
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде. В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла. Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.
Выделение анионов хрома в объеме электролита в процессе хромирования происходит неравномерно, поэтому гальванические ванны оснащают специальными устройствами, обеспечивающими постоянную подачу перемешанного электролита в зону катода (к поверхности металла хромируемой детали). Кроме того, в связи с постоянным убыванием хрома электролит необходимо периодически регенерировать, добавляя в него хромовый ангидрид и расходуемые в процессе хромирования реагенты. Вид поверхности и механические свойства хромового покрытия напрямую зависят от компонентов электролитического раствора, степени его нагрева и плотности тока.
Это интересно: Горячее цинкование металла — технология и метод по ГОСТ
Опасность для здоровья
При хромировании металлов основная опасность для здоровья персонала и окружающей среды исходит от хромового ангидрида (оксид шестивалентного хрома), который является главным компонентом во всех электролитах, а при растворении в воде образует не менее опасные хромовые кислоты. Все эти реагенты являются канцерогенами и очень токсичны (относятся к первому классу опасности). Оксиды и соли хрома малолетучи, но при использовании горячих электролитов могут захватываться парами воды. Другими токсичными веществами, образующимся в процессе гальванического хромирования, являются хроматы свинца и сульфаты бария.
Обработка в растворе серной кислоты
Обязательным этапом подготовки к металлизации изделий из пластмасс является операция травления. Суть данной операции заключается в следующем. Подготавливается специальный раствор (60 грамм хромового ангидрида, 150 грамм ортофосфорной кислоты (преобразователь ржавчины), 560 грамм серной кислоты на один литр дистиллированной воды). Изделия погружаются в раствор на определенное время. Какое время понадобится конкретно – сказать сложно. Оно определяется опытным путем и зависит от множества факторов. Таким образом, хромирование пластика в домашних условиях не отличается повторяемостью и постоянством, и каждый новый режим может проходить со своими особенностями. Немаловажный момент: до погружения в ванну пластмассовых изделий температура среды должна достигать не менее 50 градусов по Цельсию.
Лишь после проведения всех указанных операций можно приступать к нанесению металлического покрытия.
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Возможные дефекты и их причины
Нередко при металлизации возникает такой эффект, как наводороживание — повышается показатель содержания водорода в хромированной стали. Из-за подобной проблемы снижаются прочность, пластичность металла вследствие изменения его кристаллической решетки. Причины наводороживания стали разнообразны, чаще всего это связано с повышением температуры в процессе гальванизации.
Прочие неприятности, которые могут случиться при хромировании изделий:
- Неравномерность блеска. Случается при высокой силе тока, который подается на анод. Полностью блеск может отсутствовать при малом или слишком большом количестве хромового ангидрида, превышении объема серной кислоты.
- Коричневые пятна. Если на детали имеются такие дефекты, норма ангидрида в растворе сильно завышена либо не хватает серной кислоты.
- Мягкость покрытия. Причина — низкая сила тока во время гальванизации или снижение температуры воды.
- Быстрая отслойка хрома. Причина — плохое обезжиривание перед работой, снижение температуры раствора.
- Кратеры на поверхности изделия. Случается из-за задержки пузырьков водорода, на окисленных, пористых основаниях.

Отличный результат можно получить только при строгом следовании технологии. Это даст нужный эффект, сэкономив значительную сумму средств.
Разновидности гальванических элементов
Самыми распространенными считают угольно-цинковые элементы. В них применяется пассивный угольный коллектор тока, контактирующий с анодом, в качестве которого выступает оксид марганца (4). Электролитом является хлорид аммония, применяемый в пастообразном виде.
Он не растекается, поэтому сам гальванический элемент называют сухим. Его особенностью является возможность «восстанавливаться» на протяжении работы, что позитивно отражается на продолжительности их эксплуатационного периода. Такие гальванические элементы имеют невысокую стоимость, но невысокую мощность. При понижении температуры они снижают свою эффективность, а при ее повышении происходит постепенное высыхание электролита.
Щелочные элементы предполагают использование раствора щелочи, поэтому имеют довольно много областей применения.
В литиевых элементах в качестве анода выступает активный металл, что позитивно отражается на сроке эксплуатации. Литий имеет отрицательный электродный потенциал, поэтому при небольших габаритах подобные элементы имеют максимальное номинальное напряжение. Среди недостатков подобных систем можно выделить высокую цену. Вскрытие литиевых источников тока является взрывоопасным.
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.










Суть процесса
Хромирование — технологический процесс металлизации изделий хромом. Благодаря ему улучшаются технические характеристики материала, укрепляются поверхностные слои.
Главные достоинства процедуры:
- Основание восстанавливается, становится более прочным. Повышается показатель износоустойчивости.
- Закрываются трещины, не превышающие по толщине 1 мм.
- Грязь, пыль хуже липнут к хромированной поверхности.
- Улучшаются декоративные качества обработанных деталей.
Изделие погружается в ванную с хромовой кислотой, через которую пропускается напряжение. Обрабатываемая заготовка выполняет роль катода. Пассивными анодами являются стенки емкости, дополнительные пластины, которые изготавливаются из сплава сурьмы с оловом.
Хромированный диск (Фото: Instagram / funchrome)
Методика хромирования металла своими руками
Тому, кто собирается освоить хромирование металла в бытовых условиях, в первую очередь необходимо четко усвоить, что этот химический процесс связан с применением особо токсичных веществ, опасных для здоровья и наносящих вред природной среде. Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды.
Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
ПОСМОТРЕТЬ Медные пластины на AliExpress →
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления.
О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности.
Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
ПОСМОТРЕТЬ Распылитель для хромирования на AliExpress →
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Основными компонентами всех электролитов для хромирования металлов являются хромовый ангидрид и серная кислота. В промышленных гальванических растворах применяют различные добавки, но для домашнего мастера на первое время достаточно этих двух. При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Идеи для бизнеса
Теперь вы можете рассмотреть некоторые варианты по применению спектрального метода хромирования.
- Транспортные средства (самолёты, автомобиль, яхты) – в данном случае можно выполнять хромирование дисков, вставок, отделочный материал для салона, эмблемы. Такой ход поможет предать любому транспортному средству эксклюзивный вид. Ко всему прочему можно использовать этот способ при реставрации антикварного авто.
- Мебель и помещение – декорирование предметов интерьера (светильники, рамы, дверные ручки и т.д.) при помощи данной технологии прекрасное решение. К тому же в этот список можно включить столовые приборы и золочение сантехнических элементов. Такой подход поможет вам воплотить смелые дизайнерские идеи, которым сегодня следуют многие клиенты. Серебряные и золотые элементы мебели: ножки кресел и стульев, уголки для шкафа и другие декоративные вставки позволят истинным ценителям эстетики насладиться в полной мере.
- Рекламная продукция и сувениры – сюда можно отнести большое количество продукции. Медали, кубки, и другие подарочные сувениры привлекут огромное число покупателей.
- Другие вариации – частные лица с удовольствием захотят выделиться из общей массы при помощи хромирования отдельных вещей личного пользования. Телефон, бижутерия, часы, музыкальный инструмент. Кроме того крупные компании с удовольствием добавят идеального блеска: стенды, вывески, логотипы, витрины, стенды.
Преимущества ведение представленного бизнеса налицо: простая технология в использовании, относительно не большие финансовые затраты и широкая область применения.
Каталитическое хромирование – организация бизнеса
Что потребуется для открытия своей фирмы по хромированию изделий:
- Рабочее помещение от 60 до 100 кв. м.
- Ванна для покраски, компрессор и вытяжка.
- Специализированное оборудование для нанесения веществ.
- Химические реагенты.
- Шкаф для сушки с регулятором температуры.
Приблизительные расходы:
- Специализированное оборудование для распыления хрома – от 15 тыс. долларов.
- Дешёвые советские аналоги – от 45 до 60 тыс. рублей.
- Импортные химические реагенты – 16 тыс. долларов за 35 килограмм (достаточно для обработки 300 кв. метров.)
Цены могут варьироваться в зависимости от вашего местоположения. Представленные цены рассчитаны на Московскую область. В целом предприниматели, которые берутся за данный бизнес, имеют стартовый капитал от 2,5 млн. рублей.










Расчёт рентабельности
- Средняя стоимость обработки 1кв. м., руб. – 3000
- Количество произведённых деталей из расчёта на 1 работка за 20 дней – 170 шт.
- Выручка за месяц – 510 000 руб.
- Затраты на аренду помещения – 30 000 руб.
- Оплата труда одного рабочего – 20 000 руб.
- Затраты на расходуемый материал – 15 000 руб.
- Затраты на рекламу – 10 000 руб.
Итого рентабельность за месяц при условии содержания помещения в 60 кв.м. и 1 рабочего составит 435 000 рублей.
Стоит отметить, что стоимость услуг так же является индивидуальной. К примеру, в Московской области обработка 1 кв.м. составлять от 6 000 рублей, в то время как на Урале отмечается цена в 4500 рублей. При условии правильного подхода привлечения клиентов бизнес уже в течение полугода сможет окупить себя сполна!
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде.
В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла.
Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.

Кроме того, в связи с постоянным убыванием хрома электролит необходимо периодически регенерировать, добавляя в него хромовый ангидрид и расходуемые в процессе хромирования реагенты.
Вид поверхности и механические свойства хромового покрытия напрямую зависят от компонентов электролитического раствора, степени его нагрева и плотности тока.
Требуемое оборудование
Гальваника (хромирование) в домашних условиях возможна при наличии следующего вида оборудования:
- блока питания: на выходе он должен показывать 1А и оснащаться регулятором напряжения; для небольших объемов работ достаточно выпрямителя тока; сечение проводки зависит от размера обрабатываемой детали (минимум 6,25 мм);
- проводов: плюсовой будет погружаться в электролит, минусовой, с держателем-«крокодильчиком», находиться на конце к обрабатываемой детали;
- анодов из сплавов олова, свинца или сурьмы;
- емкости подходящего размера из химически стойкого материала, не проводящего ток; идеальный вариант – пластиковая ванна; для хромирования небольшого размера деталей достаточно стеклянной банки;
- деревянного ящика с теплоизоляцией из стекло- или минеральной ваты, в который будет помещаться емкость; использовать в качестве утеплителя можно также обычный песок;
- герметичной крышки: изготовить ее можно из куска фанеры или деревянных досок;
- тэна, мощность которого достаточна для обогрева жидкости в выбранной емкости до температуры 60-80°С;
- контактного термометра или терморегулятора;
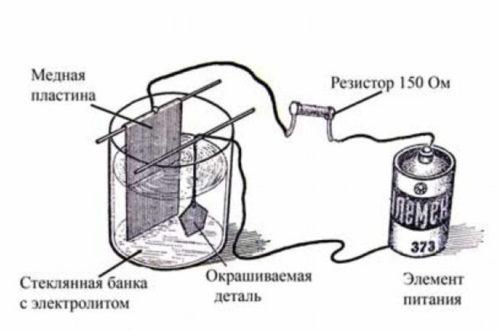
- полой формы для заливки электролита с краном или кистью на конце; для ее изготовления используется пучок медной проволоки, закрепленный и обвязанный свинцовым проводом.
Классификация
Покрытие хромом может проводиться несколькими способами:
- Гальванический. Бывает двух типов — диффузным, электролитическим. Первый вариант подразумевает нанесение хрома с помощью гальванической кисти. Электролитический тип подразумевает применение раствора хромового ангидрида, в который погружается обрабатываемая заготовка.
- Вакуумный. Заготовки помещаются в вакуумную камеру, в которую подаются пары хрома, которые оседают на металлические поверхности, создавая защитный слой.
- Химический. Технология не требует применения электрического тока. Смесь для обработки готовят из лимоннокислого натрия, фосфора, едкого натрия, уксусной ледяной кислоты.
- Каталитический способ. Его можно отнести к химической обработке. На поверхность деталей наносится рабочий состав, не содержащий кислот. Он состоит из серебра в щелочном растворе аммиака. Дополнительно применяется восстановитель — гидразин или формалин.
- Термохромирование. Изделия нагревают, покрывают рабочей смесью — хромом в порошке или феррохромом.
Какие компоненты образуют электролит и как его приготавливают?
Химическое хромирование в домашних условиях проводят только после того, как был приготовлен специальный раствор (электролит). В первую очередь придётся заняться поиском компонентов, поскольку аптечные сети не распространяют подобные реактивы. В аптеке лишь можно купить дистиллированную воду, хотя её можно заменить обычной, только с небольшим добавлением соли.
- Чтобы получить устойчивый концентрат, нужен оксид хрома. Именно ангидрид хрома (Cr O3), осаждаясь на поверхности детали, образует декоративный слой. На литр жидкости требуется, как минимум, 200 г порошка.
- В создании электролита немаловажная роль отводится концентрированной серной кислоте, которую можно купить на авторынке. Необходимо 2 г вещества на литр воды.
Алгоритм приготовления электролита:
- 1Дистиллированную или обычную воду нагревают до 55–60 градусов.
- Засыпают требуемое количество окиси хрома, тщательно размешивая. Доливают воду до нужного объёма и аккуратно вводят серную кислоту.
- Далее через раствор в течение трёх часов пропускается ток. Силу тока рассчитывают исходя из того, что на литр жидкости должна приходиться мощность порядка шести ампер. Перед этим оценивают располагаемый источник тока и уточняют объем жидкости. Если мощность подобрана правильно, то электролит окрасится в коричневый цвет.
- Полученную жидкость оставляют отстаиваться на сутки.
Для дальнейшей работы также понадобится соляная кислота, какой-нибудь растворитель и свинцовый лист.
Совместимость металлов
Контактная коррозия случается при взаимодействии 2 разнородных металлов. Так, запрещено соединять листы алюминия с помощью медной заклепки, поскольку это приведет к образованию сильной гальванической пары.
Различные металлы различаются электродными потенциалами. При контакте с электролитом один становится катодом, а другой анодом. В ходе химической реакции начинается коррозия, при которой медь (катод) беспощадно уничтожает алюминий (анод).
Практически все разнородные материалы, контактирующие друг с другом, не защищены от образования ржавчины, т.к. даже частицы влаги, содержащиеся в воздухе, могут превратиться в электролит и запустить электродный потенциал.
Ознакомиться с совместимостью гальванических пар можно с помощью таблицы:
| Алюминий | Латунь | Бронза | Медь | Оцинкованная сталь | Железо | |
| Алюминий | Д | Н | Н | Н | Д | О |
| Медь | Н | О | О | Д | О | Н |
| Свинец | О | О | О | О | Д | Д |
| Цинк | Д | Н | Н | Н | Д | Н |
Д — допустимые контакты (минимальный риск ГК). О — ограниченно допустимые контакты (средний риск ГК).
Н — недопустимые контакты (повышенная вероятность ГК).
Общие положения
Технология процесса довольно проста, ее элементарно можно воссоздать в домашних условиях. Хромирование – нанесение поверхностного или диффузионного слоя на изделие из стали либо пластика.










Нанести слой можно несколькими принципиально разными методами:
- гальваническая ванна;
- гальваническая кисть;
- газопламенное напыление;
- ионно-плазменные технологии.
Последние два метода являются очень энергоемкими и требуют дорогостоящего оборудования. Не подходят для обработки деталей в домашних условиях. Хромирование, полученное с использованием газопламенного напыления, гораздо более качественное. Но наилучший результат дает ионно-плазменная обработка в тлеющем разряде вакуумной камеры, так как в этом случае атомы проникают вглубь изделия, и слой имеет очень хорошие адгезионные свойства.
Последовательность проведения гальванизации
 Как и любое другое окрашивание, хромирование следует начинать с подготовки поверхности детали. Изделие нужно очистить от загрязнений и пыли. С предметов должны быть убраны все лишние элементы. Так, с автомобильного диска предварительно должна быть снята резиновая шина. После проводят шлифовку и обезжиривание изделия. Только после подготовительного этапа можно начинать процедуру хромирования деталей в домашних условиях в соответствии с выбранным способом.
Как и любое другое окрашивание, хромирование следует начинать с подготовки поверхности детали. Изделие нужно очистить от загрязнений и пыли. С предметов должны быть убраны все лишние элементы. Так, с автомобильного диска предварительно должна быть снята резиновая шина. После проводят шлифовку и обезжиривание изделия. Только после подготовительного этапа можно начинать процедуру хромирования деталей в домашних условиях в соответствии с выбранным способом.
Гальванизация в ванной
Если выбор пал на такую методику напыления хрома своими руками, то технологический процесс будет состоять из следующих шагов:
- К обрабатываемой детали присоединяется катод, после чего она опускается в ёмкость с электролитным раствором.
- Дожидаются момента, когда температура хромируемой детали и температура раствора будут аналогичными, затем подают ток.
- Декорируемая деталь должна находиться в ванной около 15 минут (время нахождения в электролитном растворе зависит от размера предмета и особенностей его поверхности).
- Достают изделие и просушивают в течение трёх часов.
Хромирование с использованием гальванической кисти
Чтобы покрыть металлическое изделие хромом можно использовать такой инструмент, как гальваническая кисть. Хромирование пластика в домашних условиях также допускает применение этого приспособления. Сделать гальваническую кисть можно самому:
- Берут нужную щетину и обматывают её свинцовыми проводами.
- Далее такая щетина помещается в подходящую цилиндрическую ёмкость (лучше, чтобы она была из органического стекла).
- Выпрямителем тока будет служить трансформатор из китайского радиоприбора. Его соединяют по следующей схеме: минусовая клемма идёт на свинцовую щетину, а плюсовая — на источник питания.
Способ хромирования гальванической щёткой простой, но требует выдержки:
- Присоединяют декорируемое изделие и гальваническую кисть, которая заправлена электролитом, к трансформатору.
- Медленными движениями проходят кистью по обрабатываемой поверхности детали. Движения не должны быть резкими, а слой должен наноситься равномерно.
- Завершив хромирование, деталь промывают и просушивают.
При таком способе покрытия хромом предмет будет сохнуть куда быстрее, чем при гальванизации в ванной. Нельзя забывать, что во время технологической операции недопустимо прикосновение к декорируемому предмету. Если на невысохшую поверхность попала пыль или грязь, то её убирают компрессором.
Необходимое оборудование
Инструменты и оборудование:
- Источник постоянного тока с возможностью регулировки выходного напряжения. Обработку деталей малого размера допустимо проводить при использовании зарядного устройства для мобильных телефонов.
- Гальваническая ванна. Должна изготавливаться из термоустойчивого пластика или стекла. Главное условие — устойчивость к высоким температурам.
- Термометр — необходим для контроля температуры при проведении рабочего процесса.
- Нагревательный элемент. Лучший вариант — тэн из керамики. Нагреватель должен выдерживать длительное воздействие кислот.
Для обработки нужно устанавливать не менее двух гальванических ванн, чтобы постоянно не менять реактивы в одной емкости.
Гальваническая ванна (Фото: Instagram / galvaprom)