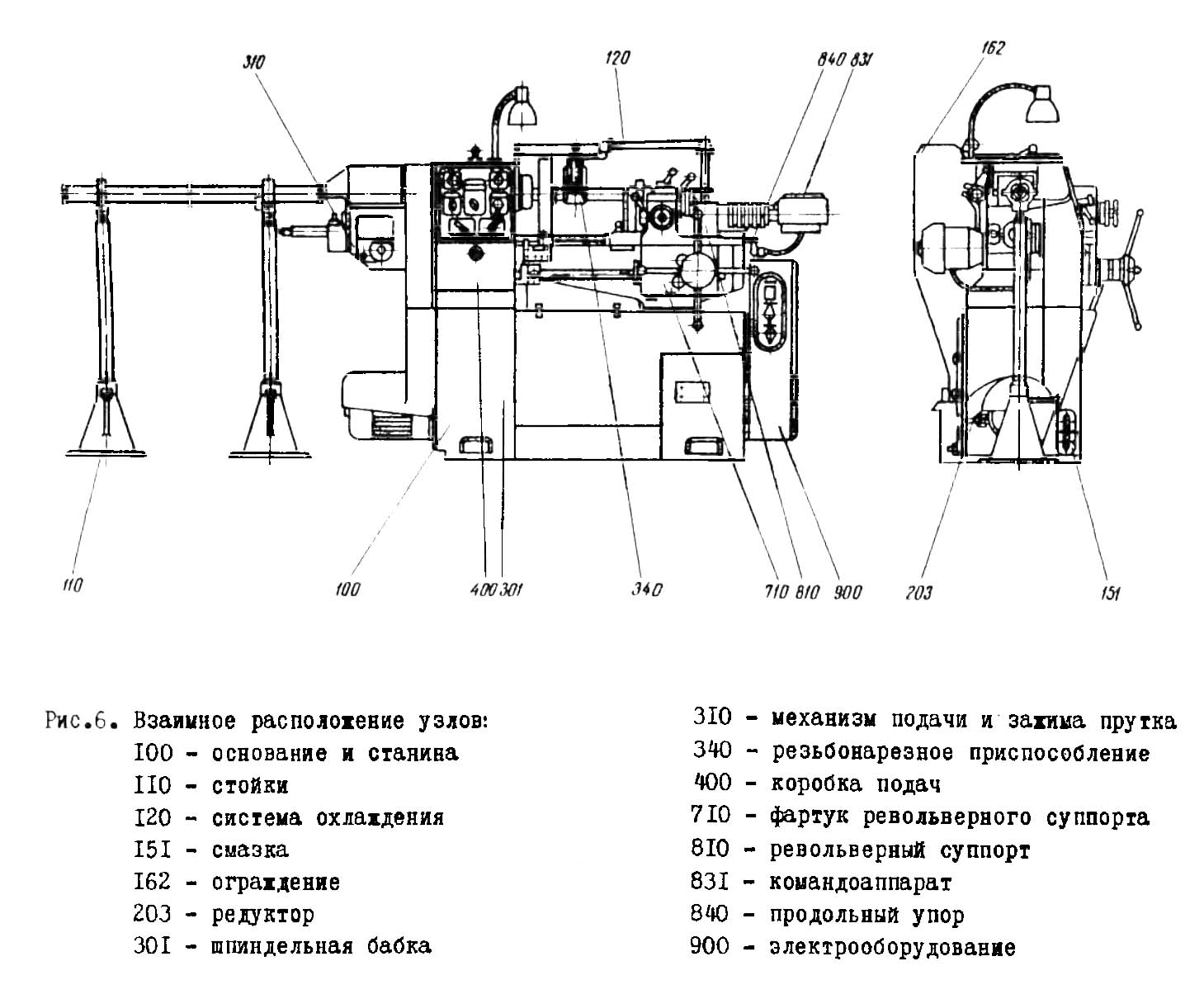
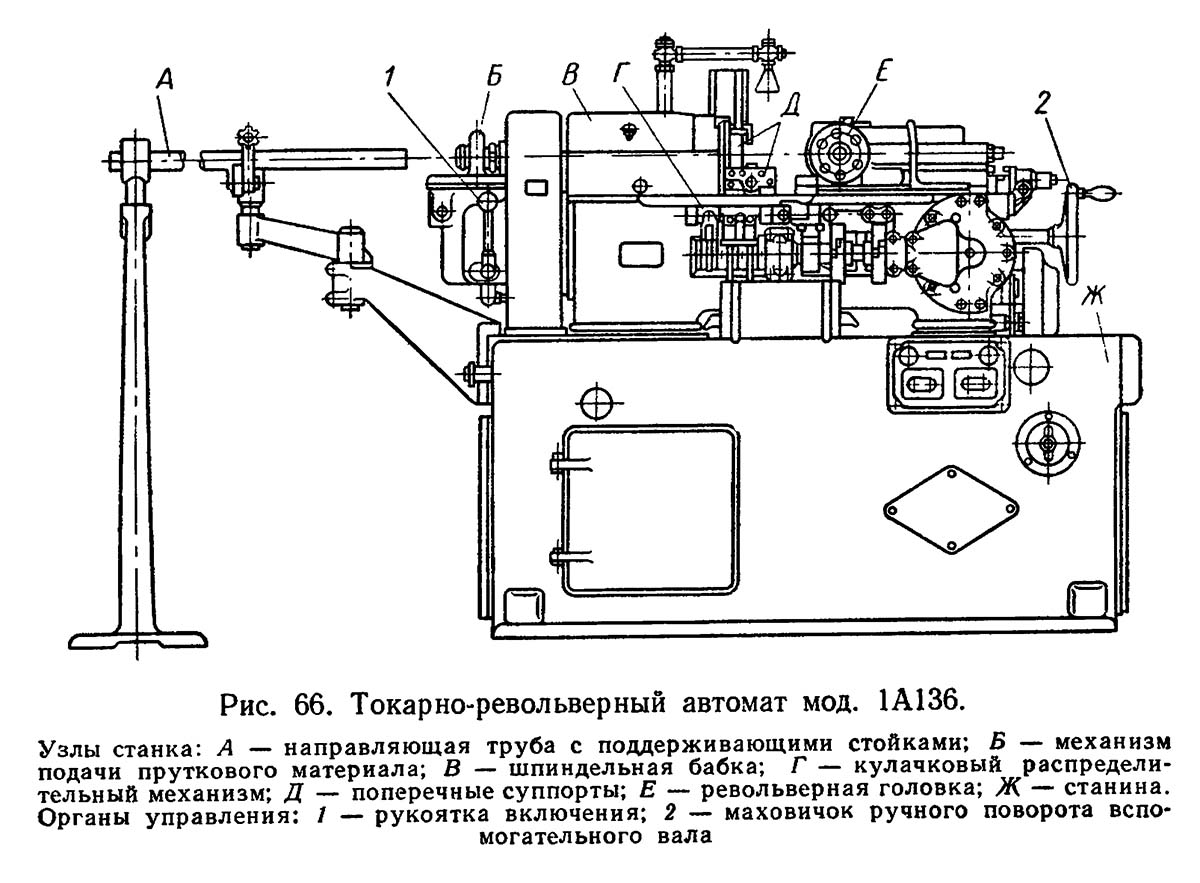
Зажим и подача прутков, а также зажим штучных заготовок в токарных станках 1Г340, 1Г340П осуществляется гидроцилиндром зажима (см. ниже на схеме позицию 7). Гидроцилиндр зажима в сборе (в описании работы станков обозначается как механизм зажима и подачи материала 15.10.000) входит в комплект поставки станков 1Г340, 1Г340П (приложен отдельным местом в общей упаковке). Ниже рассмотрен механизм зажима материала (прутка):
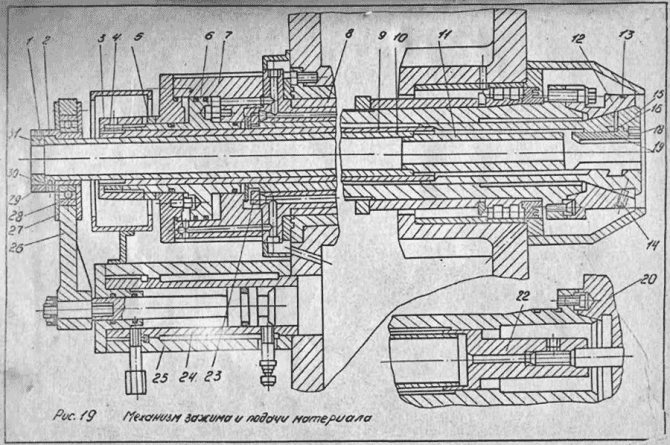
Механизм зажима и подачи материала предназначен для зажима и подачи пруткового материала, а также для зажима штучных заготовок в трёхкулачковом патроне. Конструкция механизма, включающая неподвижные и подвижные цанги зажима, обеспечивает высокую стабильность положения (в пределах 0,1 мм) торца зажатого прутка. Корпус цангового патрона 12 закреплён на переднем фланце шпинделя. Зажимная подвижная цанга 15 связана с корпусом поводковыми штифтами 14. Зажимная цанга навинчена на трубу зажима 9. В расточке неподвижной цанги 17 винтами 18 крепятся сменные вкладыши 19, которые удерживаются от проворачивания штифтами 16. При перемещении зажимной цанги 15 вперёд происходит разжим материала, при перемещении назад — зажим. Усилие на зажимную цангу передаётся трубой зажима 9, связанной с помощью гаек 3 и 4 с поршнем 6 цилиндра зажима 7. Подвод масла к обеим полостям гидроцилиндра осуществляется с помощью подвижной маслоподводящей втулки 8, расположенной внутри шпиндельной бабки. Для зажима деталей в трёхкулачковом патроне корпус цангового патрона 12, цанги 15 и 17, втулка 21, а также труба подачи с цангой снимаются.
Технические особенности установок
Токарные агрегаты данной группы также имеют некоторое дополнительное оснащение – планшайбы, трех или четырехкулачковые патроны. Последние работают благодаря встроенному приводу, который может быть ручным или гидравлическим. Это позволяет осуществлять обработку заготовок, имеющих большие габариты. Чаще всего такие детали можно получить при помощи литья, ковки или штамповки.




Некоторые технические особенности имеют агрегаты револьверного типа, которые предназначены для работы с прутковым элементами. Они оснащены шпинделем с небольшим отверстием. Также данные агрегаты имеют специальный механизм, который обеспечивает подачу и последующую фиксацию заготовки в нужном положении. Если такие станки оборудовать подходящим патроном, они подойдут для обработки других деталей, которые получены способом литья, штамповки или ковки.
Расположение оси, относительно которой вращается рабочая головка устройства, влияет на количество суппортов. Если она находится горизонтально, тогда устанавливается элемент, который способен совершать только круговые и продольные движения.
Когда ось размещается вертикально или под уклоном, тогда на ней могут монтироваться два суппорта – револьверный и поперечный. На последнем элементе станка можно устанавливать два резцедержателя. Они обеспечивают одновременное нахождение до шести рабочих инструментов, что очень удобно во время эксплуатации оборудования.
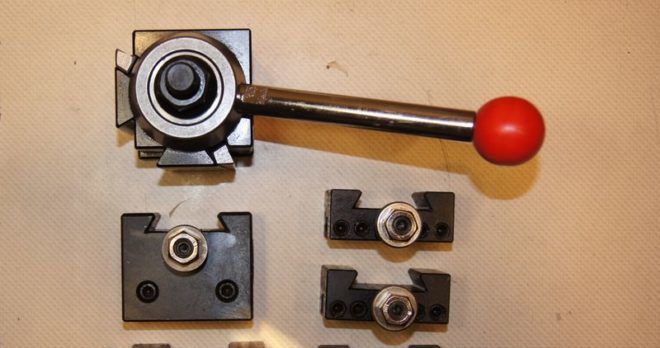 Резцедержатель
Резцедержатель
Карусельные станки
Токарно-карусельные станки (рис. 2) предназначены для обработки массивных деталей больших габаритов. Основной особенность, отличающей эти станки, является вертикальное расположение оси шпинделя и большой диаметр планшайбы.
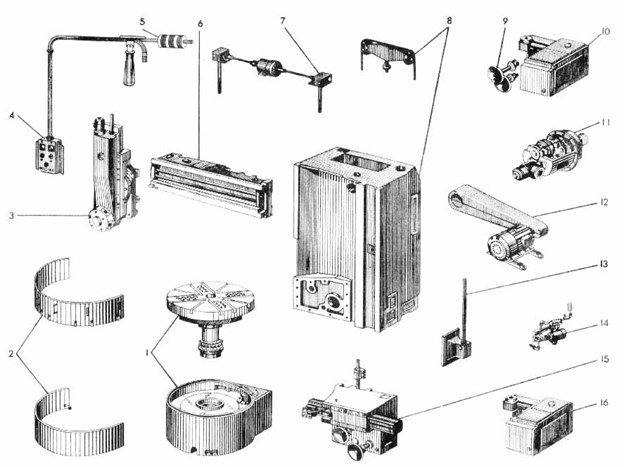
Рисунок 2. Устройство токарно-карусельного станка.
Рисунок 2. Устройство токарно-карусельного станка.
Токарно-карусельные станки состоят из следующих элементов:
- Стол с поворотной планшайбой. Стол служит опорой для обрабатываемой детали. В планшайбе закрепляется заготовка. Механизм вращения планшайбы связан с коробкой подач при помощи вала.
- Защитное ограждение планшайбы. Служит для ограждения оператора станка от вращающихся частей в процессе работы.
- Вертикальный суппорт. Предназначен для подачи в рабочую область режущего инструмента.
- Подвесной пульт управления. С его помощью производится управление работой станка.
- Регулируемый подвесной механизм пульта управления. Позволяет оператору становиться с той стороны станка, где удобнее контролировать процесс обработки.
- Поперечина. Служит для закрепления суппорта с возможностью перемещения его в горизонтальном и вертикальном направлении.
- Приводной механизм перемещения поперечины. Состоит из электродвигателя, двух угловых редукторов и винтовой передачи.
- Станина. На станине закрепляются все узлы станка.
- Механизм управления перемещением вертикального суппорта.
- Коробка подач вертикального суппорта. Предназначена дли изменения скорости подачи вертикального суппорта, а также для настройки автоматической подачи.
- Коробка скоростей. Служит для изменения скорости рабочего движения.
- Кожух. Защищает главную передачу.
- Механизм управления подачей.
- Устройство подачи смазки.
- Горизонтальный суппорт. Предназначен для перемещения резца, расположенного горизонтально. Подобным устройством оснащаются не все карусельные станки.
- Коробка подач горизонтального суппорта.
Токарно-карусельные станки способны обрабатывать заготовки, размеры и масса которых не оставляют другого выбора металлорежущего оборудования.
Особенности конструкции
Технология создания токарно-револьверных станков довольна непроста. Устройство имеет очень сложную конструкцию, в которой выделяют несколько элементов:
- Коробка скоростей.
- Суппорт.
- Узел шпинделя.
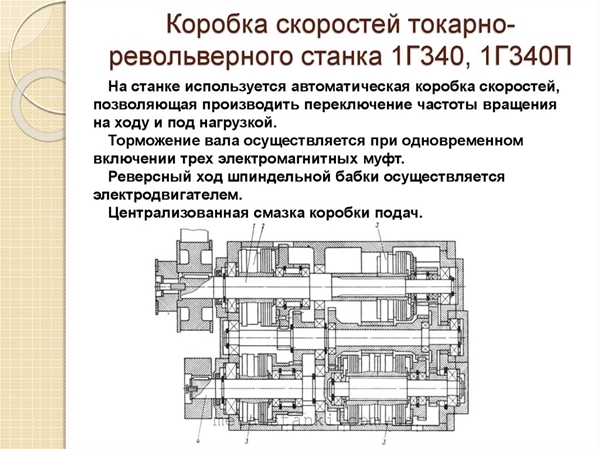
Коробка скоростей
Скоростная коробка устройства отвечает за количество выполняемых оборотов. С количеством оборотов переключается скорость станка.
В механизме содержится 3-4 электромагнитные муфты, которые определяют количество скоростей устройства. Муфта состоит из металлических дисков.
Как правило, в каждом станке содержится по 4 муфты – 2 электромагнитные и 2 обгонные. Между ними находится 1 двухвенцовый зубчатый блок. Он обеспечивает работу деталей коробки, позволяя скоростям переключаться.
Суппорт
Суппорт токарного станка отвечает за перемещение резца по оси шпинделя.
Деталь представляет собой конструкцию в виде креста, состоящую из 3 элементов – каретка, поперечные салазки и резцовые салазки.
Узел шпинделя
Узлы металлорежущего револьверного станка передают энергию от двигателя к рабочим инструментам.
В шпинделе содержится 8 узлов:
- Станина – соединяет узлы аппарата.
- Передняя бабка – фиксирует и вращает обрабатываемый материал.
- Задняя бабка – устанавливает режущий инструмент.
- Суппорт – перемещение резца по оси.
- Коробка подач – передача движения.
- Ходовой вал – сообщает суппорту о наличии материала для обработки.
- Ходовой винт – нарезание резьбы.
- Фартук – останавливает ходовой вал и активирует суппорт.
Классификация токарного оборудования
Классификация токарных станков, которая была разработана еще в советское время, причисляет такие агрегаты к первой категории оборудования, предназначенного для обработки заготовок из металла. Согласно данной классификации, все виды токарных станков причисляются к одной из следующих категорий:
- автоматические и полуавтоматические токарные агрегаты с одним шпинделем;
- многошпиндельные станки: автомат и полуавтомат;
- револьверные модели;
- станки отрезной группы;
- карусельные модели;
- лобовое и винторезное оборудование;
- многорезцовые и полировальные агрегаты;
- специализированные станки, которые могут быть обычными и автоматическими;
- устройства специального назначения.
Основные виды токарных работ
По степени точности обработки производятся следующие типы токарных станков:
- особой точности — С;
- высокой точности — В;
- нормальной точности — Н;
- особо высокой точности — А;
- повышенной точности — П.
От того, к какой категории принадлежит токарный станок, зависят его функциональные возможности, и, соответственно, сфера применения. Узнать об основных технических возможностях станка можно и по его маркировке, которая включает в себя следующее:
- начальную цифру «1», свидетельствующую, что это именно токарный станок, а не какой-либо другой;
- вторую цифру, указывающую на тип, к которому относится токарный агрегат;
- третью цифру (а в некоторых моделях и четвертую) — это самый основной параметр станка, который характеризует высоту его центров.

Расшифровка маркировки токарных станков (нажмите, чтобы увеличить)
Присутствуют в маркировке таких агрегатов и буквенные обозначения, которые определяют его конструктивные особенности: уровень его автоматизации, точности, модификацию, оснащенность системой ЧПУ. К примеру, маркировка модели токарного станка 1И611П расшифровывается следующим образом: буква «И» говорит о том, что это устройство токарно-винторезной группы; буква «П» — станок повышенной точности; высота центров у данной модели соответствует значению 110 мм. Догадаться о том, какой категории перед вами токарный станок, можно и по фото модели.
Стоимость ремонта
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
-
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
-
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему

Прочитайте полезную информацию:
Ремонт электрической части станка
Малейшая неисправность электрической части станка способна сорвать график работы завода
Важно уметь определить источник проблемы и устранить его
Далее
Ремонт бабки станка
Бабка — важный элемент станка. Если данная деталь выходит из строя, справиться самостоятельно с ремонтом очень сложно и приходится обращаться в специализированные мастерские
Как предотвратить поломки, что важно знать при самостоятельном ремонте и сколько стоят услуги квалифицированных мастеров — все это можно узнать из статьи
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Стоимость ремонта станка
Любая техника при недостаточном уходе и несвоевременной диагностике выходит из строя. В данной статье читатель может найти информацию о видах станков, распространенных поломках, а также о действиях специалиста при ремонте.
Далее
Ремонт супорта станка
В современном мире широко используются различные станки, т.к. они позволяют выполнять множество операций. Данный агрегат состоит из множества деталей, где главную роль выполняет суппорт станка. И часто случается, что работа инструмента замораживается из-за поломки суппорта или других деталей.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник