
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Технология гальванических ванн
подготовительный процесс. Предварительно металл нужно зачистить, удалив с поверхности остатки старой краски, ржавчины, грязи
Отдельное внимание стоит уделить обезжириванию (качественная металлизация невозможна после удаления отложений жира обычным разбавителем или ацетоном). Пропорция смешиваемых реагентов для электролита зависит от площади и состава покрываемой детали;
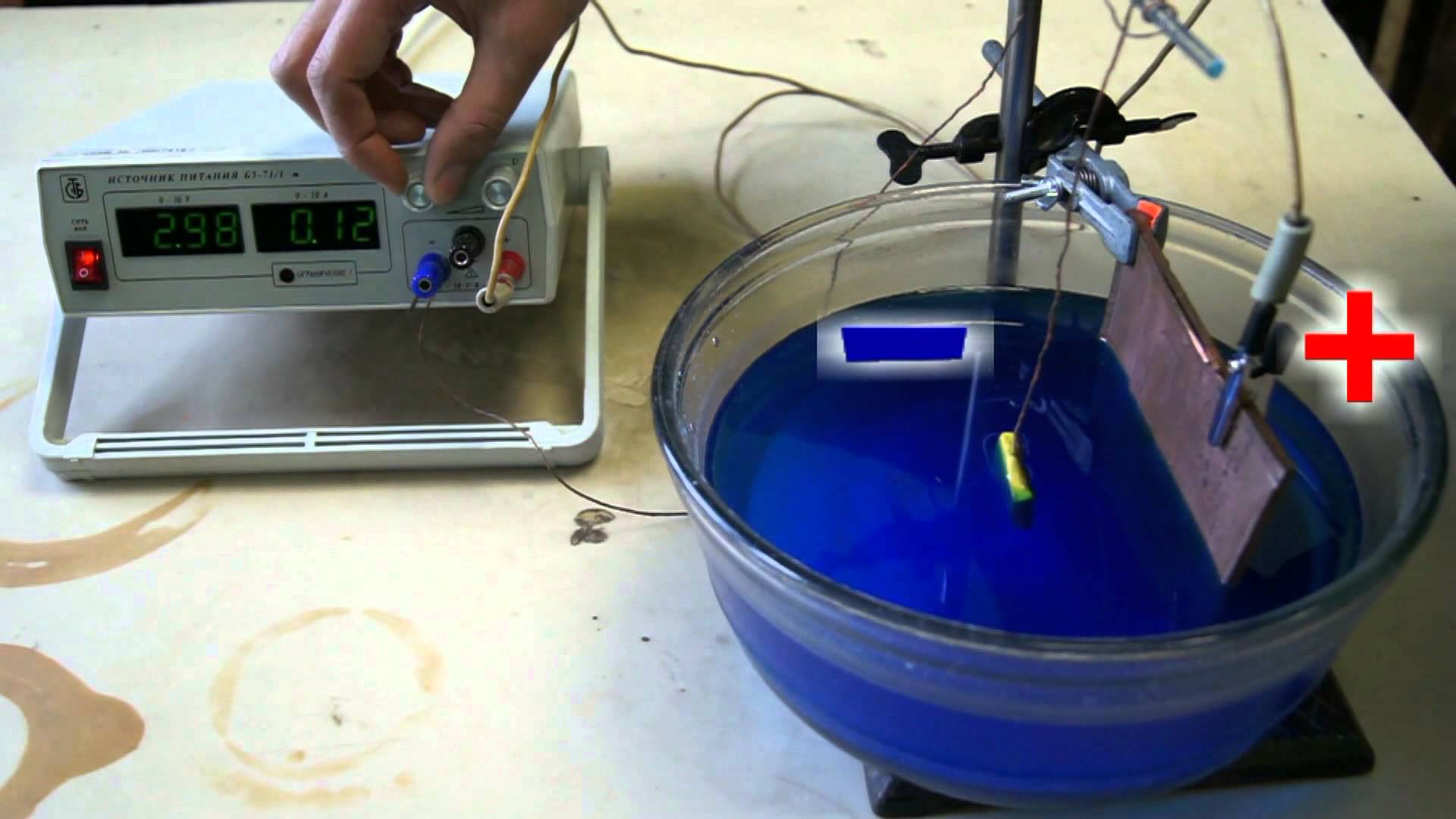
поместите катод (металл на который подается «–») в готовый электролит (t±52º)
После того как температура детали и электролита выровняется, подайте напряжение;
обработка деталей занимает не менее 20-ти минут. Показатель варьируется в зависимости от качества очистки детали, рельефности и прочих факторов;
хромированные элементы требуют осушки (минимум 2,5 часа). На протяжении всего процесса к элементу нельзя прикасаться.
Тонкости процесса
Металлизация должна происходить в хорошо проветриваемом помещении (в идеале: принудительная вентиляция вытяжной системой). Испарения в процессе хромирования чрезвычайно вредны для человеческого здоровья. Приступать к приготовлению электролита и обработке деталей можно только в респираторе, защитных очках, прочных прорезиненых рукавицах и фартуке.
В случаи, если вы не имели раньше дела с управлением химическими процессами, первый опыт вряд ли увенчается успехом. Возможен неравномерный блеск детали, отсутствие блеска, коричневые пятна, образование раковин, отслоение и прочие дефекты. Испытания процесса на опытном образце поможет вам скорректировать возможные погрешности.
Хромировать таким методом можно не только металл, но и пластик. Металлизация диэлектриков требует внесения некоторых поправок в технологию.
Уделите большое внимание правильной утилизации «отработки». Это интересно: Хромирование деталей своими руками в домашних условиях — технология, необходимое оборудование, советы
Это интересно: Хромирование деталей своими руками в домашних условиях — технология, необходимое оборудование, советы
Основные реагенты
Все реактивы для химической металлизации должны быть приготовлены на специально отфильтрованной воде. Благодаря этому достигается высокая светостойкость и минимальная толщина покрытия (до 0,4 мк)
Важно, чтобы в растворе была максимальная концентрация реактива. Реагенты для химической металлизации не должны содержать канцерогены и вещества, раздражающие дыхательные пути
Комплект на 20 кв. м должен вмещать реактивы в следующем объеме: связующий грунт – 3,3 л, защитный лак – 1,6 л, модификатор – 1 л, активатор – 1 л, восстановитель – 1 л, отвердитель – 0,5 л, пигментные тонеры – 40 мл. Стоимость такого набора составит около 20 тысяч рублей.
Хромирование напылением
-
на зачищенный, обезжиренный металл, либо пластик наносится базовая подложка черного цвета. Металлизация деталей с качественным ЛКП (кузовные элементы автомобиля) требует первичной температурной обработки. С помощью газовой горелки пройдитесь пламенем по всей поверхности (образуются микротрещины). Хромируемый пластик в температурной обработке не нуждается. После предварительного этапа деталь промывается дистиллированной водой. Элемент должен быть полностью гигроскопичным. Сухие места нужно обработать предактиватором (смачиватель);
- производится обезжиривание (дистиллированная вода со средством для мытья посуды). Остатки раствора нужно смыть;
- детали из металла и пластика нуждаются в обработке специальным химическим раствором для улучшения адгезии. После реакции поверхность промывается большим количеством воды;
- нанесение хромирующего состава (металлизация). Количество требуемых слоев зависит от консистенции разбавленного раствора;
- остановка реакция. Смачиваем поверхность мыльным раствором. После смывки хромируемый металл, элементы из пластика приобретают блеск и гидрофобный эффект.
Нюансы
Металлизация должна производиться в вентилируемом помещении с применением всех средств индивидуальной защиты.
Пылинки и мусор с поверхности можно сдуть потоком воздуха. Не прикасайтесь к элементу до момента его полного высыхания!
Химические растворы и средства нанесения находятся в свободном доступе.
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
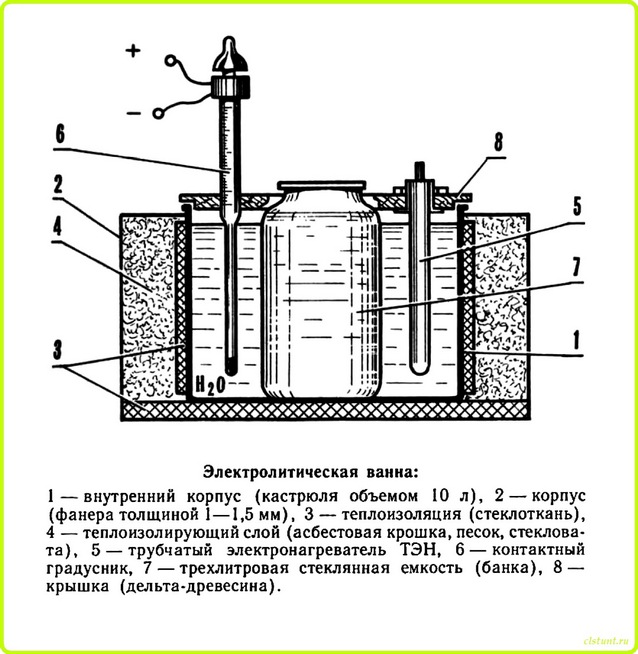
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов









Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска – из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен – переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия – высокая температура раствора, низкий ток.
- Хромировка отваливается – нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях – это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
- Хромовый ангидрид 250 г/л.
- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.
Псевдохромирование и настоящая обработка
Использование краски, которая содержит до 75 процентов хрома – один из самых простых вариантов обработки металла. Но это решение не относится к металлизации в полном смысле слова. Просто используют краску для поверхности изделия, требующего обработки.

Если работа выполнена по всем правилам, то результат сохраняется минимум на пять лет. Такой результат даёт любая установка для хромирования. Но, если такой слой будет повреждён, то коррозия быстро начнёт проникать внутрь изделия.
Если проводить по-настоящему эффективную металлизацию своими руками, то надо использовать:
источник постоянного электрического тока;

электролит для хромирования;

специальную ёмкость, где будут проходить гальванические процессы.
Это минимальный набор, без которого проведение хромирования вообще становится невозможным.
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
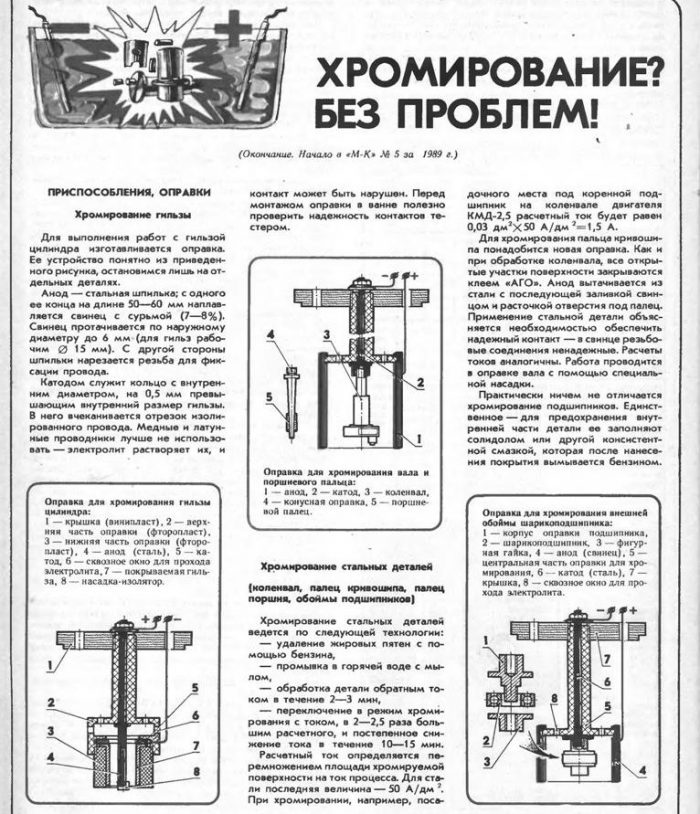
НАЧНИТЕ С ВАННЫ
Занятия модельной гальванотехникой начните с изготовления ванны. Прежде всего подберите кастрюлю на 10 л и трехлитровую стеклянную банку. Емкости меньшего размера лучше не применять—это может усложнить регулировку параметров процесса, да и при приведенных величинах объема ванны хватает лишь для хромирования 6—8 гильз цилиндров.
Склеив из 1—1,5 мм фанеры корпус, соберите ванну согласно приведенному рисунку и закройте все фанерным кольцом. Работа над ванной заканчивается вытачиванием крышки кастрюли и монтажом на ней ТЭНов и контактного градусника.
Теперь — электрооборудование. Для питания ванны можно использовать любой источник постоянного тока с подключенным на выходе электролитическим конденсатором 80 000 мкф X 25 В. Провода питания должны иметь сечение не меньше 2,5 мм2. Регулятором силы тока, заменяющим регулятор напряжения, может служить секционный реостат. Он включается последовательно с гальванической ванной и состоит из параллельных, включаемых однополюсными рубильниками секций. Каждая последующая имеет сопротивление вдвое больше предыдущей. Число таких секций 7—8.
На передней панели блока питания установите две розетки на 15 А, одну — нормальной полярности, другую — обратной. Это позволит быстро провести анодную обработку детали и перейти на хромирование простым переставлением вилки. Розетки с тремя выходами, чтобы не ошибиться в полярности (подключаются, конечно, только два гнезда).
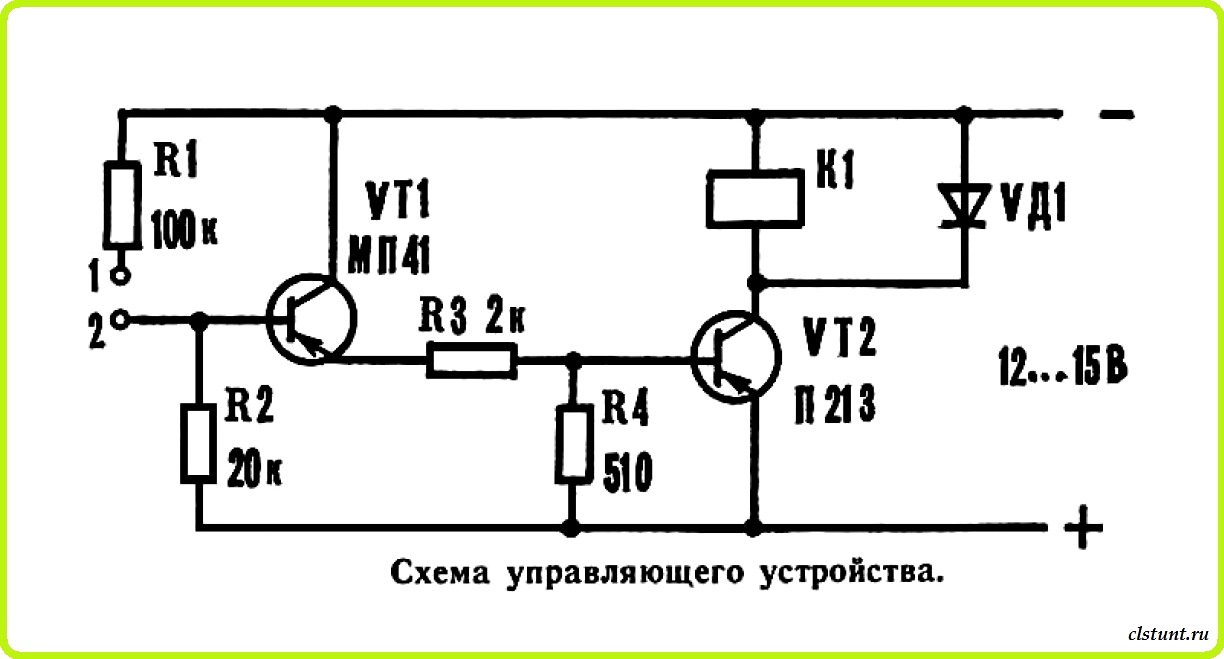
Для поддержания постоянной температуры электролита ванна снабжается контактным градусником. Напрямую управлять работой ТЭНов он не может из-за больших токов, поэтому потребуется собрать несложное устройство, схема которого приведена на рисунках. Детали терморегулятора: транзисторы МП13 — МП16, МП39—МП42 (VТ1); 213—217 (VТ2) с любыми буквенными обозначениями; резисторы МЛТ-0,25, диод— Д226, Д202—Д205; реле —ТКЕ 52 ПОДГ или ОКН паспорт РФ4.530.810.








Наладка терморегулятора: если при закорачивании точек 1—2 реле не срабатывает, соединяют эмиттер и коллектор VТ1. Включение реле указывает на неисправность или малый коэффициент усиления VТ1, В противном случае неисправен транзистор VТ2 или он имеет недостаточный коэффициент усиления.
Собрав и наладив устройство ванны, можно приступать к приготовлению электролита. Для этого необходимо:
- налить в банку чуть больше половины подготовленной дистиллированной воды, подогретой до 50°,
- засыпать хромовый ангидрид и размешать,
- долить воду до расчетного объема,
- влить серную кислоту,
- проработать электролит 3—4 ч из расчета 6—8 А г/л.
Последняя операция нужна для накопления небольшого количества ионов Cr3 (2—4 г/л), присутствие которых благоприятно сказывается на процессе осаждения хрома.
СОСТАВЫ ЭЛЕКТРОЛИТОВ
Хромовый ангидрид — 250 г/л или 150 г/л
Серная кислота — 2,5 г/л или 1,5 г/л

Основы хромирования
Современная технология химической металлизации позволяет использовать для разработки напыления специальные лакокрасочные материалы и реагенты. В результате этого покрытие будет блестеть и отражать окружающие предметы. Кроме того, именно металлизация химическая позволяет достичь высшей степени адгезии
Важно, что процесс нанесения покрытия осуществляется без помощи каких-либо едких веществ или взрывоопасных компонентов. Канцерогенные составляющие хромирования сводятся к абсолютному минимуму
Химическая металлизация не имеет ограничений по форме и размеру изделия. Также не требуется помещать предмет в жидкую кислотную среду или прибегать к сильному нагреву.

Подготовка поверхности к хромированию аналогична процессу перед нанесением краски. Благодаря этому зеркальные покрытия могут покрывать любые основы, но лучше, чтобы они были металлическими. Подобная химическая обработка не требует значительных денежных вливаний. Достаточно приобрести специальную установку и реагенты. В итоге владелец оборудования получит возможность наносить «серебряное зеркало» даже на пористые или органические материалы. Никакие другие технологии не смогут дать подобных результатов. На сегодняшний день хромирование составляет мощную конкуренцию прочим процессам металлизации.
Сферы применения
Гальваническое покрытие хромом характеризуется определенными свойствами, такие как:
- стойкость к химическому воздействию;
- микротвердость (до 1100 единиц);
- пористость, теплостойкость;
- к-т трения;
- глубина покрытия.
По всем выше перечисленным характеристикам детали с хромированным покрытием не имеют себе равных, они нашли самое широкое применение не только в бытовых условиях, но и в различных отраслях промышленного производства.

Технология хромирования применяется в таких отраслях, как:
- порошковая металлургия;
- производство алюминиевых, резиновых, металлических, пластиковых изделий (например, хромированные пресс-формы);
- автомобилестроение;
- станкостроение;
- судостроение и многие другие отрасли, которые невозможно перечислить.

В отраслях оптико-электронной промышленности распространен особый вид хромирования – черное хромирование, обладающее незаменимыми свойствами теплоотдачи, термостойкости и износостойкости. А хромирование штоков, к примеру в автопроме, вообще невозможно чем-либо заменить.
Опасность для здоровья
При хромировании металлов основная опасность для здоровья персонала и окружающей среды исходит от хромового ангидрида (оксид шестивалентного хрома), который является главным компонентом во всех электролитах, а при растворении в воде образует не менее опасные хромовые кислоты.
Все эти реагенты являются канцерогенами и очень токсичны (относятся к первому классу опасности). Оксиды и соли хрома малолетучи, но при использовании горячих электролитов могут захватываться парами воды.
Другими токсичными веществами, образующимся в процессе гальванического хромирования, являются хроматы свинца и сульфаты бария.
А как вы относитесь к хромированию металлов в домашних условиях? Ведь в Интернете размещено множество статей, описывающих, как легко и просто это делается даже без особых навыков.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода H2О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.
- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.
- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.










Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Суть процесса
Хромирование — технологический процесс металлизации изделий хромом. Благодаря ему улучшаются технические характеристики материала, укрепляются поверхностные слои.
Главные достоинства процедуры:
- Основание восстанавливается, становится более прочным. Повышается показатель износоустойчивости.
- Закрываются трещины, не превышающие по толщине 1 мм.
- Грязь, пыль хуже липнут к хромированной поверхности.
- Улучшаются декоративные качества обработанных деталей.
Изделие погружается в ванную с хромовой кислотой, через которую пропускается напряжение. Обрабатываемая заготовка выполняет роль катода. Пассивными анодами являются стенки емкости, дополнительные пластины, которые изготавливаются из сплава сурьмы с оловом.

Хромированный диск (Фото: Instagram / funchrome)
Возможные дефекты и их причины
Нередко при металлизации возникает такой эффект, как наводороживание — повышается показатель содержания водорода в хромированной стали. Из-за подобной проблемы снижаются прочность, пластичность металла вследствие изменения его кристаллической решетки. Причины наводороживания стали разнообразны, чаще всего это связано с повышением температуры в процессе гальванизации.
Прочие неприятности, которые могут случиться при хромировании изделий:
- Неравномерность блеска. Случается при высокой силе тока, который подается на анод. Полностью блеск может отсутствовать при малом или слишком большом количестве хромового ангидрида, превышении объема серной кислоты.
- Коричневые пятна. Если на детали имеются такие дефекты, норма ангидрида в растворе сильно завышена либо не хватает серной кислоты.
- Мягкость покрытия. Причина — низкая сила тока во время гальванизации или снижение температуры воды.
- Быстрая отслойка хрома. Причина — плохое обезжиривание перед работой, снижение температуры раствора.
- Кратеры на поверхности изделия. Случается из-за задержки пузырьков водорода, на окисленных, пористых основаниях.
Отличный результат можно получить только при строгом следовании технологии. Это даст нужный эффект, сэкономив значительную сумму средств.
Общие сведения.
Хром
– элемент 6-й группы периодической
системы элементов Д.И. Менделеева. Его
атомный номер 24, атомная масса 51,99. До
хрома ни один элемент периодической
системы не выделяется электролизом из
водных ресурсов.
К).
103 Дж /(кг
10-6 К-1; удельная теплоемкость 0,46 Физические
свойства хрома следующие: температура
плавления 1890 — 1900 оС; плотность (при 20
оС) 6,9 7,2 г/см3; температурный коэффициент
линейного расширения (при 20 оС) 6,6
Соединения шестивалентного хрома
являются сильными окислителями. Все
хромовые кислоты относятся к сильным;
по мере усложнения их состава степень
их диссоциации в разбавленных растворах
возрастает. Оксид Cr2 O3 обладает амфотерными
свойствами. Соединения Cr2++, обладающие
основными свойствами, неустойчивы.
Электрически
осажденный хром обладает рядом ценных
свойств: высокой твердостью,
износоустойчивостью, термостойкостью
и химической устойчивостью.
Хром
обладает большой стойкостью против
воздействия многих кислот и щелочей:
он нерастворим в растворах азотной и
серной кислот, в соляной и горячей серной
кислотах легко растворяется, на воздухе
и под действием окислителей пассивируется
– на его поверхности образуется тонкая
окисная пленка. Хром положительный
потенциал и не обеспечивает при наличии
в покрытии пор электрохимической защиты
от коррозии стальных деталей.
Хорошо
полированная поверхность хрома имеет
высокие декоративные качества, которые
отличаются стабильностью во времени:
хром не тускнеет даже после нагрева до
670 – 720 К. Сернистые соединения на хром
не действуют.
Хромовые покрытия
применяют в следующих случаях:
1. Для
защитно-декоративных целей. Хромовое
покрытие с подслоем меди и никеля хорошо
защищает сталь от коррозии, придавая
изделиям красивый внешний вид.
Защитно-декоративному хромированию
подвергают детали автомобилей,
велосипедов, приборов и т.п.
2. Для
увеличения отражательной способности.
Отражательная способность хромового
покрытия уступает лишь отражательной
способности серебра и алюминия, однако
вследствие более высокой стойкости
против окисления отражательная
способность хрома более стабильна.
Хромовое покрытие поэтому широко
используется в производстве зеркал,
отражателей, прожекторов.
3. Для
увеличения износоустойчивости.
Хромирование с этой целью используется
в инструментальном производстве при
отделке мерильных инструментов, фильер
для волочения металлов и т.п. Большой
эффект дает хромирование штампов и
матриц при изготовлении различных
изделий из резины, пластмасс, кожи,
стекла. В этом случае хромовое покрытие
не только обеспечивает износостойкость,
но также исключает налипание прессуемых
материалов к поверхности матриц. Хромовое
покрытие значительно снижает смачиваемость
стенок форм расплавленным стеклом или
металлом. Значительное повышение
износостойкости трущихся поверхностей
стенок цилиндров и поршневых колец
двигателей внутреннего сгорания
достигается при применении процессов
пористого хромирования.
4. Для
восстановления изношенных размеров.
Наращивание слоя хрома на изношенные
поверхности термообработанных валов,
втулок позволяет восстановить размеры
деталей и этим увеличить срок эксплуатации
изделий.
Толщина хромовых покрытий
устанавливается в зависимости от условий
эксплуатации и назначения покрытий по
отраслевой нормативно-технической
документации и имеет следующие значения,
мкм:
Защитно-декоративные:
по
никелевому подслою ……………………………………………………………….0,5
— 1,5
для деталей из меди и ее
сплавов………………………………………………………6,0
– 9,0
Повышающие износостойкость
пресс-форм, штампов и т.п…………………………9
– 60
Восстанавливающие изношенные
размеры……………………………………………до
500