
Контакты микросхемы
Изготовляется в универсальном транзисторном корпусе, позволяющем размещать его на плате или теплоотводе. Наиболее распространённая модель LM317 встречается в корпусе TO-220 с буквой «Т» в конце маркировки. Буква «t» обозначает тип корпуса.

Цоколевка стабилизатора LM317 производится по трем контактам. Если смотреть на устройство спереди, то первый контакт слева (Adj) — это регулируемый вывод, средний (Vout) – выход и последний справа (Vin) — вход.
- Vin — это вывод, на него подается входное напряжение, которое нужно регулировать. Например, на него может подаваться 12 В, которое устройство будет понижать до 10 В на Vout.
- Vout — это вывод, на который выводится напряжение. Поверхность радиатора соединена с этим выводом микросхемы.
- Регулируемый (Adj) — это вывод, который позволяет регулировать выходное напряжение через подстрочный резистор.
Встречается в различных видов корпусов.

Номера контактов разных типов корпусов микросхемы.

Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Установка дросселя для регулировки тока
Схема сварочного аппарата.
Вместо резисторных элементов, которые могут перегреваться в процессе работы, в цепочку начальной обмотки можно смонтировать реактивное сопротивление – дроссель. Данная схема может использоваться исключительно в том случае, если нет других приспособлений для снижения мощности. Включение подобного сопротивления в цепочку высокого напряжения сильно снизит напряжение холостого хода трансформаторной конструкции. Падение напряжения происходит у регулирующих устройств со сравнительно большим током холостого хода – 2-4 А. В случае небольшого использования тока падения напряжения происходить не будет. Дроссель, который включен в начальную обмотку трансформаторного устройства, приведет к незначительному ухудшению параметров сварки трансформаторной конструкции, однако его все равно можно будет использовать. В данном случае все будет зависеть от свойств используемого трансформаторного устройства. На некоторых устройствах сварки встраивание дросселя в основную цепочку трансформаторной конструкции сказываться не будет.
В качестве дросселя устройства, для того чтобы регулировать ток, можно применить повторную обмотку имеющейся трансформаторной конструкции, которая рассчитывается на выход порядка 40 В. Мощность приспособления должна составлять приблизительно 250-300 Вт. В таком случае ничего изменять не нужно будет. Однако рекомендуется изготовить дроссель самостоятельно. Для этого нужно намотать шнур на каркас от трансформаторной конструкции мощностью 250-300 Вт. Через каждые 50-60 витков нужно делать отводы, которые подключаются к основному переключателю. Для изготовления дросселя подойдет элемент от телевизора.
Как сделать дроссель своими руками?
Дроссель может заменить резисторные элементы.
Дроссель можно изготовить самому и на прямом сердечнике. Это актуально в случае, если имеется прямая катушка с большим количеством витков подходящего шнура. Внутрь катушки надо будет просунуть пакет прямых пластинок из железа от трансформатора. Нужное реактивное сопротивление можно выставить путем подбора толщины пакета. Ориентироваться нужно по сварке трансформаторного устройства.
Пример конструкции: дроссель, который сделан из катушки с 400 витками шнура диаметром 1,4 мм, набивается пакетом железа с сечением 4,5 см². Длина провода равняется длине катушки. В таком случае ток трансформаторного устройства 120 А можно будет уменьшить на 50%. Подобный дроссель может быть изготовлен с регулируемым сопротивлением. Для этого нужно будет изменить глубину вхождения стержня сердечника в катушку. Без данного элемента катушка имеет небольшое сопротивление, однако в случае полного введения в нее стержня сопротивление будет максимальным. Дроссель, который намотан подходящим шнуром, практически не будет нагреваться, но сердечник будет сильно вибрировать. Этот момент нужно учитывать в процессе стяжки и закрепления набора железных пластинок.
Если аккуратно снять корпус со сварочного аппарата, можно увидеть его основные детали.
Для самодельных устройств в процессе намотки обмоток нужно делать отводы и изменять количество витков. Так можно будет контролировать ток. Однако использовать данный метод можно исключительно для подстройки тока, регулировать его в широком диапазоне не получится. Для уменьшения тока в 2-3 раза понадобится сильно увеличить число витков начальной обмотки. В результате произойдет снижение напряжения во второстепенной цепочке. Можно нарастить витки катушек, но это приведет к увеличению расхода шнура, размеров и веса трансформаторной конструкции.
Шнур нужно укладывать кольцами. Однако не следует увлекаться, так как шнур будет сильно греться.
Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.
Читать также: Обжим витой пары для интернета
Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.
Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Балластный реостат РБ-302
Используется для ступенчатого управления силой сварочного тока в операциях ручной и полуавтоматической сварки или наплавки покрытий при помощи металлических электродов. Работает совместно с генераторами и многопостовыми сварочными выпрямителями. Рассчитан на поддерживание напряжения на дуге в пределах 27…30 В, предельное напряжение не может превышать 70 А при критическом падении на зажимах – 30 А. Охлаждение – воздушное, рекомендуемое значение ПВ — продолжительности включения составляет 60…65 % (если продолжительность сварочного цикла превышает 10 мин, то значение ПВ необходимо уменьшать).
Реостат РБ-302 может работать от сети напряжением 220 и 380 В, и с любым основным источником сварочного тока, кроме сварочных трансформаторов ТСД-300 и сварочных выпрямителей ВС-400 и ВС-600. В этих случаях необходимо подключать два балластных реостата, которые соединяются параллельно. Сила тока при этом увеличится вдвое.
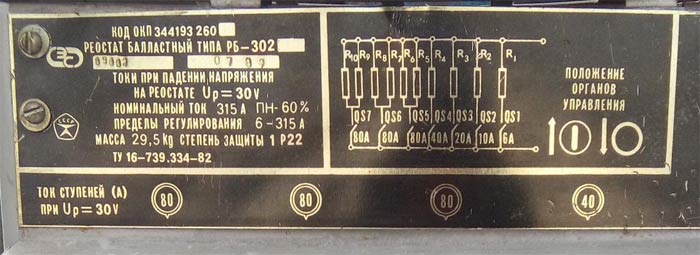
Балластный реостат модели РБ-302 имеет два рабочих диапазона сварочных токов: 5 А и 10 А, при этом наименьшее значение разности токов в различных ступенях составляет 10 А. Число ступеней регулировки – 6, их включение и выключение производится при помощи контактных ножей. Плата веток регулирования собрана на фехралевых жаропрочных проволоках диаметром 2,2 мм, для электроизоляции используются профилированные керамические пластины.
Периодический контроль за работой балластного реостата РБ-302 производится путём измерения фактического сопротивления изоляции относительно заземлённого корпуса агрегата: соответствующее значение должно быть не меньше 500 кОм.
Разновидностью указанной модели является балластный реостат типа РБ-302У2, который снабжён дополнительной изолирующей крышкой и улучшенной электроизоляцией. Это позволяет использовать аппарат вне помещений, и вести безопасную сварку в условиях повышенной влажности окружающего воздуха, либо при активном ультрафиолетовом излучении.
READ Как подключить провод к счетчику с пробками

Оборудование для сварки плавящимся электродом
Основу оборудования для сварки плавящимся электродом составляют источники сварочного тока для механизированной сварки и полуавтоматы для сварки в защитных газах и под флюсом.
При выбранном способе дуговой сварки тип оборудования определяют по основному параметру – силе сварочного тока, которую рассчитывают в зависимости от производительности сварки или наплавки и площади сечения шва. Для определения типа оборудования и правильной его эксплуатации, наряду с главными требованиями – качеством сварного соединения и производительностью, следует учитывать ряд критериев, связанных с технологическими и эксплуатационными характеристиками оборудования. К ним относятся:
- условия, связанные с конструкцией свариваемого изделия: протяженность и пространственное расположение швов, удобство подхода ко шву и доступность соединения для автомата, точность подготовки соединения под сварку, число изделий в партии и связанная с этим периодичность переналадки оборудования;
- условия производства: цеховые и монтажные условия, необходимость энерго-, газо- и водоснабжения, возможность отвода аэрозолей от места сварки, требования по очистке от брызг.
Полуавтоматы для сварки плавящимся электродом в защитных газах используют в цеховых условиях при производстве разнообразных изделий. Сварку выполняют в различных пространственных положениях. Применение полуавтоматов взамен ручной сварки штучными электродами повышает производительность в 1,5–3 раза.
Весь диапазон толщин свариваемых металлов, начиная от 0,8 мм до нескольких десятков, может быть сварен на одном и том же полуавтомате с применением различных защитных газов, диаметров проволок и видов процесса.
Полуавтоматы для сварки под флюсом применяют при производстве сварных конструкций, имеющих большую толщину металла. Полуавтоматы рассчитаны на сварку стыковых и угловых швов в нижнем положении металлов толщиной 5–80 мм.
В структуре условного обозначения полуавтоматов и автоматов буквы указывают вид изделия и способ защиты дуги (Ф – флюс, Г – газ, И – инертный газ, О – открытой дугой). Цифры обозначают номинальный сварочный ток и номер модификации. Далее указывается вид климатического исполнения и размещения, напряжение питающей сети.
Условное обозначение полуавтомата для дуговой сварки в защитных газах на номинальный ток 500 А с номером модификации 16, климатического исполнения У, категории размещения 3, на напряжение питающей сети 380 В: полуавтомат ПДГ-516 У3, 380 В.
Изменение количества витков
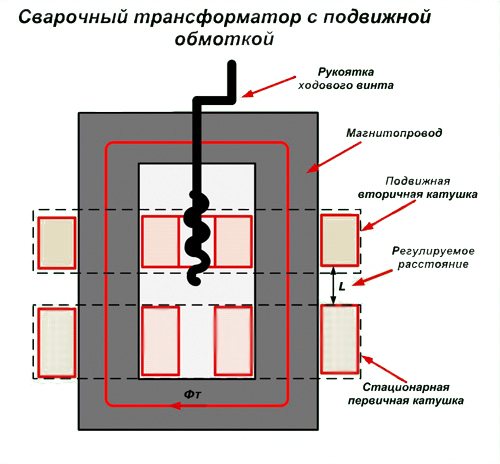
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Перед началом работы
Когда ПА подготовлен к работе согласно инструкции, нелишне потратить время на уточнение режимов настройки. В помощь предлагаем таблицу в качестве ориентира. Составление аналога с индивидуальными свойствами ПА поможет в определении лучших режимов и уточнении возможности техники.
Собственная таблица сварочного тока для полуавтомата имеет тенденцию к разрастанию с новым материалом, условий сварки. Уточнение на бумаге для памяти положения переключателя не повредит.
Выбирается рекомендуемое напряжение. Манипулированием с силой тока и скоростью подачи присадки подбираем оптимум при уменьшении тока и максимуме подачи. Затем при росте ампеража. Вольтаж меняется через 0,5 А. Подробная таблица станет личной инструкцией скоростной настройки.
Ориентировочная таблица: сварочный ток (скорость подачи проволоки), взаимозависимость компонентов процесса:
Влияние величины напряжения на качество шва
Выпуклый шов с достаточным проплавом без пористости, наплывов и подрезов выйдет только при сбалансированности основного компонента – напряжения с сопутствующими.
Низкие настройки дают зауженный высокий шов с малым проникновением вглубь. Высокие – уплощённый с расползанием и глубоким кратером ванны. Завышение напряжения негативно влияет на формирование шва: не удаётся создать валик достаточного объёма при глубине расплава на грани прожига.
На фото сверху:
- теплотворность напряжения оптимальна;
- недостаточна;
- избыточна.
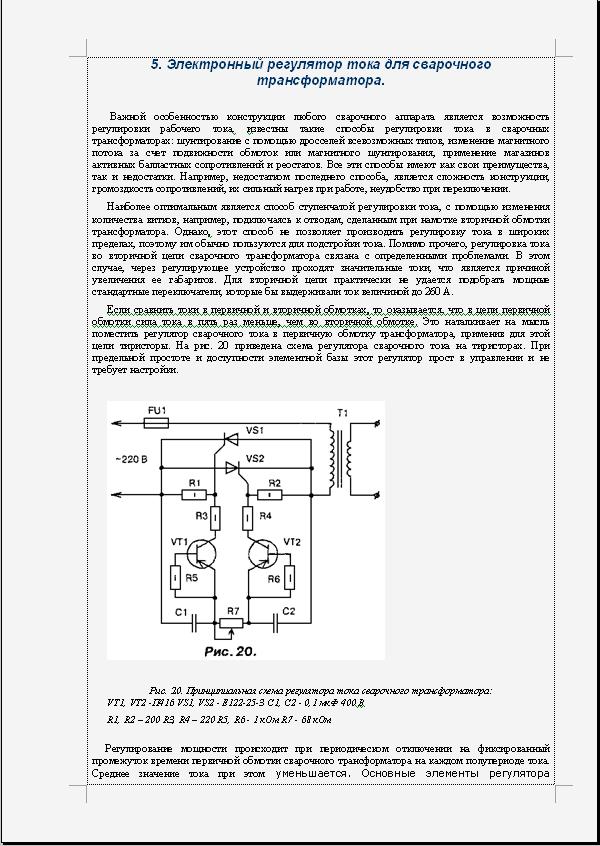
Схема регулятора с динисторами и транзисторами
Монтируется регулятор тока для сварочного аппарата не только на транзисторах, предназначенных для получения лавинного напряжения, но и с использованием динисторов.
Данный элемент нужно подключить анодами к выводам сопротивления, а катодами он должен быть присоединен к другим двум резисторам. Используются для регуляторов сварочных приборов транзисторы моделей П416, ГТ308, но есть еще возможность для подключения маломощных транзисторов с похожими характеристиками.
Резисторы переменного типа могут быть использованы СП-2, а в качестве постоянных элементов применяются МБМ. При этом нужно подбирать такое сопротивление, которое будет обладать подходящим рабочим напряжением.

Чтобы качественно собрать регулирующее устройство для сварочного аппарата, нужно воспользоваться текстолитовым основанием, имеющим толщину 1,5 – 2 миллиметра, тогда процесс монтажа получится более удобным.
Если при сборке регулирующего устройства соблюдались все правила, и детали были подобраны по оптимальным параметрам, то регулятор не обязательно настраивать.
Но перед тем как эксплуатировать приспособление в полном объеме, нужно проконтролировать работу транзисторов, включенных в схему, потому что они могут не выдержать лавинного режима.
Благодаря стабильной работе устройства сварочные аппараты смогут нормально работать с разными свариваемыми материалами и конструкциями.
Еще по этой теме на нашем сайте:
- Как делать правильный вертикальный шов при сварных работах Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики…
- Сварочные работы видео уроки — смотрим уроки сварки инвертором для начинающих сварщиков Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что…
- Делать сварочный стол своими руками или купить – что лучше? Эффективность обучения сварочному мастерству и качество выполненных работ зависит от удобства и комфорта на рабочем месте. Наиболее подходящий вариант для обустройства мастерской является гараж. Чтобы…
- Правила и нормативы проведения сварочных работ Если сварщиком не соблюдаются правила проведения сварочных работ, есть опасность получения ненадежной конструкции, которая способна разрушиться под воздействием внешних факторов. К нормативам необходимо относиться со…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
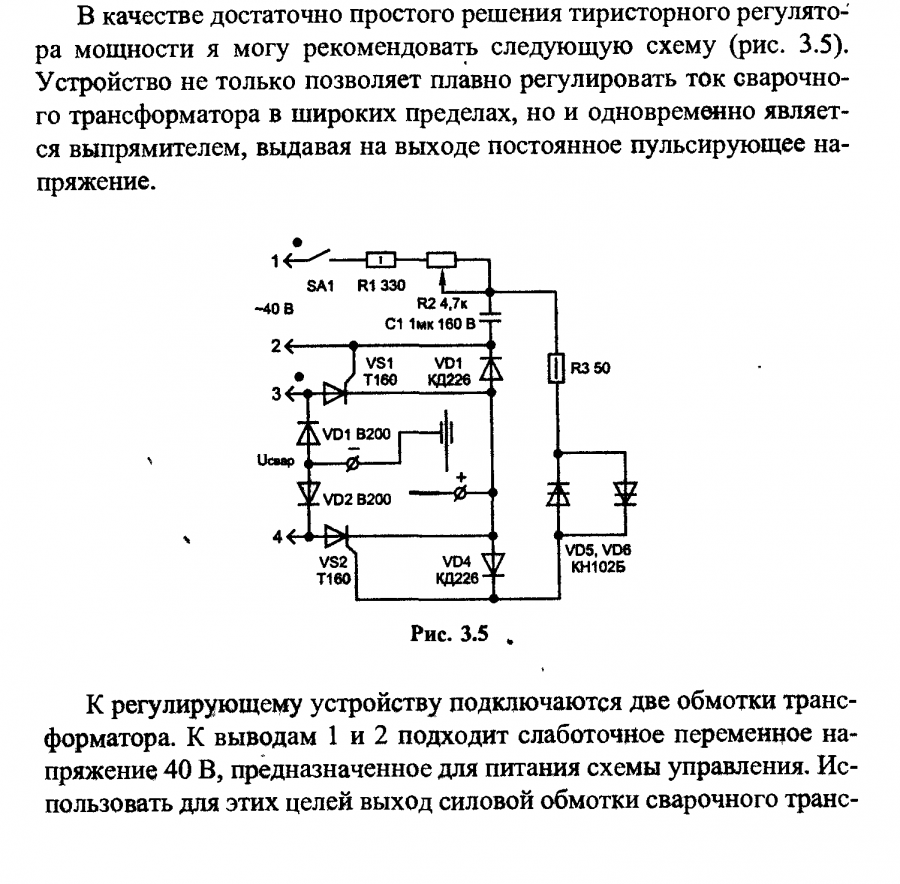
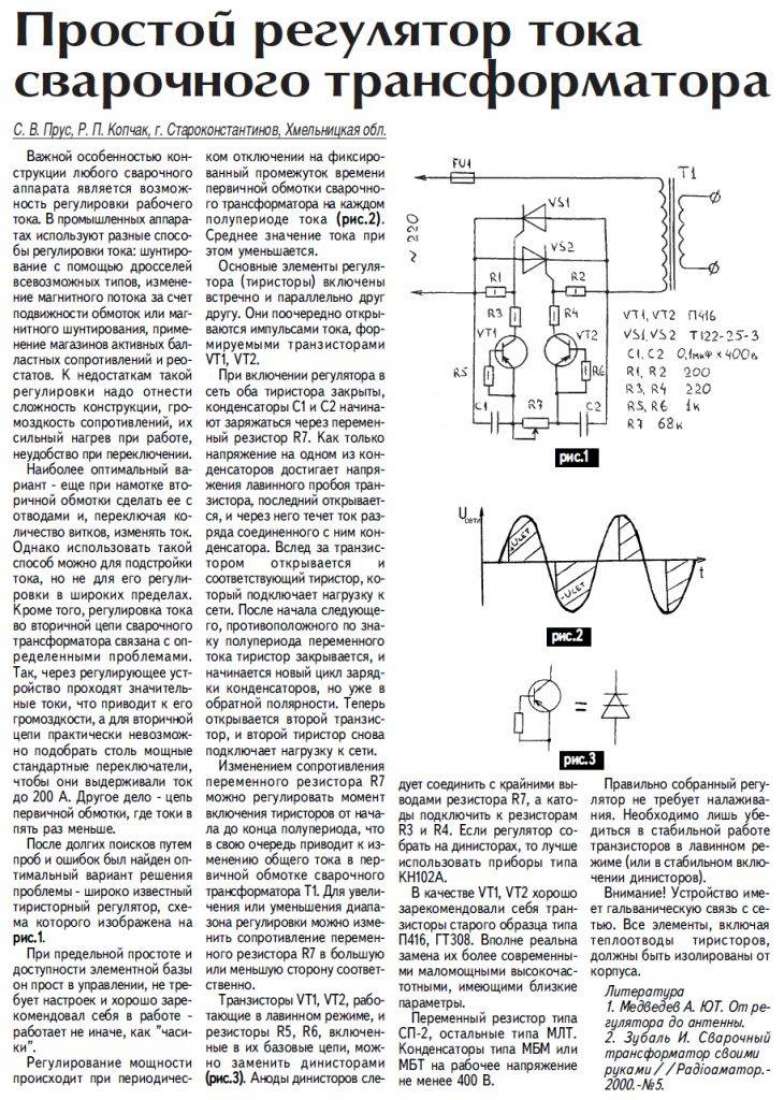
Простой регулятор тока сварочного трансформатора
Из всех схем, предназначенных для регулирования тока, тиристорные схемы, являются самыми простыми и надежными.
Прочитав эту статью, Вы будете иметь достаточно знаний о том для чего и как применять, какой выбрать, а также как сделать тиристорный регулятор мощности своими руками.
Области применения тиристорных регуляторов
Главное достоинство тиристорных регуляторов, возможность с их помощью, плавно регулировать мощность электроприборов практически любого назначения (за исключением индуктивной нагрузки, об этом ниже).
Например, люстру превратить в ночник. Причём это будет также просто, как убрать громкость в радиоприемнике. Таким же образом можно уменьшить мощность электроплиты или электрокамина. И самое главное не ступенчато, как предусмотрено в большинстве конструкций, а плавно.

Что нужно знать о принципе работы тиристора неспециалисту
Главным элементом в схемах тиристорного регулятора является тиристор, поэтому не только специалист, но и любой человек, должен иметь представление, что это такое и как этот тиристор работает.
Тиристор — полупроводниковый прибор, с тремя или более p-n переходами. Он может быть “открыт” и пропускать через себя ток, а может быть “закрыт” и практически ничего не пропускать через себя.
Он также, как и диод пропускает ток в одном направлении, но для того, чтобы он начал его пропускать нужно подать на управляющий электрод напряжение. Если через диод проходит ток в течении одного полупериода, то через тиристор ток будет проходить только пока на его управляющий электрод подано напряжение. Разумеется в рамках этого полупериода.
Изменяя время подачи управляющего напряжения на тиристор, можно изменять режим работы всего полупериода, то есть задействовать его целиком или частично. При этом на выходе регулятора будет меняться действующее напряжение, следовательно, и мощность подключенного к нему электроприбора.
Обязательно нужно знать, что тиристорные регуляторы нельзя применять с индуктивной нагрузкой! Такая нагрузка на старте потребляет большой ток, который постепенно снижается. (Примеры: асинхронные двигатели, электромагниты, дроссели, выпрямители). Нельзя к нему также подключать бытовые приборы, имеющие электронное управление.
Тиристорные регуляторы нельзя применять для регулировки оборотов асинхронных электродвигателей. Однако с успехом регулировать обороты в коллекторных электродвигателях (электродрели, болгарки, пылесосы). Тут нужно оговориться, т.к. регулировать обороты можно. Но на малых обаротах, мощность двигателя будет так же низкой и с большой нагрузкой он уже не будет справляться.
Простейшая схема тиристорного регулятора мощности
Он предназначен для регулирования нагрева жала паяльника. Кому довелось запаять, хотя бы одну кастрюлю знает, что совершенно невозможно работать перегретым паяльником, как неудобно его выключать, чтобы он остыл, а потом ждать пока нагреется.
Регулятор на тиристорах будет поддерживать оптимальную температуру жала, которая будет выставлена экспериментальным путем. Он обеспечивает пределы регулировки от 110 вольт до 220, что для паяльника вполне приемлемо.
Самая простая схема тиристорного регулятора мощности для изготовления своими руками представлена ниже:
Если начать вращать резистор R2, на управляющий электрод тиристора, начнёт поступать открывающее, его напряжение, через тиристор на нагрузку начнёт поступать напряжение другого полупериода, напряжение на нагрузке будет увеличиваться.
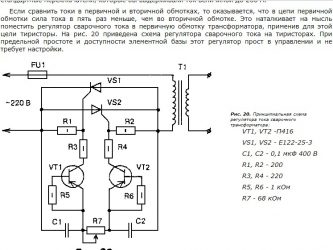
Полупроводники в схеме регулировки тока
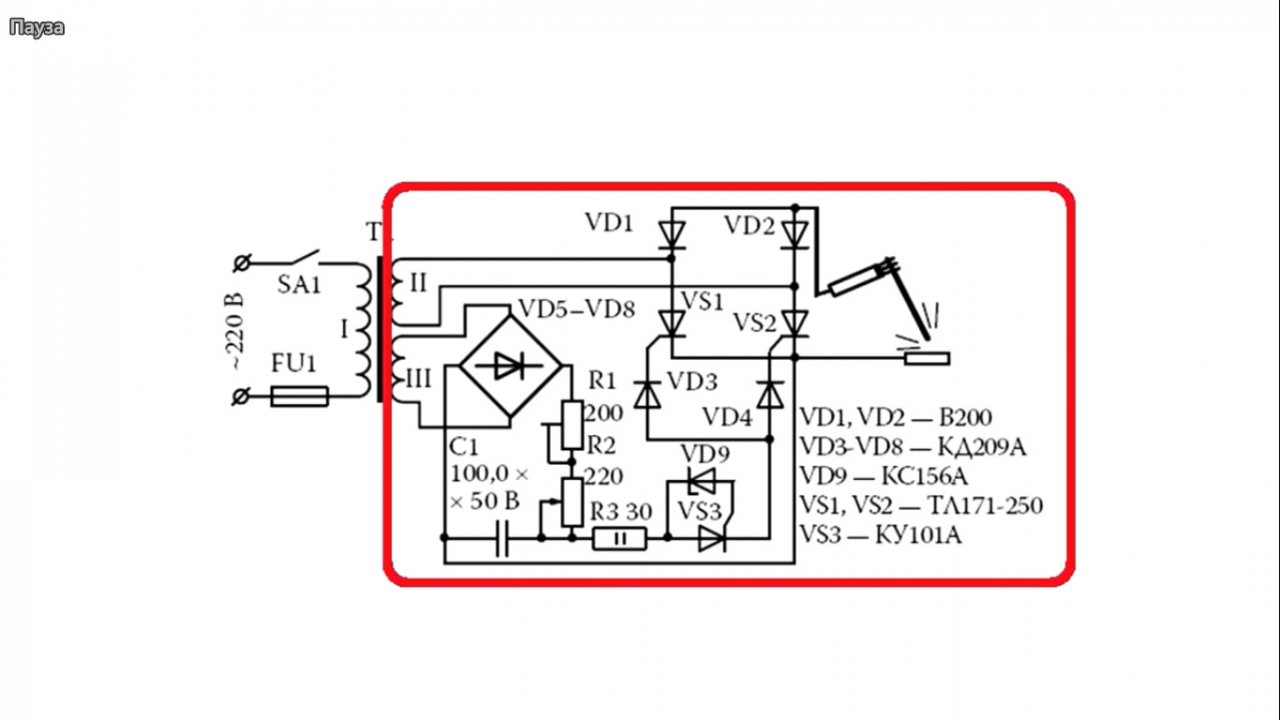
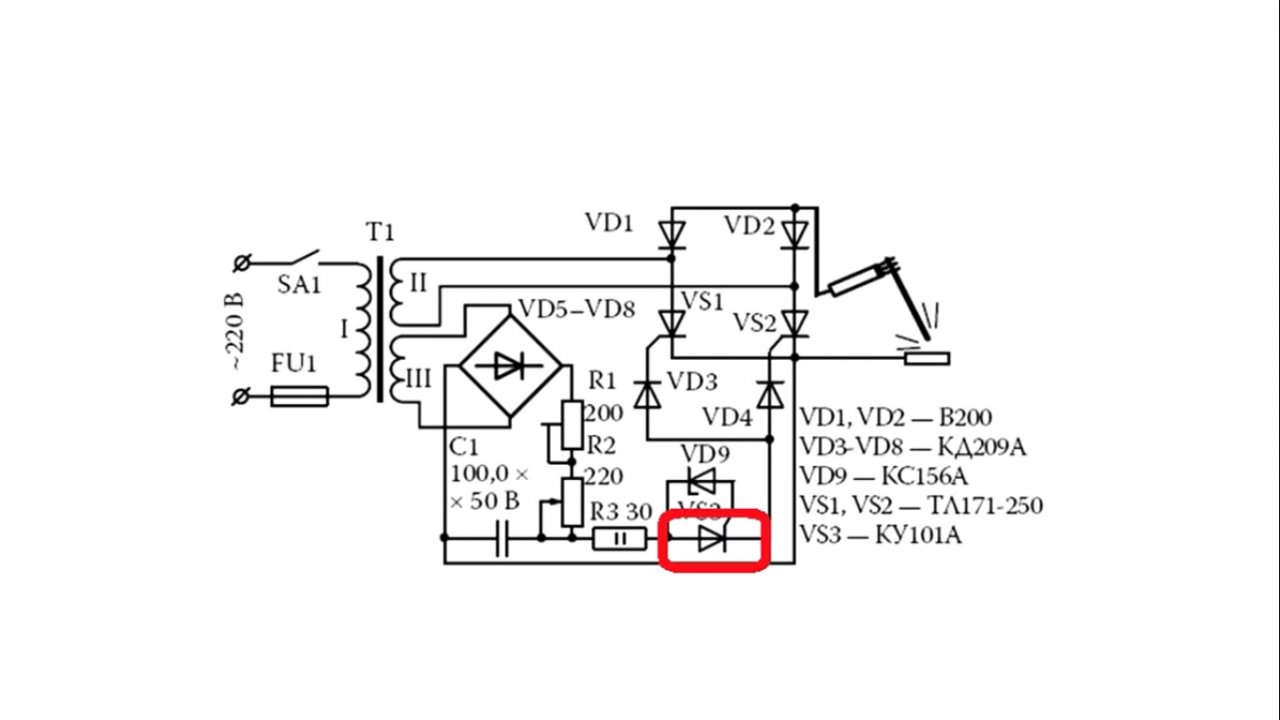
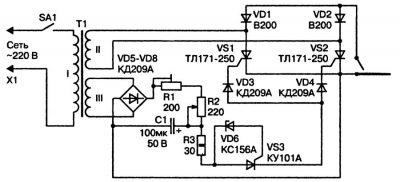
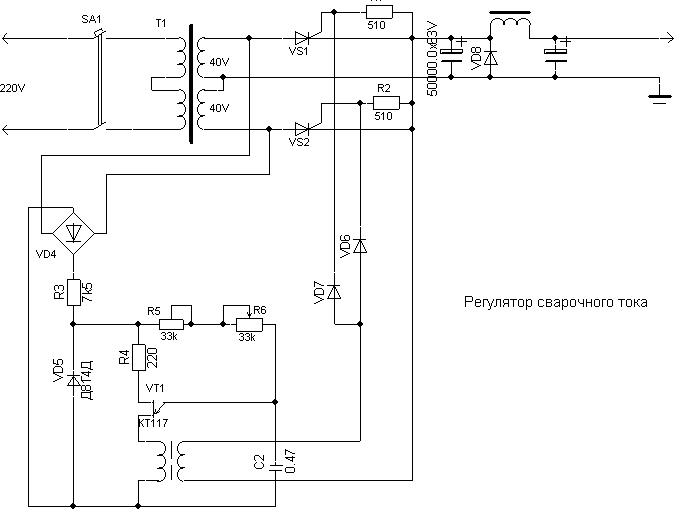
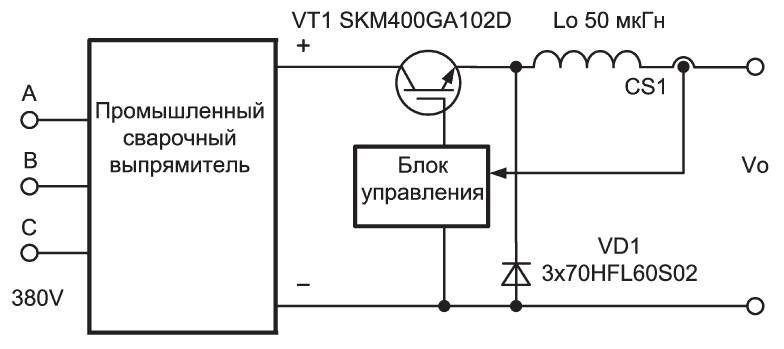
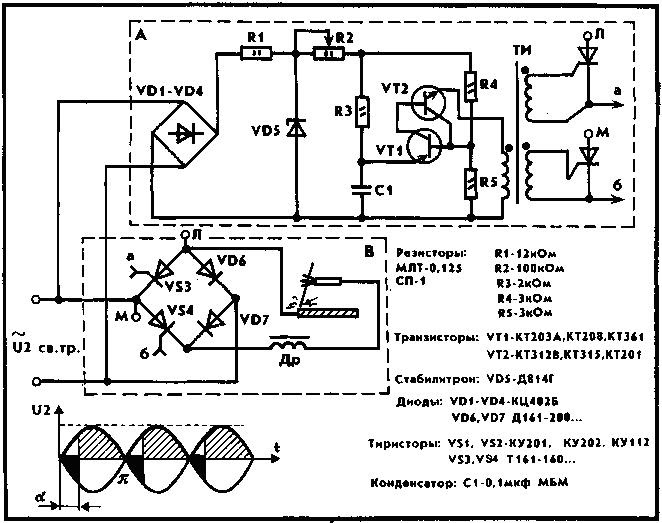
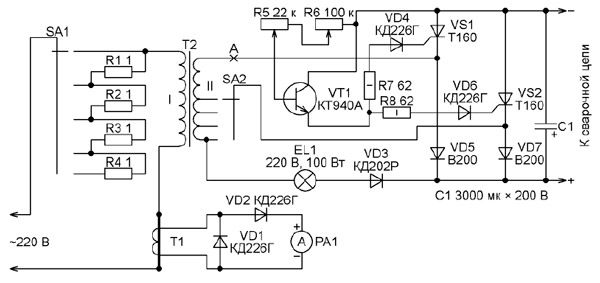
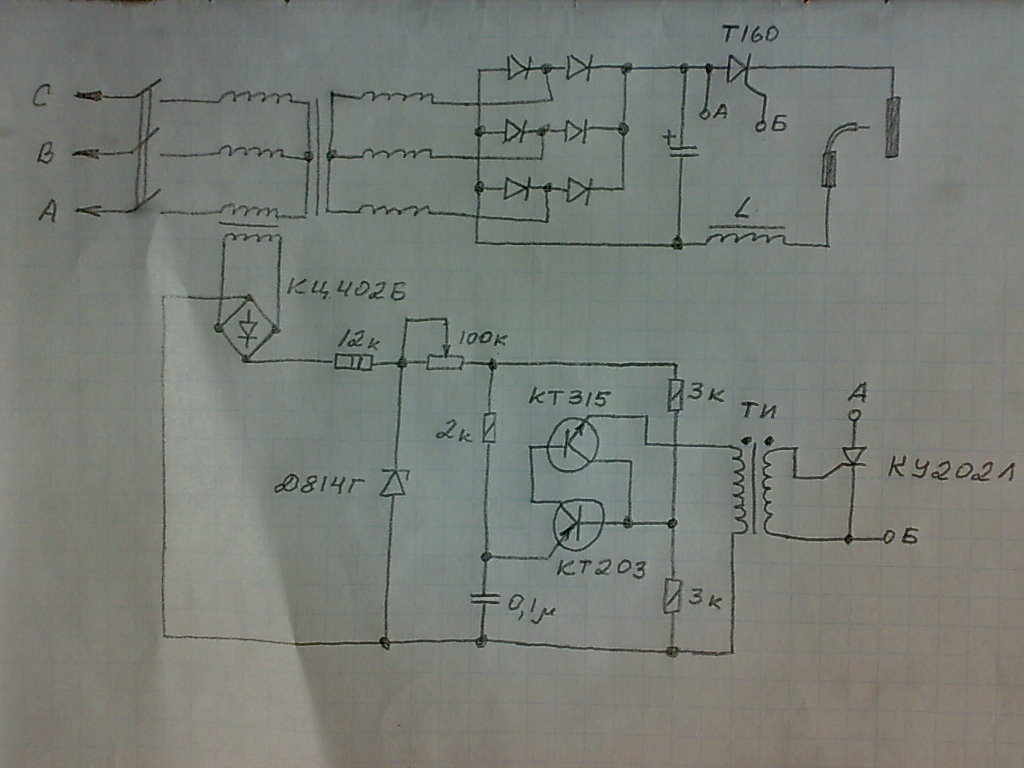
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты
Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15 о С).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
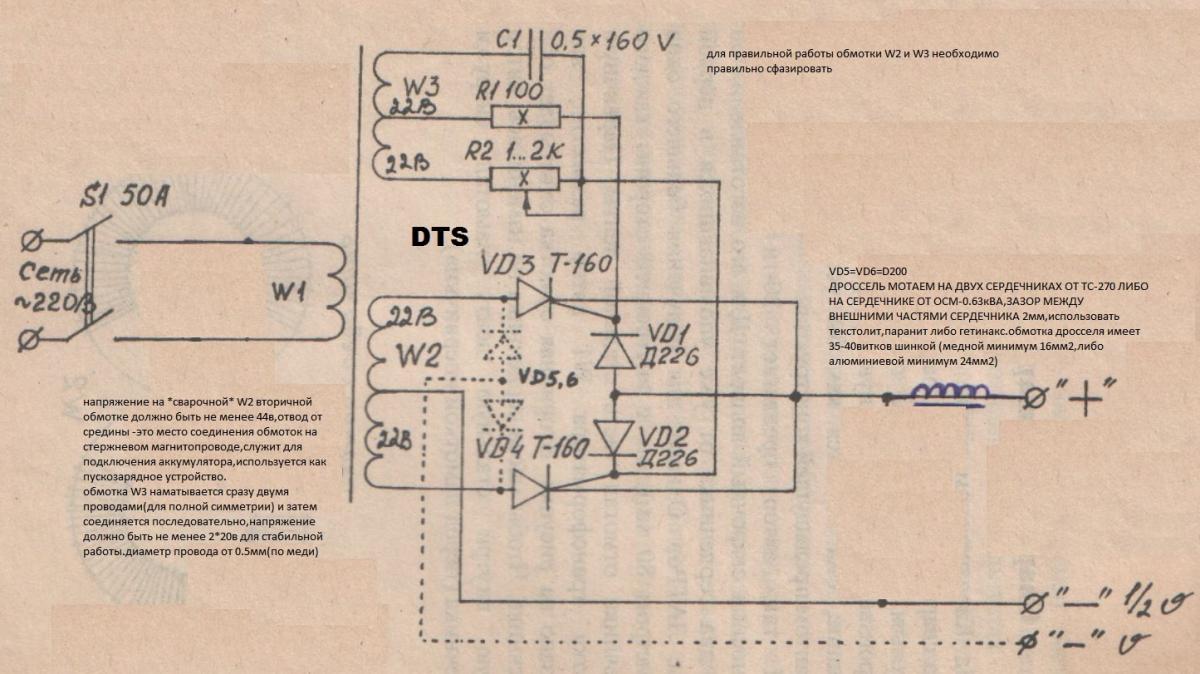
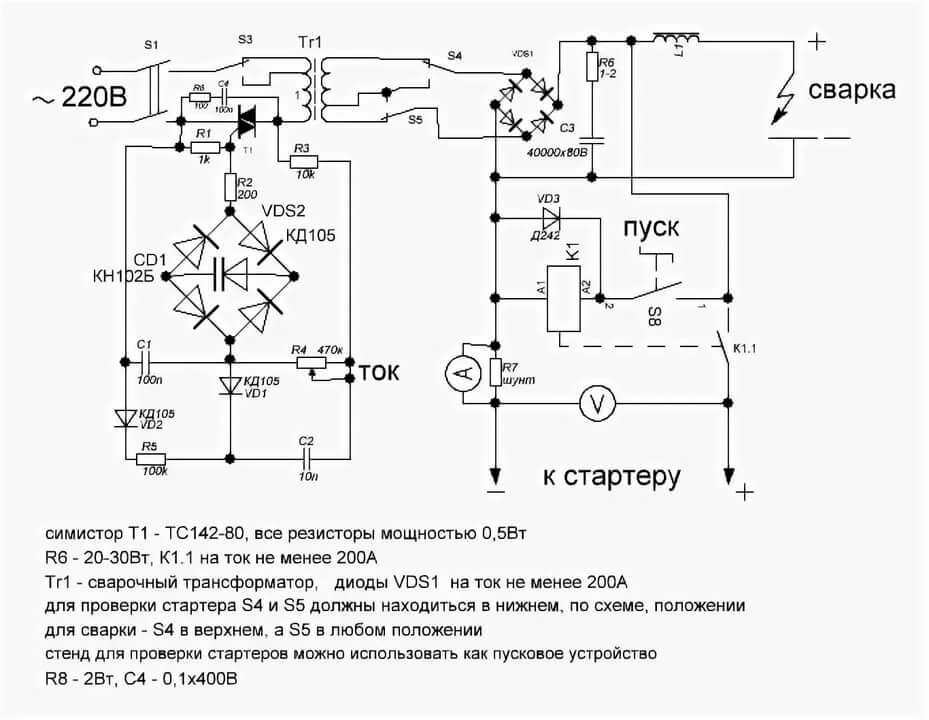
СВАРОЧНЫЙ АППАРАТ
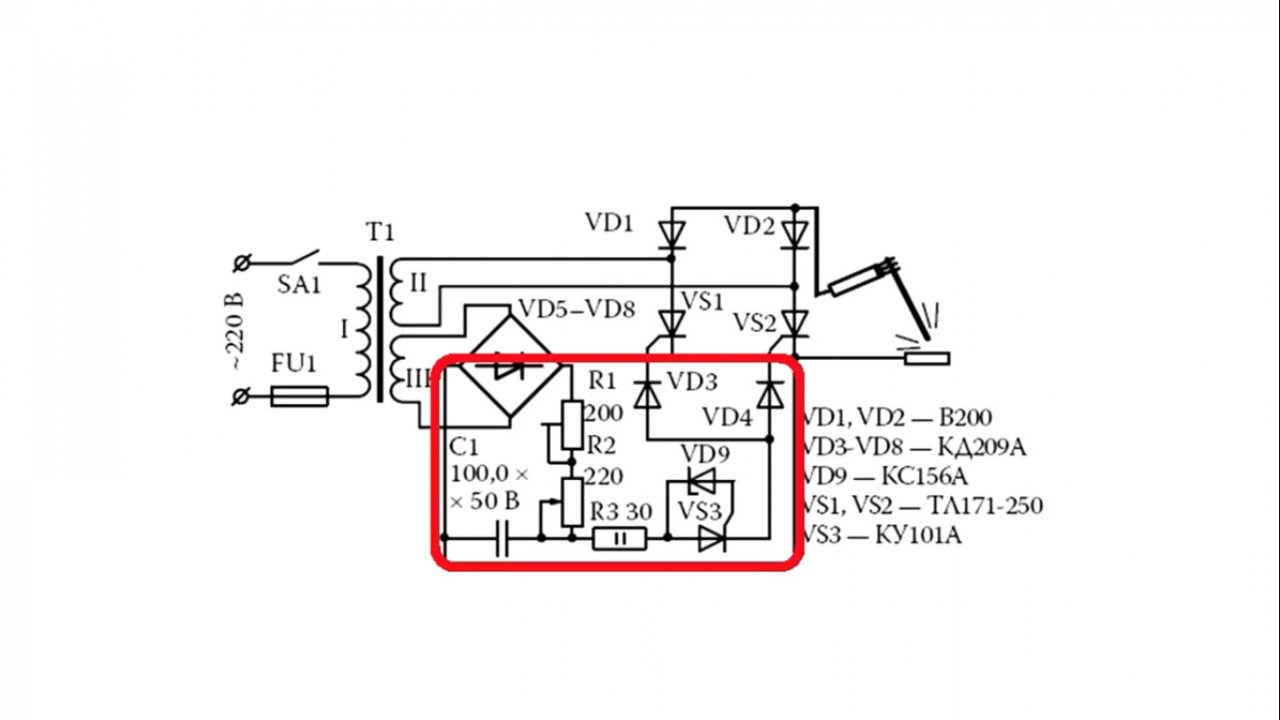
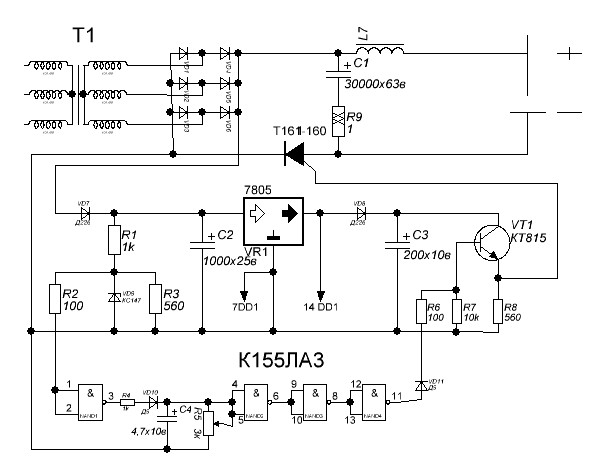
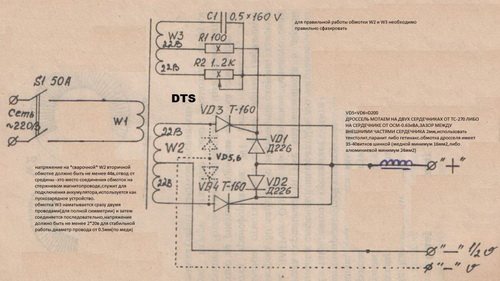
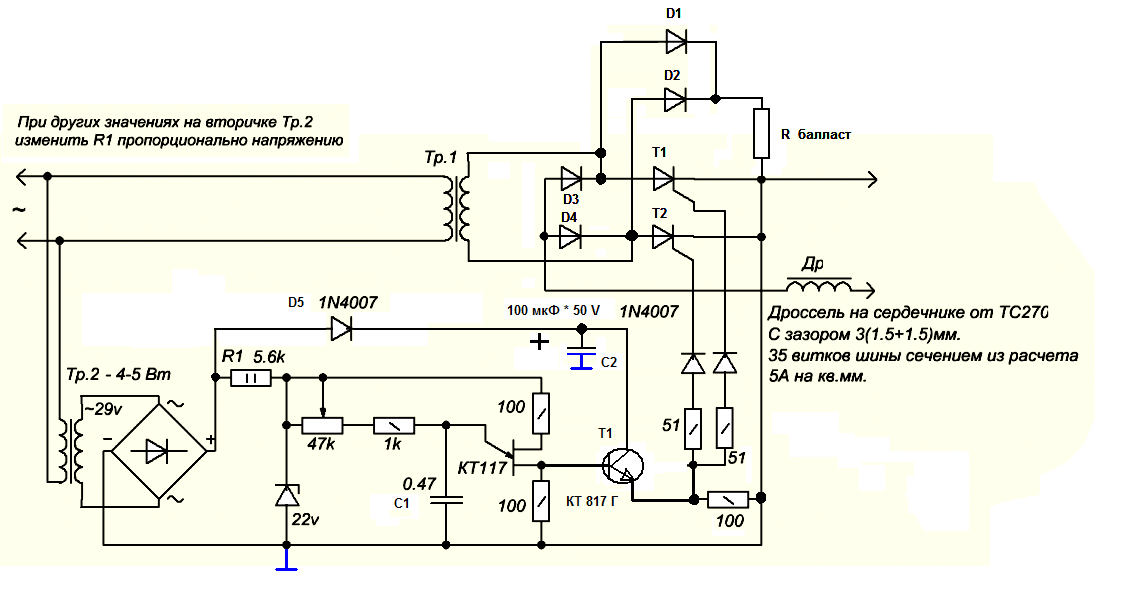
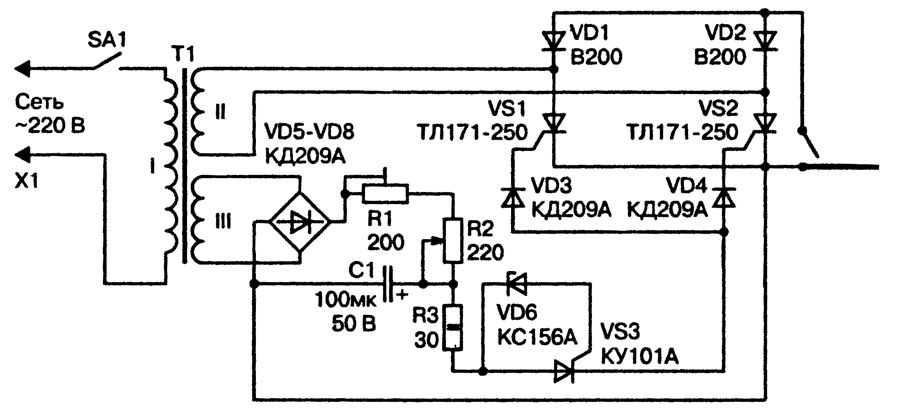
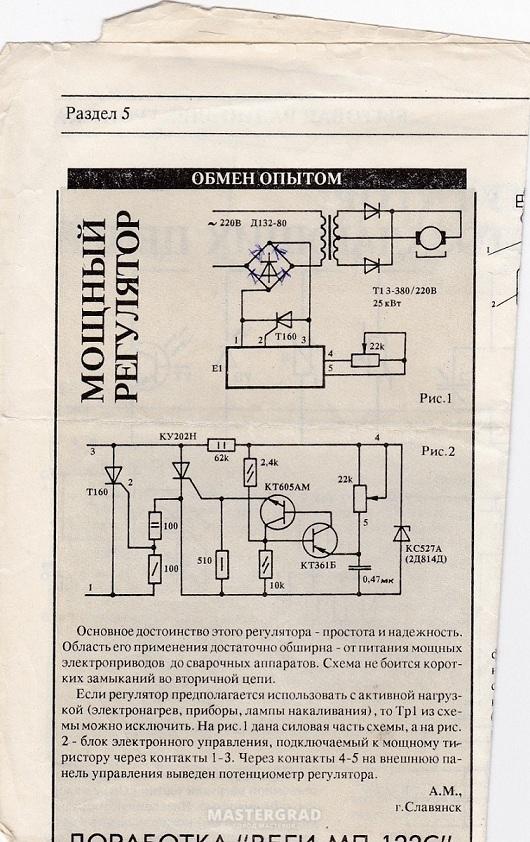
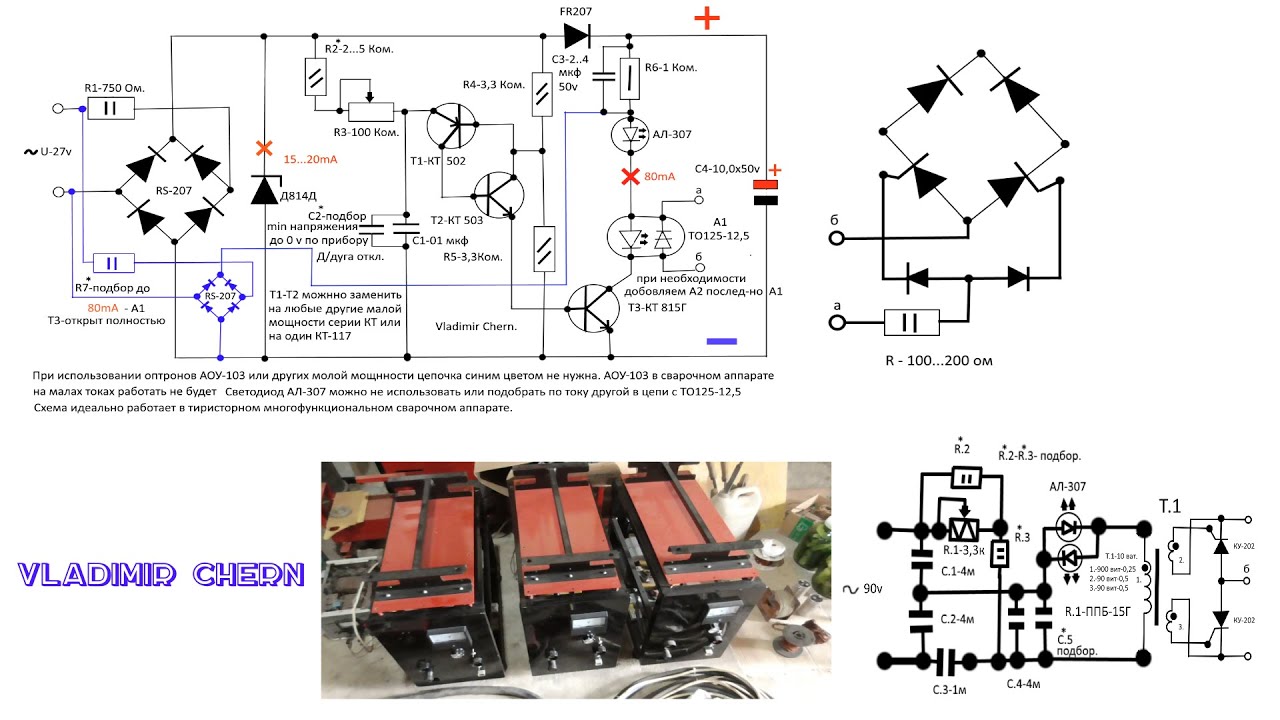
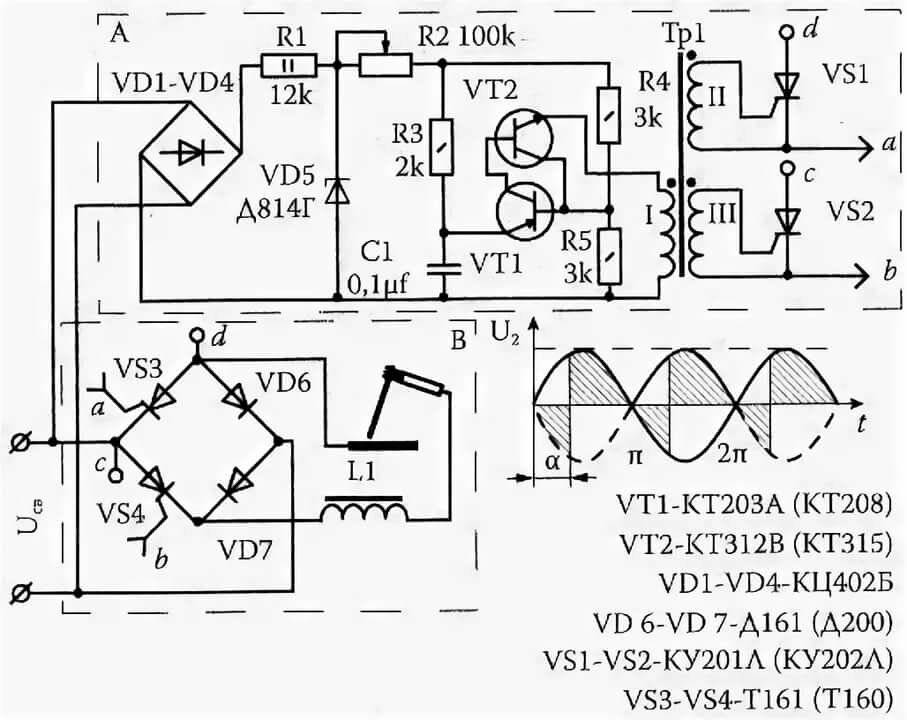
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного «бублика». Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.
Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:
Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30 В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной – можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки
Важно следить за исправность вентилятора, оборудование не должно перегреваться
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Регулировка в инверторах
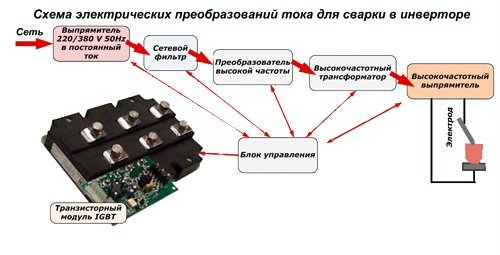
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.