
Пайка проводов без использования паяльника
Провода подвержены обрыву. Припаять провод без паяльника можно при учете нескольких рекомендаций:
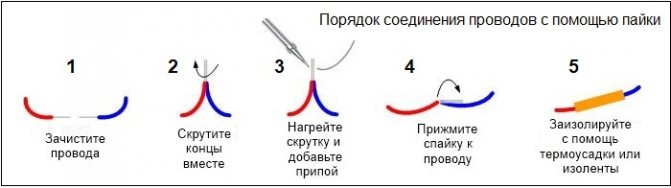
- Для начала находится место обрыва и концы зачищаются.
- После этого провода скручиваются между собой для создания прочного соединения.
- Место, которое подвергается обработке, следует немного разогреть. Для этого можно использовать зажигалку или другой источник тепла.
- Припой также разогревается до пластичного состояния, после чего наносится на место соединения.
При работе с проводами крупного сечения следует размельчить припой и посыпать его на поверхность, после этого разогреть поверхность свечой или зажигалкой. В этом случае припой заполняет свободное пространство, за счет чего обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльника следует учитывать тот момент, что подобным образом можно обработать только провода с диаметром 2 мм.

Пайка проводов без паяльника
Если нужно провести пайку плоского элемента, то детали предварительного лудятся. На момент пайки жила прижимается и посыпается стружкой выбранного сплава, после чего поверхность разогревается.
Чем и как лудить/паять?
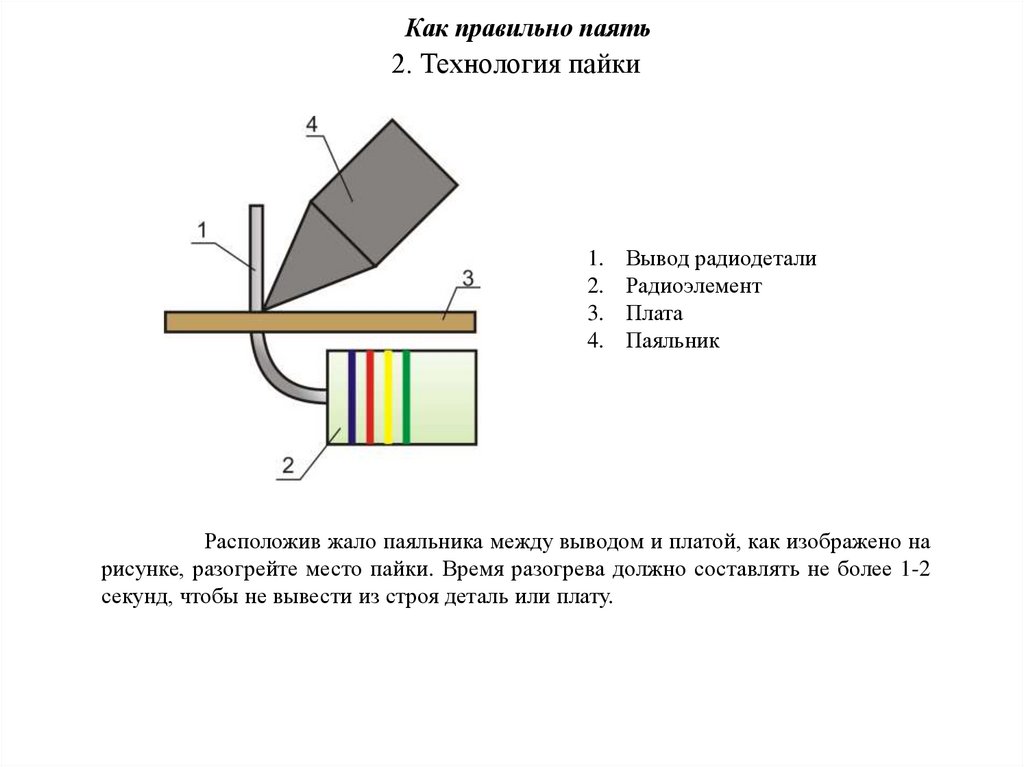
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.
Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Теперь понадобится твердая канифоль и мягкий, достаточно тугоплавкий припой (см. далее): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльник в сеть. По мере выкипания флюса при прогреве жало погружают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в данном случае не совсем хорош, он для пайки мелких деталей.
Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
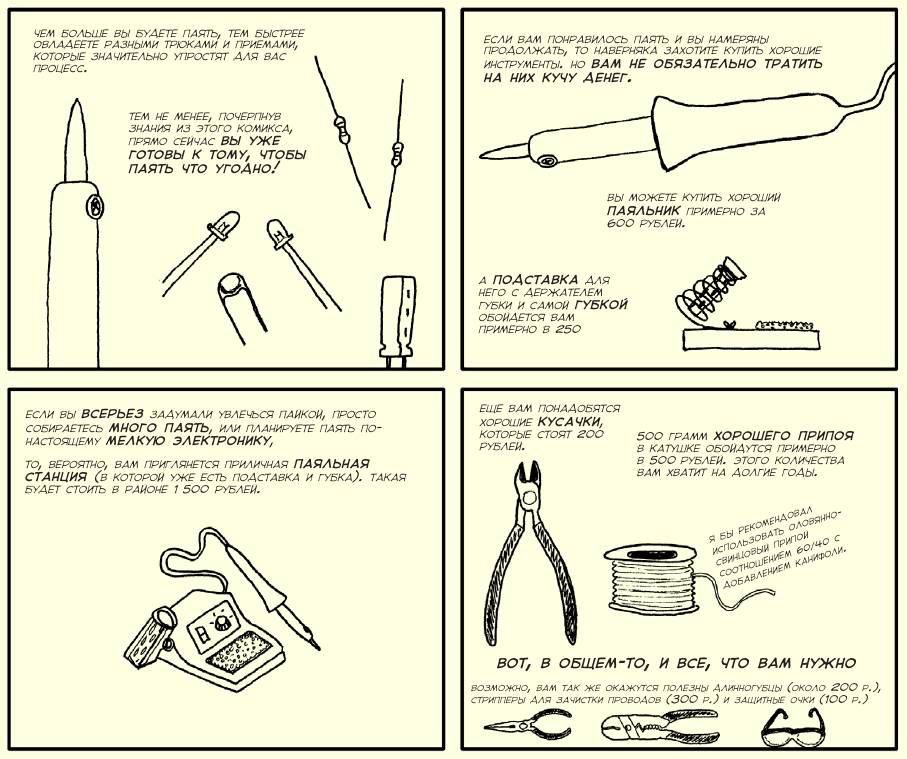
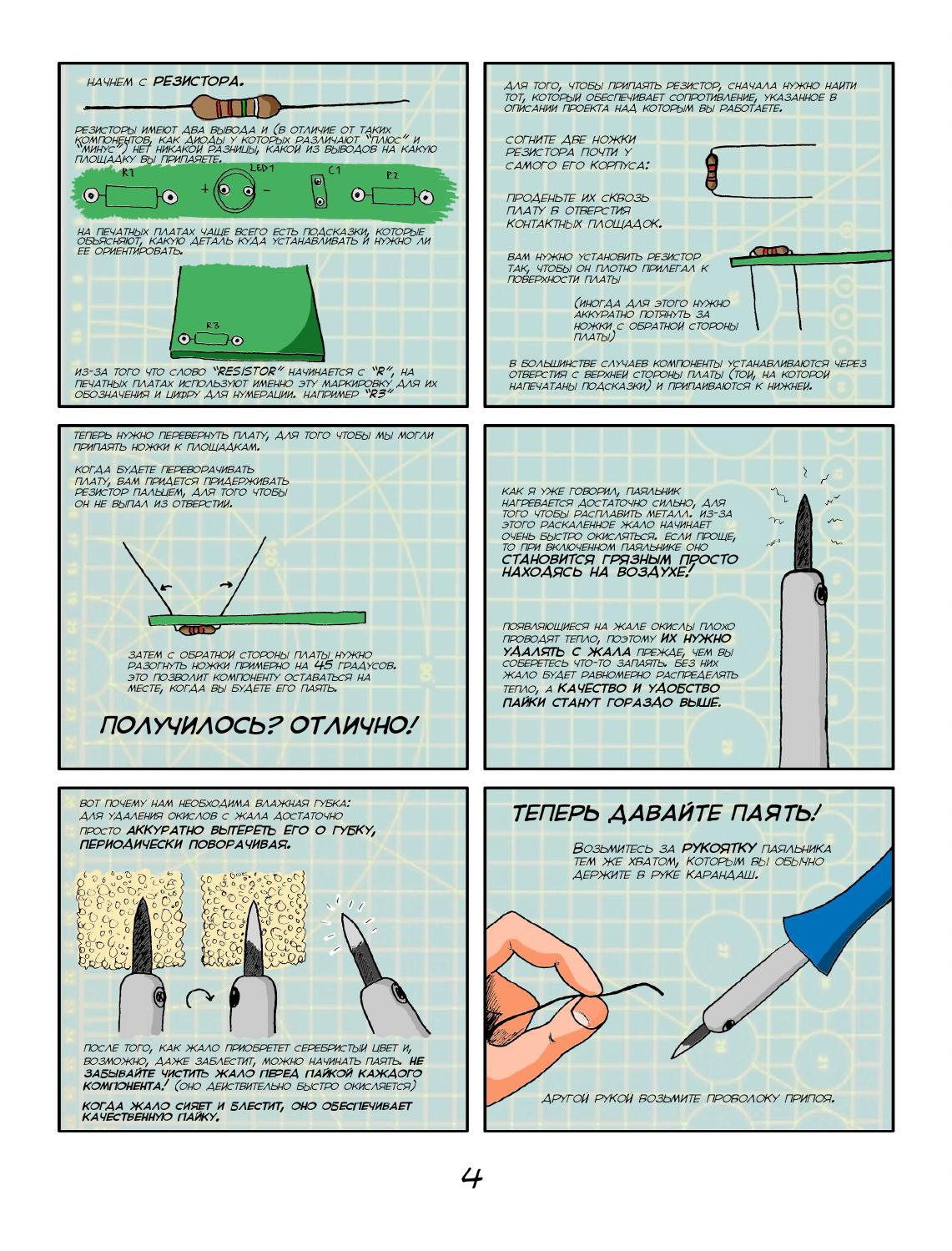
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
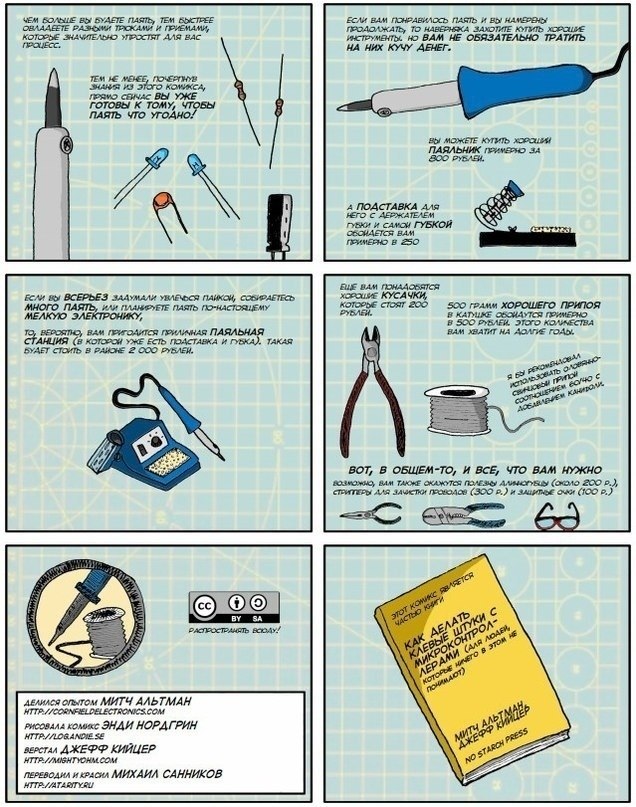
Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять
Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т
д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли
В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
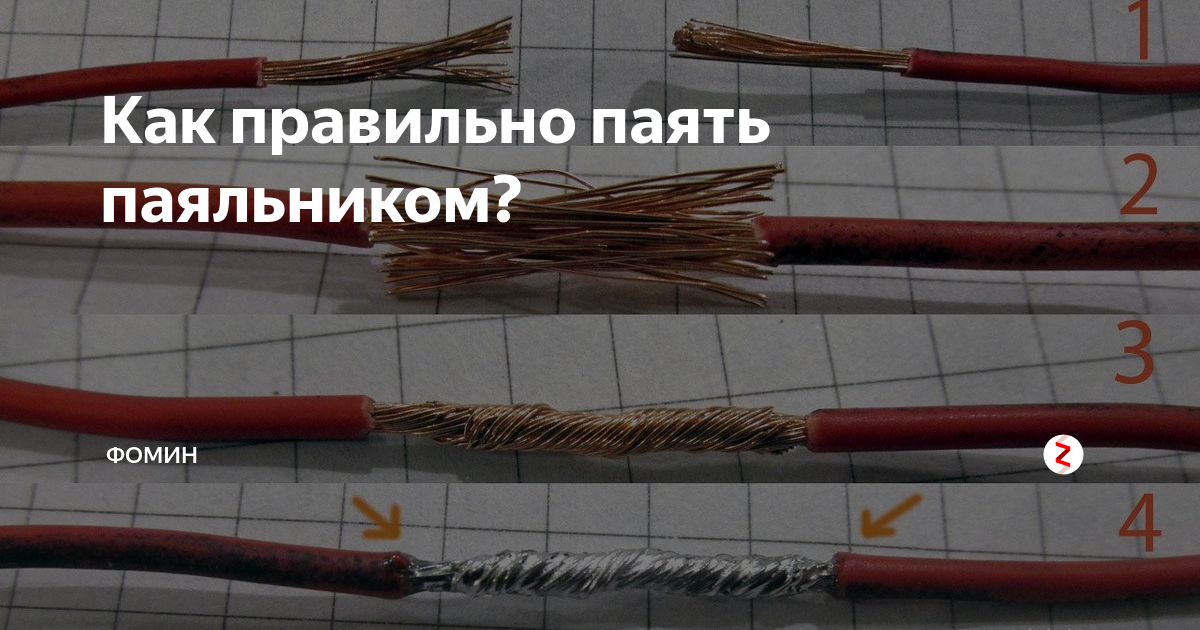
Как паять медные провода — все секреты процесса
Для начинающих электриков и электронщиков будет полезно узнать, как осуществляется процесс пайки проводов. Перед началом использования нового паяльника необходимо выполнить процедуру лужения жала. Для этого жало разогревается до рабочей температуры, и окунается в канифоль всей поверхностью. Далее нужно расплавить припой по всей поверхности жала, тем самым защитив его от коррозионного воздействия и ускоренного износа. Далее переходим к непосредственной процедуре пайки проводов.
Всю технологию можно разделить на три основных этапа:
- Подготовка провода к пайке. Для этого часть жилы должна быть освобождена от изоляции. Жилу следует очистить от загрязнений, и если механическим способом это не удается, прибегают к применению канифоли или флюса. Перед тем, как обработать поверхность жилы канифолью или флюсом, ее можно отшлифовать наждачкой или напильником
- Лужение — паяльник нужно разогреть до соответствующей температуры. Если используется канифоль, тогда нужно поднести к ней зачищенную часть провода, и прогреть жилу. При этом жила погружается в расплавленную канифоль, тем самым происходит процесс ее очистки. После этого необходимо взять припой, и прогреть ее паяльником. Расплавившийся припой наносится на жилу, тем самым осуществляется процесс лужения. В итоге получаем медный провод, на поверхности жилы которого располагается тонкий слой припоя. Такой процесс проводится для того, чтобы осуществить надежное и качественное соединение медных проводов. Аналогичная процедура проводится со вторым концом провода
- Соединение — теперь необходимо соединить жилы вместе так, как они будут оставаться после спаивания. После этого к соединенным жилам наносится припой, и плавится паяльником. В итоге расплавленный припой растекается, и затвердевает, обеспечивая соединение деталей
Если соединяемые провода в последствие планируется изолировать термоусадочной трубкой, то ее нужно надеть на кабель предварительно. На этом процесс пайки проводов паяльником с канифолью и оловом завершен. Ничего трудного в этом нет, если все действия выполнять по инструкции.

Процесс пайки будет несколько отличаться, если спаиваемые провода предварительно скручиваются. В таком случае каждую жилу провода лудить не нужно, а после их скрутки, обработать канифолью или флюсом, и расплавить по всей наружной поверхности припой.
Это интересно! Если вместо канифоли применяется флюс, тогда технология пайки будет немного отличаться. Отличие заключается в том, что часть жилы окунается во флюс, после чего прогревается паяльником с добавлением припоя. Дальнейшие действия аналогичны, как описано в инструкции выше.
И теперь самое главное при обучении работать паяльником — практика. Научится с первого раза паять провода или микросхемы практически невозможно, так как для этого первоначально понадобится тренироваться. Именно в тренировке заложен успех освоения технологии пайки проводов и полупроводниковых элементов.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
Медные жала для паяльника
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала с никелевым покрытием
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Вспомогательные материалы
Это компоненты не входящие в состав полученного соединения после пайки, но участвуют в его образовании: паяльные флюсы, газовые среды, стоп-вещества. Действия, которые следует проводить при флюсировании:
- смачивать металл и припой флюсом;
- снять оксидную пленку с поверхности металла и припоя;
- удаление флюса из под зазора расплавленным припоем.
Газовая среда или вакуум применяют для нейтрализации оксидов и прочих вредных пленок на поверхности соединяемых металлов или их повторное образование. Аргон марки А и азот используют в качестве газовых сред. Стоп-вещества используют для того, чтобы избежать действия припоя на металл. Чаще всего это стоп-пасты и прочие покрытия, наносящиеся на поверхность распылением или пульверизацией.
Вспомогательные приспособления для пайки
Чтобы использование паяльника было комфортным и главное безопасным для работника, могут потребоваться дополнительные инструменты. Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.
 Для работы могут потребоваться различные вспомогательные приспособления
Для работы могут потребоваться различные вспомогательные приспособления
Подставка для паяльника
Отнести подставку к вспомогательным предметам можно условно, поскольку ее роль существенна в процессе эксплуатации агрегата. Паяльник, в перерывах между работой, нужно ставить на свое место, которое специально выделено для этой цели на рабочем столе. Такое простое правило позволит работнику обезопасить себя от получения случайного ожога в процессе эксплуатации прибора.
«Третья рука»
Для работы очень удобно использовать «третью руку». Прибор получил такое наименование за счёт надёжной фиксации объектов пайки в абсолютно любом положении, к примеру, это может быть чайник, светодиодный материал или труба.
 С помощью паяльника можно восстановить изделия из самых различных материалов
С помощью паяльника можно восстановить изделия из самых различных материалов
Очистители для жал
В ходе пайки жало быстро окисляется, поэтому его регулярно нужно очищать от окислов и нагара. Для этого применяются целлюлозные губки и стружка для очистки.
Ручной инструмент
К полезным ручным приспособлениям относят:
- пинцеты;
- кусачки;
- набор для пайки.
Применение пинцетов позволяет сделать комфортным пайку и демонтаж электронных элементов на платах. Использовать разрешено как обычные прямые модели, так и с загнутым хвостиком.
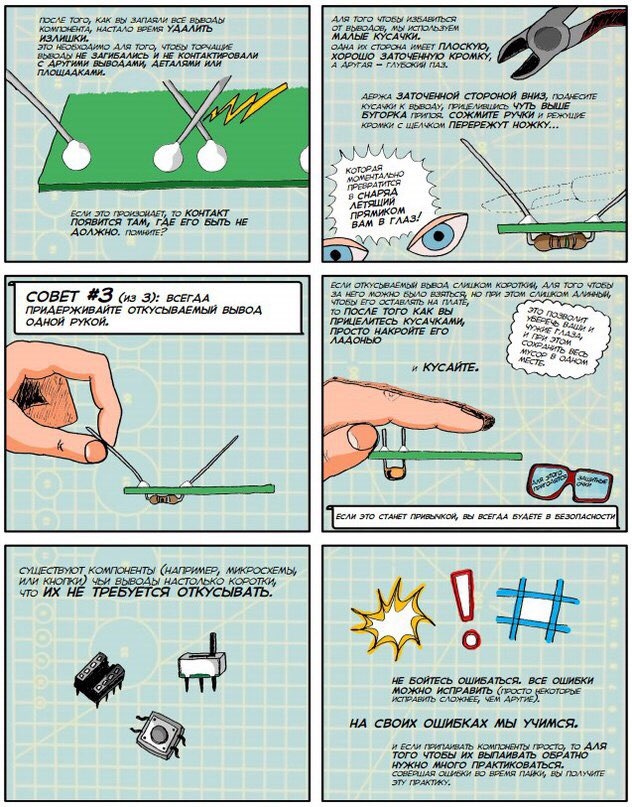
При проведении пайки обойтись без кусачек очень сложно, так как с их помощью мастер может безопасно удалить остатки ножек радиокомпонентов при пайке их на плату.
В стандартный комплект дополнительных инструментов для пайки входят зажимы и держатели разного типа. Зачастую в комплекте идут щеточки для очистки плат и лента.
 Прибор следует регулярно очищать от различных загрязнений
Прибор следует регулярно очищать от различных загрязнений
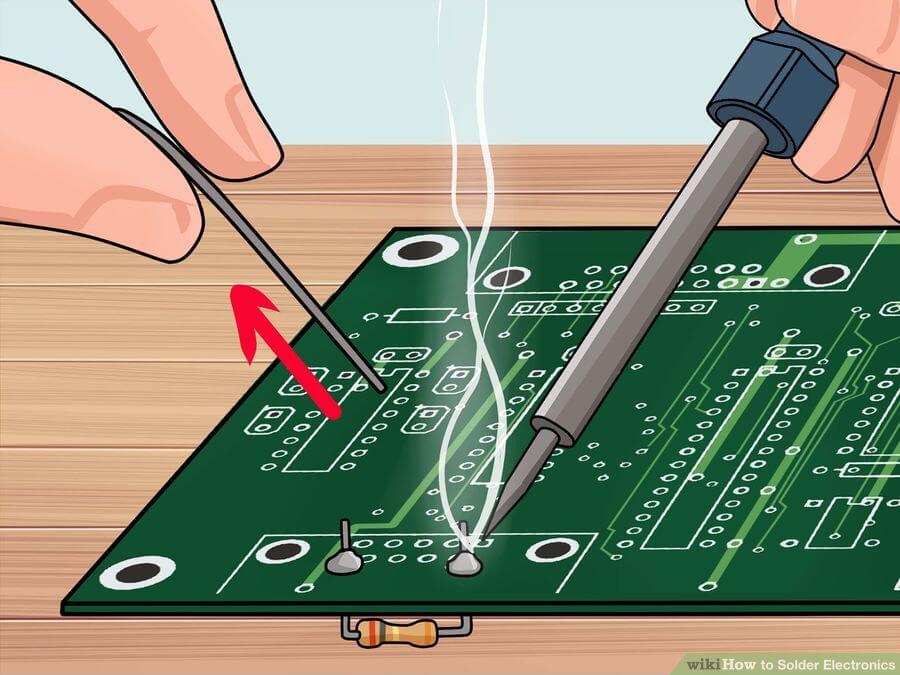
Основные рабочие процедуры

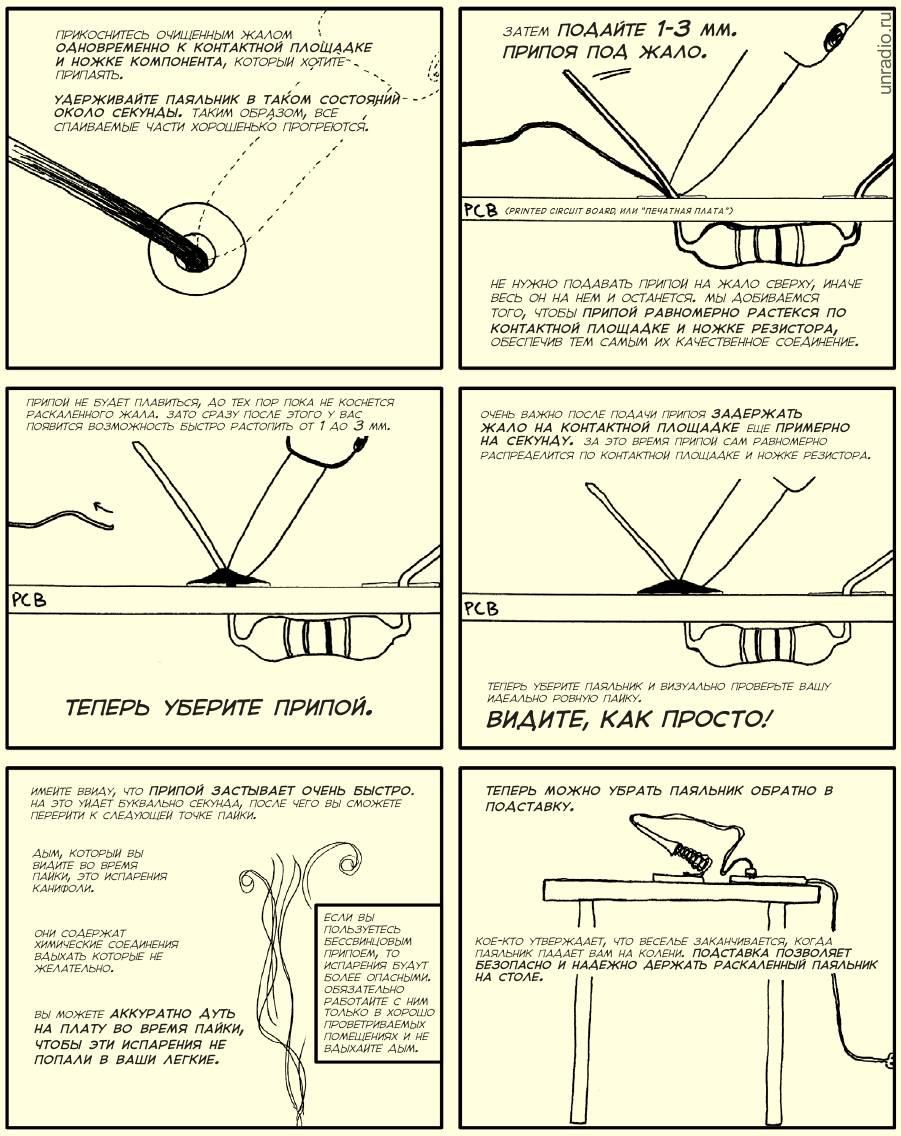
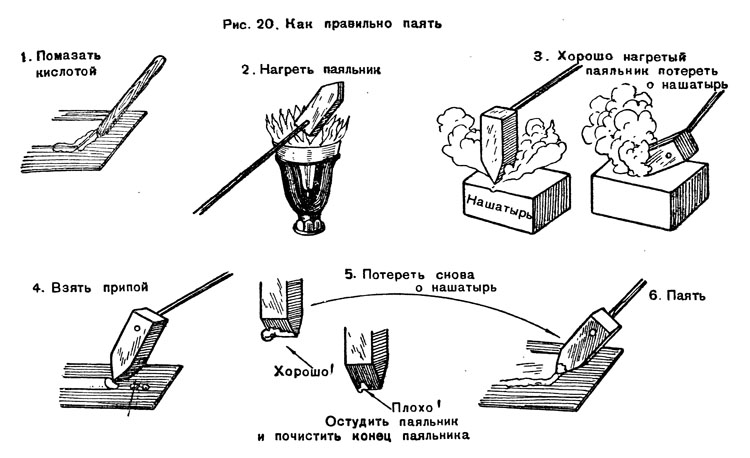
Технологическая карта или схема «правильной» пайки посредством паяльника предполагает следующий порядок проведения операций. Прежде чем непосредственно паять, поверхности подлежащих пайке предметов очищают от сильных загрязнений и коррозионных наслоений, после чего их следует зачистить до характерного блеска.
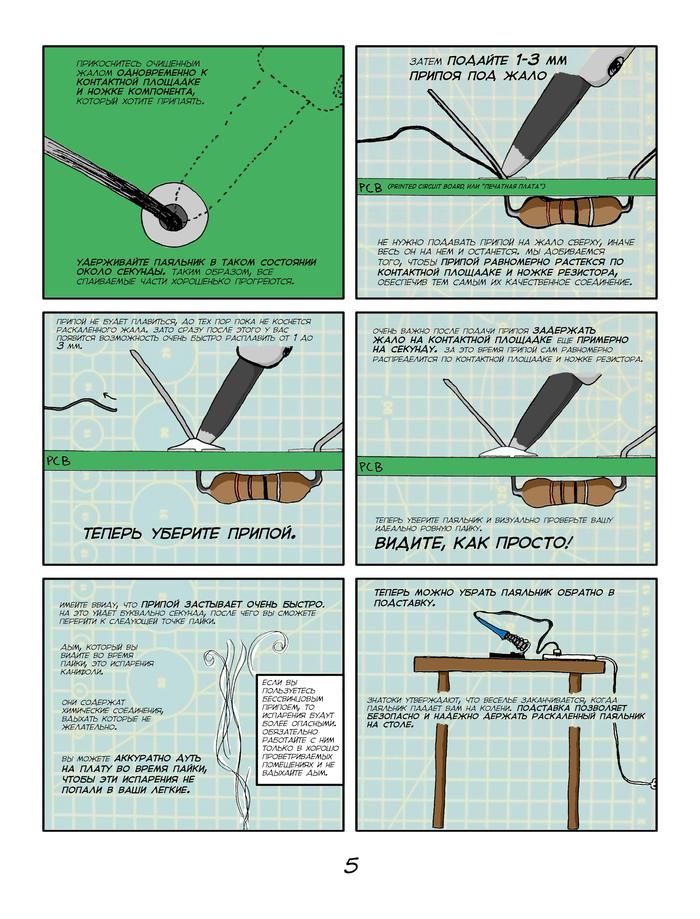
После этого места спайки деталей обрабатываются ранее подготовленным флюсом, посредством которого удаётся улучшить условия растекания припоя по поверхности контакта.
Затем контактная площадка или зона пайки подвергаются защитному лужению, сущность которого состоит в нанесении на них расплавленного до жидкого состояния припоя. При этом расходный материал равномерно растекается по поверхности деталей, которые надо паять, и обеспечивает образование надёжного термического соединения.
При подготовке деталей под лужение предпочтение отдаётся пастообразным флюсам, которые удобно наносятся и легко смываются. Перед обработкой и пайкой детали предварительно соединяют посредством механической скрутки или сжатия пассатижами.
После фиксации на них снова наносится флюс, а затем место контакта прогревается с одновременным введением в него прутка припоя (его состав может отличаться от того материала, что использовался для лужения).
Научиться правильно паять своими руками невозможно, если не научиться лудить жало паяльника. Для лужения рабочий наконечник после полного прогрева паяльника следует с усилием прижать к любой покрытой фольгой поверхности и потереть им по расплавленной канифоли с припоем.
Эту операцию следует повторять до тех пор, пока на гранях медного острия не появится характерная плёнка из припоя, обеспечивающая хорошую адгезию с любым металлом.
Вопрос как правильно надо паять, приходит вместе с заинтересованностью о том, для чего же нужна пайка, и что можно сделать с ее помощью. Это раньше паяли преимущественно кастрюли и самовары, а сегодня паять можно и высокотехнологичные вещи.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.



Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников)
На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе)
Дело в том, что «крылатый металл» окисляется моментально.
Для обезжиривания точки соединения применяются специальные очистители: флюсы. Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.

Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей
Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев
Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Порядок проведения работ
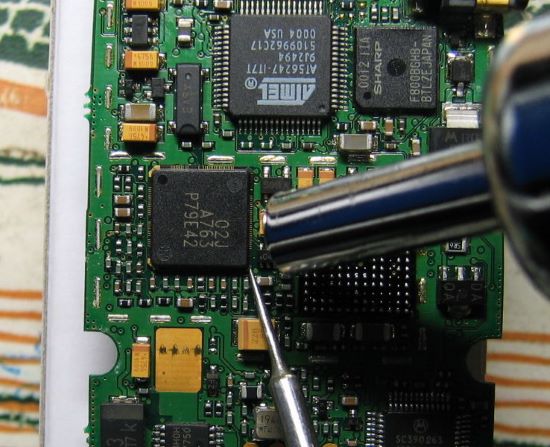
Перед началом работ необходимо подготовить все инструменты, материалы и приспособления, чтобы они были под рукой. При монтаже или демонтаже плату можно расположить на термостоле. Если для демонтажа используется паяльный фен, то для исключения его воздействия на другие компоненты, нужно их изолировать. Сделать это можно установкой пластин из тугоплавкого материала, например, полосок, нарезанных из старых плат, пришедших в негодность.
При использовании для демонтажа оловоотсоса процесс происходит аккуратнее, но дольше. Оловоотсос «заряжается» при очистке каждой ножки. По мере заполнения кусками застывшего припоя, его нужно очищать.
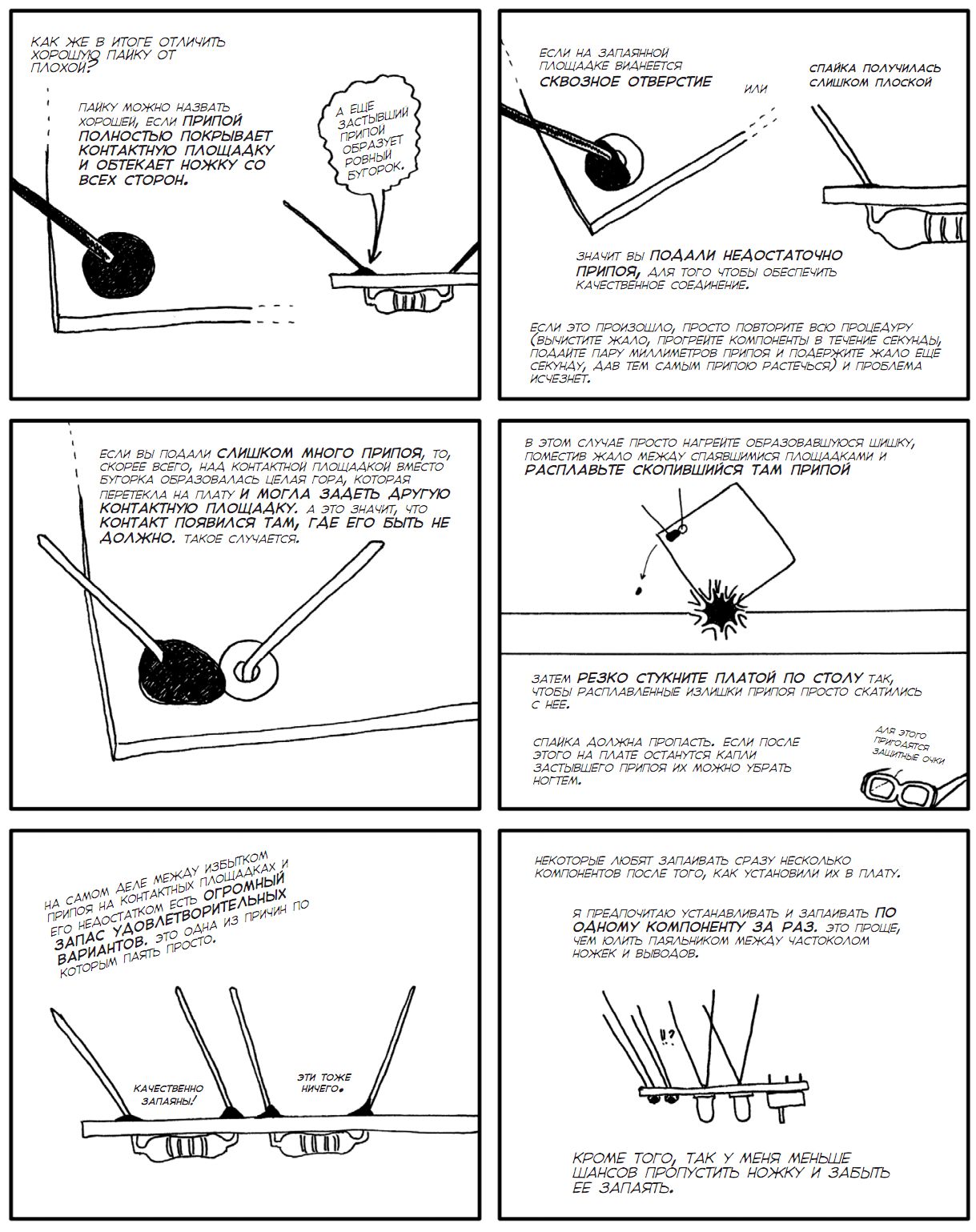
Есть несколько правил пайки, которые следует обязательно исполнять:
- паять микросхемы на плате надо быстро, чтобы не перегреть чувствительную деталь;
- можно каждую ножку во время пайки придерживать пинцетом, чтобы обеспечить дополнительный теплоотвод от корпуса;
- при монтаже с помощью фена или инфракрасного паяльника, необходимо следить за температурой детали, чтобы она не поднималась выше 240-280 °C.
Радиоэлектронные детали очень чувствительны к статическому электричеству. Поэтому при сборке лучше использовать антистатический коврик, который подкладывается под плату.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
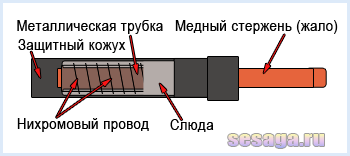
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Пайка оцинкованного железа
При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Оцинкованное железо трудно поддаётся пайке, поэтому  необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Меры безопасности
Важно не только знать, как работать паяльником, но и изучить меры безопасности при его эксплуатации, поскольку их выполнение позволяет:
- защитить кожу от термических ожогов;
- предотвратить возгорание;
- защититься от поражения током.
Перед тем, как приступить к эксплуатации паяльника, мастеру необходимо убедиться в том, что кабель питания находится в исправном состоянии. Жало не должно соприкасаться с предметами и поводками.
В процессе эксплуатации паяльника, брать его разрешено только за ручку — держать включенный инструмент за корпус, опасно для здоровья. В перерывах между работой инструмент следует помещать на подставку.
Зная, как пользоваться паяльником, мастер сможет выполнить качественно любую работу
Важно, помнить о соблюдении техники безопасности, поскольку при неправильном применении инструмент способен нанести серьезный вред здоровью
Достоинства и недостатки спаивания проводов
Использование этого технологического подхода обладает следующими преимуществами:
- Качественное исполнение обеспечивает надёжность и долговечность готового изделия.
- Низкий уровень переходного сопротивления в точке крепления. В этом она существенно превышает все контактные варианты.
- Минимальные затраты на осуществление монтажа. Основное используемое оборудование — это паяльник. Стоит он недорого, а расходные материалы — ещё меньше.
- Универсальность использования. Пайка подходит для работы с проводами, у которых даже разное количество жил и параметры сечения. Всё это позволяет успешно решать даже нестандартные задачи.
- Нетребовательность к обслуживанию.
- Долгая служба и высокий уровень безопасности (при соблюдении правил обращения).

Старые образцы паяльников всё ещё в строю благодаря качеству изделий Для полной картины следует знать и о недостатках:
- Невысокий уровень технологичности. Перед работой всегда следует выполнять подготовительные операции.
- Высокая трудоёмкость. Из-за этого пайка не используется в промышленных масштабах.
- Относительно высокие требования к уровню знаний, навыков и умений исполнителя.
- Необходимость подбирать паяльник под условия выполняемых задач (главный параметр — мощность).
- Для работы годятся исключительно нейтральные флюсы.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как паять паяльником с канифолью?
Канифоль считается классическим веществом, применяемым при пайке. Весь принцип работы остается прежним, основные отличия заметны только лишь на этапе обезжиривания.


Особенность канифоли в том, что это твердая смола. Чаще всего она находится в небольшой металлической баночке с герметичной крышкой.
Несмотря на многообразие современных жидких припоев, канифоль все еще остается востребованным материалом. Многие радиолюбители уверены, что только с ее помощью можно произвести качественную и быструю пайку.
Особенность того, как правильно паять с канифолью, состоит в том, что необходимо прижимать жало и провода к самой смоле. После этого наноситься припой. Цель действий в том, чтобы добиться равномерного покрытия детали припоем.
При таком выборе флюса стоит учесть один момент. Канифоль совместима не со всеми металлами, поэтому для выполнения сложной пайки стоит подобрать другой флюс, подходящий ко всем деталям.
Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
Секреты пайки для начинающих
Совет №1 — всегда следите за чистотой жала паяльника. На конце оно должно быть всегда залуженное. Если это не так, то припой не будет приставать к жалу.
Прежде чем почистить и залудить жало паяльника, используйте напильник. Сначала слегка зачистите жало напильником, а затем разогрейте паяльник до рабочей температуры.

Воспользуйтесь куском канифоли и олова для лужения. Опускайте жало в канифоль, а затем в олово, как бы втирая его в жало. Время от времени очищайте поверхность и проводите операцию по лужению заново.
Совет №2 — используйте для пайки только подходящее оборудование. Само собой разумеется, что паять радиодетали нужно маломощным паяльником, мощность которого составляет не более 25 Вт. Однако таким паяльником вы навряд ли сможете запаять крупные детали. Для их пайки используйте паяльник мощностью в 60-100 Ватт.
Совет №3 — для работы с радиодеталями используйте только легкосплавные припои и твёрдую канифоль. Допускается применять канифоль растворенную в спирте (жидкий флюс), но ни в коем случае не кислотные флюсы с содержание хлористого цинка. Активные флюсы способны разъедать выводы радиодеталей.
Совет №4 — никогда не оставляйте включённый в сеть паяльник с сухим жалом. После разогрева паяльника обязательно опустите его жало в твёрдую канифоль. В таком случае поверхность жала паяльника не станет окисляться, поэтому процесс чистки и лужения можно будет осуществлять не так часто.

Совет №5 — не превышайте время пайки некоторых радиодеталей. Существуют так называемые «предельные температуры» некоторых электронных компонентов
Здесь важно соблюдать не только температурный режим, но и время нагревания припоя
Некоторые интегральные микросхемы и полевые транзисторы просто не терпят перегрева и выходят вследствие этого из строя. Паять такие радиодетали нужно в течение не более чем 5-10 секунд.